
|
Архитектура Аудит Военная наука Иностранные языки Медицина Металлургия Метрология Образование Политология Производство Психология Стандартизация Технологии |
|
|
Архитектура Аудит Военная наука Иностранные языки Медицина Металлургия Метрология Образование Политология Производство Психология Стандартизация Технологии |
Режим работы при химическом обезжиривании
Номер раствора................................ 1 2 3 Температура1, °'С..................... 60—80 60—80 50—70 Продолжительность травления, мин................. 3 — 10 3 — 20 2 — 5 Номер раствора... 4 5 6 Температура в, ° С 40—70 70—80 60—80 Продолжительность травления, мин.. 3 — 10 7 — 10 5 — 20
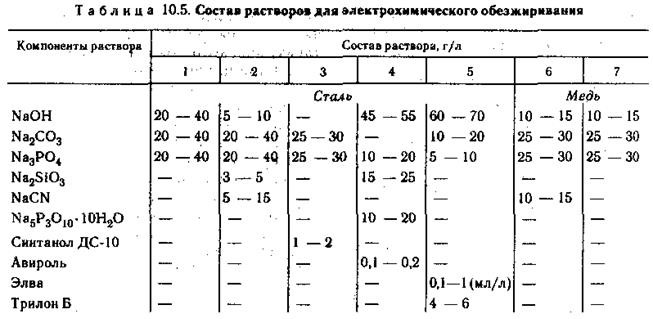
После обезжиривания деталь промывают в горячей, а затем в холодной воде. О хорошем качестве удаления жиров судят по сплошной, без разрывов, пленке воды на обезжиренной поверхности. Химическая и электрохимическая обработка (травление) применяется для удаления с восстанавливаемых поверхностей деталей оксидных и других пленок, наличие которых препятствует осаждению гальванических покрытии или сильно ослабляет сцепление покрытий с основным металлом.
При взаимодействии окисленного железа с разбавленными кислотами могут протекать следующие химические реакции: при взаимодействии с соляной кислотой и другими элементами раствора:
при взаимодействии с серной кислотой и другими элементами раствора:
При анодном травлении оксиды удаляются в результате электрохимического растворения и их механического отрыва пузырьками кислорода, выделяющегося в результате разряда ионов ОН-: 4ОН- = 2 Н2О + О2 + 4е. В процессе анодной обработки одновременно с растворением окислов и получаемых при механической обработке наклепанных поверхностных слоев металла происходит насыщение поверхности кислородом, т. е. образование мономолекулярной пассивной пленки, предохраняющей поверхность от более глубокого окисления, чем на толщину этой пленки, во время промывки деталей и нахождения в электролите до включения электрического тока. К моменту начала наращивания покрытия пассивная пленка должна быть удалена. Это достигается тем, что в начальный период наращивания процесс ведется при условиях, обеспечивающих преимущественный разряд на катоде ионов водорода, которые и восстанавливают пассивную пленку. Катоды при анодном травлении изготавливают из свинца. При катодном травлении на деталях происходит разряд ионов водорода:
Атомы водорода реагируют с оксидами металла и частично их восстанавливают. Выделяющиеся пузырьки водорода разрыхляют оксидную пленку и удаляют ее. Аноды при катодном травлении изготавливают из свинца, сплава свинца с сурьмой (6 — 10 % сурьмы) или кремнистого чугуна (20 — 24 % кремния). В табл. 10.6 приведены составы растворов для химического и электрохимического травления углеродистых и низколегированных сталей и чугунов. Раствор 1 и 2 применяют для травления, чугунов и сталей; вместо ингибитора катапин может быть использован другой, например, ЧМ. Для одновременного обезжиривания и травления вводят синтанол Д.С-10 ил и сульфонол НП-3 в количестве 3 — 5 г/л: Раствор 3 применяют для бесшламового травления сталей и ковара, растворы4и5 —для стальных деталей 1-го и 2-го класса точности, раствор 6 — для стальных деталей 1-го и 2-го класса точности, отдельные участки поверхности которых покрыты окалиной. Раствор 7 применяют для углеродистых термообработанных сталей.
Раствор 9 применяют для обработки чугунного литья, раствор 10 — для катодного травления стальных деталей высокого класса точности, растворы 11 и 12 — для снятия шлама. Погружение осуществляют последовательно сначала в раствор 11 и затем без промывки в раствор 12. Медь и ее сплавы травят в 10 — 15 %-ном растворе серной кислоты при температуре50 — 60° С для удаления окалины и после длительного хранения.,
Режим работы для химического и электролитического травления сталей и чугунов приведен ниже: ХРОМИРОВАНИЕ ДЕТАЛЕЙ Важным направлением использования гальванических покрытий при упрочнении и восстановлении деталей автомобилей и другой техники является электролитическое хромирование.
