|
Архитектура Аудит Военная наука Иностранные языки Медицина Металлургия Метрология Образование Политология Производство Психология Стандартизация Технологии |
|
|
Архитектура Аудит Военная наука Иностранные языки Медицина Металлургия Метрология Образование Политология Производство Психология Стандартизация Технологии |
Принципы процесса, характеристики дуги
Среди различных существующих способов механизированной сварки с применением флюса наибольшее распространение получила электродуговая сварка под флюсом. Сва рочная дуга горит между изделием и торцом сварочной проволоки. По мере расплавления проволока автоматически подается в зону сварки. Дуга закрыта слоем флюса. Сварочная проволока перемещается в направлении сварки с помощью специального механизма (авто матическая сварка) или вручную (полуавтоматическая сварка). Под влиянием тепла дуги основной металл и флюс плавятся, причем флюс образует вокруг зоны сварки эластичную пленку, изолирующую эту зону от доступа воздуха. Капли расплавляемого дугой металла сварочной проволоки переносятся через дуговой промежуток в сварочную ванну, где смешиваются с расплавленным основным металлом. По мере перемещения дуги вперед металл сварочной ванны начинает охлаждаться, так как поступление тепла к нему уменьшается. Затем он затвердевает, образуя шов. Расплавляясь, флюс превращается в жидкий шлак, который покрывает поверхность металла и остается жидким еще некоторое время после того, как металл уже затвердел. Затем шлак затвердевает, образуя на поверхности шва шлаковую корку.
4. Сварка в углекислом газе Восстановление деталей сваркой и наплавкой в среде углекислого газа используется в основном для ремонта тонкостенных деталей кабин, кузовов и оперения.Углекислый газ, подаваемый в зону сварки, оттесняет воздух и тем самым защищает сварной шов от азота и кислорода. Однако углекислый газ при высокой температуре электрической дуги (до 6000оС) разлагается на окись углерода и кислород, поэтому выгорают углерод и легирующие элементы в наплавляемом металле. Негативные последствия этого устраняются применением специальной сварочной проволоки Св-08ГС, Св-10ГС и др. диаметром 0, 8-1, 2 мм., содержащие легирующие добавки кремния, титана и марганца.Достоинствами наплавки в среде углекислого газа являются: 1-плотный, ровный и красивый сварной шов, нет шлаковой корки и не требуется последующая механическая обработка, металл шва менее чувствителен к коррозии; 2-высокая производительность труда (в 1, 5-2, 5 раза выше, чем при ручной электродуговой сварке); 3-хорошие условия для визуального наблюдения сварщиком за процессом сварки; 4-небольшое коробление детали из-за хорошего охлаждения ее газом.В качестве недостатков можно назвать относительно большое разбрызгивание металла и сравнительно низкие механические свойства сварного шва.
Для сварки (см рисунок ) пользуются углекислотой, поставляемой в баллонах объемом 40 литров. Этого количества газа достаточно на 15-20 часов работы. Чтобы влага, содержащаяся в углекислоте, не вызывала разбрызгивание металла при сварке предусмотрен осушитель газа (медный купорос). В качестве редуктора используется обыкновенный кислородный редуктор. Сварка в углекислой среде производится током обратной полярности. Расход углекислого газа 400-500 л/мин. получается узкий и глубокий шов и малая зона термического влияния.
В настоящее время для защиты сварочной дуги от вредного воздействия воздуха все шире начинают использовать защитные газовые смеси, состоящие из углекислого газа и аргона. Из-за снижения потерь металла до 70-80% на разбрызгивание по сравнению с традиционной ( в защитной среде СО2) производительность сварки (рис.3 ) существенно (до 2 раз) возрастает и на 10-15% уменьшаются расходы электроэнергии и материалов.
