|
Архитектура Аудит Военная наука Иностранные языки Медицина Металлургия Метрология Образование Политология Производство Психология Стандартизация Технологии |
|
|
Архитектура Аудит Военная наука Иностранные языки Медицина Металлургия Метрология Образование Политология Производство Психология Стандартизация Технологии |
Определение объекта автоматизацииСтр 1 из 2Следующая ⇒
Задание на курсовую работу
Введение
Целью курсовой работы является автоматизация технологического процесса операции механической обработки. Разработка и компоновка РТК является наиболее актуальной задачей в промышленности, так как РТК применяют в серийном производстве, то в основу системы входит станок с ЧПУ. Загрузка и разгрузка его проводится с помощью промышленного робота или автоматизированного загрузочного устройства (АЗУ). Смена инструмента осуществляется из магазина инструментов или револьверной головки. РТК обладает способностью подсоединения к центральной транспортно - складской системе, системе инструментального обеспечения и управляющим устройствам высшего ранга. Основные характеристики РТК: способность работать ограниченное время без непосредственного участия оператора; автоматическое выполнение операций, легкость наладки, устранение простоев и введения изменений в управление; легкость встраивания в существующие производства и в РТК более высокого уровня; экономическая эффективность. Определение объекта автоматизации
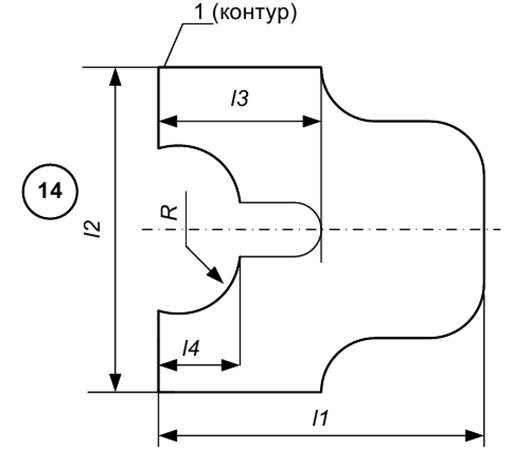
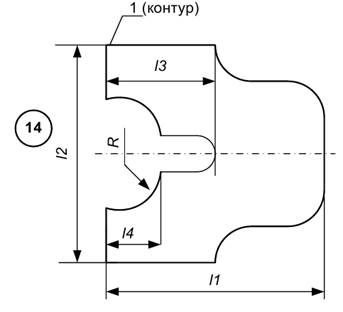
Объектом автоматизации является операция технологического процесса. Так как по условию задания дана одноконтурная деталь, то можно установить, что для ее обработки достаточно одной технологической операции – фрезерования. Следовательно, эта технологическая операция (фрезерование) является объектом автоматизации в данной работе.
Разработка укрупненного технологического процесса
Определим укрупнено состав операций: 1. Установка детали в приспособление на столе станка. 2. Фрезерование контура К1 по управляющей программе металлорежущего станка. 3. Снятие детали со стола станка.
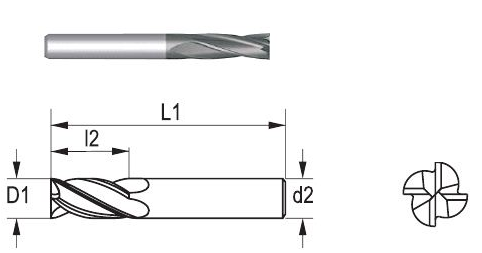
Для обработки контура К1 выберем твердосплавную концевую фрезу EM 10-10-67-22.4.30-05 (в соответствии с ГОСТ 17025-71 «Фрезы концевые с цилиндрическим хвостовиком»).
Параметры выбранной фрезы
Выбор оборудования
Выбор оборудования заключается в выборе: · станка с ЧПУ; · промышленного робота; · загрузочно-накопительного устройства. Выбор станка
В технологическом процессе необходимо получить изделие, представляющее собой плоскую фигуру, следовательно, рационально использовать фрезерный станок. Выберем вертикально-фрезерный станок с ЧПУ NV4000 DCG Mori Seiki Вертикально-фрезерный станок с ЧПУ NV4000 DCG Mori Seiki предназначен для выполнения всех видов фрезерных работ, сверления, зенкерования и растачивания отверстий в деталях из черных, цветных и высокопрочных металлов и сплавов в условиях единичного и мелкосерийного производства. Вертикально-фрезерные станки оснащены системой ЧПУ FANUC, автоматической системой смазки, имеют возможность плавного изменения частоты вращения шпинделя. По техническим характеристикам данные станки имеют одно из лучших соотношение цена-качество среди оборудования подобного класса. Такие характеристики станка, как 3-х осевое параллельное управление, высокоуровневое программирование (макрокоды), графический дисплей, гарантируют превосходную точность исполнения команд и позволяют оператору быстро добиться желаемого результата. Сервопривод постоянного тока с цифровым управлением обеспечивает точные и быстрые перемещения по всем 3-м осям. Большое количество операций таких, как фрезерование, растачивание, сверление, нарезание резьбы и т.п., можно осуществить за одну установку детали. Стол и суппорт станка отливаются из специального высокопрочного чугуна. Они компактны, имеют большую область загрузки, высокую жесткость и отличные антивибрационные характеристики, способные обеспечить самую высокую точность обработки на станках подобного класса. Конструкция включает в себя мощный высокомоментный шпиндель и встроенную систему подачи СОЖ в зону резания, что обеспечивает высокоскоростные режимы резания. Как дополнительное оборудование может быть заказан поворотный стол (4-я ось), управляемый центральной системой ЧПУ станка. С помощью него возможна 4-осевая обработка контуров любой сложности. Применяются во многих отраслях промышленности: в автомобильной, энергетическо-машиностроительной, станкостроительной, приборостроительной областях. Благодаря небольшим размерам и универсальности используются на любых участках механообработки. Технические характеристики данного станка приведены в таблице 1.
