Лабораторная работа «Мое первое слово»
Цель работы
Закрепление знаний по основным способам использования подпрограмм в языке программирования G- коде на практике.
Основные теоретические сведения
Практически в любой программе, независимо от ее содержания, встречаются участки, которые требуется выполнять (возможно, с небольшими изменениями) несколько раз по ходу программы. Такие повторяющиеся участки целесообразно выделить из общей программы, оформить в виде подпрограмм и обращаться к ним каждый раз, когда в основной программе возникает необходимость их выполнения.
ЧПУ позволяет устанавливать кроме стандартных рабочих систем координат еще и локальные системы координат. Код G52 используется для определения подчиненной системы ко- ординат в пределах действующей рабочей системы (G54-G59).
М коды
М98 - вызов подпрограммы
Команда М98 предназначена для вызова подпрограммы. Вместе с этой командой программируется Р слово данных, которое обозначает номер вызываемой подпрограммы.
Пример:
М98 Р1001 - вызвать подпрограмму О1001
М99 - конец подпрограммы
При помощи команды М99 по окончанию подпрограммы осуществляется возврат к главной программе, из которой была вызвана подпрограмма.
Подпрограммы могут быть описаны после команды M02, но до M30. Начинается подпрограмма с кадра вида Lxx, где xx — номер подпрограммы, заканчивается командой M17.
Таблица 8.1 – Назначение подготовительных функций
| Подготовительная функция
| Группа
| Значение
|
| G60 и G61
| 5
| Точное позиционирование. Позиционирование в пределах одной или двух из зон допуска, а также выбор стороны подхода при позициони-
|
| G62
| 5
| Быстрое позиционирование. Позиционирование с большой зоной до- пуска для экономии времени.
|
| G63
| -
| Нарезание резьбы метчиком. Позиционирование с остановом шпин- деля по достижении заданного положения.
|
| G80
| 6
| Отмена постоянного цикла, заданного одной из функций G81—G89.
|
| G81—G89
| 6
| Постоянные циклы. Часто применяемые при обработке отверстий последовательности команд. Состав постоянных циклов приведен в
|
| G90
| 7
| Абсолютный размер. Отсчет перемещений в абсолютной системе координат с началом в нулевой точке системы ЧПУ.
|
| G91
| 7
| Размер в приращениях. Отсчет перемещений относительно преды- дущей запрограммированной точки.
|
| G92
| -
| Установка абсолютных накопителей положения.
|
| G94 и G95
| 8
| Единица измерения соответственно мм/мин и мм/об.
|
| G96
| 9
| Единица измерения скорости резания м/мин. Запрограммированное значение скорости резания поддерживается автоматически регулиро-
|
| G97
| 9
| Единица измерения главного движения об/мин
|
| G33, G34, G35
| 1
| Резьба. Нарезание резьбы соответственно с постоянным, увеличи- вающимся и уменьшающимся шагами.
|
| G40
| 3
| Отмена коррекции инструмента, заданной одной из функций G41— G52.
|
| G41 и G42
| 3
| Коррекция диаметра или радиуса инструмента при контурном управ-
лении. Режущий инструмент расположен соответственно слева или
|
| G43 и G44
| 3
| Коррекция диаметра или радиуса инструмента соответственно поло-
жительная или отрицательная. Указание соответственно о сложении
|
| G45—G52
| 3
| Коррекция диаметра или радиуса инструмента при прямолинейном формообразовании G45+/+, G46+/-, G47-/-, G48-/+, G49 0/+, G50 0/-,
|
| G53
| 4
| Отмена линейного сдвига, заданного одной из функций G54-G59.
|
| G54—G59
| 4
| Линейный сдвиг соответственно по X, У, Z, XY, ZX и YZ. Коррекция длины или положения инструмента на величину, установленную на
|
Следующим этапом в познании нового языка будет составление программ и подпрограмм. На этом занятии мы составим слово МАМА – первое слово которое произносит ребенок.
