|
Архитектура Аудит Военная наука Иностранные языки Медицина Металлургия Метрология Образование Политология Производство Психология Стандартизация Технологии |
|
|
Архитектура Аудит Военная наука Иностранные языки Медицина Металлургия Метрология Образование Политология Производство Психология Стандартизация Технологии |
ТЕХНОЛОГИЧЕСКИЕ ПРОЦЕССЫ В МАШИНОСТРОЕНИИСтр 1 из 16Следующая ⇒
ВВЕДЕНИЕ Цель и задачи дисциплины, ее место в учебном процессе. Дисциплина «Основы конструирования технологического оснащения» ставит целью изложение современного опыта проектирования и конструирования технологического оснащения, выбора машин и оборудования машиностроительного производства. Основные направления развития машиностроения предусматривают дальнейшее повышение его эффективности, интенсификации, уменьшение сроков создания, освоение и производства новой прогрессивной техники. Организационно-методологической основой выполнения поставленной задачи является конструирование машиностроительных изделий с учетом требований технологичности конструкции. Существует несколько направлений современного проектирования и изготовления машиностроительных изделий, которые непосредственно или косвенно способствуют повышению технологичности конструкций в соответствии с требованиями современного производства. К ним относятся: 1. непрерывно возрастающий объем агрегатного монтажа сборочных единиц, механизмов и оборудования, развитие системы модульного проектирования на базе типизации, унификации и стандартизации; 2. широкое использование ЭВМ, обеспечивающее более высокий уровень анализа конструктивных решений в различных вариантах использования; 3. организация широкого обмена опытом в области создания технологичных конструкций между разными отраслями машиностроения. Наиболее благоприятны условия для создания технологичной конструкции в тех случаях, когда конструкторский отдел разрабатывает свою техническую идею на основе требований технологии производства, эксплуатации и ремонта.
Процедурная модель проектирования
Главные направления развития технических средств и технологий устанавливается прогнозированием. Прогнозирование – исследовательский процесс, в результате которого получают вероятностные данные о будущем состоянии прогнозируемого объекта. С помощью прогнозов определяется предполагаемый ход развития важных процессов в экономике, науке и технике. В основе прогнозирования лежит предположение, что процессы, события, тенденции, имевшие место в прошлом, действующие в настоящем, будут продолжаться и в будущем. Подобное предположение основано на том, что процессы, действующие в природе, науке и технике, в основном непрерывные и им свойственна некоторая инерционность развития. Прогнозная тенденция – качественная характеристика развития объекта прогнозирования в прошлом ( ретроспективная информация) которая используется для опорных точек построения графика тенденций развития полученный график развития прогнозной тенденции во времени подлежит анализу и математической обработке, выявляется математическая функция и проводится математическая экстраполяция, дающая возможные значения прогнозной тенденции в будущем. Развитие техники и технологии связано с преемственностью и последовательностью научных разработок. Тщательное прогнозирование развития науки и правильное планирование научных разработок являются ключом НТП. Техника, развиваясь непрерывно в течение некоторого времени, имеет в целом скачкообразное развитие. В основе скачка лежат открытия или крупные изобретения, коренным образом меняющие существующие принципы в технике и технологии. Они вызывают лавину новых изобретений, совершенствующих новый принцип. Новые открытия и изобретения продвигают НТП не только в той области, к которой сами относятся, но и в смежных отраслях. Технология, основанная на данном открытии или изобретении, имеет все предпосылки для бурного, длительного и эффективного использования и развития. Возникновение новых технологий требует разработки новых средств материального производства и новых конструкторских решений. Любая технология проходит 3 периода развития.
