|
Архитектура Аудит Военная наука Иностранные языки Медицина Металлургия Метрология Образование Политология Производство Психология Стандартизация Технологии |
|
|
Архитектура Аудит Военная наука Иностранные языки Медицина Металлургия Метрология Образование Политология Производство Психология Стандартизация Технологии |
П11. Компоненты, используемые при построении
волоконно-оптического сегмента ЛВС [1; 2] Для обеспечения передачи оптического сигнала по волоконно-оптическим кабелям (ВОК) от передающих модулей к приемным в СКС созданы различные коммутационные оптические компоненты: оптические соединители, розетки, шнуры, распределительные панели, кроссовые шкафы, соединительные муфты, оптические разветвители, аттенюаторы, системы спектрального уплотнения и т.д. Обеспечение надежного соединения оптических волокон – едва ли не самая важная и трудная задача (если, конечно, не принимать во внимание технологию изготовления самого оптического волокна).[5] Различают неразъемные и разъемные соединения. Основным методом монтажа, обеспечивающим неразъемное соединение, является сварка. [6] Разъемныесоединия(«разъемы», «коннекторы», «соединители»») подразумевают оперативные многократные соединения/разъединения оптического кабеля. Некоторое промежуточное положение занимают так называемые «сплайс-соединения», как приспособления для выполнения неразъемных сварных соединений или соединений лишь путем механического смыкания ВОК. П11.1. Оптический кабель Номенклатура оптических кабелей, выпускаемых отечественной и зарубежной промышленностью, В зависимости от назначения оптического кабеля в условиях ЛВС могут быть использованы различные разновидности их конструктивного оформления: ¾ Оптическое волокно в так называемом «буферном покрытии»; ¾ Одно – и двухволоконный кабель ¾ Многоволоконный защищенный кабель. Оптическое волокно в буферном покрытии имеет наименьший уровень механической защиты. Его наружный диаметр составляет 0.9 мм. Оптическое волокно в буферном покрытии используется главным образом при изготовлении полувилок для оптических кроссов. Одно – и двухволоконный кабель обеспечивает уже более высокий уровень механической защиты световодов. Наружный диаметр кабеля составляет 2-3 мм. Он используется для производства оптических патч-кордов. Многоволоконный защищенный кабель используется для организации магистральных оптических соединений путем прокладки в шахтах и колодцах или внешней подвески. Различные типы такого кабеля обеспечивают требуемые уровни устойчивости к воздействию механических, климатических и биологических факторов. Это очень общего характера рекомендации. Выбор кабеля с конкретными характеристиками, конечно же, должен опираться на требования конкретного ТЗ. П11.2. Разъемные соединения
Оптический соединитель – это устройство, предназначенное для соединения различных компонентов волоконно-оптического линейного тракта в местах ввода и вывода излучения. Разъемные оптические соединители обеспечивают многократное выполнение операций соединения и разъединения. В основе разъемных оптических соединителей лежит обеспечение оптического контакта двух специально обработанных волоконных световодов.
П11.2.1. Требования, предъявляемые к разъемным соединениям Основные требования к соединителям: малые вносимые потери мощности сигнала, малое обратное отражение в точке соприкосновения оптических волокон, устойчивость к внешним механическим, климатическим и другим воздействиям, высокая надежность и простота конструкции, незначительное ухудшение характеристик после многократных повторных соединений (большой ресурс).