5.Электрошлаковая сварка Электрошлаковая сварка (ЭШС) — вид электрошлакового процесса, сварочная технология, использующая для нагрева зоны плавления теплом шлаковой ванны, нагреваемой электрическим током. Шлак защищает зону кристаллизации от окисления и насыщения водородом. В холодном металле растворимость водорода на два порядка ниже, чем в жидком, а в атмосфере водорода всегда хватает. Поэтому, если металл без специальной защиты расплавить, а потом быстро охладить, то выходящий водород может спровоцировать образование трещин. Процесс сварки является бездуговым. В отличие от дуговой сварки для расплавления основного и присадочного металлов используют теплоту, выделяющуюся при прохождении сварочного тока через расплавленный электропроводный шлак (флюс). Затем электрод погружают в шлаковую ванну, горение дуги прекращается и ток начинает проходить через расплавленный шлак. Сварку выполняют снизу вверх чаще всего при вертикальном положении свариваемых деталей с зазором между ними. Для формирования шва по обе стороны зазора устанавливают медные ползуны-кристаллизаторы, охлаждаемые водой. По мере формирования шва ползуны перемещаются в направлении сварки. По виду электрода различают электрошлаковую сварку проволочным, пластинчатым электродом и плавящимся мундштуком; по наличию колебаний электрода — без колебаний и с колебаниями электрода; по числу электродов — одно-, двух- и многоэлектродную. Обычно электорошлаковую сварку применяют для соединения деталей толщиной от 15 мм до 600 мм Электрошлаковый процесс используют также для переплава стали из отходов и получения отливок.
6.Виды сварных соединений Сварным соединением называют участок конструкции, в котором отдельные ее элементы соединены с помощью сварки. В сварное соединение входят сварной шов, прилегающая к нему зона основного металла со структурными и другими изменениями в результате термического действия сварки (зона термического влияния) и примыкающие к ней участки основного металла. Сварной шов представляет собой закристаллизовавшийся металл, который в процессе сварки находился в расплавленном состоянии. Свойство сварного соединения опредиляются свойствами металла самого шва и зоны основного металла, прилегающего к шву, — зоны термического влияния. Необходимо учитывать и некоторую часть основного металла, прилегающую к зоне термического влияния и определяющую концентрацию напряжений в месте перехода от металла шва к основному металлу и пластических деформаций в зоне термического влияния, что отражается на характере и распределении усилий, действующих в сварном соединении. По форме сопряжения свариваемых элементов можно выделить следующие основные типы сварных соединений:
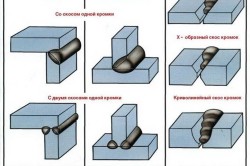
Сварные швы подразделяют по форме поперечного сечения на стыковые и угловые. Разновидностью этих типов являются швы пробочные и прорезные, выполняемые в нахлесточных соединениях. По форме в продольном направлении различают швы непрерывные и прерывистые. С помощью стыковых швов образуют в основном стыковые соединения, с помощью угловых швов — тавровые, крестовые, угловые и нахлесточные соединения, с помощью пробочных и прорезных швов могут быть образованы нахлесточные и иногда тавровые соединения. Стыковые швы, как правило, выполняют непрерывными; отличительным признаком для них обычно служит форма разделки кромок соединяемых деталей в поперечном сечении. По этому признаку различают следующие основные типы стыковых швов: с отбортовкой кромок (см. рис. 1, а); без разделки кромок — односторонние и двусторонние (см. рис. 1, б); с разделкой одной кромки — односторонней, двусторонней; с прямолинейной или криволинейной формой разделки (см. рис. в); с односторонней разделкой двух кромок; с V-образной разделкой (см. рис. 1, г); с двусторонней разделкой двух кромок; Х-образной разделкой (см. рис. 1, д). Разделка может быть образована прямыми линиями (скос кромок) либо иметь криволинейную форму (U-образная разделка, см. рис. 1, е).
Рис. 1. Подготовка кромок стыковых швов: а — с отбортовкой кромок; б — без разделки кромок: в — с разделкой одной кромки: г — с односторонней разделкой двух кромок; д — с Х-образной разделкой двух кромок: е — с U-образной разделкой Угловые швы различают по форме подготовки свариваемых кромок в поперечном сечении и сплошности шва по длине. По форме поперечного сечения швы могут быть без разделки кромок (см. рис. 2, а), с односторонней разделкой кромки (см. рис. 2, 6). с двусторонней разделкой кромок (см. рис. 2, в). По протяженности угловые швы могут быть непрерывными и прерывистыми вистыми, с шахматным и цепным расположением отрезков шва. Тавровые, нахлесточные и угловые соединения могут быть выполнены отрезками швов небольшой протяженности — точечными швами.