Сначала технология новая, перспективная и объёмное внедрение постоянно растет(интервал (τ 1 - τ 2)). В конце этого периода развитие стабилизируется, технология подходит к технической и экономической насыщенности (τ 2 - τ 3). В этом периоде каждое совершенствование связано со всевозрастающими затратами, при одновременном снижении эффективности. Наступает момент τ 3, при котором дальнейшее техническое развитие не целесообразно, технология становится бесперспективной. Моральное устаревание технологии I дает толчок изобретению принципиально новой технологии II, по происшествию аналогичного цикла развития которой можно установить пути развития III технологии. Закономерности циклического развития и смены технологий позволяет установить пути развития и прогнозировать появление новой технологии Ш, которая заменит старые. Рабочий принцип и структура новой III технологии до ее появления не известны широкому кругу специалистов, но некоторую информацию можно найти в технологических и патентных источников (например, лампы освещения). Процесс проектирования новой техники во многих отношениях подобен процессу прогнозирования. И в том и в другом случае изучается имеющаяся информация, отражающая всю предыдущую историю проблемы. Результатами разработок являются объекты фантазии человека. Повышению эффективности проектных решений могут служить использование некоторых принципов применяемых при прогнозировании:
В ретроспективную информацию, используемую при определении параметров новых изделий, могут входить: стандарты, промышленные каталоги, статические отчеты, справочники и др.. Особое место занимает патентная информация, обладающая рядом свойств: · новизна – одна из наиболее отличительных свойств; · достоверность информации; · значимость патента относительно информации. Патентная информация позволяет выявить также, над какими вопросами и направлениями работают специалисты ведущих организаций и стран. Это способствует введению новых разработок на высоком техническом уровне.
ТЕХНИЧЕСКАЯ ПОДГОТОВКА ПРОИЗВОДСТВА Понятие о технической подготовке производства
Создание новой техники – путь долгий и трудоемкий, не одна идея сразу не находит применения, т.к. это вызвано сложностью структуры новой техники и ее действия. Создание новой техники требует комплексного подхода в технической подготовке производства, которая состоит из трех видов: 1. организационная подготовка 2. конструкторская подготовка (ЕСКД) 3. техническая подготовка (ЕСТПП) Организационная подготовка определяет собой совокупность работ по организации научных исследований, научного прогнозирования, патентных исследований, технико-экономических исследований, оценки технических возможностей предприятия и отрасли, учету конъектуры рынка как внутри страны, так и за рубежом. Учитываются также потребности капиталовложений и сроки их окупаемости, возможность выделения этих средств на разработку и освоение новых изделий. Кроме того определяются предприятия смежники, прорабатываются вопросы материально-технического снабжения и кадрового обеспечения, прорабатываются вопросы организации эксплуатации, техобслуживания, и ремонта разрабатываемых изделий и многое другое.
Анализ понятий конструирования и проектирования Разработка новых изделий осуществляется инженерно-техническим персоналом, путем проектирования и конструирования, которые являются процессами взаимосвязанными и дополняющими друг друга. Конструктивная форма объекта уточняется методом проектирования – произведением расчета параметров, прочностных расчетов оптимизации и другими проекционными вопросами. В свою очередь проектирование возможно только предварительно принятых вариантов конструкций. Часто эти два понятия не различают, поскольку они выполняются специалистами одной профессии – инженерами-конструкторами, однако проектирование и конструирование – процессы разные. Проектирование предшествует конструкции и представляет собой поиск научно обоснованных технически осуществимых и экономически целесообразных инженерных решений. Результатом проектирования является проект разрабатываемого объекта. Проектирование – выбор некоторого способа действия, в частном случае – это создание системы как логической основы действия, способной решать при определенных условиях и ограничениях поставленную задачу. Проект анализируется, обсуждается, корректируется и принимается как основа дальнейшей разработки. Конструирование – это создание конкретной однозначной конструкции изделия. Конструкция – это устройство, взаимное расположение частей и элементов какого-либо предмета, машины, прибора, определяющиеся его назначением. Конструкция предусматривает способ соединения, взаимодействия частей, а также материал, из которого отдельные части (элементы, детали) должны быть изготовлены. В процессе конструирования создаются изображения и виды изделий, рассматривается комплекс размеров с допустимыми отклонениями. Выбирается соответствующий материал, устанавливается требования к шероховатости поверхностей, технические требования изделия и его частям, создается техническая документация. Конструирование опирается на результаты проектирования и уточняет все инженерные решения, принятые при проектировании. Создаваемая в процессе конструирования техническая документация должна обеспечить перенос всей конструкторской информации на изготавливаемые изделия и его рациональную эксплуатацию. Проектирование и конструирование – это виды умственной деятельности, когда в уме разработчика создается конкретный мысленный образ, который подвергается мысленным экспериментам, включающих перестановку и вариацию составных частей, их геометрию и параметры, способы смещения и размещения. Одновременно оценивается эффект внесенных изменений. Разработка, составными частями которой являются проектирование и конструирование, этот термин широко применяется в технической литературе, включает ведение НИР, проектно-конструкторских работ, разработку технологии изготовления, материально техническое обеспечение и организация производства.
