|
Архитектура Аудит Военная наука Иностранные языки Медицина Металлургия Метрология Образование Политология Производство Психология Стандартизация Технологии |
|
|
Архитектура Аудит Военная наука Иностранные языки Медицина Металлургия Метрология Образование Политология Производство Психология Стандартизация Технологии |
Технологический процесс ремонта кузовов и кабинСтр 1 из 2Следующая ⇒
Содержание Введение 1 Технологическая часть 1.1 Дефекты кузовов и кабин 1.2 Технологический процесс ремонта кузовов и кабин 1.3 Ремонт оборудования и механизмов кузова и кабин 1.4 Ремонт неметаллических деталей кузовов 1.5 Сборка и контроль кузовов и кабин 1.6 Техническое обслуживание кузова легкового авто 2.Из чего делают кузова автомобилей 3. Процесс покраски автомобиля 3.1 Первичная подготовка 3.2 Покраска автомобиля 4. Охрана труда 4.1 Пожарная безопасность 5. Заключение 6. Список используемой литературы
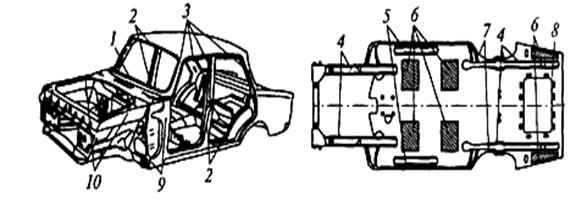
Введение Статистика говорит, что после трех лет эксплуатации автомобиля на его металлических деталях возникает более 100 очагов коррозии. Сколько очагов коррозии на автомобиле, хранящемся под открытым небом и эксплуатируемом на дорогах, обрабатываемых химическими препаратами от обледенения, статистика не сообщает. Особенно сильно коррозии подвергаются днище и крылья, а также внутренние поверхности порогов, лонжеронов, корпусов дверей. Возникают очаги коррозии в местах царапин, дефектов и повреждений лакокрасочного покрытия, на деталях мотора, хромированных деталях кузова автомобиля и др. Защитные средства, имеющиеся в продаже и в автосервисе, предназначаются для предохранения от коррозии днища, крыльев, двигателя и других окрашенных и неокрашенных узлов и деталей, продления срока службы резиновых деталей и т. п. Для защиты от коррозии внутренних поверхностей коробчатого сечения корпуса и съемных частей кузова новых и бывших в эксплуатации автомобилей, а также для временной защиты низа кузова и арок колес применяют автоконсерванты порогов типа хорошо известных препаратов «Мовиль», «Резистин МЛ». Они содержат антикоррозионные присадки, уайт-спирит и другие компоненты. Названные составы легко проникают в щели и швы, вытесняют из них влагу и образуют эластичную пленку, обладающую высокими защитными свойствами. Автоконсерванты наносят при температуре не ниже 15 °С распылением из краскопульта, пылесоса, садового опрыскивателя, оборудовав эти бытовые агрегаты гибким шлангом с распылительной головкой для введения в закрытые полости. Автоконсерванты при необходимости разбавляют бензином или уайт-спиритом. Обработку ими рекомендуется проводить через каждые 1-2 года, расход материала относительно невелик — 1, 5-2 кг на автомобиль. Для окраски топливных баков, радиаторов, корпусов воздушных и масляных фильтров, а также мелких металлических деталей используется автоэмаль черная на основе эмали ПФ-223 в аэрозольной упаковке. Предварительно поверхность деталей очищают и обезжиривают. Баллон перед употреблением встряхивают (после начала стука шариков встряхивают еще не менее 2 мин). Эмаль наносят тонким равномерным слоем при температуре баллона не ниже 15 °С. Время высыхания при 20 °С — 24 ч, при 60 °С — 2 ч. После окончания работы баллон надо перевернуть и нажимать на головку до прекращения выхода эмали (3~4 с). Если головка засорилась, ее надо снять и прочистить отверстие иглой. Для окраски двигателей, колесных дисков применяется краска алюминиевая в аэрозольной упаковке. Окрашиваемую поверхность также очищают от пыли и грязи, изолируют участки, не подлежащие обработке, смазывая вазелином или покрывая бумагой. Технологическая часть Дефекты кузовов и кабин Характерными дефектами деталей кузовов, кабин и оперения (рис.1.) являются коррозионные повреждения, механические повреждения (вмятины, обломы, разрывы, выпучины и т.