
|
Архитектура Аудит Военная наука Иностранные языки Медицина Металлургия Метрология Образование Политология Производство Психология Стандартизация Технологии |
|
|
Архитектура Аудит Военная наука Иностранные языки Медицина Металлургия Метрология Образование Политология Производство Психология Стандартизация Технологии |
БЫСТРОРЕЖУЩИЕ, ИНСТРУМЕНТАЛЬНЫЕ СТАЛИ, ТВЕРДЫЕ СПЛАВЫ.Стр 1 из 5Следующая ⇒
БЫСТРОРЕЖУЩИЕ, ИНСТРУМЕНТАЛЬНЫЕ СТАЛИ, ТВЕРДЫЕ СПЛАВЫ. БЫСТРОРЕЖУЩИЕ СТАЛИ Быстрорежущие стали получили такое название за свои свойства. Вследствие высокой теплостойкости (550—650° С) инструменты могут работать со скоростями резания, в три-четыре раза большими, чем инструменты из углеродистых и легированных сталей. Быстрорежущие стали (ГОСТ 19265—73) содержат 0, 7—1, 5% С, до 18% W, являющегося основным легирующим элементом, до 4, 5% Сr, до 5% Мо, до 10% Со. В обозначении марок стоит буква Ρ от слова «рапид» — скорость, цифры за этой буквой показывают среднее содержание вольфрама (Р18, Р9 и т.д.). Высокая теплостойкость быстрорежущей стали объясняется следующими ее особенностями. При нагреве углеродистой закаленной стали происходит выделение из мартенсита дисперсных частиц карбидов (FeхC), которые уже при 300—400° С коагулируют. Твердость понижается. Для сохранения твердости при нагреве (теплостойкости) сталь необходимо легировать такими элементами, карбиды которых образуются и коагулируют при более высоких температурах. Такими элементами являются вольфрам, хром и др. Добавление ванадия повышает износостойкость инструмента, но ухудшает шлифуемость. Кобальт повышает теплостойкость до 650° С и вторичную твердость до HRC 67—70. Наиболее высокую теплостойкость имеют стали Р14Ф4, Р10К5Ф5 и Р8М4К8 (до 640—650°С). По структуре в равновесном состоянии эти стали относятся к ледебуритному классу. Отливки из быстрорежущей стали подвергают ковке, а затем отжигу, нагревая до 860—900° С. После отжига структура быстрорежущей стали состоит из сорбита, куда входят очень мелкие эвтектоидные карбиды, мелких вторичных карбидов, выделившихся при охлаждении из аустенита, и более крупных обособленных первичных карбидов, входящих в состав эвтектики. Суммарное количество карбидов достигает 30—35%· После окончательной термической обработки быстрорежущая сталь приобретает теплостойкость. Чем выше температура закалки, тем большее количество легирующих элементов растворяется в аустените, а следовательно, тем более легированным получается мартенсит, который обладает большей теплостойкостью. При нагреве до 1250—1280° С в аустените стали Р18 содержится около 0, 3% С, ~4% Cr, ~ 1 % V и 7— 8% W. Инструмент из стали Ρ 18 подвергают закалке с 1280° С. Нагрев под закалку до более высоких температур приводит к оплавлению режущих кромок инструмента и появлению карбидной эвтектики. Закалку проводят в масле. Температура закалки из стали Р9 составляет 1240° С, причем в этом случае требуется более точное соблюдение режима. Инструмент под закалку нагревают обычно в соляных ваннах, что улучшает равномерность прогрева и уменьшает возможность обезуглероживания поверхности. Вследствие малой теплопроводности быстрорежущей стали нагрев осуществляется ступенчато: инструмент вначале подогревают в первой ванне до 500— 600° С, а затем переносят в ванну с температурой 800° С и после этого в третьей ванне нагревают до 1280° С. Микроструктура закаленной быстрорежущей стали состоит из мартенсита, остаточного аустенита (до 30%) и большого числа рассеянных зернышек первичных карбидов. Количество остаточного аустенита и положение точек Мни Мк также зависят от температуры закалки. Твердость закаленной быстрорежущей стали достигает HRC 60—62. Остаточный аустенит ухудшает режущие свойства, поэтому закаленный инструмент обязательно подвергают отпуску. Установлено, что при нагреве до температур ниже 560° С никаких существенных изменений не происходит. Если же нагревать при отпуске до 560° С, то при последующем охлаждении часть остаточного аустенита превращается в мартенсит. После трехкратного