Цели, задачи разработки Целью разработки нового изделия является удовлетворение общественных потребностей. Каждая разрабатываемая конструкция или изделие должно удовлетворять трем основным требованиям: 1. техническим 2. социальным 3. экономическим Эти требования часто носят противоречивый характер, и задача разработчика заключается в том, чтобы из множества возможных решений выбрать одно, наиболее полно отвечающее всему комплексу требований в целом. В техническом отношении разработка (изделие) должна быть на уровне современных достижений науки и техники, обеспечивать возможность правильно решать определенные технологические и производственные задачи, выполнять соответствующие функции, производить работу (продукцию) необходимого качества и иметь соответствующие параметры (мощность, производительность, скорость и т.д.) Наряду с определенным уровнем технического совершенства изделие должно отвечать современным социальным требованиям, обеспечивать улучшение условий и облегчения труда обслуживающего персонала, быть безопасным в эксплуатации и не загрязнять окружающую среду. Для облегчения труда предпочтительна механизация и автоматизация работы самого изделия, и производственного процесса, выполняемого с его участием ( для обеспечения удобства управления, наладки, регулирования рабочих процессов и т.п.) Одно из центральных мест принадлежит экономическим требованиям. Разработка (изделие) должна быть не только конструктивно и технологически возможна, но и экономически целесообразна. Разрабатывать с учетом экономических требований значит не только уменьшить стоимость изготовления изделий, избегать сложных и дорогих решений, применять простые и дешевые способы обработки, но главное значение имеет то, что экономический эффект определяется полезной отдачей изделия и суммой эксплуатационных расходов за весь период работы изделия. Стоимость изделия является не всегда главной, а иногда и очень не значительной составляющей этой суммы. Частая экономия, достигаемая без учета всего комплекса стоимостных показателей, не редко ведет к снижению суммарной эффективности изделия.
Стадии разработки нового изделия Требования к проектируемому (разрабатываемому) конструкции необходимо взаимосвязывать со стадиями разработки конструкторской документации и этапами производственного процесса изготовления. В процессе изготовления и внедрения новых изделий (новой техники) всех отраслей машиностроения выделяют основные этапы: 1) научно-исследовательские работы (НИР); 2) опытно-конструкторские работы (ОКР); 3) опытно-технологические работы (ОТР); 4) освоение серийного производства.
1 - НИР; 2 - разработка ТЗ; 3 - разработка технического предложения, эскизного и технического проекта; 4 - разработка технической документации на опытный образец; 5 - разработка предварительного технологического проекта; 6 - разработка технологии изготовления опытного образца; 7 - разработка и создание технологической оснастки для изготовления опытного образца; 8 - изготовление и испытание опытного образца; 9 - разработка конструкторской документации па серию; 10 - разработка технологической документации на серию; 11 - разработка и изготовление технологической оснастки на серию; 12 - изготовление установочной партии, начало серийного производства.
В результате НИР (ГОСТ 15.101-80) выбирают оптимальные технические решения для нового изделия с учетом технологии его изготовления; иногда при этом требуется разработка новых материалов, комплектующих изделий и новых технологических процессов. Исходным документом для проведения ОКР является ТЗ - техническое задание.Общий порядок разработки, согласования и утверждения технических заданий, проведения экспертизы технической документации, испытаний опытных образцов (опытных партий), выдачи разрешений для постановки на производство новых и модернизированных изделий, а также проведения контрольных испытаний изделий серийного и массового производства установлены ГОСТ 15.000-82 и ГОСТ 15.001-73. В результате ОКР должна быть разработана конструкторская документация. Конструкторская документация- это графические и текстовые документы, которые в отдельности или в совокупности определяют состав и устройство изделия и содержат необходимые данные для его разработки или изготовления, контроля, приемки, эксплуатации и ремонта. Виды и комплектность конструкторских документов, разрабатываемых на изделия всех отраслей машиностроения, установлены ГОСТ 2.102-68, стадии разработки ГОСТ 2.103-68, обозначение изделий и конструкторских документов – ГОСТ 2.201-80. Обязательность выполнения стадий и этапов разработки конструкторской документации устанавливается техническим заданием на разработку. Проектная конструкторская документация (техническое предложение, эскизный и технический проекты) содержат данные, необходимые для разработки изделия, рабочая конструкторская документация - данные, необходимые для его изготовления. Технологическую подготовку производства начинают на стадии ОКР. Параллельно с разработкой проектно-конструкторской документации (КД) разрабатывают предварительный проект технологической документации (ТД), включающий основные технологические решения и новые технологические процессы, которые будут приняты при производстве нового изделия. При разработке КД на опытные образцы одновременно разрабатывают технологию и технологическую оснастку