Электролитический хром — твердый, хрупкий металл, серебристо-стального цвета с синеватым оттенком, обладающим высокой износостойкостью и жаростойкостью. Гладкий хром имеет плохую смачиваемость. Электролитические осадки хрома характеризуются высокими внутренними напряжениями и значительной пористостью. Существует износостойкое и защитно-декоративное хромирование. Износостойкое хромирование применяют для восстановления изношенной поверхности деталей и покрытия инструмента для повышения их сопротивления износу. Защитно-декоративное хромирование применяют для защиты изделий от коррозии и придания им красивого внешнего вида. Как антикоррозионное и декоративное покрытие хром используется обычно с подслоем меди и никеля. Внешний вид, структура и механические свойства электролитического хрома изменяются в очень широких пределах в зависимости от условий электролиза, состава и температуры электролита, плотности тока. При неизменном составе электролита можно, изменяя плотность тока и температуру, пол учить три различных вида осадков: блестящий, молочный и матовый (серый) (рис. 10.6).
Из блестящего осадка износостойкого хрома анодным травлением можно получить пористый хром, который используется для деталей, работающих в условиях недостатка смазки. Анодное травление осуществляется в хромовом электролите при плотности тока 30 — 40 А/дм2. Молочные осадки получают при температуре 333 К и выше и сравнительно невысоких плотностях тока — 25 — 35 А/дм2. Они характеризуются твердостью 2500 — 7500 МПа, хорошей смачиваемостью и значительной вязкостью по сравнению с блестящими осадками, отсутствием сетки в тонких слоях, рекомендуются для наращивания деталей, работающих при средних удельных давлениях порядка 8—10МПа, и как антикоррозионное покрытие.
Все виды износостойкого хрома можно получить в одном универсальном электролите состава: хромовый ангидрид СгО3 250 кг/м3; серная кислота Н2SО4 2, 5 кг/м3, но режимы не одинаковы. Для защитно-декоративных осадков хрома режим получения покрытия следующий: плотность тока — 7 — 30 А/дм2; температура электролита— 303 —318 К Декоративный хром наносят на подслои меди, никеля. Схема установки для хромирования деталей показана на рис. 10.8. В отличие от меднения, никелирования, железнения, цинкования, применяемых при ремонте, при хромировании аноды изготовляют из свинца, т. е. труднорастворимого металла. Электролит представляет собой раствор двух сильных кислот — хромовой и серной, которые растворили бы аноды, если бы они были изготовлены из металлического хрома.
Кроме универсального электролита, существует целый ряд других составов электролитов - саморегулирующийся, тетрахроматный и др. Саморегулирующийся электролит обладает свойством автоматического поддержания постоянства отношения количества хромового ангидрида к аниону SО42-, результате чего отпадает необходимость в его частых корректировках. Применяется следующий состав электролита, кг/м3: хромовый ангидрид СrO3— 200 — 300; сульфат стронция CrSO4 — 6, 5— 8, 5; кремнефторид калия K2SiF6 — 18— 20. Режим хромирования: плотность тока — 50—100 А/дм2, температура — 323 — 343 К. Наряду с автоматическим корректированием состава, использование саморегулирующегося электролита позволяет повысить износостойкость покрытия и производительность процесса в результате более высокого выхода хрома потоку (18 — 20 %), расширить зону получения блестящих осадков, повысить рассеивающую способность электролита. Тетрахроматный электролит позволяет вести процесс при комнатной температуре. Состав электролита (кг/м2): хромовый ангидрид СrО3 — 350 — 400; серная кислота Н2SО4 — 2, 0 — 2, 5; едкий натр NаОН — 40 — 60; сахар или глюкоза — 1 — 3. Режим хромирования: плотность тока — 60 — 80 А/дм2; температура — 291 — 295 К; выход хрома по току — 28-30%. Хром, полученный из тетрахроматного электролита, не имеет пор, обладает низкой твердостью и хорошо прирабатывается. Для деталей, поверхность которых должна обладать низким коэффициентом отражения света, применяется черное хромирование. В связи с низкой коррозионной стойкостью черного хрома на детали предварительно наносят слой никеля или хрома требуемой толщины, после чего помещают их в электролит для черного хромирования. Используемые для этой цели электролиты не должны содержать серной кислоты. Рекомендованный состав электролита приведен в табл. 10.7. |
Последнее изменение этой страницы: 2019-10-24; Просмотров: 312; Нарушение авторского права страницы

 Черные металлы травят в водном растворе серной и соляной кислот или в их смесях. На поверхности детали, погруженной в кислоту, одновременно протекают два процесса: растворение оксидов с образованием солей железа и воды и частичное растворение самого железа с образованием его солей и водорода. Выделяющийся водород действует механически, разрыхляет пленку оксидов железа и отрывает ее от поверхности металла, что способствует ускорению процесса.
Черные металлы травят в водном растворе серной и соляной кислот или в их смесях. На поверхности детали, погруженной в кислоту, одновременно протекают два процесса: растворение оксидов с образованием солей железа и воды и частичное растворение самого железа с образованием его солей и водорода. Выделяющийся водород действует механически, разрыхляет пленку оксидов железа и отрывает ее от поверхности металла, что способствует ускорению процесса.