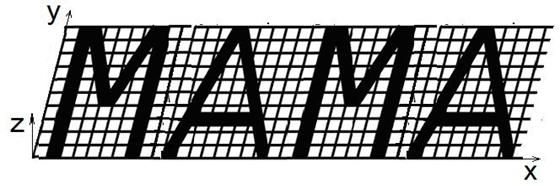
Рисунок 8.1 – Обрабатываемое слово МАМА (черным цветом выделен результат обработки)
Составляемую управляющую программу запишем в табл. Таблица 8.2.
Таблица 8.2 – Управляющая программа обработки слова МАМА
| Кад р
| Содержание
| Комментарий
|
|
| %
| Начало программы
|
| N1
| G90 G40 G17
| Система координат абсолютная, компенсация на радиус инструмента выключена, плоскость интерполяции XoY
|
| N2
| S500 M3
| Задать скорость вращения шпинделя и включить шпиндель
|
| N3
| L014
| Название подпрограммы
|
| N4
| G0 X1.5 Y0.5
| Переход в точку начала обработки на холостом ходу
|
| N4
| Z1.0
| Подход к заготовке по Z, недоходя 1 мм, на холостом ходу
|
| N5
| G1 Z-1.0 F100
| Врезание в заготовку на подаче 100 мм/мин
|
| N6
| X1.5 Y 9.5
| Первый штрих буквы М
|
| N7
| X2.25
| Продолжение движения
|
| N8
| X4.5 Y4.5
| Второй штрих буквы М
|
| N9
| Х6.75Y9.5
| Третий штрих буквы М
|
| N10
| X7.5
| Продолжение движения
|
| N11
| Y0.5
| Четвертый штрих буквы М
|
| N12
| G0 Z1
| Отвод инструмента от заготовки на холостом ходу
|
| N13
| M99
| Конец подпрограммы
|
| N14
| G00 X10 Y00
| Смещение инструмента на холостом ходу и ввод новой системы ко-
|
|
| G92 X00Y00
| ординат
|
| N15
| L01
| Название подпрограммы
|
| N16
| G0 X0.5 Y0.5
| Переход в точку начала обработки на холостом ходу
|
| N17
| Z1.0
| Подход к заготовке по Z, недоходя 1 мм, на холостом ходу
|
| N18
| G1 Z-1.0 F100
| Врезание в заготовку на подаче 100 мм/мин
|
| N19
| X3.75 Y 9.5
| Первый штрих буквы А
|
| N20
| X4.25
| Продолжение движения
|
| N21
| X8.5 Y0.5
| Второй штрих буквы А
|
| N22
| G0 Z1
| Ускоренный подъем режущего инструмента на безопасную высоту Z= 1 мм
|
| N23
| X2.0 Y3.0
| Перевод инструмента в точку обработки штриха X2.0 Y3.0, на холо- стом ходу
|
| N24
| G1 Z-1.0 F100
| Врезание в заготовку на подаче 100 мм/мин
|
| N25
| X6.5
| Обработка штриха буквы А
|
| N26
| G0 Z12
| Отвод инструмента от заготовки на холостом ходу
|
| N27
| M99
| Конец подпрограммы
|
| N28
| G00 X09 Y00 G92 X00Y00
| Смещение инструмента на холостом ходу и ввод новой системы ко- ординат
|
| N29
| M97 L014
| Вызов подпрограммы буква М
|
| N30
| G00 X09 Y00 G92 X00Y00
| Смещение инструмента на холостом ходу и ввод новой системы ко- ординат
|
| N31
| M97 L01
| Вызов подпрограммы буква A
|
| N32
| M5
| Выключить шпиндель
|
| N33
| M30
| Конец программы
|
Индивидуальное самостоятельное задания
Согласно предложенному варианту написать управляющую программу для обработки траектории буквы на станке с ЧПУ. Поле обработки, в которое необходимо вписать букву прямоугольник 10х9 мм. Обработка буквы будет производиться на условном вертикально-фрезерном станке с ЧПУ, фрезой диаметром 1 мм, в заготовке из органического стекла. Управляющую программу записать в таблицу шапка, которой аналогична таблице 4.