для их изготовления. Такая параллельная работа конструкторов и технологов на стадии ОКР ускоряет процесс освоения нового изделия. При этом требуется четкая координация всего комплекса работ по технической подготовке производства (конструкторской, технологической, организационной). На стадии технического предложения разрабатывают конструкторские документы, обосновывающие предлагаемые варианты технических решений на основе анализа технического задания, с учетом возможности реализации указанных в нем характеристик и требований, дают сравнительные оценки решений разрабатываемых и существующих изделий, а также патентных материалов. Техническое предложение после согласования и утверждения в установленном порядке является основанием для разработки эскизного или технического проекта (для сокращения сроков проектирования допускается стадию технического предложения совмещать со стадиями эскизного и технического проектов). На стадии эскизного проекта намечают принципиальную схему конструкции, создают общую компоновку изделия, укрупненно определяют габаритные размеры, устанавливают максимальные размеры и массы наиболее ответственных деталей, выполняют приблизительные расчеты производства. На этой стадии целесообразно привлекать для консультаций технологов. Это позволяет своевременно организовать исследовательские работы, спроектировать или приобрести специальное оборудование, освоить новые процессы. При эскизном проектировании изделие расчленяют на основные самостоятельные сборочные единицы, Что определяет организационную структуру сборки. На этом же этапе решают существенно важный вопрос - унификацию и использование отдельных сборочных единиц и агрегатов изделий того же класса, а также выбирают материал и вид заготовок (литье, штампосварпые конструкции и т. д.) основных наиболее трудоемких деталей. Целесообразно выполнить основные технико-экономические расчеты (ТЭР), установить ориентировочную трудоемкость изготовления, себестоимость изделия, основной объем кооперации. На стадии технического проекта уточняют конструкцию изделия; разрабатывают отдельные сборочные единицы и детали с учетом их размеров, конструктивных форм и точностных характеристик; устанавливают марки материалов и виды заготовок основных деталей; выделяют сборочные единицы и агрегаты конструкции, что определяет характер и порядок сборочных работ; проводят анализ обеспечения беспригоночной сборки, а при необходимости и анализ взаимозаменяемости сборочных единиц и изделия в целом, максимально их унифицируя; назначают виды покрытий и термической обработки исходя из условий работы деталей изделия (сборочной единицы) с учетом технологии их изготовления. Целесообразно продолжить технико-экономический анализ создаваемой конструкции и, насколько возможно, уточнять трудоемкость изготовления, себестоимость, циклы изготовления и сборки изделия. На стадии рабочей конструкторской документации разрабатывают чертежи деталей, сборочные чертежи, спецификации, ведомости покупных изделий, технические условия, а при также монтажные, габаритные чертежи, схемы, таблицы, методики расчетов и другие документы (в соответствии с ГОСТ 2.102-68), необходимые для промышленного изготовления изделий. На этой же стадии отрабатывают рациональные формы и размеры деталей, определяющие виды заготовок, уточняют допуски и устанавливают качество рабочих поверхностей деталей, осуществляют максимально возможную унификацию элементов конструкции (диаметров отверстий, крепежных деталей, резьб, шлицев и др.), что резко сокращает номенклатуру материального и режущего инструментов, а также повышает технологичность изделия. Материалы, применяемые для изготовления деталей, необходимо максимально унифицировать, сокращая число марок и типоразмеров сортового материала (прокат, листы). Применение новых или нетрадиционныхматериалов, технологические свойства которых еще недостаточно изучены, вызывает значительные затруднения при серийном производстве изделия, поэтому к выбору материалов необходимо привлекать материаловедов для экспериментального изучения и освоения процессов обработки таких материалов. На этой стадии на первом этапе разрабатывают документацию для изготовления и испытаний опытного образца (опытной партии), корректируют документацию по результатам заводских испытаний, затем вновь изготавливают опытный образец (опытную партию) для проведения государственных, межведомственных и других испытаний с последующей повторной корректировкой конструкторской документации. На стадии изготовления и испытания опытныхобразцов и серийвыполняют дальнейшую отработку конструкций на основе практических результатов изготовления деталей, сборочных единиц и изделия в целом. После изготовления опытных образцов по результатам приемочных испытаний проводят корректировку и согласование технической документации с присвоением документации литеры в соответствии с требованиями ГОСТ 2.103-68. На этапе изготовления и испытания установочной сериииспользуют оборудование, предназначенное для серийного производства нового изделия. Установочные серии сдают межведомственной комиссии (МВК), в работе которой принимают участие представители разработчиков, заказчиков, технологических институтов, органов стандартизации и надзора. В отличие от приемки опытных образцов, при приемке установочных серий основное внимание уделяют технологии изготовления нового изделия. По результатам изготовления и испытаний установочной серии корректируют конструкторскую и технологическую документацию. На заключительном этапе изготавливают и испытывают головную (контрольную) серию с последующей корректировкой технической документации, а затем окончательной отработкой и проверкой полностью оснащенного технологического процесса. Отработка изделия в основном должна заканчиваться в период освоения серийного производства, когда для обеспечения заданного выпуска изделий внедряют в намеченном объеме всю производственную оснастку и оборудование, включая и специальное, когда производство стабилизируется и обеспечивает высокое качество изделия при минимальной себестоимости.
