|
Архитектура Аудит Военная наука Иностранные языки Медицина Металлургия Метрология Образование Политология Производство Психология Стандартизация Технологии |
|
|
Архитектура Аудит Военная наука Иностранные языки Медицина Металлургия Метрология Образование Политология Производство Психология Стандартизация Технологии |
Производственная программа сталелитейного цеха
Производственная программа сталелитейного цеха содержит задание на годовой выпуск литья на каждое изделие, в зависимости от рода металла. В производственной программе так же указываются изделия, которые используются как запчасти. В таблице ХХХ приведена производственная программа сталелитейного цеха старокраматорского машиностроительного завода. Таблица – 2.Производственная программа цеха завода СКМЗ.
Порядок составления производственных заданий Ежемесячно отдел планирования производства планирует цеху объемы производства и перечень заказов, которые необходимо изготовить в наступившем месяце. Согласно производственного плана цеха составляется и выдается программу каждому участку цеха, где указываются заказы, чертежи, количество деталей на заказ. Ежедневно старший мастер участка составляет сменно-суточное задание, в котором указывает заказы, чертежи, количество форм и отливок, которые необходимо изготовить за смену. Задание выдается бригадиру и сменному мастеру, которые распределяют работу между работниками. В конце каждой смены бригадир и сменный мастер отмечают в задании изготовленные формы и отливки и возвращают сменное задание мастеру. Организация технического контроля в цехе
Технический контроль в цехе осуществляется работниками ОТК и технологического бюро цеха. Контроль осуществляется на всех стадиях технологического процесса. Поступающие материалы контролируются по наличию сертификатов и лабораторных испытаний. Несколько раз в смену контролируется состав на соответствие его свойствам. Производится контроль процесса формовки, плавки и выбивки. Окончательный контроль отливки проходят на обрубном участке. Работники ОТК проверяют геометрические размеры отливок, механические свойства, устанавливают отсутствие внешних поверхностных и внутренних дефектов. Склад шихтовых материалов
Шихтовой пролет предназначен для хранения шихтовых, шлакообразующих и заправочных материалов. В связи с тем что сталелитейный цех является цехом с большим объёмом производства склад шихтовых материалов находится в здании самого цеха. На шихтовом пролете установлены дробилки для измельчения известняка, каменного угля, ферросплавов; магнитно – грейферные краны, закрома, сушилочная печь с выкатным подом, шаровая мельница. На этом складе хранятся также исходные формовочные материалы, огнеупорные материалы. Склад имеет ворота для железнодорожного состава. Таким образом, шихтовые и формовочные материалы на склад подаются по железной дороге Количество материалов, хранящихся на складе, определяется согласно расчётам плавильного и смесеприготовительного отделений. Расход вспомогательных материалов устанавливаем на основании норм расхода. Ведомость материалов шихтового двора приведена в таблице – 3. Таблица – 3Ведомость материалов шихтового двора.
Места хранения представляют собой закрома для различных материалов, разделенные перегородками. Высота хранения в них составляет 5...6 м. Размельчение руды, производится в две ступени: сначала грубое (дробление), а затем тонкое (размалывание). Шихтовые материалы разгружаются с платформы с помощью электромагнитной шайбы. Сыпучие материалы разгружают с помощью грейфера. Шихтовые материалы хранятся в закромах. Имеются закрома для: передельного чугуна, закрома для железного лома, закрома для отходов собственного производства, закрома для электродов. Также есть закрома для хранения ферромарганца, ферросплавов, плавикового шпата. Сыпучие материалы хранятся в следующих бункерах: бункера для хранения кокса, бункера для хранения молотой огнеупорной глины, бункер для хранения железной руды. 3 Смесеприготовительное отделение
Песок и формовочные материалы поставляются на завод в отделение смесеприготовления в вагонах по железнодорожному полотну, после чего грейфером осуществляют разгрузку в закрома. Конструкцию грейфера приведена на рисунке -1.
