|
Архитектура Аудит Военная наука Иностранные языки Медицина Металлургия Метрология Образование Политология Производство Психология Стандартизация Технологии |
|
|
Архитектура Аудит Военная наука Иностранные языки Медицина Металлургия Метрология Образование Политология Производство Психология Стандартизация Технологии |
Т а б л и ц а 2.12. Аппаратура для акустического импедансного контроля
Тестер укомплектован пробниками и адаптерами. Пробники маркируют в зависимости от толщины и диаметра используемого датчика, т.е. каждому пробнику соответствует лишь определенный датчик. В то же время любой пробник стыкуется с любым адаптером, независимо от его типа. В настоящее время изготавливают два типа адаптеров: для постоянного напряжения и для постоянного тока. Первый тип предназначен для измерения пиковых смещений (амплитуд) или комбинации пиковых амплитуд и демпфирования. Демпфирование определяется сопротивлением адаптера. Низкое сопротивление увеличивает степень демпфирования и снижает показание шкалы В. Второй тип адаптера (постоянный ток) разработан специально для испытаний, требующих сильного демпфирования пиковых величин (например, для исследования сотовых конструкций). Выбор пробника зависит от различных факторов. Одним из ограничивающих факторов является толщина верхнего листа. Если толщина слишком велика для данного датчика, то резонансный пик " затухает" полностью. В этом случае приходится брать большой пробник. После калибровки прибора местоположение пика или отклонение стрелки определяется главным образом толщиной нижнего листа или плотностью сердцевины. Если отклонение недостаточно, можно выбрать меньший пробник или изменить " О" прибора. Для обеспечения лучшего контакта датчика с проверяемой поверхностью используется обычное минеральное масло. При испытаниях пористых поверхностей или поверхностей, подлежащих окраске или склеиванию, применяют специальную жидкость. Основные технические данные прибора Питание от сети переменного тока: напряжение, В......... 115/220 частота, Гц.....,...-.., 50/60 Потребляемая мощность, Вт 20 Рабочая частота (10 диапазонов), кГц................... 30-ЫООО Скорость развертки (7 положеннй), МГц............... 0, 1-ИО Рабочая температура, °С... 0-5-50 Габаритные размеры, мм... 225x370X340 Масса, кг.................. 13, 2 Область применения: соединения металл—металл, композиционные материалы и др. Велосимметрический метод Аппаратура. Ультразвуковой велосимметрический метод дефектоскопии основан на влиянии дефектов на скорость распространения упругих волн в контролируемой конструкции, а также на изменении пути волны между излучателем и приемником, вызванном наличием дефекта. Контроль этим методом может осуществляться односторонним и двусторонним способами. При одностороннем контроле искательная головка с расположенными в одном корпусе излучающим и приемным вибраторами устанавливается на поверхности изделия (рис. 2.17). От излучающего вибратора во все стороны распространяется упругая изгибная волна. Регистрируется разность скоростей на бездефектном и дефектном участках, а также изменение амплитуды принятого сигнала. При двустороннем контроле излучающий и приемный вибраторы располагаются соосно по обе стороны контролируемого объекта. Основным признаком дефекта является отставание фазы колебания в точке приема от фазы на бездефектном участке изделия. Как упоминалось, фиксируется также изменение амплитуды принятого сигнала. Велосимметрический метод предназначен для контроля неметаллических материалов в крупногабаритных многослойных конструкциях. Основная задача — выявление расслоений в изделиях из слоистых пластиков и нарушений клеевого соединения (табл. 2.13). Необходимо учитывать, что ввиду наличия " краевого эффекта" затруднено выявление дефектов в неметаллических изделиях на расстоянии менее 50 мм от края, что не позволяет использовать велосимметрический метод на малоразмерных деталях. Предельная глубина выявляемых в слоистых пластиках дефектов — около 25 мм. Чувствительность метода зависит от параметров изделия и глубины залегания дефекта и уменьшается с увеличением последней. Минимальная площадь выявляемого дефекта составляет 1, 5 см2. Одностороннему варианту метода свойственна " мертвая" зона. Она прилегает к поверхности, противоположной поверхности ввода упругих колебаний, и составляет 20 — 40 % от толщины изделия. У двустороннего способа " мертвая" зона отсутствует, зато не всегда удается разместить головки по обе стороны объекта, а также обеспечить их соосность.