Задание для самостоятельной работы

Напишите программу для своего имени. Например:

Приложение
Таблица П.1 – Уравнения и формулы для расчета координат опорных точек на контуре детали
| №
| Расчетная схема
| Уравнения и формулы
|
| 1
| 
| y = k1x + b1 y = k2x + b2 k1= tg «1, k2 = tg a2.
|
| 2
| 
| y = kx + b;
(у - Ус)2 + (x - xc)2 = R2; k = tg a.
|
| 3
| 
| хА = xC1 ± R sin a; Уа= Ус1 ° R cos a.
|
| 4
|  
| хА = xC1 ± R1-sin(a+ф); Уа= Ус1 ± R1 cos(a+ф);
хв = xc2 ± R2-sin(a+ф); Ув= Ус2 ±R2-cos(a+ф);
a = arctg (ус2 - УС1)/ (xc2 –xC1);
Ф = arcsin (R2 - R1)/[(yc2-УС1)2 + (xC2- xc1)2]1/2.
|
| 5
| 
| (У -yci)2 + (x - xci)2 = R\ (у - Уст) + (x- xc2)2 = R22
|
| 6
| 
| хА = xci ± R cos a;
Уа= yc1 ± R sin a;
a = arctg (yc2 - yci)/ (xc2 -xci).
|
Таблица П.2 – Формулы для расчета координат опорных точек на эквидистанте
| №
| Расчетная схема
| Уравнения и формулы
|
| 1
| 
| xi= хА + RН•sin ai;
yi = Уа + RН•cos ai; х2 = хА + RН•sin a2; У2= Уа + RН•cos a2.
|
| 2
| 
| xi и у1 определяются аналогично схеме 1
Х2 = ХА + RН• (xc - xa)/R;
У2 = уа + RН• (yc - yA)/R.
|
| 3
| 
| Xi = ХА + RН• (Xa – Xc1)/Ri;
yi = уа + RН•(va- yc1)/Ri;
X2 = ХА + RН•(xc2 - Xa)/R2;
У2 = УА + RН• (yc2 - yA)/R2.
|
Таблица П.3 – Значение основных подготовительных функций
| Код
функции
| Наименование
| Значение подготовительной функции
|
| G00
| Быстрое позиционирование
| Перемещение в запрограммированную точку с максимальной скоростью (например, с наибольшей скоростью подачи). Предварительно запрограммированная скорость перемещения игнорируется, но не отменяется. Перемещения по осям координат могут быть не скоординированными.
|
| G01
| Линейная интерполяция
| Вид управления, при котором обеспечивается постоянное отношение между скоростями по осям координат, пропорциональное отношению между расстояниями, на которые должен переместиться исполнительный орган станка по двум или более осям координат одновременно. В прямоугольной системе координат перемещение происходит по прямой линии
|
| G02;
G03
| Круговая интерполяция
| Вид контурного управления для получения дуги окружности, при котором векторные скорости по осям координат, используемые для образования дуги, изменяются устройством управления
|
| G02
| Круговая интерполяция. Движение по часовой стрелке
| Круговая интерполяция, при которой движение исполнительного органа направлено по часовой стрелке, если смотреть со стороны положительного направления оси, перпендикулярной к обрабатываемой поверхности
|
| G03
| Круговая интерполяция. Движение против часовой стрелки
| Круговая интерполяция, при которой движение исполнительного органа направлено против часовой стрелки, если смотреть со стороны положительного направления оси, перпендикулярной к обрабатываемой поверхности
|
| G04
| Пауза
| Указание о временной задержке, конкретное значение которой задается в УП или другим способом. Применяется для выполнения тех или иных операций, протекающих известное время и не требующих ответа о выполнении
|
| G06
| Параболическая интерполяция
| Вид контурного управления для получения дуги параболы, при котором векторные скорости по осям координат, используемые для образований этой дуги, изменяются устройством управления
|
| G08
| Разгон
| Автоматическое увеличение скорости перемещения в начале движения до запрограммированного значения
|
| G09
| Торможение
| Автоматическое уменьшение скорости перемещения относительно запрограммированной при приближении к запрограммированной точке
|
| От G17 до G19
| Выбор плоскости
| Задание плоскости таких функций, как круговая интерполяция, коррекция на фрезу и др.