Рис. 2. Подготовка кромок угловых швов тавровых соединений: а — без разделки; б — с односторонней разделкой; в — с двусторонней Пробочные швы по своей форме в плане (вид сверху) обычно имеют круглую форму и получаются в результате полного проплавления верхнего и частичного проплавления нижнего листов — их часто называют электрозаклепками, либо путем проплавления верхнего листа через предварительно проделанное в верхнем листе отверстие. Прорезные швы, обычно удлиненной формы, получают путем приварки верхнего (накрывающего) листа к нижнему угловым швом по периметру прорези. В отдельных случаях прорезь может заполняться и полностью.
7. Виды сварных швов Отрезок соединения, сформированный в результате процесса кристаллизации расплавленного металла, принято называть сварным швом. Одной из главных характеристик сварочных соединений является катет сварного шва. Существует два вида сварных швов (не путать со сварочным соединением):
Основные типы сварных соединений. Стыковые сварные: применяются для соединения встык, т.е. детали соединяются торцовыми краями. Соединение встык проводится без разделки кромок, с разделкой и с отбортовкой края детали. Кромки могут иметь криволинейную форму, V-образную и Х-образную. Листы до 8 мм можно сваривать без разделки кромок, но нужно листы укладывать с зазором до 2 мм. В практике стыковые варианты чаще применяются для соединения трубопроводов и при изготовлении конструкций из листовых металлов. Такие соединения наиболее экономичны и менее энергозатратны. Угловые: бывают собственно угловые, тавровые и нахлесточные. Разделка кромок может быть одно- и двухсторонняя, в зависимости от толщины металла. Угол разделки выбирается от 20° до 60°. Однако нужно учитывать, что больший угол разделки требует больше металла для заполнения, значит, снижается производительность и качество. Электрозаклепочная сварка применяется для обшивки крупных конструкций тонколистовым металлом. Применяют, например, при изготовлении пассажирских вагонов, когда применение сплошных швов затруднено и нерентабельно. Электрозаклепочные соединения получаются достаточно прочными, но не плотными. Обычно сварка производится за один раз, но если толщина свариваемого металла не позволяет проварить материал, проводят в несколько заходов. Такой метод называется многослойным. В этом случае каждый предыдущий слой отжигается последующим, в результате такого термического воздействия значительно улучшаются свойства и структура шва. Выбирать вид соединения нужно в зависимости от конфигурации выполняемого элемента конструкции. Конечное изделие должно быть работоспособным, переносить расчетные нагрузки и не поддаваться усталостным разрушениям. Во всех конструкциях есть рабочие швы, которые воспринимают основные нагрузки. Прочностные расчеты рабочих швов проводятся на полную нагрузку плюс 25%. Для соединения отдельных элементов используются связующие швы – требования к ним не такие жесткие, т.к. в случае их разрушения работа конструкции не будет нарушена. На качество сварочных соединений влияют многие факторы: способность материала создавать монолитный шов, присадки и флюсы, окисляемость металла, положение шва: горизонтальное, вертикальное, наклонное или потолочное. Свойства сварного шва определяются в основном его геометрическими размерами. Общие геометрические параметры: Классификация и обозначение сварочных швов. Ширина – расстояние между границами сплавления. Вогнутость (выпуклость) – расстояние между линией и основным металлом, и поверхностью, визуально проходящей по линии максимальной вогнутости (выпуклости). Корень – самая нижняя часть. Для угловых соединений характерны еще такие величины: наличие катета сварного шва, толщина, выпуклость и расчетная высота. Катет углового шва – это катет наибольшего равнобедренного треугольника, вписанного в поперечное сечение. При сварке заготовок одинаковой толщины катет может задаваться по кромке, при разной – его задают по толщине более тонкого материала. Размер катета должен обеспечивать прочность соединения, но чрезмерное увеличение его может вызвать деформацию изделия.