Техническое задание на проектирование
Техническое задание на проектирование или модернизацию приспособлений должно обобщить все основные требования, предъявляемые к приспособлению и его отдельным элементам. Оно оформляется по общепринятой форме, подписывается и утверждается в установленном порядке. В техническом задании приводятся следующие сведения: 1.Наименование приспособления. 2.Назначение приспособления. 3.Технические требования, среди которых указываются: место установки приспособления; выделяемая площадь; характеристики энергоносителей (напряжение и род тока, давление воздуха, воды, пара); габариты приспособления; требуемая производительность; перечень деталей и сборочных единиц, собираемых (свариваемых) в приспособлении; условия подачи деталей к приспособлению и выдачи изделия, вид транспортных средств; требования к управлению (расположение пульта, необходимость дистанционного управления); требования по ОТ и ТБ; эргономические требования. 4.Технологический процесс с подробной расшифровкой операций, переходов, и проходов, выполняемых на данном приспособлении или с его помощью. 5.Дополнительные технические требования, характеризующие режим работы приспособления; возможность его переналадки; степень механизации и автоматизации; надёжность; унификацию и стандартизацию; связь с другими приспособлениями; климатические условия эксплуатации; требования к маркировке и упаковке. 6.Экономические показатели от использования приспособления (сметная стоимость, годовой экономический эффект, срок окупаемости капитальных затрат и др.). 7.Рабочие чертежи сварной конструкции. 8.Чертежи заготовок с фактическими размерами (фактическими отклонениями размеров и формы заготовок). 9.Принципиальная схема приспособления. 10.План цеха с разрезами и сеткой колонн с указателями направления движения изделий, подъемно-транспортных средств цеха и мест расположения энергоносителей. 11.Данные об аналогичных приспособлениях. МЕТОДИКА КОНСТРУИРОВАНИЯ
Исходными материалами для проектирования м. быть: - техническое задание, выдаваемое заказчиком, определяющее параметры машины или оборудования, область и условия применения; - техническое предложение, выдвигаемое в инициативном порядке проектной организацией или группой конструкторов; - НИР или созданный на ее основе экспериментальный образец; - изобретение или патент; - образец зарубежной машины, подлежащий копированию или воспроизведению с изменениями. К техническим заданиям необходимо подходить практически. Конструктор обязан проверить задание и в нужных случаях обоснованно доказать необходимость его корректирования. Машины с неправильно выбранными параметрами (необоснованно завышенными или заниженными) либо не могут быть выполнены, либо устаревают уже к началу серийного выпуска. Конструктивная преемственность
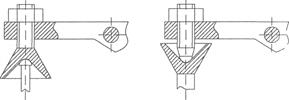
Конструктивная преемственность - это использование при проектировании предшествующего опыта машиностроения данного профиля и смежных отраслей, введение в проектируемый агрегат всего полезного, что есть в существующих конструкциях машин. Начальную модель машины постепенно совершенствуют, снабжают новыми конструктивными решениями. Побеждают наиболее прогрессивные и конкурентоспособные конструкции и решения. Изучая историю развития любой отрасли машиностроения, можно обнаружить огромное многообразие перепробованных схем и конструктивных решений. Многие из них, исчезнувшие и основательно забытые, возрождаются через десятки лет на новой технической основе. Изучение истории позволяет избежать ошибок и повторение пройденных этапов и вместе с тем наметить перспективы развития. Полезно составлять графики, отображающие изменение по годам главных параметров машин (мощность, производительность, масса и т.д.). Анализ таких графиков и их экстраполяция позволяют четко представить каковы будут параметры машин и их конструкция через несколько лет. Основная задача заключается в правильном выборе параметров машины. Частные конструктивные ошибки исправимы в процессе изготовления и доводки машины. Ошибки же в параметрах и в основном замысле машины не поддаются исправлению и нередко ведут к провалу. Выбору параметров должно предшествовать полное исследование всех факторов, определяющих конкурентоспособность машины. Необходимо изучить опыт выполненных зарубежных и отечественных машин, провести сравнительный анализ их достоинств и недостатков, выбрать правильный аналог и прототип, выяснить тенденции развития и погрешности данной отрасли. Привод толкателя Инверсия устраняет поперечные нагрузки на толкатель. Боек можно выполнить цилиндрическим, что дает линейный контакт.