|
| G41
| Коррекция на фрезу - левая
| Коррекция на фрезу при контурном управлении. Используется, когда фреза находится слева от обрабатываемой поверхности, если смотреть от фрезы в направлении ее движения относительно заготовки
|
| G42
| Коррекция на фрезу - правая
| Коррекция на фрезу при контурном управлении. Используется, когда фреза находится справа от обрабатываемой поверхности, если смотреть от фрезы в направлении ее движения относительно заготовки
|
| G43
| Коррекция на положение инструмента - положительная
| Указание, что значение коррекции на положение инструмента необходимо сложить с координатой, заданной в соответствующем кадре или кадрах
|
| G44
| Коррекция на п о ложениеинструмента - отрицательная
| Указание, что значение коррекции на положение инструмента необходимо вычесть из координаты, заданной в соответствующем кадре или кадрах
|
| G53
| Отмена заданного смещения
| Отмена любой из функций G54...G59. Действует только в том кадре, в котором она записана
|
| От G54 до G59
| Заданное смещение
| Смещение нулевой точки детали относительно исходной точки станка
|
| G80
| Отмена постоянного цикла
| Функция, которая отменяет любой постоянный цикл
|
| От G81 до G89
| Постоянные
циклы
| Программирование постоянных циклов
|
| G90
| Абсолютный
размер
| Отсчет перемещения производится относительно выбранной нулевой точки
|
| G91
| Размер инкрементальный
| Отсчет перемещения производится относительно предыдущей запрограммированной точки
|
| G92
| Установка абсолютных накопителей положения
| Изменение состояния абсолютных накопителей положения. При этом движения исполнительных органов не происходит
|
| G93
| Скорость подачи в функции, обратной времени
| Указание, что число, следующее за адресом F, равно обратному значению времени в минутах, необходимому для обработки
|
| G96
| Постоянная скорость резания
| Указание, что число, следующее за адресом S, равно скорости резания в метрах в минуту. При этом скорость шпинделя регулируется автоматически в целях поддержания запрограммированной скорости резания
|
| G97
| Обороты в минуту
| Указание, что число, следующее за адресом S, равно скорости шпинделя в оборотах в минуту
|
Таблица П.4 – Значение основных вспомогательных функций
| Код
функции
| Наименование
| Значение
|
| М00
| Программируемый останов
| Останов без потери информации по окончании обработки соответствующего кадра. После выполнения команд происходит останов шпинделя, охлаждения, подачи. Работа по программе возобновляется нажатием кнопки «пуск» пульта системы ЧПУ
|
| М02
| Конец программы
| Указывает на завершение отработки УП и приводит к останову шпинделя, подачи и выключению охлаждения после выполнения всех команд в кадре. Используется для приведения в исходное состояние УЧПУ и (или) исполнительных органов станка
|
| М03
| Вращение шпинделя по часовой стрелке
| Включает шпиндель в направлении, при котором винт с правой нарезкой, закрепленный в шпинделе, входит в заготовку
|
| М04
| Вращение шпинделя против часовой стрелки
| Включает шпиндель в направлении, при котором винт с правой нарезкой, закрепленный в шпинделе, выходит из заготовки
|
| М05
| Останов шпинделя
| Остановка шпинделя наиболее эффективным способом. Выключение охлаждения
|
| М06
| Смена инструмента
| Команда на смену инструмента. Может отключать шпиндель и охлаждение
|
| М07
| Включение охлаждения № 2
| Включение вспомогательного охлаждения (например, масляным туманом)
|
| М08
| Включение охлаждения № 1
| Включение основного охлаждения (например, жидкостью)
|
| М09
| Отключение охлаждения
| Отменяет команды М07 и М08
|
| М30
| Конец информации
| Приводит к останову шпинделя, подачи и выключению охлаждения. Используется для установки в исходное состояние УЧПУ и (или) исполнительных органов станка. Установка в исходное положение УЧПУ включает в себя перемотку перфоленты до символа % (начало программы)
|
Таблица П.5 – Режущие инструменты для токарной обработки
Таблица П.6 – Варианты заданий для самостоятельной работы
| №
| Схематический вид станка
| Примечание
|
| 1
|

| Многоцелевой патронно- центровой токарный станок с ЧПУ модель 200НТР Производство РФ, г.Стерлитомак Инструментальный магазин на 14 рабочих инструментов (время смены инструмента 0, 14с.) Ось W- перемещение контрошпинделя
|
| 2
|
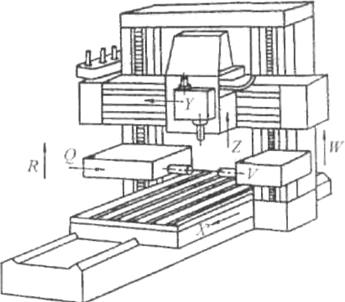
| Портальный станок
|
| 3
| 
| Вертикально-сверлильный станок с ЧПУ2Р135Ф2
|
| 4
|

| Вертикальный обрабатывающий
центр с автоматической сменой инструмента и числовым программным управлением – модель 500VS. Выполняет операции наружного и внутреннего точения сверления, зенкерова- ния, развертывания, получисто- вого и чистового растачивания отверстий, фрезерования, наре- зание резьбы метчиками и фрезами. Инструментальный магазин на 24 рабочих инструментов Время смены инструмента 7 се- кунд.
