|
Архитектура Аудит Военная наука Иностранные языки Медицина Металлургия Метрология Образование Политология Производство Психология Стандартизация Технологии |
|
|
Архитектура Аудит Военная наука Иностранные языки Медицина Металлургия Метрология Образование Политология Производство Психология Стандартизация Технологии |
Стали для режущих инструментов
Стали для режущих инструментов должны быть способными сохранять высокую твердость и режущую способность продолжительное время, том числе и при нагреве. В качестве сталей для режущих инструментов применяют углеродистые, легированные инструментальные, быстрорежущие стали. Углеродистые инструментальные стали Углеродистые инструментальные стали содержат 0, 65-1, 32% углерода. Например, стали марок У7, У7А, У13, У13А. К данной группе, помимо нелегированных углеродистых инструментальных сталей, условно относят также стали с небольшим содержанием легирующих элементов, которые не сильно отличаются от углеродистых. Легированные инструментальные стали В данную группу сталей входят стали, содержащие легирующие элементы в количестве 1-3%. Легированные инструментальные стали имеют повышенную (по сравнению с углеродистыми инструментальными сталями) теплостойкость - до +300°С. Наиболее широко используют стали 9ХС (сверла, фрезы, зенкеры), ХВГ (протяжки, развертки), ХВГС (фрезы, зенкеры, сверла больших диаметров). Быстрорежущие стали Быстрорежущие стали применяют для изготовления различного режущего инструмента, работающего на высоких скоростях резания, так как они обладают высокой теплостойкостью - до +650°С. Наибольшее распространение получили быстрорежущие стали марок Р9, Р18, Р6М5, Р9Ф5, РЮК5Ф5. Стали для измерительных инструментов Инструментальные стали для измерительных инструментов (плиток, калибров, шаблонов) помимо твердости и износостойкости должны сохранять постоянство размеров и хорошо шлифоваться. Обычно применяют стали У8...У12, X, 12X1, ХВГ, Х12Ф1. Измерительные скобы, шкалы, линейки и другие плоские и длинные инструменты изготовляют из листовых сталей 15, 15Х. Для получения рабочей поверхности с высокой твердостью и износостойкостью инструменты подвергают цементации и закалке. Штамповые стали Штамповые стали обладают высокой твердостью и износостойкостью, прокаливаемостью и теплостойкостью. Стали для штампов холодного деформирования Эти стали должны обладать высокой твердостью, износостойкостью и прочностью, сочетающейся с достаточной вязкостью, также должны быть теплостойкими. Например Х12Ф1, Х12М, Х6ВФ, 6Х5ВЗМФС, 7ХГ2ВМ. Во многих случаях для изготовления штампов для холодного деформирования используют быстрорежущие стали. Стали для штампов горячего деформирования Эти стали должны иметь высокие механические свойства (прочность и вязкость) при повышенных температурах и обладать износостойкостью, окалиностойкостью, разгаростойкостью и высокой теплопроводностью. Примером таких сталей могут служить стали 5ХНМ, 5ХНВ, 4ХЗВМФ, 4Х5В2ФС, ЗХ2В8Ф, 4Х2В5МФ. Валковые стали Данные стали применяют для рабочих, опорных и прочих валков прокатных станов, бандажей составных опорных валков, ножей для холодной резки металла, обрезных матриц и пуансонов. К валковым сталям относят такие марки стали, как 90ХФ, 9X1, 55Х, 60ХН, 7Х2СМФ. Требования к стали для валков Высокая прокаливаемость. Для обеспечения высокой закаливаемости необходимо использование таких марок стали, устойчивость переохлажденного аустенита которых в обеих областях превращения, во возможности, достаточна для развития мартенситного превращения при минимальных скоростях охлаждения, например, в масле. Глубокая прокаливаемость. Прокаливаемость- это глубина закаленного слоя или, другими словами, глубина проникновения мартенсита. Она зависит от химического состава, размеров деталей и условий охлаждения. Легирующие элементы, а также увеличение содержания углерода (0, 8%) в стали способствуют увеличению ее прокаливаемости, поэтому необходимую прокаливаемость обеспечивают за счет оптимизации химического состава стали. Для данного типа стали необходима практически сквозная прокаливаемость, так как при этом обеспечивается жесткость валка, без которой затруднительно получение высокой точности проката. Среди элементов, увеличивающих прокаливаемость - кремний и бор. Высокая износостойкость. Необходима для безаварийной работы стана. При высокой износостойкости образование абразивных частиц износа не происходит, система подшипников работает более надежно. Высокая контактная прочность. Контактная прочность рабочего слоя валков должна быть выше контактных напряжений, возникающих в процессе прокатки с учетом естественных нагрузок. Минимальная склонность к деформации и короблению в процессе термической обработки и неизменность размеров в процессе эксплуатации. Удовлетворительная обрабатываемость при мехобработке, хорошая шлифуемость и полируемость для обеспечения высокой чистоты поверхности валков и, следовательно, высокого качества поверхности прокатываемого материала
4. Каково содержание углерода в сталях, закаливаемых с индукционного нагрева?