д.), нарушение геометрических размеров, трещины, разрушения сварных соединений и др. Коррозионные разрушения — это основной вид износа металлического кузова и кабин. Здесь имеет место электрохимический тип коррозии, при котором происходит взаимодействие металла с раствором электролита, адсорбируемого из воздуха. Особенно сильно развивается коррозия в труднодоступных для очистки местах, где периодически попадающая в них влага сохраняется длительное время, и, в связи с повышением температуры окружающей среды, происходит интенсификация реакции окисления. Коррозионные разрушения встречаются также в результате контакта стальных деталей с деталями, изготовленными из дюралюминия, пластмассы, влажной древесины и других материалов. Трещины возникают в результате усталости металла, нарушения технологии обработки металла, применения низкого качества вали, дефектов сборки узлов и деталей, недостаточной прочностиконструкции узла, а также в подверженных вибрации местах. Разрушения сварных соединений происходят в результате некачественной сварки, воздействия коррозии, вибрации и нагрузок при нормальной эксплуатации автомобиля либо в результате аварийных повреждений. Механические повреждения (вмятины, перекосы, разрывы и т. д.) являются следствием перенапряжения металла в результате ударов и изгибов, а также вследствие непрочного соединения деталей. Рисунок 1 - Характерные повреждения: а.) цельнометаллический кузов автомобиля: 1 - передний и задний проемы ветровых стекол; 2 - дверные проемы; 3 - стойки под крышу; 4 - передние и задние лонжероны; 5 - левый и правый пороги основания; 6 - днище; 7- левый и правый задние брызговики; 8 - нарушение геометрических размеров; 9 - верх и низ соответственно левого и правого задних брызговиков; 10 - левый и правый передние брызговики.
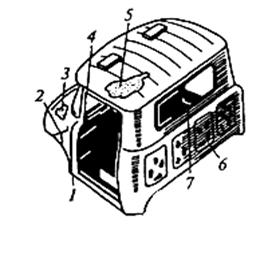
б.) кабина грузового автомобиля: 1 - разрушение сварочных швов; 2 - разрывы; 3 - вмятины и выпучины; 4 - прогиб и перекосы стоек; 5 - пробоины; 6 - коррозия; 7- трещины.
Сталь. Этот материал используется для изготовления кузовов давно. Сталь имеет хорошие свойства, позволяющие изготавливать детали различной формы, и с помощью различных способов сварки соединять необходимые детали в целую конструкцию. Разработан новый сорт стали (упрочняющийся во время термической обработки, легированный), позволяющий упростить производство и в дальнейшем получить заданные свойства кузова. Изготавливается кузов в несколько этапов. С самого начала изготовления из стальных листов, имеющих разную толщину, штампуются отдельные детали. После эти детали свариваются в крупные узлы и с помощью сварки собираются в одно целое. Сварку на современных заводах ведут роботы, но и ручные виды сварки также применяются - полуавтоматом в среде углекислого газа или используется контактная сварка. С появлением алюминия потребовалось разрабатывать новые технологии для получения заданных свойств, которые должны быть у стальных кузовов. Технология Tailored blanks как раз и является одной из новинок – сваренные встык по шаблону стальные листы различной толщины из разнообразных сортов стали образуют заготовку для штамповки. Тем самым отдельные части изготовленной детали обладают пластичностью и прочностью. «+» · низкая стоимость, · высокая ремонтопригодность кузова, · отработанная технология производства и утилизации кузовных деталей. «- » · самая большая масса, · требуется защита от коррозии, · потребность в большом количестве штампов, · их дороговизна, · а также ограниченный срок службы. Все идет в дело. Все материалы, о которых говорилось выше, имеют положительные свойства. Поэтому конструкторами проектируются кузова, сочетающиеся детали из разных материалов. Тем самым при использовании можно обходить недостатки, а использовать исключительно положительные качества. Кузов Mercedes-Benz CL является примером гибридной конструкции, так как при изготовлении применялись такие материалы – алюминий, сталь, пластик и магний. Из стали изготовлены днище багажного отделения и каркас моторного отсека, и некоторые отдельные элементы каркаса. Из алюминия изготовлен ряд наружных панелей и деталей каркаса. Из магния изготовлены каркасы дверей. Из пластика изготавливают крышку багажника и передние крылья. Еще возможна такая конструкция кузова, в которой каркас будет изготовлен из алюминия и стали, а наружные панели из пластика и/или алюминия. «+» · вес кузова снижается, при этом сохраняется жесткость и прочность, · преимущества каждого из материалов при применении используются максимально. «- » · необходимость специальных технологий соединения деталей, · сложная утилизация кузова, так как необходимо предварительно разобрать кузов на элементы. Алюминий. Алюминиевые сплавы для изготовления