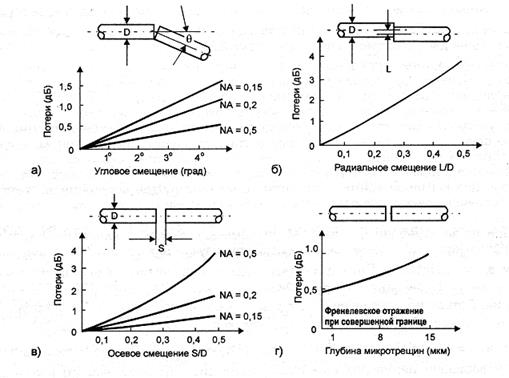
П11.2.2. Вносимые потери Вносимые потери определяются как α = -10log K [дБ], где К = Рвых/Рвх - коэффициент передачи оптической мощности при торцовом соединении световодов, а Рвх и Рвых, соответственно, интенсивности излучения на входе и выходе соединения. Вносимые потери зависят от типа волокна (многомодовое или одномодовое), типов и качества соединителей и составляют величину порядка 0, 3 ¸ 0, 5 децибела на соединение. Принято говорить о внутренних потерях, которые определяются факторами, не зависящими от конструкции соединителей: парной вариацией диаметров сердцевин световодов, показателей преломления, числовых апертур, эксцентриситетов сердцевина/оболочка и концентричностей сердцевины у волокон с разных сторон. На внутренние потери больше влияет технология производства световодов, а не конструктор соединителя. Зная разброс значений перечисленных выше параметров, можно определить максимальное значение внутренних потерь. Соединение волокон 62, 5/125 и 50/125. Российские заводы по производству волоконно-оптического кабеля широко используют стандарт многомодового волокна с диаметром светонесущей жилы 50 мкм отечественного производства. Многомодовое волокно наибольшее применение имеет при построении локальных сетей. Широкое распространение многомодового градиентного волокна 50 мкм является стандартом де-факто. На практике нередко применяют соединения волокон 62, 5/125 и 50/125. Если свет распространяется из волокна 50/125 в волокно 62, 5/125, то потери интенсивности света не происходит (если не учитывать других составляющих). Если же свет переходит из волокна 62, 5/125 в волокно 50/125, то потери, обычно, оцениваются величиной порядка 2дБ. Это обстоятельство нередко учитывается при производстве оптических приемопередатчиков. Так, обычно светодиод передатчика рассчитан на волокно меньшего диаметра (50 мкм), а приемник в этом же устройстве на волокно большего диаметра (62, 5 мкм). В этом случае не является строго обязательным использование в кабельном сегменте, соединяющим такие устройства, стандарта волокна 62, 5/125, рекомендованного стандартами ANSI. Многие сетевые стандарты закладывают большой запас по затуханию в кабельной системе. Например, стандарты физического уровня на многомодовое волокно в спецификациях FDDI, 100Base-FX рассчитаны на максимальное допустимое затухание в линии до 11 дБ при максимальном допустимом расстоянии 2 км. Если учесть, что потери в кабеле принять равным 3 дБ/км, а в соединителе с однотипными волокнами - 0, 5 дБ, то один дополнительный переход с 62, 5 на 50 мкм, вносящий затухание 2, 5 дБ, не будет критичным даже при максимальной длине кабельного сегмента в 2 км. Соединение многомодового и одномодового волокон. Гораздо большие внутренние потери (примерно 16 дБ) возникают при сопряжении многомодового и одномодового волокон, когда свет распространяется из первого во второе волокно. Внешние потери - это потери, которые являются следствием несовершенства как самой конструкции соединителя, так и процесса сборки оптического шнура. Внешние потери зависят от таких факторов как: механическая нестыковка (угловое смещение Q°, радиальное смещение L, осевое смещение S); шероховатости на торце сердцевины; загрязнение участка между торцами волокон, рис. 1.
Рис. 1. Источники внешних потерь и степень их влияния
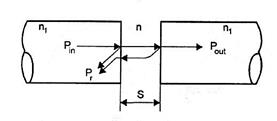
Некачественная полировка торцев волокон, а также трение, возникающее при многократном переподключении соединителей (имеющих физический контакт), может привести еще к одному типу потерь - потерь, связанных с рассеянием на микротрещинах (рис. 1. г). Приведенное соотношение для потерь при осевом смещении учитывает только фактор апертурной расходимости светового потока. Однако при появлении зазора между волокнами появляется и френелевское отражение из-за того, что среда, заполняющая пространство между открытыми плоскостями торцев волокон имеет отличный от волокон показатель преломления, рис. 2.