1, 6 – Челюсти, 2. Замыкающий канат, 3- Поддерживающий канат, 4 -Верхняя траверса, 5- Полиспаст, 7-Нижняя траверса. Рисунок -1 Схема двухканатного грейфера
Передача материалов в отделение осуществляется при помощи ленточных транспортеров. Формовочный материал (песок) просушивают на установке сушки песка в кипящем слое или в барабанных сушилках. Конструкцию горизонтального сушила приведена на рисунке – 2.
1-электродвигатель; 2-разгрузочная камера; 3-вентиляционная система 4-барабан; 5-зубчатый венец; 6-загрузочная воронка; 7-топка; 8-редуктор; 9-сменная шестерня. Рисунок – 2 Схема горизонтального сушила Из топки 7 направляются в барабан 4, куда по загрузочной воронке 6 поступает песок для сушки. В барабане имеются винтовые лопатки., которые распределяют песок по отдельным ячейкам, образованным продольными и каналами и системой радиальных перегородок. Привод сушила состоит из электродвигателя 1, редуктора 8, уравнительной муфты, сменных шестеренок 9, ведущей шестерни и зубчатый венец 5. Конструкцию установки для сушки песка в кипящем слое приведена на рисунке -3.
1-разгрузочный желоб, 2-регулирующая заслонка, 3-рубопровод отходящих газов, 4-загрузочная воронка, 5-сушильная камера, 6-газораспределительная решетка, 7-смесительная камера, 8-газовые горелки, 9-вентилятор. Рисунок -3 Схема установки для сушки песка в кипящем слое
После сушки подается в камеру 6, по дну которой представляет газораспределительную решетку 7. Горячие газы проходя тонкими струйками через слой песка, лежащий на этой решетке, приводят в движение его частицы, в результате чего образуется «кипящий слой». Сухой формовочный материал смешивают для получения формовочной смеси в бегунах. Над бегунами расположены бункера, с различными компонентами. Схема смесителей с вертикальными катками приведена на рисунке -4
1-неподвижная чаша; 2-два гладких катка; 3-центральный вертикальный вал; 4-оси; 5, 6- плужки; 7- люк. Рисунок -4 Схема смесителей с вертикальными катками
Катковые бегуны имеют неподвижную чашу 1 два катка с (посаженными на оси 4), которые катятся по слою смешиваемого материала вокруг центрального вертикального вала 3. При помощи плужков 5 и 6 смешиваемый материал направляется под катки. Между катками и днищем чаши имеется регулируемый зазор ( до 25 мм), который предотвращает дробление катками песчаных зерен смеси. Готовый замес выгружается из смесителя через люк 7 в днище чаши. Качество смешивания проверяется пробами смеси и анализа в лаборатории. После чего ленточным транспортером смесь поступает в основной корпус цеха. Часов-Ярский песок мелкий полужирный песок, содержит глины от 10 до 20%. Применяется для изготовления песчаног-линистых формовочных смесей. Переработке этот песок не подвергается. Подача песка к бегунам производится с помощью грейферного крана (рис.4.1), тарельчатого питателя и при помощи ленточных транспортеров. Староверовский и Вольногорский пески кварцевые, мелкие. Содержат глины до 2%. Староверовский песок применяют в основном при изготовлении смесей на основе жидкого стекла, Вольногорский - для изготовления ПСС и ХТС. Эти пески сушат в барабанных сушилах (рис, 4.2), и в установке для сушки Некоторые формовочные смеси приготавливаются непосредственно на формовочно-стержневом участке, а именно: на участке изготавливается смесь на хромитовом порошке, ХТС и ПСС. Плавильное отделение
Плавка ведется в двух электродуговых печах типа ДСВ-10 и ДС-5М ёмкостью 10 и 5 тонн. Технические характеристики печей приведены в таблице – 4.