автомобильных кузовов начали использовать относительно недавно, хотя и были применены впервые в прошлом столетии, в 30-е годы. Используют алюминий при изготовлении всего кузова или его отдельных деталей – капот, каркас, двери, крышу багажника. Начальный этап изготовления алюминиевого кузова схожий с изготовлением стального кузова. Детали вначале штампуются из листа алюминия, потом собираются в целую конструкцию. Сварка используется в среде аргона, соединения на заклепках и/или с использованием специального клея, лазерная сварка. Также к стальному каркасу, который изготовлен из труб разного сечения, крепятся кузовные панели. «+» · возможность изготовить детали любой формы, · кузов легче стального, при этом прочность равная, · легкость в обработке, вторичная переработка не составляет труда, · устойчивость к коррозии (кроме электрохимической), а также низкая цена технологических процессов. «- » · низкая ремонтопригодность, · необходимость в дорогостоящих способах соединения деталей, · необходимость специального оборудования, · значительно дороже стали, так как энергозатраты намного выше Термопласты. Это такой тип пластического материала, который при повышении температуры переходит в жидкое состояние и делается текучим. Этот материал применяется при изготовлении бамперов, деталей обшивки салона. «+» · легче стального, · при переработке минимальные затраты, · низкая стоимость подготовки и самого производства при сравнении с алюминиевыми и стальными кузовами (не нужна штамповка деталей, сварочное производство, гальваническое и окрасочное производства) «- » · потребность в больших и дорогостоящих литьевых машинах, · при повреждениях сложность в ремонте, в некоторых случаях единственным выходом является замена детали. Стеклопластик. Под названием стеклопластик имеется в виду любой волокнистый наполнитель, который пропитан полимерными термореактивными смолами. Наиболее известными наполнителями считаются – карбон, стеклоткань, кевлар, а также волокна растительного происхождения. Карбон, стеклоткань из группы угле-пластиков, которые представляют собой сеть из переплетенных углеродных волокон (притом, переплетение происходит под разными определенными углами), которые пропитаны специальными смолами. Кевлар – это синтетическое полиамидное волокно, отличающееся маленьким весом, устойчивое к высокой температуре, негорючее, по прочности на разрыв превосходит сталь в несколько раз. Технология изготовления кузовных деталей заключается в следующем: в специальные матрицы укладывается слоями наполнитель, который пропитывают синтетической смолой, затем оставляют для ее полимеризации на определенное время. Имеется несколько способов по изготовлению кузовов: монокок (весь кузов – одна деталь), наружная панель из пластика, установленная на алюминиевом или стальном каркасе, а также идущий без перерывов кузов с интегрированными в его структуру силовыми элементами. Процесс покраски автомобиля 3.1 Первичная подготовка Достаточно непростым вариантом обновления красивой внешности вашего автомобиля является покраска. Это полное обновление визуальной части кузова, а также исправление определенных эксплуатационных проблем с металлом. Покраска машине может потребоваться в различных ситуациях. Она может быть частичной или полной. Причиной необходимости обновления слоя лакокрасочного покрытия может быть небольшое или крупное ДТП с последующим восстановлением кузова, а также износ заводского ЛКП, повреждение деталей кузова коррозией или массовые сколы и царапины на краске. Тип покраски и порядок работ в данном случае будут полностью зависеть от причин выполнения обновления эстетической составляющий вашего авто. Можно найти способы быстрой подготовки, но иногда перед непосредственной подготовкой для покраски следует осуществить рихтовку, шпаклевку и прочие процессы восстановления. Обновлять кузов автомобиля - задача непростая, поэтому зачастую ее отдают на исполнение специалистов. Но если вы хотите сэкономить или лично убедиться в том, что подготовка к покраске и непосредственно процесс наложения нового ЛКП проводится качественно, вы можете легко сделать это, проведя все процессы самостоятельно. С помощью подготовки машины к покраске вы сможете как получить оптимальные возможности нанесения нового покрытия, так и