
|
Архитектура Аудит Военная наука Иностранные языки Медицина Металлургия Метрология Образование Политология Производство Психология Стандартизация Технологии |
|
|
Архитектура Аудит Военная наука Иностранные языки Медицина Металлургия Метрология Образование Политология Производство Психология Стандартизация Технологии |
Определяем размер рабочей поверхности электрода ⇐ ПредыдущаяСтр 2 из 2
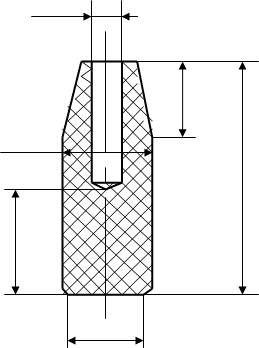
d э = 2∙ S + 3 = 2∙ 2, 4+3 =7, 8 - диаметр рабочей поверхности электрода Определяем остальные размеры электрода - диаметр средней части электрода --------------------- D = 20 мм - диаметр охлаждающего канала --------------- d 0 = (0.5…0, 6) D =0, 6∙ 20=12 мм - расстояние от рабочей части до дна охлаждающего канала h = (0, 75…0, 8) D = 0, 8∙ 20=16 мм - длина электрода --- L= 55 мм - длина посадочной части --- l 1 =1, 2D =1, 2∙ 20=24 мм - конусность 1: 10
12 24 20 55 10
7, 8 Рис 3. Конструкция сварочного электрода Расчет режима сварки
Определяем форму циклограммы в зависимости от материала детали t к
F св I св
t
t св
Находим сварочное давление F св кгс в зависимости от толщины и материала F св =(200...250)∙ S=250∙ 2, 4=600 кгс
Определяют расчётное значение сварочного тока из критерия М.В. Кирпичёва I св = d ρ т – значение удельного сопротивления при Т пл, Ом∙ см С – значение критерия Кирпичёва, С=20 I св – сварочный ток, А I св=0, 8 Находим продолжительность импульса сварочного тока
t св= tсв – продолжительность импульса сварки, сек σ т – предел текучести металла в холодном состоянии, кг/см² d – диаметр сварной точки, см h – высота сварной точки, см Тпл – температура плавления металла, Сº
Fсв – давление сварки, кг К – критерий технологического подобия, К=50
t св=
Определяем дополнительные параметры режима сварки F k Fк=1, 5∙ Fсв=1, 5∙ 600=900 кгс
Определение тока шунтирования
- Рассчитываем активное сопротивление горячей точки r т, Ом r т =
- Рассчитываем падение напряжения на этом сопротивлении, В U ш = r т ∙ I с в = (3, 4∙ 10
- Значение критерия Неймана χ χ =
- Определяют электрическое сопротивление постоянному току обеих пластин, Ом R 0ш = - Активное, индуктивное и полное сопротивления ветви шунтирования R ш = R 0ш ∙ (1+0, 6∙ χ ∙ X ш = R 0ш∙ 0, 84∙ χ =0, 00012∙ 0, 84∙ 0, 46=4, 6∙ 10 Z ш =
- Определяем ток шунтирования I ш =
4.7.Определяют расчётный вторичный ток I 2р =I св + I ш ≈ 45000 А
4.8.Сводная таблица значений параметров режима сварки и циклограмма сварки Таблица 1.
0, 3 сек
600 кгс 43590, 93 А
t
0, 27 сек
Рис 4. Циклограмма точечной сварки
Расчёт вторичного контура
Конструктивно вычерчиваем схему сварочного (вторичного) контура
370 200 600 Рис 5. Схема вторичного контура По габаритам сварочного контура конструктивно определяют его раствор H ср и вылет электродов l ср l н = l ср =200 мм H ср= 370 мм l =600 мм
5.3.Расчитываем сечение основных элементов вторичного контура (свечей, гибких шин, вторичного витка, хобота) F 1...n= где i – допустимая плотность тока А/мм² для данного сечения
Свеча F 1 = Гибкая шина F 2= Вторичный виток F 3= Хобот F 4=
Определяем диаметр нижнего хобота d n =9∙ Е – модуль продольной упругости меди Е=(1, 1…1, 3)∙ 10
Находим коэффициент поверхностного эффекта для каждого элемента вторичного контура Свеча R 1=
где f – частота тока f=50 Гц R – сопротивление 100 м проводника данного сечения Fn К 1 =
Гибкая шина R 2=
К 2 =
Вторичный виток R 3=
К 3 = Хобот R 4=
К 4 =
Таблица 2.