|
| 5
| 
| Горизонтальный обрабатывающий центр с автоматической сменой инструмента и числовым программным управлением
– модель 500НS/S. Выполняет операции наружного и внутрен- него точения сверления, зенке- рования, развертывания, полу- чистового и чистового растачи- вания отверстий, фрезерования, нарезание резьбы метчиками и фрезами. Инструментальный магазин на 32 рабочих инстрeментов. Время смены инструмента 8 секунд.
|
| 6
| 
| Фрезерно-расточной станок с
автоматической сменой инст- румента и ЧПУ модель 500VBF5. Выполняет опера- ции сверление зенкерование развертывание получистовое и чистовое растачивание отверстий фрезерование. Инстру- ментальный магазин на 24(опционном исполнении 40) инструментов, смена инструмента за 10с.
|
| 7
|

| Обрабатывающий центр с автоматической сменой инструмента и числовым программным управлением- модель 800VНT. Предназначен для комплексной обработки круп- ногабаритных деталей из различных конструкционных ма- териалов. За одну установку с высокой производительностью может произвести как токарную обработку на вращающемся карусельном столе так и фрезерную обработку на за- фиксированном столе.
|
| 8
| 
| Станок горизонтально фрезерно-расточной с автоматической сменой инструмента и числовым программным управлением- модель 500Н. Предназначен для комплексной обработки деталей из раз- личных конструкционных ма- териалов. Инструментальный магазин на 32 рабочих инст- рументов. Время смены инст- румента 14 секунд.
|
| 9
| 
| Фрезерно-расточной станок с
автоматической сменой инструмента и ЧПУ модель S500. Выполняет операции сверле- ние зенкерование развертыва- ние получистовое и чистовое растачивание отверстий фрезерование.
Предназначен для обработки газотурбинных лопаток, пресс- форм, штампов и других деталей сложной формы требующих обработки с 5 сторон.
|
Приложение 7
Варианты для лабораторной работы «Подготовка геометрической информации для контурной обработки детали на станке с ЧПУ»

Рисунок 9.1 – Эскиз обрабатываемой детали для вариантов 1, 6, 11, 16, 21
Таблица 9.1 – Размеры обрабатываемой детали для вариантов 1, 6, 11, 16, 21
| Размер,
мм
| Вариант
|
| 1
| 6
| 11
| 16
| 21
|
| Li
| 105
| 108
| 114
| 118
| 125
|
| l2
| 35
| 33
| 37
| 40
| 39
|
| L3
| 20
| 23
| 25
| 28
| 30
|
| Ri
| 20
| 24
| 25
| 26
| 28
|
| R2
| 35
| 40
| 42
| 43