снизить долговечность службы краски. Нужно знать немало о процессах ремонта кузова автомобиля, чтобы выполнить все процедуры качественно и без проблем. Готовим кузов к покраске после сильных повреждений - рихтовка Прежде чем говорить непосредственно о подготовке к покраске, следует полностью выровнять неровные части кузова. Даже если автомобиль не попадал в ДТП, вполне возможны значительные дефекты металла, который следует подвергнуть рихтовке. Если речь идет о вмятинах кузова, который были сделаны недавно, можно попробовать выдавить их, сняв декоративных обшивки в салоне. Но серьезные повреждения можно выровнять только с помощью рихтовки, а нередко сложно обойтись и без специального оборудования. Процесс рихтования подразумевает выполнение следующих действий: · возвращение металла на прежние позиции с помощью специальных молотков-киянок с резиновой или деревянной рабочей частью; · использование различных жестких пластин для полноценного выравнивания кузовной детали; · максимально точное выведение качественной плоскости без шероховатостей, что поможет наносить меньше шпаклевки; · зачистка поверхности после проведения качественного выравнивания, приведение детали в идеальную форму; · полное очищение места ремонта от краски, грунтовки и прочих покрытий, оголение металла вокруг места повреждения или на всей детали; · выполнение шпаклевочных работ, которые позволят скрыть оставшиеся мелкие дефекты на кузове. Процесс подготовки подразумевает доведение кузовной детали до того состояния, при котором останется только нанести грунтовку и качественно покрасить автомобиль. Если рихтовка деталей выполнена некачественно, придется наносить много шпаклевочного материала, который сильно ухудшит качество кузова и не позволит вам продолжить нормальную эксплуатацию автомобиля. Зачастую некачественный кузовной ремонт с большим обилием шпаклевки выполняется перед продажей машины, но пора отказываться от такого менталитета. Помните, что вы продаете автомобиль человеку, которого ставите под определенные риски. Процесс шпаклевки - важная стадия подготовки под покраску Важной стадией, которая происходит перед покраской автомобиля, является шпаклевка поврежденных мест. Для выполнения этой задачи необходимо обладать определенными навыками или провести консультацию со специалистами. Зачастую подобная подготовка позволит избежать распространенных проблем со шпаклевкой. Помните, что наносить слишком толстый слой этого материала не рекомендуется, так как в ближайшие годы эксплуатации машины на стыке металла и шпаклевки образуется трещина. Может треснуть и сам материал из-за отсутствия пластичности. Процесс выполнения шпаклевочных работ следующий: · необходимо максимально качественно провести выравнивание ремонтируемого места, хорошую рихтовку; · затем следует полностью убрать все лакокрасочные покрытия с места, на котором есть неровности, зачистить кузов до металла; · места, на которые будет наноситься шпаклевка, стоит обезжирить с помощью обычного автомобильного растворителя и сухой чистой тряпки; · после этого процесса необходимо нанести слой базовой шпаклевки с запасом, подождать его высыхания и качественно зачистить по нужному уровню; · далее наносится финишная шпаклевка и проводится процесс окончательной зачистки под покраску. · Процесс достаточно сложен, особенно в том случае, если у вас нет необходимого инструмента для автоматизации этой задачи. В частности, достаточно сложно выполнить качественную зачистку шпаклевки вручную. Лучше использовать для этих целей вибрационную шлифовальную машину с необходимыми листами наждачной бумаги. Впрочем, некоторым специалистам шлифовальная машина не требуется, они выполняют весь процесс вручную и очень качественно. Особенно тяжело шлифовать пороги, если у вас нет производительного подъемника. В данном случае придется поднять машину максимально на домкрате. · Грунтовка и доведение кузова до идеального состояния под покраску · Последней стадией перед покраской кузова автомобиля является его грунтование. Этот процесс выполняется по аналогии с покраской, только материалом для выполнения данной задачи служит специальный автомобильный грунт. Чем качественнее будет выполнена грунтовка машины, тем проще будет добиться эффекта заводской покраски без каких-либо видимых