|
Архитектура Аудит Военная наука Иностранные языки Медицина Металлургия Метрология Образование Политология Производство Психология Стандартизация Технологии |
|
|
Архитектура Аудит Военная наука Иностранные языки Медицина Металлургия Метрология Образование Политология Производство Психология Стандартизация Технологии |
Получение кремния полупроводниковой чистоты
1) Восстановительная плавка сырья Восстановительная плавка сырья, содержащего оксид кремния в виде кварцита, в электропечах при температуре 2273К (около 2000°):
SiO2+C = Si+2CO
В результате первой же операции получают элементарный кремний, однако его чистота еще очень низка и содержание основного вещества составляет около 99%. Кремний из-за высокой температуры плавления и реакционной способности по отношению к любым контейнерным материалам очистке не поддается. 2) Перевод технического кремния в соединения, удобные для глубокой очистки SiCl4, SiHCl3 или SiH4 Для получения хлорида кремния и хлорсилана используются реакции хлорирования:
Si+2Cl2 Si+3HCl
Моносилан получают из предварительно изготовленного кремний-магниевого сплава:
Mg2Si+4NH4Cl
3) Глубокая очистка. Для дальнейшей глубокой очистки хлорида, хлорсилана и моносилана применяется один и тот же метод ректификации в жидком виде независимо от того, что первые два вещества в нормальных условиях — жидкости, третье — газ. Ректификация — многократная перегонка — высокоэффективный, экономичный процесс, выполняющийся без применения каких-либо реагентов в герметичной аппаратуре из нержавеющей стали. 4) Восстановление с помощью водорода и пиролиз Получение особо чистого кремния осуществляется по следующим реакциям: восстановление(1373 K):
SiCl4 +2Н2 SiHCl3 +Н2 Пиролиз(1273 K): SiH4
Восстановление осуществляется на нагретые кремниевые стержни-заготовки, непосредственно через которые пропускается электрический ток. Благодаря этому реакция локализуется на поверхности кремния и происходит постепенное наращивание их диаметра от исходных 8... 10 до 50... 100 мм. Для восстановления и разбавления газовых смесей, как в хлоридном, так и моносилановом процессах используются большие количества водорода. Выращивание монокристаллов 1) Метод Чохральского Около 75% всего производства ведется по методу Чохральского, который обеспечивает наивысшую однородность и структурное совершенство монокристаллов. Метод Чохральского - основан на свободной направленной кристаллизации на затравку из большого объема расплава, необходимого для выращивания всего слитка. Последовательность операций при выращивании монокристаллов: 1. Подготовка исходных материалов — компоновка. Сырьем для плавки являются не только поликристаллический кремний, но и легирующая примесь, а также остатки кремния от предыдущей операции и отходы монокристаллов, не попавшие в готовую продукцию. Компоновка включает операции по очистке сырья, дозировке легирующих примесей, необходимые расчеты. 2. Загрузка материалов в тигель, вакуумирование рабочей камеры и плавление. После этого мощность нагревателя уменьшается так, чтобы температура расплава оставаласьпостоянной и близкой к температуре плавления, причем обеспечивается тепловое равновесие, и количество тепла, подводимое нагревателями, точно соответствует его потерям открытой поверхностью. 3. Затравление — соприкосновение монокристаллической затравки с расплавом — меняет тепловые условия в системе. Появляется дополнительный теплоотвод через затравку, а это создает возможность кристаллизации при постоянной температуре расплава, так как дополнительное тепло (скрытая теплота кристаллизации) может быть теперь отведено. 4. Выращивание шейки. Затравление сопровождается резким повышением температуры кристалла - затравки, поскольку на стадии плавления она находилась в зоне низкой температуры. При «тепловом ударе» в ней возникают напряжения и происходит образование дефектов. Эти дефекты неизбежно передались бы выращиваемому кристаллу, и чтобы избавиться от них, сначала поднимают затравку с высокой скоростью и «тянут» из расплава кристалл малого диаметра — шейку. 5. Разращивание и «выход на диаметр» — увеличение диаметра до заданного номинала - осуществляется за счет снижения скорости подъема затравки. Требуемый диаметр устанавливается оператором, который наблюдает за процессом через окно в корпусе установки. Точность управления диаметром слитка обычно невысока, поэтому дается допуск на 3...5 мм в большую сторону. 6. Выращивание цилиндрической части ведется в автоматическом режиме со скоростью 1, 5...3 мм/мин. Поскольку уровень расплава в тигле при этом непрерывно понижается, меняются тепловые условия в зоне роста. Этот принципиальный недостаток трудно устраним в методе Чохральского, и обеспечение требуемой однородности — по длине слитка — проблема, во многом определяющая технико-экономические показатели. Для этого используются все возможные аппаратурные средства: регулирование температуры, скорости вытягивания, подъем и опускание нагревателя и тигля. 7. Оттяжка на конус и отрыв кристалла от остатков расплава завершают процесс выращивания. Ограничения метода Чохральского состоят в следующем. 1. Растворение в кремнии материала кварцевого тигля происходит с заметной скоростью. 2. Вследствие непрямого и непостоянного по длине слитка фронта кристаллизации и изменения гидродинамических условий наблюдается сложная неоднородность в распределении примеси и удельного сопротивления по площади кристалла. 3. Неравномерное распределение дефектов, а также примесей по длине слитка.