 Электрохимическая обработка — это травление деталей при помощи электрического тока. Осуществляется она как на аноде, так и на катоде. Использование электрического тока значительно ускоряет процесс травления, снижает расход химических препаратов.
Электрохимическая обработка — это травление деталей при помощи электрического тока. Осуществляется она как на аноде, так и на катоде. Использование электрического тока значительно ускоряет процесс травления, снижает расход химических препаратов.
 Травление деталей осуществляют на аноде. Раствор 8 применяют для чугунного литья; обработку проводят при использовании реверсированного тока (Тк — 5мин, Та —5 мин), начиная с обработки на катоде.
Травление деталей осуществляют на аноде. Раствор 8 применяют для чугунного литья; обработку проводят при использовании реверсированного тока (Тк — 5мин, Та —5 мин), начиная с обработки на катоде. Алюминий и его сплавы обрабатывают в кислотах и их смесях или в щелочных растворах (например, травят в растворе едкого натра 50 — 150 г/л при температуре 45 — 80 ° С втечениеО, 5 — 1, 5 мин. Часто добавляют в него 0, 5 г/л сульфенола).
Алюминий и его сплавы обрабатывают в кислотах и их смесях или в щелочных растворах (например, травят в растворе едкого натра 50 — 150 г/л при температуре 45 — 80 ° С втечениеО, 5 — 1, 5 мин. Часто добавляют в него 0, 5 г/л сульфенола). Упрочнению хромированием в процессе изготовления подвергаются 40 — 50 наименований деталей грузовых автомобилей с общей площадью покрытия 0, 4 — 0, 6 м2 и 200 — 300 наименований деталей легковых автомобилей с общей площадью покрытий хрома 1, 8 — 2, 2 м2. Еще большее число деталей может быть восстановлено хромированием. По грузовым автомобилям, число деталей составляет 60 — 80 шт., площадь покрытия —0, 8—1, 5 м2; по легковым соответственно 300— 350 шт. и 2, 3— 2, 6 ма.
Упрочнению хромированием в процессе изготовления подвергаются 40 — 50 наименований деталей грузовых автомобилей с общей площадью покрытия 0, 4 — 0, 6 м2 и 200 — 300 наименований деталей легковых автомобилей с общей площадью покрытий хрома 1, 8 — 2, 2 м2. Еще большее число деталей может быть восстановлено хромированием. По грузовым автомобилям, число деталей составляет 60 — 80 шт., площадь покрытия —0, 8—1, 5 м2; по легковым соответственно 300— 350 шт. и 2, 3— 2, 6 ма. В результате хромирования наблюдается значительное повышение (в несколько раз) износостойкости следующих деталей:
В результате хромирования наблюдается значительное повышение (в несколько раз) износостойкости следующих деталей:  Блестящие осадки получают при температуре 329 — 331 К и средних плотностях тока — 35 — 70 А/дм2, Они обладают твердостью порядка 7500 — 9000 МПа, широко разветвленной сеткой трещин и большой хрупкостью; рекомендуются для наращивания изношенных поверхностей деталей при удельных нагрузках, не превышающих при сухом трении 2, 5 МПа и смазке 40 — 55 МПа.
Блестящие осадки получают при температуре 329 — 331 К и средних плотностях тока — 35 — 70 А/дм2, Они обладают твердостью порядка 7500 — 9000 МПа, широко разветвленной сеткой трещин и большой хрупкостью; рекомендуются для наращивания изношенных поверхностей деталей при удельных нагрузках, не превышающих при сухом трении 2, 5 МПа и смазке 40 — 55 МПа. Матовые (серые) осадки хрома получают при высокой плотности тока 70— 100 А/дм2 и сравнительно невысокой температуры 308 — 323 К. Эти осадки характеризуются большой твердостью 12 000 МПа, хрупкостью, наличием густой сетки трещин и низкой износостойкостью (рис. 10.7).
Матовые (серые) осадки хрома получают при высокой плотности тока 70— 100 А/дм2 и сравнительно невысокой температуры 308 — 323 К. Эти осадки характеризуются большой твердостью 12 000 МПа, хрупкостью, наличием густой сетки трещин и низкой износостойкостью (рис. 10.7). Процесс электролитического хромирования характеризуется очень малым выходом по току в стационарных ваннах — 13 — 15 %. Причиной является состав электролита (хромовая кислота и серная), при котором электрический ток расходуется в основном на разрядку на катоде-детали ионов водорода, а сам процесс хромирования является побочным процессом.
Процесс электролитического хромирования характеризуется очень малым выходом по току в стационарных ваннах — 13 — 15 %. Причиной является состав электролита (хромовая кислота и серная), при котором электрический ток расходуется в основном на разрядку на катоде-детали ионов водорода, а сам процесс хромирования является побочным процессом.