Рис. 2. Схема возникновения Френелевского отражения
При величине зазора, сравнимой с длиной волны или большей, по осцилляциям синуса можно произвести усреднение. Обычно суммарные потери в соединителе составляют до 0, 3-0, 4 дБ для одномодового и многомодового волокон. При этом, естественно, более жесткие требования предъявляются к качеству одномодового соединителя. П11.2.3. Обратное отражение Рассеяние не только ведет к ослаблению проходящего сигнала, но и увеличивает обратный световой поток. Обратное отражение, как правило, начинает сказываться в оптических линиях широкополосной цифровой передачи, широкополосной аналоговой передачи, или в магистральных линиях с большим числом разъемных соединений. Для построения таких линий, в основном, используется одномодовое волокно. Сильное обратное отражение от стыков соединителей может в конечном итоге, приводить к ненужным дополнительным световым искажениям сигнала. При цифровой передаче обратное рассеяние менее пагубно, чем при аналоговой, однако, суммарный эффект обратного рассеяния на нескольких стыках соединителей может стать причиной неверного опознавания битового сигнала на приемном устройстве. Обратное отражение является вторым по значимости мешающим фактором фактором среди вносимых потерь. Для уменьшения прямых и обратных потерь используются несколько способов обработки соприкасающихся поверхностей оптических световодов (рис. 3): a ) – плоский физический контакт (physical contact – PC) с уровнем потерь < 30dB; б) – сферический контакт (super PC, ultra/super PC - SPC/UPC) с уровнем потерь < 40dB/< 50dB соответственно; в) – угловой физический контакт (angled PC, APC) с уровнем потерь < 60dB (типичные практические значения – (70¸ 75)dB). Как уже говорилось, величина потерь существенно зависит от величины зазора в соединении. На практике создание нормальных к оптической оси соединителя поверхностей весьма затруднительно. Более вероятно, что торцы обоих наконечников будут иметь небольшие отклонения, но вполне достаточные, чтобы образовался зазор между сердцевинами волокон (см. рис. 3а). Так, отклонение на угол ф = 0, 05° между плоскостями наконечников соединителя при диаметре наконечника 2, 5 мм приводит к зазору между световодами около 1 мкм, что сопоставимо с длиной волны. Значительное уменьшение зазора достигается при сферической обработке поверхности торцев. После этого (более сложного и дорогого технологического приема) соприкосновение всегда происходит в окрестности светонесущей сердцевины волокон, рис. 3б. Радиус кривизнынаходится в диапазоне (15 ¸ 25) мм.
Рис. 3.Типы контактов соединителей: а) плоская поверхность; б) сферическая поверхность - физический контакт (РС); в) наклонная сферическая поверхность - угловой физический контакт (АРС)
Обратное рассеяние может быть существенно уменьшено при использовании так называемого углового (наклонного) физического контакта, рис. 3в. При наклонном торце даже в том случае, когда нет физического контакта, силыный отраженный сигнал не распространяется обратно по сердцевине волокна, а попадает в оболочку. Угол наклонаQ° наконечника определяется как угол между осью световодной сердцевины и нормалью к плоскости, касательной в точке поверхности, где находится сердцевина, рис.3в. При использовании ступенчатого одномодового волокна угол наклона Q° составляет 8°, что приводит к потерям на обратное отражение в районе -70 дБ. Обработка по способу PC используется для производства mm‑ компонентов. Для производства оптических sm‑ компонентов используются технологии SPC, UPC и APC. Из-за более сложной технологии изготовления стандарт АРС имеет меньшее распространение. Однако в ультраскоростных оптических магистралях (до 1 Гбит/с и более) рекомендуется использование соединителей именно этого стандарта. П11.3. Типы конструкций разъемных соединителей По конструкции соединения принято разделять на симметричные и несимметричные [1]. Упрощенные схемы таких соединений показаны на рис. 4. При несимметричной конструкциисоединитель 3, несущий наконечник 2, является штекером для соединителя 1, который оказывается гнездом (аналогом электрической розетки). В свою очередь наконечник соединителя 3 имеет «капилляр», т.е. калиброванное отверстие, в которое при сочленении входит оболочка световода, закрепленного в соединителе 1, и которое обеспечивает соосность световодов. Консольно закрепленный световод является оптическим штекером, а капилляр – розеткой. Это и есть собственно соединение, т.е. передача сигнала из одного световода в другой. Несимметричная схема таит в себе ряд конструкторских проблем. Механики знают, что из-за неизбежных технологических отклонений от номинальных размеров при соединении двух деталей нельзя требовать, чтобы они без зазора одновременно сопрягались по нескольким поверхностям. «Посадочная» поверхность может быть лишь одна. Если в соединители 1 и 3 световоды заделаны жестко, то в данной конструктивной схеме при соединении посадка
2 – наконечник – капилляр, т.е. оптическая розетка, принимающая выступающий во внутренней полости детали (2), световод. 4 – закрепление эпоксидным заполнителем (5) упрочняющих ВОК кевларовых нитей; 6 – соединитель; 7 – соединительная механическая розетка, с двух сторон принимающая наконечники соединителей (в частности (8)); 9 – центрирующая разрезная пружинная втулка розетки для наконечников; 10 – оптическое волокно; 11 – Волоконно-оптический кабель (ВОК).