отличий. Грунтовать машину стоит с профессиональным оборудованием - достаточно мощным компрессором. Выполняется этот процесс в нескольких важных стадиях, которые не стоит путать и упускать: · полное обезжиривание кузова растворителем для лучшей накладки грунта на кузовные детали; · разведение грунта с растворителем и другими необходимыми компонентами для наложения материала; · неспешная выкраска всех деталей машины в соответствии с рекомендациями производителя грунтовки; · выполнение исключительно равномерного наложения краски, но отсутствие особого внимания к потекам; · ожидание полного высыхания грунтовки и оценка качества проделанной работы; · замывание грунта с помощью самой мелкой наждачной бумаги и постоянной подачи воды; · полное высыхание кузова - ваш автомобиль готов к выполнению качественной покраски. Конечно, сложно выполнить все процедуры без проблем, если вы не обладаете особым опытом в данной сфере. Тем не менее, процесс грунтования автомобиля не является слишком сложным или невероятно тонким. На самом деле, это техническая процедура, которая не требует профессиональных навыков, а лишь немного опыта. Вы можете потренироваться на любом куске листового металла, прежде чем приступать непосредственно к грунтованию кузова автомобиля. Впрочем, любые недостатки после грунтования будут убраны с помощью процедуры замывки. Замывать кузов не стоит интенсивно - нужно лишь снять нежелательные проявления потеков грунта. Покраска автомобиля Для того чтобы правильно покрасить машину, обратите внимание на помещение, в котором стоит ваш автомобиль. Оно должно быть просторным, не меньше 2 метров для свободного прохода. Предварительно уберите всю пыль и грязь из него тоже, а пол смочите водой из распылителя. С потолка очистите паутину, падающую штукатурку — всё это может неожиданно осесть на только что окрашенную поверхность. Итак, разводим эмаль для покраски автомобиля. Если вы уже определились, какая вам нужна. Однослойные краски — для матового эффекта, а двухслойные подходят для металлических цветов. В случае необходимости окрашивания одной какой-то части важно точно подобрать оттенок. Проконсультируйтесь со специалистом. Разведение проделывайте в соответствии с инструкцией производителя, но на вид густота должна быть такой: при опускании металлического стержня, капли стекают по 3 в секунду. Для удобства нанесения красок применяют особый пистолет — «краскопульт». Вооружившись, наносите первый проявочный слой. Такое название он заслужил благодаря своей работе, проявлению всех дефектов после шпатлёвки. Кроме пистолета можно пользоваться пылесосом! Вынимайте фильтр и добавляйте шланг с пистолетом. Чтобы правильно самому покрасить автомобиль, начинайте процесс с крыши автомобиля. Краска должна ложиться равномерно, соблюдаете давление в пистолете в 3 атм. Расстояние между ним и крышей должно быть около 200 мм. Распределяйте покрытие горизонтальными движениями, тонким слоем. Когда закончите проявочный этап, дайте автомобилю высохнуть от 20 до 40 минут. Если заметили неровности, с помощью шпатлёвки уберите их. И приступайте к основному этапу, нанесению декоративного слоя. Краску делайте более густой. При необходимости ещё одного слоя увеличивайте густоту. Не расстраивайтесь, когда заметите мелких насекомых на покрытии автомобиля или пылинки — осторожно избавьтесь от них с помощью пинцета. В конце, чтобы придать машине глянцевый эффект, можно завершить окраску специальным лаком. Сушка происходит в закрытом помещении, не на солнечных лучах, примерно дня два. Охрана труда В настоящем Законе используются следующие основные понятия: 1) специальная одежда - одежда, обувь, головной убор, рукавицы, предназначенные для защиты работника от вредных и опасных производственных факторов; 2) тяжелые физические работы - виды деятельности, связанные с подъемом или перемещением тяжестей вручную, либо другие работы с расходом энергии более 300 ккал/час; 3) гигиена труда - комплекс санитарно-гигиенических мер и средств по сохранению здоровья работников, профилактике неблагоприятного воздействия производственной среды и трудового процесса; 4) безопасность труда - состояние защищенности работника, обеспеченное комплексом мероприятий, исключающих вредное и опасное воздействие на работников в процессе трудовой