8.Работа и расчет соединений стыковых швов В стыковом шве распределение напряжений по длине шва принимается равномерным; рабочая толщина шва принимается равной толщине стыкуемых частей (и наименьшей, ежели толщины различны). Потому напряжение в шве, расположенном перпендикулярно оси элемента (рис. 77, а):
где N—расчетное усилие (с коэффициентом перегрузки); dш—рабочая толщина шва; lш — расчетная длина шва, равная фактической длине, ежели места зажигания и тушения дуги выведены за границы сечения элемента (что традиционно имеет место, рис. 69); в неприятном случае lш = l — 10 мм, где l— ширина элемента; Rсв—надлежащие расчетные сопротивления стыкового шва сжатию либо растяжению. Ежели расчетное сопротивление сварки Rсв меньше расчетного сопротивления основного сплава R и в стыкуемом элементе нет запасов в напряжениях, рабочее сечение шва может оказаться недостающим; тогда для роста длины шва его приходится делать косым (рис. 77, б). Косые швы с наклоном реза 2: 1, обычно, равнопрочные с главным сплавом и поэтому не требуют проверки; но в отдельных вариантах, когда нужно понижение напряжений, к примеру при вибрационной перегрузке, приходится рассчитывать и косые швы. В данном случае, разложив действующие усилия на направления перпендикулярно оси шва и вдоль шва, находим напряжения: перпендикулярно шву
вдоль шва
Тут lш — расчетная длина косого шва. |
Последнее изменение этой страницы: 2017-03-15; Просмотров: 2349; Нарушение авторского права страницы

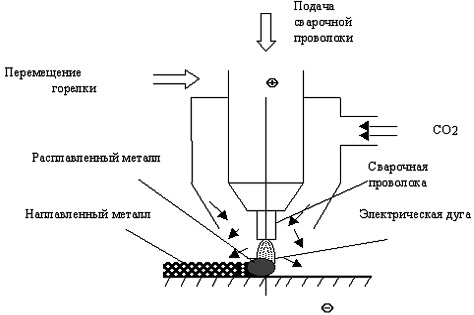 Рисунок 1. Схема наплавки в среде углекислого газа.
Рисунок 1. Схема наплавки в среде углекислого газа.  Рисунок 2. Схема установки для сварки в среде углекислого газа
Рисунок 2. Схема установки для сварки в среде углекислого газа  Рисунок 3. Влияние защитной среды на производительность сварки
Рисунок 3. Влияние защитной среды на производительность сварки  Рисунок. Электрошлаковая сварка
Две свариваемые детали устанавливаются вертикально с зазором между кромками. Зазор с двух сторон закрывают медные водоохлаждаемые ползуны. Снизу зазор также закрывается специальным карманом. В зазор засыпается сварочный флюс и опускается сварочная проволока. В процессе сварки проволока подается вниз роликами, токоподвод осуществляется мундштуком. За счет прохождения тока между проволокой и изделием флюс нагревается и расплавляется. Расплавленный флюс образует шлак, который, будучи электропроводным, является источником тепла, приводящим к расплавлению проволоки и кромок и образованию сварочной ванны. Электрическая дуга отсутствует, так как она шунтируется расплавленным шлаком. Процесс сварки идет снизу вверх. Ползуны, охлаждаемые водой через трубки, перемещаются вверх вместе со сварочным автоматом и формируют сварной шов. Расплавленный флюс обеспечивает одновременно защиту сварочной ванны и участвует в металлургических процессах, обеспечивающих требуемое качество сварного шва.
Расход флюса при этом способе сварки невелик и не превышает 5%-ной массы наплавленного металла. Флюс используется такой же, как и для дуговой сварки, или специальный.
Рисунок. Электрошлаковая сварка
Две свариваемые детали устанавливаются вертикально с зазором между кромками. Зазор с двух сторон закрывают медные водоохлаждаемые ползуны. Снизу зазор также закрывается специальным карманом. В зазор засыпается сварочный флюс и опускается сварочная проволока. В процессе сварки проволока подается вниз роликами, токоподвод осуществляется мундштуком. За счет прохождения тока между проволокой и изделием флюс нагревается и расплавляется. Расплавленный флюс образует шлак, который, будучи электропроводным, является источником тепла, приводящим к расплавлению проволоки и кромок и образованию сварочной ванны. Электрическая дуга отсутствует, так как она шунтируется расплавленным шлаком. Процесс сварки идет снизу вверх. Ползуны, охлаждаемые водой через трубки, перемещаются вверх вместе со сварочным автоматом и формируют сварной шов. Расплавленный флюс обеспечивает одновременно защиту сварочной ванны и участвует в металлургических процессах, обеспечивающих требуемое качество сварного шва.
Расход флюса при этом способе сварки невелик и не превышает 5%-ной массы наплавленного металла. Флюс используется такой же, как и для дуговой сварки, или специальный.