| 46
|
| R3
| 40
| 42
| 48
| 47
| 53
|
| R4
| 15
| 18
| 14
| 20
| 22
|
| Bi
| 30
| 32
| 30
| 32
| 36
|
| B2
| 22
| 25
| 20
| 25
| 28
|
| H
| 10
| 8
| 12
| 14
| 10
|
| a
| о
О
| 45°
| О
О
| 45°
| О
О
|

Рисунок 9.2 – Эскиз обрабатываемой детали для вариантов 2, 7, 12, 17, 22
Таблица 9.2 –Размеры обрабатываемой детали для вариантов 2, 7, 12, 17, 22
| Размер,
мм
| Вариант
|
| 2
| 7
| 12
| 17
| 22
|
| Li
| 60
| 62
| 68
| 65
| 70
|
| l2
| 32
| 40
| 35
| 37
| 40
|
| L3
| 15
| 18
| 20
| 15
| 15
|
| L4
| 25
| 30
| 28
| 25
| 28
|
| Ri
| 3
| 4
| 3
| 3
| 4
|
| R2
| 4
| 3
| 4
| 3
| 4
|
| R3
| 21
| 24
| 20
| 25
| 20
|
| Di
| 90
| 90
| 94
| 86
| 90
|
| D2
| 44
| 52
| 45
| 54
| 55
|
| D3
| 26
| 30
| 28
| 31
| 33
|
| D4
| 18
| 20
| 16
| 20
| 18
|
| c
| 2
| 3
| 2
| 2
| 3
|
| a
| 12°
| 14°
| 12°
| 15°
| 15°
|
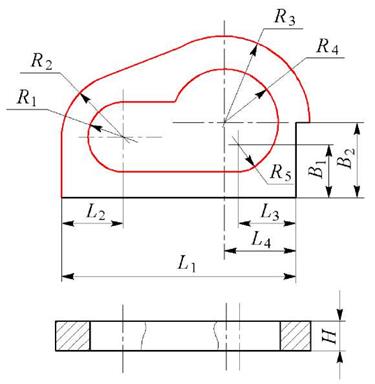
Рисунок 9.3 – Эскиз обрабатываемой детали для вариантов 3, 8, 13, 18, 23
Таблица 9.3 –Размеры обрабатываемой детали для вариантов 3, 8, 13, 18, 23
| Размер,
мм
| Вариант
|
| 3
| 8
| 13
| 18
| 23
|
| Li
| 135
| 108
| 110
| 106
| 88
|
| l2
| 25
| 15
| 18
| 23.5
| 15.5
|
| L3
| 26
| 27
| 30
| 30
| 21.5
|
| L4
| 33
| 33
| 35
| 37
| 25
|
| Ri
| 17
| 12
| 15
| 20
| 11
|
| R2
| 25
| 16
| 20
| 24
| 16
|
| R3
| 30
| 33
| 35
| 37
| 25
|
| R4
| 20
| 22
| 25
| 28
| 15
|
| R5
| 16
| 9
| 13
| 18
| 10
|
| Bi
| 16
| 18.5
| 25.5
| 25
| 17.5
|
| B2
| 19.5
| 30
| 36
| 34
| 22
|
| H
| 12
| 10
| 8
| 12
| 10
|

Рисунок 9.4 – Эскиз обрабатываемой детали для вариантов 4, 9, 14, 19, 24
Таблица 9.4 – Размеры обрабатываемой детали для вариантов 4, 9, 14, 19, 24
| Размер,
мм
| Вариант
|
| 4
| 9
| 14
| 19
| 24
|
| Li
| 70
| 65
| 64
| 60
| 65
|
| l2
| 40
| 36
| 36
| 30
| 42
|
| L3
| 15
| 15
| 15
| 14
| 15
|
| L4
| 46
| 40
| 40
| 36
| 48
|
| Ri
| 2
| 2
| 3
| 2
| 3
|
| R2
| 2
| 2
| 3
| 2
| 3
|
| R3
| 10
| 10
| 20
| 30
| 40
|
| Di
| 86
| 90
| 90
| 88
| 92
|
| D2
| 16
| 20
| 20
| 14
| 22
|
| D3
| 46
| 48
| 48
| 40
| 50
|
| D4
| 64
| 68
| 68
| 64
| 70
|
| c
| 3
| 2
| 3
| 2
| 3
|
| a
| 25°
| 22°
| О
0
| О
0
| 25°
|

Рисунок 9.5 – Эскиз обрабатываемой детали для вариантов 5, 10, 15, 20, 25
Таблица 9.5 – Размеры обрабатываемой детали для вариантов 5, 10, 15, 20, 25
Последнее изменение этой страницы: 2019-10-04; Просмотров: 1006; Нарушение авторского права страницы