деятельности; 5) уполномоченный государственный орган по безопасности и охране труда (далее - уполномоченный орган) - центральный исполнительный орган, осуществляющий полномочия в сфере трудовых отношений в соответствии с законодательством Республики Казахстан; 6) территориальные подразделения уполномоченного государственного органа по безопасности и охране труда (далее - территориальные подразделения) - структурные подразделения уполномоченного государственного органа по безопасности и охране труда, осуществляющие в пределах соответствующей административно-территориальной единицы полномочия в сфере трудовых отношений в соответствии с законодательством Республики Казахстан; 7) мониторинг безопасности и охраны труда - система наблюдений за состоянием безопасности и охраны труда на производстве, а также оценка и прогноз состояния безопасности и охраны труда в республике; 8) условия безопасности труда - совокупность факторов производственной среды и трудового процесса, оказывающих влияние на работоспособность и здоровье работника в процессе труда; 9) охрана труда - система обеспечения безопасности жизни и здоровья работников в процессе трудовой деятельности, включающая в себя правовые, социально-экономические, организационно-технические, санитарно-гигиенические, лечебно-профилактические, реабилитационные и иные мероприятия и средства; 10) общественный инспектор по охране труда - представитель работников, осуществляющий общественный контроль в области безопасности и охраны труда, назначаемый профсоюзным органом организации, а при отсутствии профсоюза - общим собранием работников; 11) безопасные условия труда - условия труда, созданные работодателем, при которых воздействие на работника вредных и опасных производственных факторов отсутствует либо уровень их воздействия не превышает норм безопасности, установленных нормативными правовыми актами в области безопасности и охраны труда; 12) средства индивидуальной защиты - средства, предназначенные для защиты работника от воздействия вредных и (или) опасных производственных факторов; 13) рабочее место - место постоянного или временного нахождения работника при выполнении им трудовых обязанностей в процессе трудовой деятельности; 14) вредные (особо вредные) условия труда - условия труда, при которых воздействие определенных производственных факторов приводит к снижению работоспособности или заболеванию работника; 15) вредный производственный фактор - производственный фактор, воздействие которого на работника может привести к заболеванию или снижению трудоспособности; 16) профессиональное заболевание - хроническое или острое заболевание, вызванное воздействием на работника вредных производственных факторов в связи с выполнением им своих трудовых (служебных) обязанностей; 17) нормы безопасности - качественные и количественные показатели, характеризующие условия производства, производственный и трудовой процесс с точки зрения обеспечения организационных, технических, санитарно-гигиенических, биологических и иных норм, правил, процедур и критериев, направленных на сохранение жизни и здоровья работников в процессе их трудовой деятельности; 18) опасные (особо опасные) условия труда - условия труда, при которых воздействие определенных производственных факторов приводит в случае несоблюдения правил охраны труда к внезапному резкому ухудшению здоровья или травме работника либо его смерти; 19) опасный производственный фактор - производственный фактор, воздействие которого на работника может привести к временной или стойкой утрате трудоспособности (трудовому увечью или профессиональному заболеванию) или смерти; 20) представители работников - уполномоченные работниками органы профессиональных союзов и их объединений, а в их отсутствие иные представители или организации, созданные в порядке, установленном законодательством Республики Казахстан; 21) несчастный случай на производстве - воздействие на работника производственного фактора при выполнении им трудовых (служебных) обязанностей или заданий работодателя, в результате которого произошли травма, внезапное ухудшение здоровья или отравление работника, которые привели его к временной или стойкой утрате трудоспособности, профессиональному заболеванию либо смерти; 22) производственное оборудование - машины, механизмы, аппараты и иные технические средства; 23) безопасность производственного оборудования - соответствие производственного оборудования требованиям безопасности труда при выполнении им заданных функций в условиях, установленных нормативно-технической и проектной документацией; 24) аттестация производственных объектов по условиям труда - деятельность по оценке производственных объектов, цехов, участков, рабочих мест в целях определения состояния безопасности, вредности, тяжести, напряженности выполняемых на них работ, гигиены труда и определения соответствия условий производственной среды безопасным условиям труда; 25) безопасность производственного процесса - соответствие производственного процесса требованиям безопасности труда в условиях, установленных нормативно-технической документацией; 26) производственная санитария - система санитарно-гигиенических, организационных мероприятий и технических средств, предотвращающих или уменьшающих воздействие на работников вредных производственных факторов; 27) уполномоченный государственный орган в области промышленной безопасности - центральный исполнительный орган Республики Казахстан, осуществляющий в пределах предоставленных полномочий реализацию государственной политики в области промышленной безопасности; 28) средства коллективной защиты - технические средства, предназначенные для одновременной защиты двух и более работающих от воздействия вредных и (или) опасных производственных факторов. Статья2.Законодательство Республики Казахстан о безопасности и охране труда 1. Законодательство Республики Казахстан о безопасности и охране труда основывается на Конституции Республики Казахстан и состоит из настоящего Закона и иных нормативных правовых актов Республики Казахстан. 2. Если международным договором, ратифицированным Республикой Казахстан, установлены иные правила, чем те, которые содержатся в настоящем Законе, то применяются правила международного договора. Статья 3. Сфера действия настоящего Закона 2. Требования по безопасности и охране труда обязательны для исполнения всеми работодателями и работниками при возникновении между ними трудовых отношений. 3. Условия безопасности и охраны труда на рабочих местах, предусмотренные индивидуальным трудовым, коллективным договорами и актами работодателя, не должны быть ниже уровня безопасности и охраны труда, предусмотренного настоящим Законом.
Пожарная безопасность 1. Общие требования 1.1. На постах ТО и ТР запрещается мыть агрегаты и детали легковоспламеняющимися и горючими жидкостями. 1.2. При проведении ТО и ТР, связанного со снятием топливных баков, а также ремонтом топливопроводов, через которые может произойти вытекание топлива из баков, последние перед ремонтом должны быть полностью освобождены от топлива. Слив топлива должен производиться в местах, исключающих возможность его загорания. Хранение слитого топлива на постах ТО и ТР запрещается. 1.3. Во избежание искрообразования при переливании бензина к отверстию сливной трубы следует прикреплять латунную цепочку и опускать ее до дна наполняемого сосуда. 1.4. Перед ремонтом бензобак необходимо промыть и пропарить до полного удаления паров бензина. 1.5. Кузнечные, термические, сварочные, малярные, деревообрабатывающие работы должны производиться только в специально отведенных помещениях. 1.6. Перед обслуживанием или ремонтом легкового автомобиля на опрокидывателе необходимо слить топливо из топливного бака и плотно закрыть маслозаливную горловину двигателя. 1.7. Перед ремонтом цистерны для перевозки ЛВЖ, ГЖ и взрывоопасных грузов ее необходимо полностью очистить от остатков груза и надежно заземлить. 1.8. Рабочий, производящий очистку или ремонт внутри цистерны или резервуара из-под ЛВЖ или ГЖ, должен применять инструмент, не дающий искру. 1.9. Ремонтировать заправочные колонки, резервуары, насосы, коммуникации и тару из-под бензина можно только после удаления из них остатков бензина и обезвреживания с соблюдением мер безопасности, исключающих возможность загорания или взрыва. 1.10. Для подтягивания гаек газобаллонной аппаратуры необходимо предварительно закрыть все вентили газовых коммуникаций. При обслуживании и ремонте газовой аппаратуры следует проявлять особую осторожность, не допуская искрообразования. Ударные нагрузки при указанных работах запрещаются. 