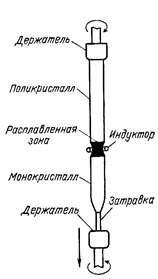
Рисунок 1 — Схема установки для выращивания монокристаллов по методу Чохральского. 2) Метод бестигельной зонной плавки Метод основан на плавлении небольшой зоны поликремниевой цилиндрической заготовки, находящейся в вертикальном состоянии. Необходимая узкая зона расплава создается с помощью высокочастотного индуктора (стандартная частота генератора 5, 28 МГц). Тепло за счет вихревых токов в самом кремнии, и при достаточной мощности выделяется непосредственно ВЧ-генератора, это приводит к быстрому расплавлению конца заготовки и образованию капли. Благодаря небольшой плотности кремния и высокому поверхностному натяжению капля способна удерживаться на слитке; к ней снизу подводится затравка и далее, как и в методе Чохральского, вытягивается шейка, а затем и цилиндрическая часть. Содержание примесей в кремнии в результате бестигельной зонной плавки уменьшается за счет перегрева расплава и частичного испарения. Применение бестигельной зонной плавки наиболее целесообразно для моносиланового кремния, свободного от кислорода и углерода. В результате могут быть получены монокристаллы с предельно высоким, близким к собственному удельным сопротивлением, т. е. за счет бестигельной зонной очистки.
Рисунок 2 — Схема бестигельной зонной плавки 1.6 Механическая обработка монокристаллического кремния Калибровка Калибровка монокристаллов полупроводниковых материалов. Обеспечивает придание им строго цилиндрической формы и заданного диаметра. Калибровку монокристаллов полупроводников проводят чаще всего методом круглого шлифования на универсальных круглошлифовальных станках, снабженных алмазным шлифовальным кругом с зернистостью, обозначенной 50/40 (основная фракция 40 мкм, а количество крупной, размером 50 мкм, не более 15%). Перед операцией калибровки к торцам монокристалла наклеечной мастикой приклеивают металлические конуса («центры») таким образом, чтобы их ось совпадала с продольной осью монокристалла. После калибровки на поверхности монокристалла образуется нарушенный слой глубиной 50...250 мкм в зависимости от скорости продольной подачи. Присутствие его на периферии подложек может вызывать появление сколов, а при последующей высокотемпературной обработке приводить к генерации структурных дефектов, распространяющихся в центральные области подложки. Для снятия нарушенного слоя прошедшие операции калибровки монокристаллы полупроводников подвергают операции химического травления.