отпуска при 560 С с выдержкой в течение часа количество остаточного аустенита уменьшается до 2— 3%, твердость увеличивается до HRC 64—65. Углеродистые инструментальные стали Эти стали по ГОСТ 1435 содержат 0, 65— 1, 35% С. Они маркируются У7, У7А... У13, У13А. Буква У обозначает что сталь углеродистая, число показывает содержание углерода в десятых долях процента Углеродистые инструментальные стали обладают высокой твердостью, прочностью, хорошо шлифуются при изготовлении инструмента, дешевы и недефицитны. Стали У7, У7А, У8, У8А, содержащие 0, 7—0, 8% С, применяют для инструментов по дереву и инструментов ударного действия, когда требуется повышенная вязкость, — пуансонов, кернов, зубил, кузнечных штампов и т.д. Стали У9—У13 (У9А—У13А), содержащие 0, 9— 1, 3% С, обладают более высокой твердостью и износостойкостью. Из этих сталей изготавливают сверла, метчики, развертки, фрезы, плашки и др. Из стали У13, имеющей максимальную твердость (HRC 62—64) и износоустойчивость, изготавливают напильники, граверный инструмент и т. п. Для снижения твердости и создания благоприятной структуры все стали до изготовления инструмента подвергают предварительной термической обработке — отжигу. Поскольку наличие сетки вторичного цементита ухудшает качество и срок службы инструмента, заэвтектоидные стали подвергают сфероидизирующему отжигу, нагревая стали У9 и У10 до 740—750° С, а У11 и У12 до 750—780° С. В результате такого отжига пластины ЦII делятся (на этот процесс положительно влияет наличие субграниц и скоплений дислокаций). Регулируя скорость охлаждения можно получать глобули Пи различного размера. Окончательная термическая обработка — закалка и отпуск. Температура закалки доэвтектоидных сталей Ас3 + 30° С, заэвтектоидных сталей Ас1+(40-50°С). Структура закаленной стали — мелкоигольчатый мартенсит или мелкоигольчатый мартенсит с мелкими карбидами. Температуру отпуска выбирают в зависимости от твердости, необходимой для данного вида инструмента. Для инструментов ударного действия (У7, У8), когда требуется повышенная вязкость, применяют отпуск при температурах 280—300° С (HRC 56—58). Для напильников, метчиков, плашек и т.п. (стали У10—У13) производят низкотемпературный отпуск при 150—200° С, что обеспечивает инструменту максимальную твердость (HRC 62—64). Основные недостатки углеродистых сталей — их небольшая прокаливаемость, примерно до 5—10 мм, и низкая теплостойкость. При нагреве выше 200° С их твердость резко снижается. Инструменты из этих сталей могут работать лишь при небольших скоростях резания. Инструментальные, легированные, качественные стали: для режущих, мерительных, штамповых инструментов.
СТАЛИ ДЛЯ ИЗМЕРИТЕЛЬНЫХ ИНСТРУМЕНТОВ Измерительные инструменты должны сохранять свою форму и размеры в течение продолжительного времени. Поэтому их следует изготавливать из сталей, имеющих высокую твердость и износостойкость (после соответствующей термической обработки). В этих сталях с течением времени не должны совершаться структурные превращения, вызывающие изменение размеров инструмента. Такие стали должны иметь минимальный коэффициент линейного расширения. С учетом этих требований выбирают соответствующие стали и назначают определенный режим термической обработки. Хорошее сопротивление износу обеспечивается высокой твердостью поверхности (HRC 62— 65). Малым коэффициентом теплового расширения обладают стали с мартенситной структурой. Для измерительных инструментов чаще всего используют высокоуглеродистые стали У8—У12, Χ, Х9, ХГ, Х12Ф1, цементуемые (сталь 15, сталь 20) и азотируемые (38ХМЮА). Структура высокоуглеродистых сталей после обычной термической обработки не является стабильной и всегда содержит какое-то количество остаточного аустенита. Тетрагональность мартенсита со временем уменьшается. Поэтому после закалки применяют стабилизирующий низкотемпературный отпуск — старение (нагрев до 120—170° С с выдержкой 10—30 ч). Иногда после закалки инструмент подвергают обработке холодом, а затем отпуску — старению. ШТАМПОВЫЕ СТАЛИ Инструмент, применяемый, для обработки металлов давлением (штампы, пуансоны, матрицы, валики и т.