|
Архитектура Аудит Военная наука Иностранные языки Медицина Металлургия Метрология Образование Политология Производство Психология Стандартизация Технологии |
|
|
Архитектура Аудит Военная наука Иностранные языки Медицина Металлургия Метрология Образование Политология Производство Психология Стандартизация Технологии |
Анализ напряженно-деформированного состояния и определение «опасных» мест очага деформации ⇐ ПредыдущаяСтр 2 из 2
При вытяжке плоская заготовка диаметром
Рисунок 3 – Схема напряженно-деформированного состояния отдельных участков заготовки при вытяжке (
1. Дно частично образованного полого цилиндра – колпака (элемент а) находится в плосконапряженном и объемно-деформированном состоянии. 2. Цилиндрическую часть полого тела, находящуюся в зазоре между матрицей и пуансоном (элемент б), можно считать находящейся в линейно-напряженном и плоско-деформированном состоянии. Непосредственно у донного закругления изделия (элемент с) в металле возникают напряжения в виде двуосного растяжения и одноосного сжатия, приводящие к значительному растяжению и утонению стенок в этом месте. Вследствие этого поперечное сечение тела здесь является наименее прочным и наиболее опасным с точки зрения отрыва дна от стенок изделия. Это опасное сечение ограничивает возможность максимального использования пластических свойств штампуемого материала. 3. Часть, находящаяся на закруглении рабочих кромок матрицы (элемент д), испытывает сложную деформацию, вызванную одновременным пространственным изгибом, наибольшим радиальным напряжением и незначительным тангенциальным сжатием. 4. Часть заготовки, находящийся под прижимным кольцом (элемент е), находится в объемно-напряженном состоянии. Однако при достаточно сильном прижиме можно считать Радиально-растягивающие напряжения Тангенциально-сжимающие напряжения
2. Технологические расчеты процесса
2.1 Определение размеров и форм заготовок
Основным правилом для определения размеров заготовок при вытяжке является равенство объемов заготовки и готовой детали, так как в процессе пластической деформации объем металла остается постоянным. В нашем случае вытяжка происходит без утонения материала. Следовательно, определение размеров заготовок производится по равенству площадей поверхности заготовки и готовой детали (с припуском на обрезку). Для данного случая вытяжки заготовка имеет форму круга, диаметр которого находится по формуле:
где Припуск на обрезку фланца выбирается в зависимости от диаметра фланца Разбиваем заготовку на 5 элементарных площадей и находим:
Рисунок 4 – Схема к определению площади вытягиваемой детали
Относительная толщина заготовки Относительный диаметр фланца Определяем количество переходов при вытяжке. Рассчитаем коэффициент вытяжки:
Вытяжка осуществляется в несколько переходов, коэффициенты вытяжек для каждого перехода равны: Рассчитаем диаметры и высоту заготовки после каждого перехода:
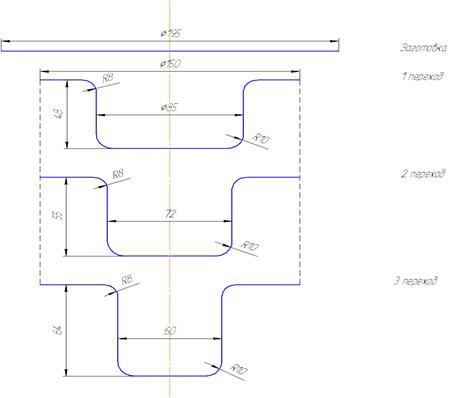
Диаметр фланца принимает свои размеры после первой вытяжки. Последовательность вытяжки стакана с фланцем показана на рисунке 5.
Рисунок 5 – Схема переходов вытяжки |
Последнее изменение этой страницы: 2020-02-16; Просмотров: 230; Нарушение авторского права страницы
 , перемещаясь во время вытяжки, изменяет, свои размеры и занимает ряд промежуточных положений. При этом материал деформированной заготовки в различных ее частях находится в различных условиях. В нашем случае, при вытяжке с прижимом без утонения материала и с зазором, большим толщины заготовки, можно принять следующую схему напряженно-деформированного состояния.
, перемещаясь во время вытяжки, изменяет, свои размеры и занимает ряд промежуточных положений. При этом материал деформированной заготовки в различных ее частях находится в различных условиях. В нашем случае, при вытяжке с прижимом без утонения материала и с зазором, большим толщины заготовки, можно принять следующую схему напряженно-деформированного состояния.
 – напряжения,
– напряжения,  – деформация)
– деформация) . В плоскостях фланца заготовки возникают радиально-растягивающие
. В плоскостях фланца заготовки возникают радиально-растягивающие  и тангенциально-сжимающие
и тангенциально-сжимающие  напряжения, а в перпендикулярном к ней направлении – осевые сжимающие напряжения
напряжения, а в перпендикулярном к ней направлении – осевые сжимающие напряжения  , причем ввиду небольшой величины на практике ими часто пренебрегают (при образовании явного клинового сечения во фланце
, причем ввиду небольшой величины на практике ими часто пренебрегают (при образовании явного клинового сечения во фланце  ).
). , вызывающие давлением пуансона у края заготовки, равны нулю; по мере удаления от края заготовки к центру матрицы они возрастают, достигая наибольшей величины на входной кромке матрицы.
, вызывающие давлением пуансона у края заготовки, равны нулю; по мере удаления от края заготовки к центру матрицы они возрастают, достигая наибольшей величины на входной кромке матрицы. , наоборот, у наружного края имеют наибольшую величину, а по мере удаления от края заготовки значения их уменьшаются.
, наоборот, у наружного края имеют наибольшую величину, а по мере удаления от края заготовки значения их уменьшаются. ,
,  - площадь поверхности готовой детали,
- площадь поверхности готовой детали,  ;
;  - сумма площадей отдельных элементов поверхности детали,
- сумма площадей отдельных элементов поверхности детали,  и относительного диаметра фланца
и относительного диаметра фланца  , следовательно
, следовательно  . Расчеты ведем по срединной поверхности.
. Расчеты ведем по срединной поверхности.

 .
. .
.
 .
.