Ориентация В процессе роста монокристаллов наблюдается несоответствие оси слитка кристаллографической оси. Для получения пластин, ориентированных в заданной плоскости, до резки производят ориентацию слитков. Способы ориентации кристаллов определяются их природой, типом детали и ее функциональным назначением. Оптически изотропные диэлектрики ориентируют для учета влияния технологических свойств кристалла на точность параметров детали. У анизотропных диэлектриков положение преломляющих и отражающих поверхностей детали зависит от требуемого преобразования светового потока. Ориентация полупроводников предусматривает определения кристаллографической плоскости, в которой материал имеет заданные электрические свойства. Ориентацию полупроводников проводят рентгеновскими или оптическими методами. Рентгеновский метод основан на отражении рентгеновских лучей от поверхности полупроводникового материала. Интенсивность отражения зависит от плотности упаковки атомами данной плоскости. Кристаллографической плоскости, более плотно упакованной атомами, соответствует большая интенсивность отражения лучей. Кристаллографические плоскости полупроводниковых материалов характеризуются определенными углами отражения падающих на них рентгеновских лучей. Величины этих углов для кремния: (111) –17°56', (110) - 30° 12', (100) – 44°23' Рентгеновский диафрактометрицеский метод основан на измерении угла отражения характеристического рентгеновского излучения от идентифицируемой плоскости. Для этого применяют рентгеновские дифрактометры общего назначения, например типа ДРОН-1, 5, или рентгеновские установки, например типа УРС-50И (М), и другие, снабженные рентгеновскими гониометрами и устройствами, обеспечивающими вращение горизонтально располагаемого монокристалла вокруг оси с заданной скоростью. При проведении измерения падающий на торцевой срез монокристалла рентгеновский луч направляют под брэгговским углом отражения р. Счетчик рентгеновских квантов (Гейгера) располагают под углом 2р к падающему лучу. Если ориентируемая плоскость, например (111), составляет некоторый угол, а с торцевым срезом монокристалла, то отражение от нее можно получить, повернув монокристалл на этот же угол. Определение угла отражения проводят относительно двух взаимно перпендикулярных осей, одна из которых лежит в плоскости чертежа (рисунок 3)
Рисунок 3 — Схема ориентации монокристаллов полупроводников рентгеновским методом: 1—падающий рентгеновский луч; 2— монокристалл; 3 — отраженный рентгеновский луч: 4 — счетчик Гейгера
Оптический метод основан на том, что на протравленной в селективном травителе поверхности полупроводника возникают фигуры травления, конфигурация которых определяется ее кристаллографической ориентацией. На поверхности (111) фигуры травления имеют форму трехгранных пирамид, а на (100)—четырехгранных. При оснащении такой поверхности параллельным пучком света отражающиеся лучи будут образовывать на экране световые фигуры. В зависимости от того, насколько сильно отклонена плоскость торцевого среза монокристалла от плоскости (hkl), световая фигура, образованная отраженным пучком света, будет находиться ближе или дальше от центра экрана. По величине отклонения световой фигуры от нулевого деления экрана определяют угол отклонения, а плоскости торца монокристалла от плоскости (hkl). Затем, поворачивая монокристалл на 90°, определяют другой угол Р; после выполнения ориентации монокристалла на его торце твердосплавным резцом наносят стрелку, направление которой указывает, в какую сторону от торца монокристалла отклонена требуемая плоскость. Точность ориентации монокристаллов полупроводников рентгеновским методом ± (2...6)', а оптическим ±(15...30)'. Резка Кремний — твердый и хрупкий материал. Эти свойства кремния определяют способы его механической обработки и выбор абразивных материалов. Необходимо учитывать, что слитки кремния имеют большой диаметр (более 80 мм с тенденцией роста до 100...110 мм). В таблице 2 приведена сравнительная характеристика различных абразивных и полупроводниковых материалов по их твердости.
Таблица 2— Сравнительная характеристика абразивных материалов
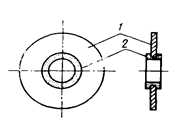
Алмаз — самый твердый материал. При обработке кремния используются как природные, так и синтетические алмазы, уступающие первым по механическим свойствам. Иногда применяют карбиды бора В4С и кремния SiC, а также электрокорунд Al2O3. В настоящее время при резке слитков кремния на пластины в качестве режущего инструмента применяют металлические диски с внутренней алмазной режущей кромкой. Инструмент представляет собой металлический диск с центральным отверстием, на кромку которого нанесена алмазная крошка. Толщина диска 0, 1-0, 15 мм, а диаметр отверстия обусловлен диаметром разрезаемого слитка. Схема установки для резки слитков представлена на рисунке 4.