д.), изготавливают из штамповых сталей. Так как металлы можно подвергать деформации в холодном, а также в горячем состояниях (до 900—1200°С), то различают стали для штампов холодного деформирования и стали для штампов горячего деформирования. Химический состав, механические свойства и назначение штамповых сталей приведены в ГОСТ 5950-73 Испытание на твердось по Бринеллю и Роквеллу. Твердость по Бринеллю Испытание на твердость по Бринелю проводится путем вдавливания стального закаленного шарика диаметром 10 мм, 5 мм или 2, 5 мм под действием нагрузки, величина которой определяется толщиной образца и уровнем измеряемой твердость. После снятия нагрузки на поверхности остается отпечаток, который измеряют с использованием особой лупы с делениями. Твердость определяется по формуле:
где Р– усилие, действующее на шарик, кг; S– площадь поверхности отпечатка, мм²; D– диаметр шарика, мм; d– диаметра отпечатка, мм; НВ– твердость по Бринеллю. Образец для испытания на твердость должен быть плоскопараллельным, очищенным от окалины и других загрязнений. С целью повышения точности измерений количество отпечатков должно быть не менее 2, каждый отпечаток промеряется в двух перпендикулярных направлениях, и результат определяется как среднеарифметический. При этом расстояние от края образца до центра отпечатка должно быть не менее 2, 5d, а расстояние между отпечатками> 4d. Диаметры отпечатков должны находиться в пределах 0, 2D< d< 0, 6D. Число твердости при стандартных условиях (шарик 10 мм, нагрузка 3000 кг, выдержка под нагрузкой 10 с) пишут так: НВ400 (твердость 400 единиц по Бринеллю). Если условия испытания другие, то обозначение твердости дополняется этими условиями. Например, НВ5/250/30-200 означает: число твердости 200 при испытании шариком 5 мм под нагрузкой 250 кг в течение 30 с. Твердость испытываемых методом Бринелля материалов не должна превышать НВ450 во избежание деформирования стального шарика и искажения результатов испытания. Такими материалами являются цветные металлы и сплавы, а также сырые незакаленные стали и чугуны. Твердость по Роквеллу. Если использование метода Бринелля ограничено средней твердостью (до 450 НВ), то метод Роквелла позволяет измерить твердость до 1000 НВ, что намного расширяет круг испытуемых материалов и делает этот метод более универсальным. Мягкие материалы испытываются стальным шариком D= 1, 58 мм, твердые – алмазным конусом с углом 120°. Для этого предусмотрены разные нагрузки: шарик нагружается средней нагрузкой – 100 кг, а конус – двумя нагрузками 150 и 60 кг. Большая нагрузка предусмотрена для измерения твердых и относительно прочных материалов, таких как закаленные стали. Твердые и хрупкие материалы, например, твердые сплавы, испытываются при малой нагрузке. В соответствии с этими нагрузками прибор имеет три шкалы измерения: А, B, C. В отличие от метода Бринелля твердость по Роквеллу измеряется не в кг/мм2, а в условных единицах, соответствующих разности между глубиной отпечатка от предварительной нагрузки – 10 кг и окончательной нагрузки. За единицу измерения принята величина, отвечающая осевому перемещению шарика или конуса на глубину 0, 002 мм. Это перемещение измеряется автоматически на приборе, и стрелка индикатора сразу показывает отсчет твердости по соответствующей шкале. Запись чисел твердости производится с обозначением шкалы, например, НRС60, НRВ90, НRА70. Твердость по Роквеллу – безразмерная величина. При необходимости твердость по Роквеллу может быть переведена на твердость по Бринеллю с использованием соответствующих переводных таблиц. Метод Роквелла вследствие относительной простоты и высокой скорости, широкого диапазона материалов по твердости, высокой точности и небольшого отпечатка на испытуемом материале получил широкое применение. Рекомендуемые условия испытания приведены в таблице 4.2. Расстояние между центрами отпечатков либо до края образца не должно быть меньше 3 мм.
