|
Архитектура Аудит Военная наука Иностранные языки Медицина Металлургия Метрология Образование Политология Производство Психология Стандартизация Технологии |
|
|
Архитектура Аудит Военная наука Иностранные языки Медицина Металлургия Метрология Образование Политология Производство Психология Стандартизация Технологии |
Дополнительная обработка заготовок.
К дополнительным операциям обработки заготовок относится обжиг в защитной среде с целью достижения необходимой структуры, химического состава, а также понижение твердости, что облегчает последующую механическую обработку. Углераживание проводят для повышения износостойкости поверхности изделий. Хромирование, никелирование, фосфатирование защищают изделие от коррозии в качестве окончательной обработки изделий используют механическую обработку. Ее ведут методами точения, сверления, полирования с целью доведения заготовок до чертежных размеров. Области применения изделий из порошковых материалов. Методом порошковой металлургии получают антифрикционные материалы – материалы, которые работают в парах трения. Чаще это пористое железо, железо-графит, железо-графит с медью. Они работают в паре с медью или латунью в конструкциях тормозных устройств применяют фрикционные материалы. Основу этих материалов составляет медь и ее сплавы в паре с чугуном и сталью. Фильтры различного назначения. Они отличаются высокой проницаемостью, прочностью, нечувствительны к перепадам температур, отличаются экономичностью изготовления. На их изготовление идут пористые бронзы, нержавеющие стали, никель и его сплавы, серебро и другие коррозионно-стойкие материалы. Особо следует отметить электротехнические порошковые материалы. Помимо магнитных материалов следует отметить электроконтактные материалы. Их изготавливают либо по обычной технологии: формование-спекание, либо пропиткой спеченного пористого каркаса из тугоплавкого материала более легкоплавким материалом, например, вольфрамовый каркас пропитывают никелем, медью или серебром. Высоконагруженные контакты изготавливают из вольфрама, никеля, меди, … … Для скользящих контактов используют серебро с графитом, серебро с палладием, вольфрам с палладием. Литейное производство. Определение и общая характеристика. Сущность литейного производства состоит в получении заготовок или деталей путем заливки расплавленного металла, заданного химического состава в литейные формы, полость которых имеет конфигурацию заготовки или готовой детали. Заготовки, полученные литьем называются отливками. Литьем получают отливки от нескольких килограмм до нескольких сотен тонн. Важной задачей литейного производства является получение отливок по форме и размерам, приближающихся к готовой детали, что существенно сокращает обработку резанием. Свойства литейных сплавов. Литейные сплавы получают из двух или более металлов или неметаллов. Чтобы определить возможность использования сплавов в литейном производстве выявляют их литейные свойства:
Более жидкотекучи сплавы эвтектического состава.
Изменение объема сплава характеризуется следующими факторами: наружная усадка – изменение объема и наружных размеров; усадочная раковина – образование полости в отливке в результате нескомпенсированных напряжений в металле.
Трещины – горячие и холодные. Горячие образуются в процессе остывания сплава. Холодные образуются за счет высоких внутренних напряжений в остывшем металле отливки.
