|
Архитектура Аудит Военная наука Иностранные языки Медицина Металлургия Метрология Образование Политология Производство Психология Стандартизация Технологии |
|
|
Архитектура Аудит Военная наука Иностранные языки Медицина Металлургия Метрология Образование Политология Производство Психология Стандартизация Технологии |
Выбор способа получения заготовки
От правильности выбора способа получения заготовки целиком зависит себестоимость получаемой детали. Выбор способа зависит от многих факторов: типа производства, массы детали, сложности формы, требованиями чертежа. При этом необходимо учитывать новейшие тенденции в технологии машиностроения по сокращению расхода материала, уменьшению объема мех. обработки, ужесточению допусков, так как для обработки деталей все чаще применяются станки с ЧПУ, станки автоматы и автоматические линии. Окончательный выбор варианта проводится сравнением себестоимости детали после различных методов получения заготовки. Себестоимость детали определяется суммированием себестоимости заготовки и стоимости последующей мех. обработки. На заводе данная деталь изготовлялась в условиях единичного производства. Метод получения заготовки - ковкой на молотах. Данный метод соответствует единичному производству. Характеристика процесса ковки
Ковкой изготавливают поковки цилиндрические сплошные гладкие и с уступами (штоки, оси, валы, колонны, цапфы, и т.д.); прямоугольного сечения гладкие и с уступами (платы, пластины, штамповые кубки, вкладыши); со смешанными сечениями сплошные с усупами и с расположением отдельных частей в одной, двух, трех и более плоскостях (коленчатые валы и др.); цилиндрические полые гладкие и с малыми уступами (диски, фланцы, колеса, муфты и т.д.); цилиндрические полые гладкие и с большими уступами при большом отношении длины к размеру сечения (барабаны, полые валы, цилиндры); с кривой осью (крюки, бугели, скобы, днища). Процесс ковки состоит из чередования в определенной последовательности основных и вспомогательных операций. Каждая операция определяется характером деформирования и применяемым инструментом. К основным операциям ковки относятся: осадка, протяжка, прошивка, отрубка, гибка. Основные операции при ковке Осадка - операция уменьшения высоты заготовки при увеличении площади ее поперечного сечения. Осадкой не рекомендуется деформировать заготовки, у которых отношение высоты hзаг к диаметру dзаг больше 2, 5, так как в этом случае может произойти продольное искривление заготовки. Осаживают заготовки между бойками или подкладными плитами. Разновидностью осадки является высадка, при которой металл осаживают лишь на части длинны заготовки. Протяжка - операция удлинения заготовки или ее части за счет уменьшения площади поперечного сечения. Протяжку производят последовательными ударами или нажатиями на отдельные участки заготовки, примыкающие один другому, с подачей заготовки вдоль оси протяжки и поворотами ее на 90 вокруг этой оси. При каждом нажатии уменьшается высота сечения, увеличиваются ширина и длина заготовки. Общее увеличение длины равно сумме приращений длин за каждое нажатие, а уширение по всей длине одинаково. Если заготовку повернуть на 90 вокруг горизонтальной оси и повторить протяжку, то уширение, полученное в предыдущем проходе устраняется, а длина заготовки снова увеличивается. Чем меньше подача при каждом нажатии, тем интенсивнее удлинение. Однако при слишком малой подаче могут получиться зажимы. Протягивать можно плоскими и вырезанными бойками. При протяжке на плоских бойках в центре изделия могут возникать (особенно при протяжке круглого сечения) значительные растягивающие напряжения которые приводят к образованию осевых трещин. При протяжке с круга на круг в вырезанных бойках силы, направленные с четырех сторон к осевой линии заготовки, способствуют более равномерному течению металла и устранению возможности образования осевых трещин. Деформация при протяжке может быть выражена величиной уковки:
У=Fн/Fк, (6.1)