Испытания на твердость. Простейшим механическим свойством является твердость. Методы определения твердости в зависимости от скорости приложения нагрузки делятся на статические и динамические, а по способу ее приложения - на методы вдавливания и царапания. Методы определения твердости по Бринеллю, Роквеллу, Виккерсу относятся к статическим методам испытания. Твердость - это способность материала сопротивляться вдавливанию в него более твердого тела (индентора) под действием внешних сил. При испытании на твердость в поверхность материалов вдавливают пирамиду, конус или шарик (индентор), в связи с чем различают методы испытаний, соответственно, по Виккерсу, Роквеллу и Бринеллю. Кроме того, существуют менее распространенные методы испытания твердости: метод упругого отскока (по Шору), метод сравнительной твердости (Польди) и некоторые другие. При испытании материалов на твердость не изготавливают стандартных специальных образцов, однако к размерам и поверхности образцов и изделий предъявляются определенные требования.
Исходные материалы для производства чугуна. Продукты доменного производства. Исходные материалы для выплавки чугуна Исходным сырьем для производства чугуна являются железные руды, топливо и флюсы. Агрегатом для выплавки чугуна служит доменная печь. Рассчитанное в определенном соотношении количество загружаемых в доменную печь исходных материалов называется шихтой. Железной рудой является горная порода, содержащая те или иные соединения железа, а также примеси соединений других элементов, являющихся пустой породой. В настоящее время для получения чугуна употребляют следующие руды. Магнитный железняк (Fе3О4) — минерал черного цвета, обладает магнитными свойствами; содержание в нем железа доходит до 72%, Бурый железняк (2Fе2О3ЗН2О) — минерал желто-бурого цвета; содержание железа колеблется от 35% до.50%. Красный железняк (Fе2О3) — минерал красного цвета, содержит до 60% железа. Шпатовый железняк (FеСО3) — минерал серого цвета, содержит 30—42% железа. Топливо, употребляемое для доменного процесса, должно иметь высокую теплотворную способность и малую зольность, обладать пористостью, прочностью при высоких температурах, а также содержать как можно меньше серы, которая частично переходит из топлива в чугун и ухудшает его свойства. В качестве топлива при доменном производстве используется каменноугольный кокс. Для интенсификации выплавки чугуна применяют природный газ и кислород. Для отделения пустой породы и золы в доменную печь вводят вещества, называемые флюсами; эти вещества при сплавлении с пустой породой и золой топлива образуют легкоплавкие химические соединения, образующие шлак. Для выплавки чугуна руду подвергают предварительной подготовке — обогащению. Качество подготовки руды оказывает большое влияние на ход плавки, расход топлива и качество получаемого чугуна. Подготовка руды включает операции дробления, сортировки, обогащения и, если необходимо, обжига. Дробление — измельчение крупных кусков руды — производится специальными машинами — дробилками, при этом получают куски размером 20—100 мм. Мелочь отсеивается и идет на агломерацию (спекание). Магнитное обогащение основано на действии магнитного поля на составляющие руды, обладающие магнитными свойствами. Оно осуществляется в агрегатах, называемых магнитными сепараторами. Агломерация производится с целью использования мелкой порошкообразной руды и колошниковой пыли; для спекания эти вещества смешивают с измельченным коксом. Спекание осуществляют на специальных агломерационных ленточных машинах, где топливо, сгорая, образует пористые спеченные куски, называемые агломератом. Прогрессивным способом обогащения руд является более эффективный процесс подготовки руды — окомкование. Сущность процесса состоит в окатывании измельченных частиц шихты и последующем обжиге окатышей. Образование шейки при испытании на растяжение При упругой деформации наблюдается небольшое увеличение объема материала за счет того, что расстояние между атомами, из которых состоит твердое тело, удлиняется при растяжении. Однако при пластической деформации таких изменений объема не наблюдается. При такой деформации увеличение длины материала может привести к уменьшению площади его поперечного сечения. Это в свою очередь приведет к возникновению локализованной области материала, которая представлена на Рис. Эта область уменьшения поперечного сечения образца называется шейкой. Часто такое явление наблюдается при растяжении материалов с повышенной вязкостью (пластичных материалов).