Причиной ликвации может служить не одновременность остывания сплава по сечению. Технология формовки отливок в песчано-глинистых формах. Сущность литья в песчаные формы заключается в получении отливок из расплавленного металла, который затвердевает в формах, изготовленных из формовочных смесей. Формовочные смеси изготавливают из кварцевого песка различной зернистости и связующего – глины. Прочность этих смесей невелика, поэтому литейные формы изготавливают толстостенными с учетом больших давлений жидкого металла. На стенки формы для улучшения механических и технологических свойств в формовочные смеси добавляют вспомогательные материалы, связующие смолы и жидкое стекло. Противопригарные камневидный … Вспомогательные формовочные составы: замазки, клеи, краски. По характеру использования формовочные смеси разделяют на следующие: Облицовочная смесь используется для образования рабочей поверхности формы толщиной 15-30 мм, которая подвергается жесткому воздействию расплава при заливке. Для ее получения берут большое количество свежих материалов: песка и глины. Остальной объем формы изготавливают из наполнительной смеси, менее качественной, состоящей из оборотной смеси (б/у). … … смеси применяются одновременно в качестве облицовочной и наполнительной. В ней около 20 % свежих формовочных материалов. … Стержневые смеси подвергаются большим термическим и механическим воздействиям. Стержень со всех сторон окружен расплавленным металлом, так как служит для образования полости в материале. Для стержней применяют свежие кварцевый песок и глину, чтобы он не пригорал к расплаву добавляют уголь, мазут, графит. Стержни изготавливают в специальных стержневых ящиках. Модельный комплект и элементы летниковой системы. Для изготовления формы необходимо иметь модельный комплект. Модельный комплект – приспособления, которые включают модели летниковой системы, подмодельные плиты, различные шаблоны, а также опоки. Летниковая модель – копия отливки Модель имеет знаки … … Скругление углов в модели называют галтелями. Модели могут быть цельными и разъемными. Их изготавливают из дерева, алюминия и его сплавов, чугуна, пластмассы и т.д. Модельные плиты формируют разъем… Опоки – прочные металлические рамы. Их изготавливают из чугуна, стали, алюминиевых сплавов. Литейную форму заливают через летниковую систему. Моделями летниковой системы являются летниковая чаша. Служит для приема металла и придачи ему формы. Формовка в парных опоках. Формовка – технологические операции, с помощью которых изготавливают литейные формы. При формовке в парных опоках может быть … … I. Изготовление нижней полуформы. 1) Устанавливают половину модели и опоку на плиту
Засыпают модель облицовочной смесью толщиной 15-30 мм, затем наполнительной смесью тщательно уплотняют. II. Изготовление верхней полуформы. 1) Опоку поворачивают на 180˚
Засыпают … Извлекают модели летниковой системы Устанавливают стержень.
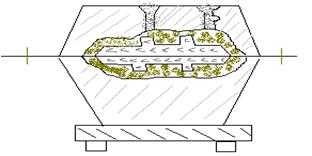
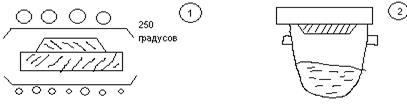
Специальные виды литья Для приготовления отливок в песчано-глинистых формах … … Для того, чтобы избежать этих недостатков … Литье в оболочковые формы Сущность метода заключается в том, что литейная форма изготавливается в виде оболочки. Для этого используются в качестве формовочных смесей фенольные термореактивные смолы в количестве 4-6% с мелким кварцевым песком, который они цементируют. Технология изготовления оболочковой формы.
Модельную плиту с моделью нагревают в электрической печи до температур 200-250 ˚ С (1). Затем закрепляют на бункере моделью вниз (2). Бункер переворачивают на 180˚ и формовочная смесь падает на модельную плиту и модель (3). При выдержке 20-30 секунд смола плавится и обволакивает мелкие частицы песка. Образуется оболочка толщиной 6-8 мм. Бункер возвращают в исходное положение (4) и снимают модель и подмодельную плиту, отправляют их в печь с температурой 300-350 ˚ С. Здесь смола полимеризуется, необратимо твердеет и образует твердую прочную оболочковую полу-форму (5). При помощи специальных превращений оболочку снимают с модели. Аналогично изготавливают вторую полу-форму. В одной из полу-форм при необходимости устанавливают стержни, … скрепляют механически или склеивают. Собранную форму помещают в опоку с песком и заливают сплавом. К моменту полной кристаллизации отливки смола выгорает, форма и стержни разупрочняются и легко разрушаются, освобождая отливку. Получают детали тракторов, автомобилей, сельхоз и … … массой от 5 до 150 кг. Популярное:
|
Последнее изменение этой страницы: 2016-03-22; Просмотров: 1177; Нарушение авторского права страницы