где Fн - начальная (большая) площадь поперечного сечения; Fк - конечная (меньшая) площадь поперечного сечения после протяжки. Очевидно, чем больше уковка, тем лучше прокован металл, тем выше его механические свойства. Поэтому протяжку применяют не только для получения поковок с удлиненной осью (валы, рычаги, тяги и т.д.), но и в чередовании с осадкой - для большей уковки металла заготовки. Протяжка имеет ряд разновидностей: Разгонка - операция увеличения ширины части заготовки за счет уменьшения ее толщины. Протяжка с оправкой - операция увеличения длины пустотелой заготовки за счет уменьшения толщины ее стенок. Протяжку выполняют в вырезных бойках на слегка конической оправке. Протягивают в одном направлении - к расширяющемуся концу оправки, что облегчает ее удаление из поковки. Раскатка на оправке - операция одновременного увеличения наружного и внутреннего диаметров кольцевой заготовки за счет уменьшения толщины ее стенок. Заготовка опирается внутренней поверхностью на цилиндрическую оправку, устанавливаемую концами на подставках, и деформируется между оправкой и узким длинным бойком. После каждого нажатия заготовку поворачивают относительно оправки. Прошивка - операция получения полостей в заготовке за счет вы теснения металла. Прошивкой можно получить сквозное отверстие или углубление (глухая прошивка). Инструментом для прошивки служат прошивни, сплошные и пустотелые; последними прошивают отверстия большого диаметра (400-900мм). При сквозной прошивке сравнительно тонких поковок применяют подкладные кольца. Более толстые поковки прошивают с двух сторон без подкладного кольца. Диаметр пошивня выбирают не более 1/2 - 1/3 наружного диаметра заготовки при большем диаметре прошивня заготовка значительно искажается. Прошивка сопровождается отходом (выдрой). Отрубка - операция отделения части заготовки по незамкнутому контуру путем внедрения в заготовку деформирующего инструмента - топора. Отрубку применяют для получения из заготовок большой длинны нескольких коротких, для удаления излишков металла на концах поковок, а также прибыльной и донной частей слитка и т.п. Инструмент для отрубки - топоры различной формы. Гибка - операция придания заготовке изогнутой формы по заданному контуру. Этой операцией получают угольники, скобы, крючки, кронштейны и т.п. Гибка сопровождается искажением первоначальной формы поперечного сечения заготовки и уменьшением его площади в зоне изгиба, называемым утяжкой. Для компенсации утяжки в зоне изгиба заготовке придают увеличенные поперечные размеры. При гибке возможно образование складок по внутреннему контуру и трещин по наружному. Во избежание этого явления по заданному углу изгиба подбирают соответствующий радиус скругления. Штамповка в подкладных штампах - подкладной штамп может состоять из одной или двух частей, в которых имеется полость с конфигурацией поковки или ее отдельного участка. В подкладных штампах можно изготовлять головки гаечных ключей, головки болтов, диски со ступицей, втулки с буртом и другие поковки. С учетом всех вышеизложенных факторов произвожу выбор заготовки из двух способов получения: Штамповка на ГКМ Прокат калиброванный Штамповка на ГКМ Расчет производится по ГОСТ 7505-89 1. Определяем класс точности поковок: Т4 [8] пр.1 таб. 19 2. Определяем группу стали: М2 - сталь с массовой долей углерода свыше 0, 35 до 0, 65% [8] таб.1 3. Степень сложности
C=Gп/Gф (6.2) Gп=Mд*Kp (6.3)
Kp=1, 5 - валы, оси, шатуны [8] пр.3 таб. 20
Gп=4, 54*1, 5=6, 81 кг Gф=Vф*0, 00785 (6.4) Vф= (p*d2*L*1, 05) /4 (6.5) Vф=3, 1415*482*636*1, 05/4=1208422 мм3 C=6, 81/9, 49=0, 717 > 0, 63 –
Группа сложности: С1 [8] стр.30 4. Определяем исходный индекс в зависимости от массы поковки, класса точности, группы стали и степени сложности - 13 [8] таб.2 5. Определяем основные и дополнительные припуски и допуски, размеры заготовки. Таблица 6.1. Значения в миллиметрах
Рисунок 6.1 - Эскиз поковки на ГКМ
6. Штамповочные уклоны 50 7. Радиусы скруглений R4мм 8. Допускаемая величина смещения по плоскости разъема матрицы 0, 8мм 9. Допускаемая величина остаточного облоя 1, 0мм 10. Допускаемая величина заусенца по плоскости разъема матрицы 2, 0мм 11. Допускаемые отклонения по изогнутости 2, 0мм 12. Уточняем массу поковки: Vп=p* (d12*L1+ d22*L2 +d32*L3) /4 (6.6) Vп=3, 1415* (42, 42*179, 1+52, 22*14, 4+38, 42*663, 1) /4=1051645, 9 мм3 Mп=Vп*0, 00785=1051645, 9*0, 00785=8255г =8, 26 кг Прокат
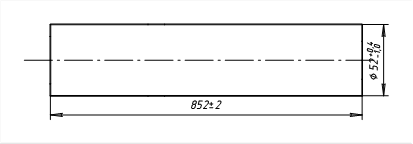
Из стандартного ряда диаметров по ГОСТ 2590-71 выбираем сталь горячекатанная круглая Æ 52, точность обычная, способ отрезки пресс-ножницы.
Рисунок 6.2 - Эскиз заготовки из проката
Находим массу заготовки из проката:
Mз=Vз*0, 00785 (6.7) Vз=p*522*852/4=1809406 мм3 Mз=1809406*0, 00785=14203г= 14, 2 кг
|
Последнее изменение этой страницы: 2019-10-04; Просмотров: 178; Нарушение авторского права страницы