Результаты испытаний на растяжение могут быть очень полезными при создании новых конструкций, поскольку для того, чтобы предсказать поведение конструкции, находящейся под нагрузкой, необходимо знание параметров упругой деформации материала. Максимальное напряжение, которое может безопасно выдержать материал, определяется пределом текучести. Следовательно, от предела текучести зависит максимальная нагрузка, которой этот материал способен противостоять, хотя благоразумнее было бы включить в расчеты некоторый коэффициент запаса прочности. Жесткость материала можно рассчитать по модулю упругости. Например, сочетание этих двух свойств (предела текучести и жесткости) позволит легко определить упругость или пружинистость металлической проволоки. Если в технологический процесс изготовления продукции включены такие операции, как прокатка, протяжка проволоки или прессование, необходимо знать величину пластической деформации, которую материал сможет выдержать без разрушения. Если материал обладает высокой пластичностью, то ему можно придавать нужную форму, однако если пластичность материала невысока, то создание формы путем воздействия нагрузки будет невозможным.
Микроскопический анализ Микроскопический анализ металлов заключается в исследовании их структуры с помощью оптического микроскопа (использующего обычное белое или ультрафиолетовое излучение) и электронного микроскопа. При использовании оптического микроскопа структуру металла можно изучать при общем увеличении от нескольких десятков до 2 000–3 000 раз. Микроанализ позволяет характеризовать размеры и расположение различных фаз, присутствующих в сплавах, если размеры частиц этих фаз не менее 0, 2 мкм. Многие фазы в металлических сплавах имеют размеры 10–4–10–2 см и поэтому могут быть различимы в микроскопе. При микроанализе однофазных сплавов (обычно твердых растворов) и чистых металлов можно определять величину зерен и отметить существование дендритного строения. Определение размеров зерен проводится либо методами количественной металлографии, либо путем сопоставления структуры с заранее составленными шкалами. Дендритное строение связано с определенной химической неоднородностью, выявляемой при травлении образца, подлежащего микроанализу. Если однофазные сплавы состоят из вполне однородных по составу зерен, то это указывает на достижение равновесного состояния. В многофазных сплавах с помощью микроанализа можно определить не только количество, форму и размеры включений отдельных фаз, но и их взаимное распределение. Разные фазы могут образовывать устойчивые формы взаимного распределения, характерные не для одного какого-либо сплава, а для целых групп сплавов, имеющих общие типы превращений, описываемых диаграммой состояния (например, эвтектические и эвтектоидные превращения). Количество эвтектической или эвтектоидной структуры, а также строение и характер распределения этих структур оказывают большое влияние на свойства сплавов. В частности, свойства стали весьма сильно зависят от количества эвтектоида (перлита) и его строения. Форма перлита в зависимости от характера термической обработки может быть различной — от грубопластинчатой до мелкозернистой. Другие сочетания фаз могут зависеть от условий термической и горячей механической обработки; фазы могут быть в виде отдельных включений округлой, пластинчатой или игольчатой формы, а также в виде строк и сетки. Например хорошо известно, что равномерное распределение карбидов в структуре заэвтектоидной стали обеспечивает высокие механические свойства инструмента, тогда как наличие сетчатого распределения цементита по границам зерен (цементитная сетка) вызывает хрупкость. Пользуясь методами микроанализа, можно также оценить свойства ряда многофазных сплавов и, в частности, чугуна, для которого имеются специальные шкалы, классифицирующие по форме и количеству графит и фосфидную эвтектику. По площади, занимаемой каждой фазой или структурной составляющей в поле зрения микроскопа, можно в ряде случаев определить количество присутствующих фаз, если известна их плотность. Кроме того, если известен состав каждой из фаз, можно приблизительно определить и состав изучаемого сплава. Такие расчеты только в том случае будут достаточно точными, если присутствующие фазы не слишком дисперсны и находятся в значительном количестве. С помощью микроанализа можно определить структуру сплава не только