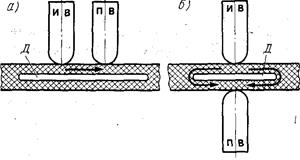
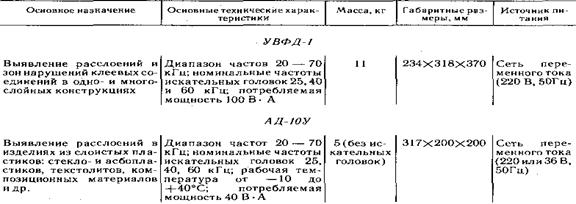
Рис. 2.17. Принципиальная схема одностороннего а и двустороннего б велосимметрического контроля: ИВ — излучающий вибратор; ПВ — приемный вибратор; Д — дефект Контроль изделий проводится ультразвуковым велосимметрическим фазовым дефектоскопом УВФД-1 или АД-10У (табл. 2.14). Дефектоскоп УВФД-1 предназначен для одностороннего контроля, однако его вибраторы можно демонтировать из корпуса и расположить в приспособлении (типа скобы) для двустороннего контроля. Основы методики контроля. Контроль состоит в перемещении искательной головки по поверхности контролируемого изделия и в наблюдении за сигнальной лампочкой, загорающейся при попадании головки в дефектную зону. Для настройки дефектоскопов используют специальные контрольные образцы. При одностороннем контроле искательную головку следует перемещать по поверхности изделия со скоростью не более 10 м/мин. Шаг перемещения головки (расстояние между соседними ее следами) должен быть равным 10 — 15 мм. При контроле по изменению фазы дефекты отмечаются по загоранию расположенной в корпусе искательной головки- сигнальной лампочки и отклонению стрелки фазометра вправо. При этом часто (но не всегда) наблюдается отклонение стрелки индикатора А вправо, что служит дополнительным признаком дефекта. При контроле по изменению амплитуды критерием дефекта служит также отклонение вправо стрелки индикатора А, но не сопровождающееся включением сигнальной лампочки. Т а б л и ц а 2.13. Характерные случаи в практике контроля ультразвуковым велосимметрическим методом дефектоскопом УВФД-1
Таблица 2.14. Аппаратура для контроля ультразвуковым велосимметрическим методом в условиях эксплуатации При двустороннем контроле скорость перемещения искательной головки также не должна превышать 10 м/мин. Дефекты отмечаются включением сигнальной лампочки и отклонением стрелки фазометра. На дефектах показания индикатора А обычно уменьшаются. Контуры дефектов отмечаются по показаниям дефектоскопа, границы дефектов очерчиваются мягким карандашом или мелом. Бракуется изделие на основании установленных техническими условиями норм допустимых дефектов. Метод вихревых токов Принцип работы приборов. При воздействии на металлическую деталь или образец переменным магнитным полем в материале возникают вихревые токи. Величина этих токов максимальна на поверхности и убывает по мере удаления от поверхности в глубь образца. Для возбуждения вихревых токов обычно используют питаемые переменным током проходные (охватывающие витками образец ил и деталь), накладные {подносимые к образцу торцом) или экранные (располагающиеся по разные стороны стенки) катушки-датчики. Созданное вихревыми токами вторичное электромагнитное поле оказывает обратное влияние на возбуждающую катушку, что проявляется в изменении ее активного и индуктивного сопротивлений. Величина и характер распределения вихревых токов в теле металла зависят от частоты тока, питающего катушку, от электрической проводимости и магнитной проницаемости материала, а также от формы и размера катушки и контролируемой детали. Важно, что характер влияния различных перечисленных выше факторов на активное и индуктивное сопротивление катушки не одинаков. Это дает возможность уменьшать влияние тех или иных факторов и создавать приборы, чувствительные к какому-либо одному из факторов, например, к электропроводности или к наличию поверхностных трещин. Схемы таких приборов подробно описаны в специальной литературе. Применяют различные способы получения и обработки информации, снимаемой с катушки-датчика. Наиболее распространенными являются: амплитудно-фазовый, фазовый, резонансный, амплитудночастотный и многочастотный способы. Метод успешно используется: для выявления усталостных трещин в поверхностных слоях металлических деталей; для измерения толщины покрытий, нанесенных на металлическое основание; для определения толщины стенок листовых материалов; для обнаружения