Привод коромысла Инверсия улучшает смазку соединения (масло в чаше).
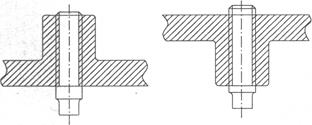
Направляющая Инверсия улучшает смазку.
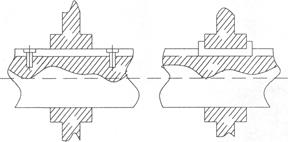
Крепление шпильки Инверсия повышает прочность резьбового соединения (податливость бобышки способствует более равномерному распределению нагрузки по виткам).
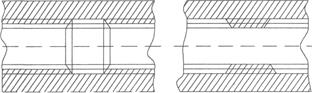
Ходовой винт. Облегчается изготовление (нарезание длинной резьбы в отверстии затруднительно). При одинаковом диаметре резьбы прочность винта выше.
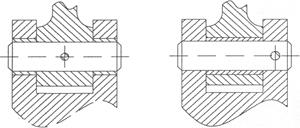
Установка шатуна в вилке Инверсия улучшает условия работы подшипника вследствие увеличения его жесткости и более благоприятного отношения длины к диаметру.
Направляющая шпонка Шпонка установлена в ступице и перемещается в продольном пазу вала. Схема облегчает изготовление узла и улучшает управление.
Компонование
Компонование обычно состоит из двух этапов: эскизного и рабочего. В эскизной компоновке разрабатывают основную схему и общую конструкцию агрегата (целесообразно несколько вариантов). На основании анализа эскизной компоновки составляют рабочую компоновку, уточняющую конструкцию агрегата и служащую исходным материалом для дальнейшего проектирования. При компоновании важно уметь видеть главное из второстепенного и установить правильную последовательность разработки. Компоновку следует начинать с решения главных вопросов - выбора рациональных кинематической и силовой схем, правильных размеров и формы основных деталей, определение наиболее целесообразного взаимного их расположения. При компоновании надо идти от общего к частному, а не наоборот. Подробности на этом этапе лишь вредят, т.к. отвлекает внимание и сбивают логику разработки. Другое основное правило компонования - разработка вариантов, углубленный их анализ и выбор наиболее рационального. Полная разработка вариантов необязательна. Обычно достаточно карандашных набросков от руки, чтобы получить представление о перспективности варианта и решить вопрос о целесообразности продолжения работы над ним. В процессе компонования основные детали конструкции должны быть рассчитаны на прочность и жесткость. Необходимое условие правильного конструирования - постоянно иметь ввиду вопросы изготовления и с самого начала придавать деталям технологически целесообразные формы. Компоновку необходимо вести на основе нормальных размеров (диаметры посадочных поверхностей, размеры шпоночных и шлицевых соединений, диаметров резьб и т.д.). При компоновании должны быть учтены все условия, определяющие работоспособность агрегата, разработаны системы смазки, охлаждения, сборки-разборки, крепления агрегата (приспособления) и присоединения к нему смежных деталей (приводных валов, коммуникаций, электропроводки); предусмотрены условия удобного обслуживания, осмотра и регулирования механизмов; выбраны материалы для основных деталей; предусмотрены способы повышения долговечности, износостойкости; исследованы возможности формирования и развития. Полезны перерывы, консультации, критика разработчиков и эксплуатационников. Техника компонования