в равновесном, но и в неравновесном состоянии, что в ряде случаев позволяет установить предшествующую обработку сплава. Изменение структуры от поверхностного слоя к середине изделий указывает на характер нагрева (наличие окисления или обезуглероживания стали) или на применение химико-термической обработки (цементации, азотирования и т. д.). БЫСТРОРЕЖУЩИЕ, ИНСТРУМЕНТАЛЬНЫЕ СТАЛИ, ТВЕРДЫЕ СПЛАВЫ. БЫСТРОРЕЖУЩИЕ СТАЛИ Быстрорежущие стали получили такое название за свои свойства. Вследствие высокой теплостойкости (550—650° С) инструменты могут работать со скоростями резания, в три-четыре раза большими, чем инструменты из углеродистых и легированных сталей. Быстрорежущие стали (ГОСТ 19265—73) содержат 0, 7—1, 5% С, до 18% W, являющегося основным легирующим элементом, до 4, 5% Сr, до 5% Мо, до 10% Со. В обозначении марок стоит буква Ρ от слова «рапид» — скорость, цифры за этой буквой показывают среднее содержание вольфрама (Р18, Р9 и т.д.). Высокая теплостойкость быстрорежущей стали объясняется следующими ее особенностями. При нагреве углеродистой закаленной стали происходит выделение из мартенсита дисперсных частиц карбидов (FeхC), которые уже при 300—400° С коагулируют. Твердость понижается. Для сохранения твердости при нагреве (теплостойкости) сталь необходимо легировать такими элементами, карбиды которых образуются и коагулируют при более высоких температурах. Такими элементами являются вольфрам, хром и др. Добавление ванадия повышает износостойкость инструмента, но ухудшает шлифуемость. Кобальт повышает теплостойкость до 650° С и вторичную твердость до HRC 67—70. Наиболее высокую теплостойкость имеют стали Р14Ф4, Р10К5Ф5 и Р8М4К8 (до 640—650°С). По структуре в равновесном состоянии эти стали относятся к ледебуритному классу. Отливки из быстрорежущей стали подвергают ковке, а затем отжигу, нагревая до 860—900° С. После отжига структура быстрорежущей стали состоит из сорбита, куда входят очень мелкие эвтектоидные карбиды, мелких вторичных карбидов, выделившихся при охлаждении из аустенита, и более крупных обособленных первичных карбидов, входящих в состав эвтектики. Суммарное количество карбидов достигает 30—35%· После окончательной термической обработки быстрорежущая сталь приобретает теплостойкость. Чем выше температура закалки, тем большее количество легирующих элементов растворяется в аустените, а следовательно, тем более легированным получается мартенсит, который обладает большей теплостойкостью. При нагреве до 1250—1280° С в аустените стали Р18 содержится около 0, 3% С, ~4% Cr, ~ 1 % V и 7— 8% W. Инструмент из стали Ρ 18 подвергают закалке с 1280° С. Нагрев под закалку до более высоких температур приводит к оплавлению режущих кромок инструмента и появлению карбидной эвтектики. Закалку проводят в масле. Температура закалки из стали Р9 составляет 1240° С, причем в этом случае требуется более точное соблюдение режима. Инструмент под закалку нагревают обычно в соляных ваннах, что улучшает равномерность прогрева и уменьшает возможность обезуглероживания поверхности. Вследствие малой теплопроводности быстрорежущей стали нагрев осуществляется ступенчато: инструмент вначале подогревают в первой ванне до 500— 600° С, а затем переносят в ванну с температурой 800° С и после этого в третьей ванне нагревают до 1280° С. Микроструктура закаленной быстрорежущей стали состоит из мартенсита, остаточного аустенита (до 30%) и большого числа рассеянных зернышек первичных карбидов. Количество остаточного аустенита и положение точек Мни Мк также зависят от температуры закалки. Твердость закаленной быстрорежущей стали достигает HRC 60—62. Остаточный аустенит ухудшает режущие свойства, поэтому закаленный инструмент обязательно подвергают отпуску. Установлено, что при нагреве до температур ниже 560° С никаких существенных изменений не происходит. Если же нагревать при отпуске до 560° С, то при последующем охлаждении часть остаточного аустенита превращается в мартенсит. После трехкратного отпуска при 560 С с выдержкой в течение часа количество остаточного аустенита уменьшается до 2— 3%, твердость увеличивается до HRC 64—65. Популярное:
|
Последнее изменение этой страницы: 2016-03-17; Просмотров: 3084; Нарушение авторского права страницы

 ,
, 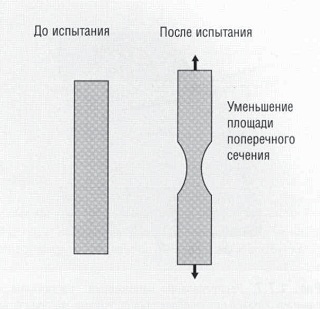 Образование «шейки» при растяжении пластичного материала
Образование «шейки» при растяжении пластичного материала