Находим активное сопротивление токоведущих частей вторичного контура R 2к =
ρ 1, ρ 2, …, ρ n – удельное сопротивление материала, Ом∙ мм l1, l2, …, ln – длина элементов вторичного контура по схеме контура, см
R 2к =
5.7.Находим активное сопротивление контактных соединений R кон = n n R n.к. + n н R н.к. n n – число подвижных контактов n n =2 R n.к – сопротивление подвижного контакта R n.к=1, 5 n н – число неподвижных контактов n н=9 R н.к. – сопротивление неподвижного контакта R н.к.=15 R кон =13, 8
Определяем активное сопротивление участка электрод-электрод R э-э=9
5.9.Находим индуктивное сопротивление вторичного контура Х 2= L – индуктивность, мкГн l – вылет электродов, м Н – раствор электродов, м f – частота тока, Гц Х 2= 5.10.Расчитываем полное сопротивление сварочного контура Z = = =77
5.11.Вторичное напряжение сварочного контура U 2н= I 2р Z =45000∙ 0, 00077=34 В
Потребляемая номинальная мощность P 2н = U 2н I 2р =34∙ 45000=1530 кВА
5.13.Коэффициент мощности машины в процессе сварки cosφ св = = Расчёт силового трансформатора Исходные данные для электрического расчёта трансформатора U 1=380 В I 1н =4000 А f =50 Гц U 2н=34 В I 2н=45000 А ПВ=20 % U 2 max=1, 1 U 1=37, 4 В U 2 min =
Расчёт числа витков и сечение трансформатора Рассчитываем число витков в первичной обмотке w 1 = Рассчитываем эквивалентные токи на номинальной ступени I 2экв.н. = I 2н
|
Последнее изменение этой страницы: 2019-10-03; Просмотров: 257; Нарушение авторского права страницы
 F к
F к 
 =43590, 93 А
=43590, 93 А
 - коэффициент аккумуляции тепла, Дж/см² ·С°·с
- коэффициент аккумуляции тепла, Дж/см² ·С°·с = 0, 27 сек
= 0, 27 сек =
=  = 3, 4∙ 10
= 3, 4∙ 10  Ом
Ом )∙ 43590, 93 = 0, 15 В
)∙ 43590, 93 = 0, 15 В =
=  = 0, 46
= 0, 46 =
=  =12∙ 10
=12∙ 10  Ом
Ом )=0, 00012∙ (1+0, 6∙ 0, 46∙
)=0, 00012∙ (1+0, 6∙ 0, 46∙  )=14∙ 10
)=14∙ 10  Ом
Ом =
=  =15∙ 10
=15∙ 10  =
=  =1000 А
=1000 А

 =1250 мм²
=1250 мм²  =8000 мм²
=8000 мм²  =6700 мм²
=6700 мм²  =5000 мм²
=5000 мм²  =9∙
=9∙  =45 мм²
=45 мм²  кгс/мм²
кгс/мм²  Ом
Ом =25 < 180
=25 < 180 ∙ 10
∙ 10  =1, 08
=1, 08 Ом
Ом Ом
Ом ∙ 10
∙ 10  Ом
Ом =56 < 180
=56 < 180

 Ом
Ом Ом
Ом Ом
Ом
 Ом
Ом =
= =
= =
=
 =18, 7 В
=18, 7 В
 кА I 1экв.н. = I 1н
кА I 1экв.н. = I 1н  кА
кА