Компонование лучше всего вести в масштабе 1: 1. При этом легче выбрать нужные размеры и сечения деталей, составить представление о соразмерности частей конструкции, прочности и жесткости деталей и конструкции в целом. Такой масштаб избавляет от необходимости нанесения большого числа размеров и облегчает проектирование, в частности деталировку. Компоновку простейших объектов можно разрабатывать в одной проекции, в которой конструкция выясняется наиболее полно. Техника выполнения компоновочных чертежей представляег собой процесс непрерывных поисков, проб, прикидок, разработки вариантов, их сопоставления и отбраковки негодных. Чертить следует со слабым нажимом, не следует тратить время на вырисовывание подробностей и штриховку. Типовые детали и узлы (крепежные изделия, уплотнения, пружины, подшипники качения) целесообразно изображать упрощенно. Обводку чертежа, штриховку, раскрытие условностей изображения и подрисовывание мелких деталей относят на окончательные стадии компонования. Существует школа компонования от руки на миллиметровке. Оно имеет большие преимущества по производительности, гибкости, легкости внесения поправок; почти полностью исключает возможности ошибок в увязочных размерах и обеспечивает легкое чтение размеров всех деталей. 1. Вычерчивают цветным карандашом контур собираемого изделия в двух-трех проекциях на значительном расстоянии друг от друга. 2. Чертят опоры, упоры, пальцы и другие фиксирующие элементы приспособления так. чтобы базовые поверхности деталей с ними соприкасались. 3. Вычерчивают зажимные механизмы и приводы. 4. Наносят вспомогательные устройства и детали. 5. Оформляют корпус приспособления с учетом удобного размещения всех элементов приспособления. 6. Вычерчивают необходимые разрезы, сечения и виды. 7. Делают увязку приспособления со средствами механизации (межоперационный транспорт, грузоподъемные механизмы). 8. Оформляют чертеж приспособления. Проставляют размеры (габаритные с особой точностью), допуски, составляют спецификации. Указывают технические требования к сборке приспособления. 9. Согласовывают и утверждают чертежи. В процессе производят необходимые расчеты.
ЖЕСТКОСТЬ КОНСТРУКЦИЙ
Жесткость - это способность системы сопротивляться действию внешних нагрузок с наименьшими деформациями. Понятием, обратным жесткости, является податливость, т.е. свойство системы приобретать относительно больше деформации под действием внешних нагрузок (пружины, рессоры и Т.Д.) Жесткость оценивают коэффициентом жесткости, представляющем собой отношение силы Р, приложенной к системе, к максимальной деформации f, вызываемой этой силой. 1) Для случая растяжения - сжатия бруса постоянного сечения в пределах упругой деформации коэффициент жесткости согласно закону Гука: l = P/ f = σ F / f = EF / l, где F – сечение бруса (мм2) l – длина бруса (мм)
Коэффициент податливости m = f / P = l/ EF. 2) Для случая кручения бруса постоянного сечения коэффициент жесткости: lкр = Mкр / j = GI/ IP, где Мкр – крутящий момент; j - угол поворота сечения [рад] бруса на длине l [мм]; IP – полярный момент инерции сечения бруса.
3) Для случая изгиба бруса постоянного коэффициент жесткости: lИЗГ = P / f = a( EI/ l3), где I – момент инерции сечения бруса; l – длина бруса (мм); a – коэффициент, зависит от условий нагружения.
Жесткость системы сильно зависит от условий приложения нагрузки. При заданной нагрузке и заданных размерах системы жесткость определяется максимальной деформацией f . Расчет рычажных устройств Кинематические схемы и конструкции рычажных зажимных устройств, применяемых в сборочно-сварочных приспособлениях, настолько многочисленны и разнообразны, что дать универсальный метод их расчета, одинаково пригодный для всех, конечно невозможно. Рассмотрим расчет схемы рычажного зажимного устройства для сборки тавровых балок.
Усадочные силы, действующие по оси швов: После сварки первого шва После сварки обоих швов Популярное:
|
Последнее изменение этой страницы: 2016-03-17; Просмотров: 4485; Нарушение авторского права страницы