зон структурной неоднородности, например, в результате термического воздействия и других факторов. Потенциально высокая чувствительность метода вихревых токов позволяет использовать его для оценки степени структурных превращений в материале. Основы методики контроля. Для обнаружения трещин и других несплошностей в поверхностных слоях деталей в условиях эксплуатации рекомендуется использовать электромагнитные статистические дефектоскопы типа ППД-1М, ППД-2М, ВД-1 ГА, ВДЦ-2. В дефектоскопах имеются датчики накладного типа. В этих приборах используется амплитудно-частотный способ, при котором датчик включается в резонансный контур автогенератора. При попадании датчика в зону трещины происходит срыв генерации, что фиксируется стрелочным индикатором, а также световыми или звуковыми сигналами. Статистические дефектоскопы успешно применяют для обнаружения усталостных трещин в узлах двигателей, барабанах колес, тягах и т. д. При контроле исследуемая поверхность подвергается сканированию (как бы прощупывается) рабочей торцевой частью датчика. Шаг сканирования не должен превышать диаметра сердечника датчика, в противном случае часть мелких трещин может быть не обнаружена. В перечисленных статистических дефектоскопах минимальные диаметры датчиков, а следовательно, и максимальный шаг сканирования составляют 1, 5 — 2, 0 мм. При соблюдении условий контроля обнаруживаются поверхностные дефекты (трещины) длиной от 2 —4 мм, глубиной более 0, 25 мм при ширине раскрытия 2 — 20 мкм. Приборы ВД-1ГА, ВДЦ-2 и ППД-2М оснащены комплектами датчиков, позволяющих проводить контроль участков деталей различной конфигурации. Для выявления дефектов в панелях, кузове и других деталях с малой кривизной поверхности целесообразно использовать динамические (модуляционные (дефектоскопы типа ЭДМ-Т. В динамических дефектоскопах (в отличие от статистических) датчик представляет собой две рядом расположенные и вращающиеся по окружности регулируемого радиуса катушки. В приборе ЭДМ-Т частота вращения катушек — 2000— 5000 об/мин, минимальный диаметр вращения — 18 мм. Использование таких приборов дает возможность на порядок увеличить шаг сканирования с контролем статистическими дефектоскопами. Динамические дефектоскопы обладают также и повышенной чувствительностью. Так, при помощи прибора ЭДМ-Т можно обнаруживать трещины длиной, равной или большей 2 мм, а также коррозионные поражения. канавки которых должны служить упорами при перемещении датчика с заданным шагом сканирования. Контрольные образцы необходимы: для настройки дефектоскопа и оценки их работоспособности; для оценки реальной чувствительности контроля конкретных деталей в конкретных условиях. В качестве контрольных образцов могут быть использованы детали или участки деталей с дефектами, выявленными ранее другими методами. При отсутствии деталей с естественными дефектами (трещинами) такие трещины следует наносить на бездефектные участки деталей искусственно, при помощи механических вибраторов. На образцах, при помощи которых проводится оценка чувствительности метода, воспроизводят все те затрудняющие контроль особенности(радиусные переходы, отверстия, ребра жесткости, элементы крепления, лакокрасочные покрытия и пр.), которые возможны у подлежащих контролю деталей, Измерение толщины и оценка качества покрытий. В приборах для измерения толщины неэлектропроводных, например лакокрасочных, покрытий на металлических деталях использована зависимость значения наводимых токов от расстояния между катушкой датчика и металлической основой. Для измерения толщины лакокрасочных покрытий, оксидных и анодных пленок и других сплавов могут быть использованы приборы ТПН-1 {или ТПН-1МУ) н ТПН-П. Диапазон измерения приборов настольного типа ТПН-1 и ТПН-1МУ 15 —300мкм. Прибор ТПН-П выполнен на транзисторах, компактен и имеет автономное питание. Диапазон измерения прибора — 10 — 200 мкм. Прибор может использоваться для измерения толщины покрытия из низкоэлектропроводных материалов (с электропроводностью от 0, 5 м/Ом • мм2 и выше), например, для измерения толщины неэлектропроводных покрытий на лопатках. Приборы типа ТПН-П серийно выпускаются на Чебоксарском приборостроительном заводе. Толщиномерные приборы ТПН-1, ТПН-1МУ и ТПН-П могут применяться также для оценки степени коррозионного поражения деталей из алюминиевых и других цветных сплавов. Электромагнитный метод применяется и для измерения более толстых неэлектропроводящих покрытий (до 100 мм) на металлических основах, Имеется ряд опытных образцов подобных приборов, успешно применявшихся в промышленности, например приборы ТПК, ЭФИТ, " Дельта", ВТ-20идр. Измерение толщины стенок. В тех случаях, когда глубина проникновения вихревых токов в глубь материала существенно превышает его толщину, метод можно использовать для измерения толщины стенок. Практически достигнут диапазон измерения от нескольких микрон до нескольких миллиметров. В условиях эксплуатации для контроля, например, толщины обшивки с целью обнаружения мест, пораженных коррозией, рекомендуется использовать прибор ТФ-1 (или УФТ-1). Эти приборы позволяют проводить контроль при одностороннем доступе к контролируемой детали. Кроме обычного накладного датчика, прибор ТФ-1 снабжен также экранным датчиком, состоящим из двух катушек, располагающихся в процессе измерения по разные стороны стенки контролируемого изделия (стенка в данном случае играет роль экрана). Применение экранного датчика позволяет увеличить верхний предел измеряемых толщин до 4—5мм при контроле изделий из алюминиевых сплавов и до 10 — 12 мм при контроле изделий из титановых сплавов. Однако в связи с необходимостью доступа к двум сторонам стенки экранные датчики более удобны в условиях производства или ремонта и менее пригодны в условиях эксплуатации. Чтобы обеспечить необходимую надежность контроля, целесообразно применять специальные приспособления, которые обеспечивали бы вертикальное положение датчика в процессе контроля. При контроле открытых поверхностей следует пользоваться специальными трафаретами, Следует помнить о возможности использования электромагнитных толщиномеров с накладным датчиком для оценки толщины остаточного сечения тонкостенных деталей, например, обшивки, из алюминиевых и других сплавов при коррозионных поражениях. Токовихревой дефектоскоп ВР5-9000 (Франция). Дефектоскоп предназначен для неразрушающего контроля объектов при помощи низкочастотных вихревых токов и отличается высокой надежностью. Он позволяет выявить поверхностные и внутренние дефекты ферромагнитных материалов (трещины, отклонения размеров, коррозию), а также определить качественные свойства материалов (твердость, сопротивление, термообработку, химический состав, текстуру и т. п.). Несмотря на высокий технический уровень дефектоскопа он отличается удобством в эксплуатации и простотой интерпретации измерений. Широкий диапазон частот (от 1до 2000Гц) и большая выходная мощность сигнала практически обеспечивают решение всех проблем, возникающих при исследовании ферромагнитных материалов. Амплитуда и фаза сигнала анализируются в модуляторе, что позволяет дифференцировать выявленные дефекты в зависимости от их характера и критерия приемлемости. Дефектоскоп ВРЗ-9000 выпускается в трех вариантах в зависимости от условий его применения и характеристик окружающей атмосферы. Он имеет синусоидальный генератор со сменными модулями, определяющими необходимую частоту. Значение тока регулируется от 0 до 0, 5 А или от 0 до 5 А специальным переключателем с цифровыми отметками. Дефектоскоп работает от сети переменного тока (220/110 В, 50/60 Гц). Сигнал на телевизионном экране (размером 31 см) имеет вид пятна, кривой или эллипса. Размеры дефектоскопа 490 X 590Х X 520 мм; масса — 50 кг. Экран условно разбит на 9 регулируемых зон, положение которых регулируется для упрощения анализа изображения. |
||||||||||||||
Последнее изменение этой страницы: 2019-10-24; Просмотров: 249; Нарушение авторского права страницы