|
Архитектура Аудит Военная наука Иностранные языки Медицина Металлургия Метрология Образование Политология Производство Психология Стандартизация Технологии |
|
|
Архитектура Аудит Военная наука Иностранные языки Медицина Металлургия Метрология Образование Политология Производство Психология Стандартизация Технологии |
В приспособлениях применяют зажимные устройства двух типов.
У устройств первого типа величины упругого отжима прямо пропорциональны приложенным силам. К этим устройствам относятся самотормозящие зажимные механизмы (винтовые, клиновые, эксцентриковые и др.) независимо от вида привода (ручной, пневматический, гидравлический). Если к зажимному элементу этих механизмов приложить дополнительную силу, то величина упругого отжима элемента в направлении приложенной силы будет изменяться по линейному (или близкому к нему) закону в зависимости от величины этой силы.
К устройствам второго типа относятся пневматические, гидравлические и пневмогидравлические механизмы прямого действия. В данном методическом пособии рассматриваются приспособления, в которых используются пневматические устройства зажима. Это обусловлено тем, что такие приспособления применяются в основном в серийном и средне-серийном производстве, которые являются приоритетными на данном этапе развития машиностроительного производства. При обработке на заготовку могут действовать: силы резания, объемные силы, а также силы второстепенного и случайного характера, предопределяя возможное смещение заготовки. По величине, направлению и месту приложения силы резания являются переменными факторами. При неустановившемся режиме (врезании инструмента) величина сил резания возрастает от нуля до определенного максимума. При установившемся режиме их величина также подвержена колебаниям из-за непостоянного припуска и механических свойств материала. При затуплении инструмента силы резания возрастают на 10 –30 %. При некоторых видах обработки (строгании, долблении) силы резания представляют собой нагрузку ударного характера. Объемные силы – вес заготовки, центробежные и инерционные силы, возникающие при определенных условиях обработки. Вес заготовки действует и учитывается при ее установке на вертикальные или наклонно расположенные элементы. Фактор веса создает различные условия закрепления заготовки, если ее обработка осуществляется в поворотных или вращающихся приспособлениях. В процессе обработки резанием вес заготовки непрерывно уменьшается. В то же время происходит непрерывное изменение положения центра тяжести заготовки. Центробежные силы возникают в процессе обработки при смещении центра тяжести установленной заготовки относительно ее оси вращения. Величина действующих на заготовку центробежных сил и моментов (при динамическом дисбалансе) сопоставима с силами резания при скоростных методах обработки. Все геометрические параметры для расчетной схемы зажимного механизма(плечи рычагов, углы клина, углы цанги, эксцентриситет, По полученной требуемой силе закрепления обрабатываемой детали и спомощью разработанной расчетной схемы определяется требуемая исходная сила от привода станочного приспособления. Если зажимной механизм является многозвенным (например: рычажно, клино, эксцентриковым), то при расчете исходной силы от привода необходимо определить промежуточные силы на всех звеньях, входящих в кинематическую цепочку зажимного механизма.
Классификация зажимных устройств 1. Различают простые и комбинированные зажимные устройства. Простые состоят из одного элементарного зажима, комбинированные – из нескольких простых устройств, соединенных вместе. 2. В зависимости от числа ведомых звеньев, различают однозвенные и многозвенные зажимные устройства. Многозвенные устройства зажимают одну деталь в нескольких местах либо несколько деталей одновременно. 3. В зависимости от источника силы, различают ручные, механизированные и автоматизированные устройства. Ручные приводятся в действие мускульной силой, механизированные работают от привода, автоматизированные перемещаются от движущихся частей станка, при этом зажим и разжим производятся без участия рабочего. 4. По виду зажима устройства бывают клиновые, винтовые, эксцентриковые, рычажные и т.д. 5. По виду привода: пневматические устройства, гидравлические, механические и т.д. Винтовые зажимы Применение: ручное закрепление деталей в приспособлениях, а также в приспособлениях механизированного типа и при зажиме в приспособлениях-спутниках на автоматических линиях.
Достоинства: простота и надежность закрепления. Недостатки: значительное вспомогательное время; большая затрата рабочим мускульной силы; непостоянство силы зажима; возможность смещения детали от силы трения на торце винта. Закрепление осуществляется ключами, ручками, гайками. Материал – сталь 35 и 45, HRC 30...35. Комбинированные зажимы К таким зажимам относятся винтовые прихваты, состоящие из винтового и рычажного зажимов; эксцентриковые прихваты, состоящие из эксцентрикового и рычажного зажимов, и т. д.
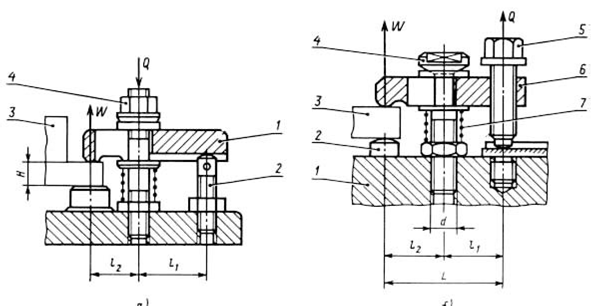
Рисунок 3 Рисунок 4 На рис. 3показан винтовой прихват с передвижной прижимной планкой 1 и регулируемой опорой 2. Применяют для крепления обрабатываемых деталей 3 с различными размерами H. При завинчивании гайки 4 планка 1 зажимает деталь. На рис. 4 показан винтовой прихват другой конструкции. При завинчивании винта 5 правый конец прихвата поднимается, левый зажимает деталь. При установке детали пружина 7 поднимает прихват.
Пневматический привод Исходной энергией в пневматических приводах является энергия сжатого воздуха. Широкому внедрению пневматических устройств способствуют следующие их достоинства: – относительная простота конструкции и эксплуатации, а, следовательно, низкая первоначальная стоимость и быстрая окупаемость затрат; – надежность работы в широком диапазоне температуры, влажности и запыленности окружающей среды; – пожаро- и взрывобезопасность; – большой срок службы, достигающий 10…50 млн. циклов; – высокая скорость перемещения выходного звена пневматических исполнительных устройств (линейного до 15 м/с, вращательного до 100 000 об/мин); – легкость получения и относительная простота передачи – энергоносителя и возможность снабжения им большого количества потребителей от одного источника; – отсутствие необходимости в защитных устройствах при перегрузке. К основным недостаткам пневматических устройств относятся: – недостаточная плавность перемещения рабочих элементов, особенно при переменной нагрузке, из-за сжимаемости воздуха; – сложность позиционирования исполнительных органов пневмодвигателей. Рассмотрим различные виды зажимных пневматических устройств.
|
Последнее изменение этой страницы: 2019-10-05; Просмотров: 460; Нарушение авторского права страницы