Рисунок 4 — Металлический диск с внутренней алмазной режущей кромкой: 1 — металлический диск; 2 — алмазная крошка
Режущий инструмент (диск) растягивается и закрепляется в специальном барабане на головке шпинделя станка для резания. Слиток разрезается диском с алмазной кромкой при вращении шпинделя (3000 - 5000 об/мин.). Скорость движения слитка при его перемещении перпендикулярно оси режущего диска составляет 40 - 50 мм/мин. (для слитков диаметром 60 мм не более 20 - 30 мм/мин.). После отрезания очередной пластины с помощью автоматической системы происходит возврат слитка в исходное положение, а также, перемещение его на заданный шаг. Устройство для закрепления слитка позволяет поворачивать слиток в горизонтальной и вертикальной плоскостях на требуемые углы по отношению к плоскости вращения алмазного диска и тем самым обеспечивает ориентированную резку. Станок снабжен системой подачи воды для охлаждения режущего диска и вымывания отходов резки (частичек выкрошенного кремния).
Рисунок 5 — Схема установки для резки алмазным диском: а — внутренний способ резки; б — гребенчатый способ резки (1 — барабан; 2 — диск; 3 — алмазное покрытие; 4 — оправка; 5 — пластина; 6 — слиток)
Поверхность пластин, полученных после резки, не удовлетворяет требованиям, которые предъявляют к качеству поверхности кремния при планарной технологии. С помощью электронографа устанавливают наличие приповерхностных слоев, не имеющих монокристаллической структуры. Толщина нарушенного слоя после резки диском 10 – 30 мкм в зависимости от скорости вращения диска. Поскольку в ИС глубина, на которой располагаются p-n – переходы, составляет единицы и десятые доли микрона, наличие нарушенных слоев толщиной 10 – 30 мкм неприемлемо. Микронеровности на поверхности не должны превышать 0, 02 – 0, 1 мкм. Кроме того, проведение фотолитографии плоскопараллельности пластин следует поддерживать на уровне ±1 мкм по диаметру пластины вместо 10 мкм после резки.
Шлифовка и полировка Для обеспечения требуемого качества поверхности пластин должны быть подвергнуты дальнейшей обработке. Эта обработка состоит в шлифовке и последующей полировке пластин. Шлифовка и полировка пластин производится на плоскошлифовальных прецизионных станках с использованием абразивных материалов с размером зерна около 40 мкм (микропорошки). Чаще всего применяют группы микропорошков с зернами 14 мкм и меньше. В таблице 3 приведены марки и размеры зерен основной фракции используемых микропорошков. Микропорошки М14, М10, М7, М5 изготавливаются из карбидов бора, кремния и электрокорунда, микропорошки марок АСМ – из алмаза.
Таблица 3— Микропорошки для шлифовки и полировки пластин кремния
В зависимости от типа микропорошка выбирается материал поверхности шлифовальщика. При шлифовке пластин микропорошками М14-М15 применяют стеклянный шлифовальщик, при полировке микропорошками АСМ – специальные шлифовальщики с поверхностью из тканевых материалов. При обработке пластин на рабочий шлифовальщик устанавливаются три головки с наклеенными пластинами. Головки удерживаются от перемещения по шлифовальщику специальными направляющими кронштейнами с опорными роликами (рисунок 6). За счет силы трения возникающей между соприкасающимися поверхностями рабочего шлифовальщика и головок, последние вращаются вокруг своих осей. Это вращение головок создает условия для равномерного шлифования или полирования. При шлифовании микропорошками М14 - М15 используют водные суспензии с соотношением воды к абразиву 3¸ 1, при полировке пластин специальные алмазные пасты. В настоящее время принята определенная последовательность операций при механической обработке пластин. При этом учитывается то, что толщина снимаемого слоя на каждой операции должна превышать толщину нарушенного слоя, который образовался на предыдущей операции. Пластины шлифуют с двух сторон, а полируют только рабочую сторону.
Таблица 4 — Характеристики микропорошков
Рисунок 6 — Схема плоскошлифовального станка и расположения головок: 1— дозирующее устройство с абразивной суспензией; 2— грузы; 3— головка; 4— пластины; 5— шлифовальщик; 6— направляющий ролик
В целом механическая обработка пластин, удовлетворяющих требованиям планарной технологии, приводит к большим потерям кремния (около 65%). |
Последнее изменение этой страницы: 2019-10-04; Просмотров: 589; Нарушение авторского права страницы
 SiCl4
SiCl4

 Н/м2
Н/м2