Таблица-4Технические характеристики печей
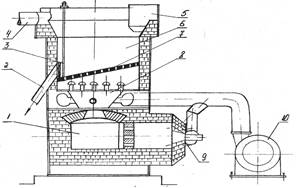
Шихтовка плавок производится по специальным правилам, которые зависят от вида и способа выплавляемого металла. Завалка шихты в электродуговые печи производится при помощи бадьей. Перед включением электродуговых печей проверяют чтобы шихта не касалась электродов. Используемые печи называют ещё печами прямого действия, т.к. электрическая дуга возникает непосредственно между электродом и расплавленным металлом. Электрический режим работы дуговой печи зависит от режима процесса плавки. При расплавлении металлического лома печь работает на максимальной мощности. При доводке жидкого металла до нужного химического состава мощность печи сравнительно невелика. Регулировать режим печи можно, изменяя напряжение на электродах или длину дуги, т.е. силу тока дуги. В первом случае переключают трансформатор с одной ступени на другую, во втором - опускают или поднимают электроды с помощью автоматической системы. На рисунке 5 изображена дуговая электрическая печь. Печь подключают к трехфазной сети промышленной частоты напряжением 6...35 кВ. Печь состоит из следующих основных узлов: стального кожуха (каркаса), футеровки печи ( под, стены, свод ), механизма наклона печи, электродов и механизма перемещения электродов.
1 - электрод, 2 – колоны, 3 – проводники тока, 4 – каретки, 5 – электрододержатели, 6 – холодильники, 7 – тросы, 8 – механизм перемещения кареток, 9 – кожух, 10 – набивной под, 11 – летка, 12 – опорные рейки, 13 – свод, 14 – рабочая площадка. Рисунок -5Система дуговой электрической печи.
Кожух печи цилиндрический. Кожух сваривают из листовой стали. Толщина стенок - 12-15 мм. Днище кожуха сферическое. В кожухе вырезают отверстия для загрузочного окна и металлической летки. Кожух печи несет на себе всю тяжесть футеровки и расплавляемого материала и испытывает термические напряжения, поэтому он должен быть большой прочности. Механизм наклона печи. Для слива металла из печи ее необходимо наклонять в сторону сливного носка на угол, равный 40°- 45°; для скачивания шлака печь необходимо наклонять в сторону рабочего окна на угол равный 10°- 15°. Кожух печи опирается на литую постель, установленную на фундаменте, двумя литыми сегментами, жестко соединенными с кожухом. На сегментах и литой постели выполнены зубцы, надежно фиксирующие печь. Печь наклоняется при вращении винта, который ввинчен в гайку, шарнирно закрепленную на одном из сегментов. Футеровка печи состоит из трех основных частей: подины, стен и свода. Подина, изготовляемая из огнеупорных материалов, состоит из трех слоев. Первый слой, соприкасающийся с жидким металлом и шлаком, набивной из магнезитового порошка, связанного каменноугольной смолой. Толщина набивки около 200 мм. Второй слой футеровки выполняют из огнеупорного кирпича. Для печей с основными шлаками - магнезитовый огнеупорный материал. Третий слой - теплоизоляционный из шамота, диатомита и асбеста. Набор шихты производится с помощью крана, имеющего магнитную шайбу. Шихта подбирается в короба и с шихтового пролета подается на тележке к печам. ьСтены печей в зависимости от процесса выкладывают из динасового или магнизитового кирпича. На эти кирпичи укладывают слой шамотного кирпича, затем слой диатомитового порошка, последний слой асбеста наклеивают на кожух печи. Свод изготавливают с помощью специального шаблона из электродинасового нормального и фассонного кирпича. На участке цветного литья для плавки цветных металлов применяют печь электрического сопротивления. Заливочное отделение
В цехе для заливки форм используют два стопорных ковша. Ковш имеет стопор. Разливка производится путем открывания стопора в днище ковша. Ковши имеют кислую футеровку. Футеровка ковша выдерживает до 20 разливов. Стопор имеет стойкость в 1-2 разливки. Поэтому в заливочном отделении имеется участок подготовки стопоров. На ковше имеется рычажный механизм открытия и закрытия стопора при разливке стали. Разливочное отверстие закрывается стопором, на конце которого имеется стопорная чашечка. Отработанные ковши выбивают при помощи пневматических отбойных зубил. Выбитая футеровка идет в отвал. После выбивки футеровки ковш просушивается. Его кладут на бок и в него направляется пламя газовой горелки. Ковш сушат до полной просушки. заливочное отделение совмещено с участком ремонта крышек электропечей. В виду большой температуры (1650-1700°С) своды электропечей быстро прогорают, поэтому своды перефутеровывают. Огнеупорные материалы на участок ремонта сводов подают в коробах и кранов. На участке стального литья находятся две инерционные выбивные решетки (ГП-7, 5 т). Как показывает практика такой способ заливки трудоемок, ненадежен и небезопасен. Сейчас переходят к заливочным устройствам, в которых выдача металла в форму производится непосредственно из заливочной печи путем выжимания его сжатым воздухом ( газами ), а дозирование осуществляется при помощи реле времени, включающего подачу сжатого воздуха. Лучше всего, когда в цехе установлена автоматическая заливочная линия, которая компактна, производительна и не требует большой физической силы от рабочих. Формовочное отделение Участок ручной формовки На участке ручной формовки производится формовка в кессонах крупных отливок весом около 15000 кг. Максимальная масса отливок в кессонах составляет 21000 кг.Формовка осуществляется пневмотрамбовками. Сушка верхних полуформ производится в тупиковом камерном сушиле. Для изготовления форм применяют песчано-глинистые смеси и деревянную оснастку. Облицовочная смесь также песчано-глинистая. Транспортировка смеси производится кранами в коробах.Сборка форм производится согласно технологическим инструкциям. Заливка форм производится согласно технологических условий и согласно технологическим инструкциям.