Таблица 1. Технические характеристики вертикально-фрезерного станка
Выбор промышленного робота
В целях увеличения производительности производства данного типа деталей, без ухудшения качества, целесообразно использовать элементы автоматизированного производства, в частности использование промышленных роботов. Роботы KUKA широко используются на заводах для выполнения операций по сварке, погрузке, паллетизации, упаковке, обработке и прочих автоматизированных операций, а также в больницах в области хирургии головного мозга и рентгенографии. Имея радиус действия до 850 мм, этот малогабаритный шестиосевой робот включает в себя высокую скорость и точность движений с дальним обзором. Он также использует все преимущества самой надежной и ходовой в мире управляющей платформы фирмы KUKA, основанной на использовании ПК. Технические характеристики выбранного промышленного робота:
Для разработки блок-схемы функционирования РТК покажем траекторию движения промышленного робота и выделим на ней опорные точки (Рис. 8).
Рис. 8. Траектория движения ПР
Рис. 9. Блок-схема работы РТК Разработка сети Петри
При построении сети Петри пользуемся результатами блок-схемы и циклограммы работы РТК, построенными ранее. Сеть Петри отражает порядок функционирования системы в виде графа с переходами и условиями переходов. Заключение В процессе выполнения курсового проекта был разработан робототехнологический комплекс для обработки детали. В качестве механизма для автоматизации был принят фрезерный станок, к которому был подобран промышленный робот и загрузочно-накопительное устройство. Была представлена работа данного РТК при помощи блок – схемы, циклограммы, сети Петри, также смоделирована обработка необходимых поверхностей в программе ГеММа 3D. Список используемой литературы
1. http: //www.kuka.com/ 2. http: //www.finval.ru/ 3. Автоматизация технологических и производственных процессов в машиностроении. Лабораторный практикум / Уфимск. гос. авиац. тех. ун-т. Сост. Р.Р. Загидуллин. – Уфа: УГАТУ, 2008.-68с. 4. Загидуллин Р.Р., Зориктуев В.Ц. Автоматизация технологических и производственных процессов в машиностроении: учеб. пособие/ Уфимск. гос. авиац. тех. ун-т.-Уфа: УГАТУ, 2008.-166с. 5. Загидуллин Р.Р. Автоматизация технологических и производственных процессов в машиностроении. Методические указания по выполнению курсовой работы: Учебно-методическое пособие/ Уфимск. гос. авиац. тех. ун-т.-Уфа: УГАТУ, 2008.-30с.
Задание на курсовую работу
Введение
Целью курсовой работы является автоматизация технологического процесса операции механической обработки. Разработка и компоновка РТК является наиболее актуальной задачей в промышленности, так как РТК применяют в серийном производстве, то в основу системы входит станок с ЧПУ. Загрузка и разгрузка его проводится с помощью промышленного робота или автоматизированного загрузочного устройства (АЗУ). Смена инструмента осуществляется из магазина инструментов или револьверной головки. РТК обладает способностью подсоединения к центральной транспортно - складской системе, системе инструментального обеспечения и управляющим устройствам высшего ранга. Основные характеристики РТК: способность работать ограниченное время без непосредственного участия оператора; автоматическое выполнение операций, легкость наладки, устранение простоев и введения изменений в управление; легкость встраивания в существующие производства и в РТК более высокого уровня; экономическая эффективность. Определение объекта автоматизации
Объектом автоматизации является операция технологического процесса. Так как по условию задания дана одноконтурная деталь, то можно установить, что для ее обработки достаточно одной технологической операции – фрезерования. Следовательно, эта технологическая операция (фрезерование) является объектом автоматизации в данной работе.
|
||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
Последнее изменение этой страницы: 2020-02-16; Просмотров: 166; Нарушение авторского права страницы