Рис. 4. Конструктивные схемы разъемных соединений: а) несимметричного; б) симметричного; в) оптический наконечник и центрирующая втулка симметричного соединения должна осуществляться по наружному диаметру наконечника 2 (это, как правило, 2, 5 мм) или по еще большему диаметру соединителя 3, т.к. не видно других элементов конструкции, на которые можно было бы возложить парирование боковых усилий. Но тогда световод соединителя 1 должен входить в капилляр с гарантированным зазором. Допуск на величину этого зазора придется положить очень малым и уметь его жестко выдерживать при изготовлении деталей, т.к. иначе нельзя будет надеяться на качественную передачу сигнала, которая подразумевает обеспечение строгого центрирования световодов. Не лучше обстоит дело и с обеспечением посадочных размеров в осевом перемещении. После соединения детали 1 и 3 должны быть скреплены. Обычно это осуществляется с помощью накидной гайки (зацеплена за соединитель 3 и наворачивается на наружную поверхность соединителя 1), которая традиционно применяется в электрических разъемах, или с помощью какой-либо защелки. Если мы хотим, чтобы торцы световодов механически контактировали, то необходимо добиться, чтобы контакт возникал лишь точно в положении закрытой защелки (завернутой гайки) и при этом консольная часть световода в соединителе 1 (она ничем не защищена) не испытывала осевой нагрузки. Световод не может противостоять усилиям, развиваемым гайкой или защелкой. Такая конструкция не имеет шансов на массовое применение. Следовательно, придется отказаться от требования физического контакта торцев световодов (осуществлять передачу света через зазор) или обеспечить в конструкции соединителей некоторую упругую податливость точки соприкосновения торцев без возникновения разрушающих усилий. Это ведет к усложнению конструкции и дополнительному удорожанию соединения. Реальные конструкции, как правило, рассчитаны на световоды с соотношением диаметров сердцевины и оболочки 50/125[7] и 62, 5/125 мкм Наиболее жесткие требования предъявляются к параметрам отверстия (капилляра) наконечника. Диаметр отверстия в соответствии со стандартом равен 126 +1/-0 мкм для одномодового волокна и 127 +2/-0 мкм для многомодового волокна. Некоторые производители поставляют наконечники с капиллярами широкого диапазона диаметров (например, 124, 125, 126, 127 мкм) для приспособления технологических вариаций диаметров волокна.[8] Наконечник - самый прецизионный элемент соединителя, является самым дорогим. Наконечники обычно бывают металлическими (на основе нержавеющей стали) или металлокерамическими (на основе циркония или оксида алюминия). Все больше появляется пластиковых наконечников (и самих соединителей) высокого качества, что снижает затраты на производство. Незащищенный световод, являющийся в данной конструктивной схеме не только проводником сигнала, но и элементом конструкции, а также прецезионная капиллярная полость требуют деликатного обращения при каждом «переподключении» в процессе эксплуатации, соблюдения чистоты. Асимметричные разъемные соединения, обычно, имеют характеристики, уступающие симметричным, и имеют меньшее распространение. При симметричной конструкциидля организации соединения требуется три элемента: два соединителя и переходная розетка (coupling) 7, рис. 4б. Каждый световод в соединении закреплен в своем наконечнике, торцы которых обработаны совместно со световодами «заподлицо». Световод нигде не выступает как самостоятельная деталь разъема. В этой схеме в физический контакт вступают не только торцы световодов, но и торцы наконечников, которые центрируются в розетке. Розетка снабжается центрирующим элементом, выполненным в виде подпружиненной трубки с продольным разрезом, которая плотно охватывает наконечники и обеспечивает их строгую соосность.
Разъемные оптические соединители различаются также по типам организации механического фиксирования световодов. В настоящее время наиболее широко используются соединители типов FC, ST, SC, LC и MT-RJ.
П11.4. Сплайс-пластины (механический сплайс) (МС) Это прецизионное, простое в использовании, недорогое устройство для быстрой стыковки обнаженных многомодовых и одномодовых волокон в покрытии с диаметром 250 -1 мкм посредством специалыных механических зажимов. МС предназначен для многоразового (организация временных соединений) или одноразового использования (организация постоянного соединения). Сплайс предназначен не только для размещения сростков оптических волокон, но и запасов длины сращиваемого оптического волокна. При этом обеспечивается соблюдение минимального допустимого радиуса изгиба волокна (около 40 мм). При разрыве световода, например, в полевых условиях, можно восстановить повреждения, не прибегая к сварке волокон. Стеклянный капилляр, заполненный иммерсионным гелем, обеспечивает вносимые потери < 0, 2 дБ и обратные потери < -50 дБ. По надежности и по вносимым потерям механический сплайс уступает сварному соединению.