Участок машинной формовки
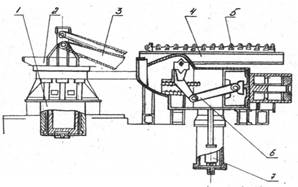
На участоке машиннойформовки находятся встряхивающие машины модели Герман 600 и НКМЗ – 10. На рисунке - 6 изображена встряхивающая формовочная машина.
1 - механизм встряхивания; 2 - перекидной стол; 3 - рычаг; 4 - приемный стол; 5 - рычаг; 6 - механизм поворота, 7 - вытяжной механизм. Рисунок 6 – Формовочная машина с перекидным столом. Уплотнение формовочной смеси осуществляется встряхиванием с последующей подтрамбовкой верхних слоёв. Опока устанавливается на модельную плиту укрепленную на перекидном столе и наполняется смесью. После встряхивания на нее накладывается и закрепляется подопочный щиток, а затем с помощью рычагов 3, механизма поворота полуформа вместе со столом переворачивается и устанавливается над приёмным столом 4 вытяжного механизма. Поднимаясь до встречи с полуформой, приемный стол принимает и на балки нивелирующего механизма. После чего происходит опускания стола и отделения модели от формы. Затем полуформа опускается на рычаг 5 и сталкивается пневмоцилиндром на позицию установки стержней и сборки формы. Стержневое отделение В стержневом отделении выполняются следующие операции: изготовление, покраска, сушка, зачистка и сборка стержней, их контроль. Здесь размещается каркасный участок, склады для суточного хранения стержневых ящиков, плит и сухих стержней. Номенклатуру стержней, разбивают на весовые группы. Для каждой группы назначают способ изготовления. Сушка форм и мелких стержней, изготовленных из песчано-глинистых смесей производится в шести тупиковых и четырё проходных сушилах. Топливом является природный газ. Так же сушку производят переносными сушилами. Процесс сушки заключается в медленном нагреве полуформы или стержня, выдержке при определенной температуре и остывании вместе с печью. Загрузка печей происходит при температуре равной 100°С. Полуформы или стержни загружают на тележку, расстояние между двумя полуформами равно 150...200 мм, стернями 60...80 мм. Режим сушки задается графиком, контроль осуществляется потенциометром. Режим сушки изображён на рисунке -7.
Рисунок -7Режим сушки форм и стержней.
Большая часть стержней изготавливается из смесей ХТС, ЖСС. Для смесей ЖСС применяют химическую сушка - продувка СО2. Схема установка ХТС приведена на рисунке -8.
1 – колонны, 2 – лоток, 3 – бункер, 4 – щит, 5 – дозатор отвердителя, 6 - кожух шнека смесителя, 7 – дозатор. Рисунок - 8Схема установка ХТС. 8 Финишная подготовка отливок |
|||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
Последнее изменение этой страницы: 2019-10-04; Просмотров: 238; Нарушение авторского права страницы