1.11. Перед проверкой (регулировкой) приборов электрооборудования на газобаллонном автомобиле необходимо плотно закрыть все вентили и тщательно проветрить подкапотное пространство. 1.12. Регулировать системы питания и зажигания газобаллонных автомобилей, а также проверять на герметичность и ремонтировать газовую аппаратуру разрешается только в хорошо проветриваемом помещении при включенной приточно-вытяжной вентиляции. Проверять газовую аппаратуру на герметичность следует по правилам Госгортехнадзора сжатым воздухом или азотом под руководством специально выделенного лица из числа специалистов. 2. Мойка агрегатов и деталей 2.1. Для мойки деталей должны применяться негорючие составы, пасты, растворители и эмульсии. 2.2. В отдельных случаях, когда негорючие составы не обеспечивают необходимой по технологии чистоты обработки, допускается применение соответствующих моющих ЛВЖ и ГЖ, при условии строгого соблюдения необходимых мер пожарной безопасности, в специально оборудованных местах. Места проведения работ должны быть обеспечены первичными средствами пожаротушения исключающий возможность искрения. Запрещается соединять зажимы аккумуляторных батарей проволокой " закруткой". Контроль за ходом зарядки должен осуществляться при помощи специальных приборов. Запрещается проверять аккумуляторную батарею коротким замыканием. Для осмотра аккумуляторных батарей используются переносные лампы во взрывобезопасном исполнении, напряжением не выше 42 В. Запрещается: входить в аккумуляторную с открытым огнем (зажженной спичкой, сигаретой и т.д.); пользоваться в помещении для зарядки аккумуляторов электронагревательными приборами (электроплитками и т.п.). Кузнечно-рессорные работы Организация работ, устройство, размещение и эксплуатация кузнечно-рессорного оборудования должны обеспечивать пожарную безопасность в соответствии с требованиями ППБ-01-93. Горячие поковки, обрубки металла необходимо складывать в стороне от рабочего места. Не допускается скопление их на рабочем месте. Сварочные и паяльные работы Сварочные и паяльные работы в автотранспортных предприятиях должны производиться в соответствии с требованиями ППБ-01-93. При необходимости проведения сварочных и других работ с открытым огнем непосредственно на автомобиле топливный бак (или баллон с газом) должен быть снят или приняты меры, обеспечивающие полную пожарную безопасность, для чего горловину топливного бака и сам бак закрыть листом железа от попадания в него искр, очистить зоны сварки от остатков масла, ЛВЖ и ГЖ, a поверхности прилегающих участков - от горючих материалов. При электросварочных работах необходимо дополнительно заземлить раму или кузов автомобиля. Ацетиленовые газогенераторы должны размещаться не ближе 10 м от места проведения огневых работ или других видов открытого огня. Шиноремонтные работы Организация шиноремонтных работ должна обеспечивать пожарную безопасность в соответствии с требованиями ППБ-01-93. Работы по приготовлению резинового клея и нанесению его на склеиваемые поверхности должны производиться в изолированном помещении. Заключение
Итак, подведём итоги. Я изучил данный мне материалы. Противокоррозионную обработку днища и скрытых полостей кузова рекомендуется производить сразу же при обретении автомобиля, а затем периодически примерно один раз в 2 года. Для защиты кузова от коррозии при изготовлении кузова применяются следующие меры: ·снижение до минимума фланцевых соединений, острых кромок и углов ·устранение зон, где могут скапливаться пыль и влага ·выполнение отверстий для предварительной антикоррозионной обработки и обработки методом электрофореза ·обеспечение доступности к элементам кузова для ввода ингибиторов коррозии ·обеспечение вентиляции полых элементов ·предотвращение проникновения пыли и влаги в скрытые полости ·выполнение дренажных отверстий ·снижение до минимума зон, подвергающихся воздействию ударов камней ·покрытие нижней части кузова и тех частей кузова, которые в наибольшей степени подвержены коррозии (двери и силовые элементы в передней части автомобиля) специальными защитными средствами кузов легковой автомобиль ремонт.
Список используемой литературы
|
Последнее изменение этой страницы: 2017-03-14; Просмотров: 1731; Нарушение авторского права страницы