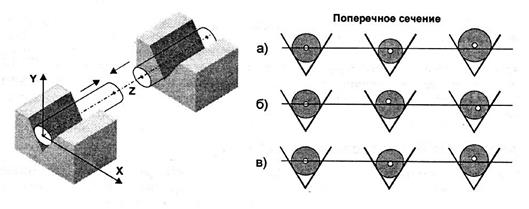
Рис. 5. Внешний вид комплекта сплайс-пластины Для изготовления сплайс-пластин может быть использована сталь, алюминиевый сплав или пластмасса. Как правило, сплайс-пластины комплектуются эластичными полимерными держателями гильз КДЗС (см. ниже). П11.5. Сварное соединение волокон Сварка оптических волокон предполагает их точное предварительное центрирование, после чего волокна свариваются друг с другом при помощи дугового разряда между угольными электродами. Для прецезионного центрирования волокон создано автоматическое оборудование. Часто используется более простой и дешевый метод центрирования в V-образном пазу механического приспособления Метод требует высокой точности геометрии поперечного сечения волокна для обеспечения приемлемых характеристик сварного соединения, рис. 6.
Рис. 6. Схема взаимного центрирования оптических волокон перед сваркой.
Три геометрические характеристики волокна влияют на качество сварки методом V‑ центрирования: - разброс значений диаметров оболочки волокна; - концентричность сердцевина/оболочка; - неоднородности толщины оболочки волокна - утолщения или полости. Метод V‑ центрирования предъявляет весьма жесткие требования к допуску на диаметр оболочки - 125, 0±1, 0 мкм. Такое же отклонение в 1, 0 мкм допустимо для концентричности сердцевина/оболочка. Неоднородность оболочки на длине сростка обычно проявляется редко, поэтому влияние этого фактора проявляется реже, чем двух предыдущих. (Стоит отметить, что влияние отклонения от идеальной геометрии волокна по трем перечисленным характеристикам практически не ухудшает качества сварки при использовании процедуры автоматического центрирования, поскольку центрирование контролируется по положению сердцевин волокон, собственно световодов). Сварка создает неразрывное соединение и поэтому обеспечивает наилучшие характеристики по вносимым и обратным потерям по сравнению с разъемным соединением или механическим сплайсом. Как правило, сварка используется в местах соединения участков оптических кабелей при их пролегании вне зданий и в местах «оконцевания» кабелей внутри зданий. При наружном соединении места сварки защищаются герметичными муфтами. Если же сварные соединения выполнены внутри здания, они помещаются в специальные сплайс‑ боксы. Не всегда решение вопроса о выборе способа соединения - сварка или разъем - бывает простым. В неоднозначных ситуациях следует учитывать преимущества и недостатки каждого типа соединения в условиях конкретного техзадания. П11.5.1. КДЗС - комплекты для защиты стыка (сварных соединений) После сварки оголенное оптическое волокно должно быть механически защищено от воздействий со стороны окружающей среды. Для этого чаще всего используют термоусаживающиеся защитные гильзы КДЗС. Термоусадка этих гильз происходит в предназначенной для этой цели специалыюй печи, которая обычно является одним из узлов сварочного аппарата. Один комплект (гильза) предназначен для защиты одного сварного шва и состоит из клея‑ расплава (внутренняя трубка), помещенного во внешнюю термоусаживаемую трубку. Металлический стержень из нержавеющей стали со скругленными торцами, помещенный между трубками защищает сварной шов от повреждений. При нагреве КДЗС внутренняя трубка полностью расплавляется, защищая место сварки волокон от внешних воздействий. Для придания месту стыка механической прочности преред термоусадкой внешней трубки между трубками вводится металлический стержень из нержавеющей стали. Характеристики типовых гильз КДЗС приведены в таблице 2. Таблица 2. Характеристики типовых гильз КДЗС
|
Последнее изменение этой страницы: 2017-03-15; Просмотров: 402; Нарушение авторского права страницы

 1 – соединитель – механическое гнездо, («розетка»). Принимает соединитель - штекер (3);
1 – соединитель – механическое гнездо, («розетка»). Принимает соединитель - штекер (3);