Принцип и кинетика индукционного нагрева стали Нагрев токами высокой частоты основан на следующем явлении. При прохождении переменного тока высокой частоты по проводнику – медному индуктору, вокруг последнего образуется переменное электромагнитное поле, силовые линии которого пронизывают помещенную в индуктор деталь. В поверхностном слое возникают вихревые токи (токи Фуко), вызывающие нагрев этого слоя до высоких температур. Ток высокой частоты, протекая по проводнику, сосредатачивается главным образом в поверхностном слое. Основная часть индуктирующего тока сосредоточена на глубине. Следовательно с увеличением частоты глубина проникновения индукционных токов уменьшается, что говорит о том, что можно в широких пределах изменять глубину проникновения индуктированного тока, а следовательно, и толщину слоя, по которому идет ток, вызывающий нагрев поверхности закаливаемой детали. Для большинства сталей магнитные превращения протекают в интервале критических температур 765-7800С, при которых магнитная проницаемость резко падает и становится равной единице. После потери сталью магнитных свойств с образованием аустенита глубина проникновения тока резко возростает. Наибольшее значение глубины проникновения тока называют горячей глубиной проникновения. Зная зависимость глубины проникновения тока от температуры, процесс индукционного нагрева стали можно представить по следующей схеме. В первый момент начинается нагрев стали в тонком поверхностном слое, равное глубине проникновения тока в холодный металл. После потери этим слоем магнитных свойств глубина проникновения тока возростает и нагревается слой, расположенный глубже. Повышение температуры в первом нагретом слое замедляется. После потери магнитных свойств вторым слоем начинает быстро нагреваться третий слой и т.д. Повышение температуры в слое с горячей глубиной проникновения происходит за счет индуктированных токов, а в более глубоких слоях – восновном за счет теплопроводности. Этот процесс нагрева объясняет причину быстрого распространения тепло при нагреве токами высокой частоты, в связи с изменениями магнитных свойств. Более быстрый нагрев происходит при температуре ниже точки Кюри (7690С). Выше этой точки нагрев замедляется в связи с потерей сталью магнитных свойств и фазовыми превращениями. Выбор марки стали Химический состав, склонность к росту зерна аустенита и прокаливаемость сталей, применяемых для деталей, подвергаемых высокочастотной поверхностной закалке, должны обеспечивать получение желаемых свойств как в поверхностном слое, так и в сердцевине изделия. Повышенное содержание углерода в стали приводит к увеличению твердости и износостойкости поверхностного слоя, а также к упрочнению сердцевины. Однако при этом увеличивается хрупкость закаленного слоя, повышается склонность к образованию закалочных трещин и уменьшается пластичность сердцевины. В результате этого увеличивается общая хрупкость изделий. Оптимальное содержание углерода в сталях закаливаемых токами высокой частоты должно быть 0.4-0.5%. После закалки изделий из этих сталей достигается высокая твердость и износостойкость, при отсутствии хрупкости. Стали, с более высоким содержанием углерода имеют более высокую твердость и сопротивление изнашиванию, но склонны к образованию трещин или к хрупкому разрушению в условиях эксплуатации. Стали с более низким содержанием углерода (0.3-0.4%)применяют в тех случаях, когда приходится сознательно идти на снижение твердости и сопротивление изнашиванию с целью уменьшения хрупкости поверхностного слоя и повышения вязкости всего изделия, а также к снижению склонности к образованию закалочных трещин. Для поверхностной закалки желательно применение таких марок сталей, которые менее чувствительны к колебаниям температуры нагрева при закалке, однако многие легирующие элементы, ограничивающие рост зерна аустенита, повышают минимальную температуру нагрева для поверхностной закалки и не всегда дают желаемые результаты. Стали, применяемые для поверхностной закалки, должны быть наследственно мелкозернистыми. Легирующие элементы должны обеспечивать минимальный рост зерна аустенита. Для закалки с нагревом ТВЧ в металлургии наиболее часто используют, следующие марки стали: 35, 40, 45, 40Х, 45Х, 38ХМ, 40ХН2МА. Использование легированной стали для изделий, подвергаемых поверхностной закалке, оправдывается лишь в деталях больших размеров и особо высоких требований предъявляемых к механическим свойствам сердцевины или изделия в целом. Для легированных сталей с большим содержанием легирующих элементов (3-5%) короткое время нагрева является недостаточным для завершения процесса аустенизации, растворения карбидов и гомогенизации аустенита. Недостаток времени обычно компенсируют повышением температуры нагрева, однако это приводит к росту аустенитного зерна и снижению конструктивной прочности детали. Применение легированных сталей позволяет несколько снизить содержание углерода, обеспечивающее получение данного уровня твердости и за счет этого несколько уменьшить хрупкость слоя и всего изделия. Кроме того, легированную сталь применяют при закалке на большую глубину. Каждый легирующий элемент в стали имеет своё конкретное значение. Хром - сильный карбидообразующий элемент: с углеродом он даёт различные карбиды, которые значительно прочнее и устойчивее цементита. При нагреве карбиды хрома переходят в твёрдый раствор при более высокой температуре, чем цементит, и препятствуют росту зёрен аустенита, поэтому хромистая сталь менее склонна к перегреву, чем простая углеродистая сталь. Хром резко увеличивает склонность аустенита к переохлаждению и значительно понижает критическую скорость закалки. Поэтому изделия можно закаливать не в воде, а в масле. Понижая критическую скорость закалки, хром увеличивает прокаливаемость стали. Хром улучшает закаливаемость, вязкость, способствуя сохранению более мелкого зерна. Никель неограниченно растворяется в γ - железе (аустените). Введение в сталь никеля снижает критические точки. Никель увеличивает устойчивость переохлаждённого аустенита и, следовательно, повышает прокаливаемость стали. В отличие от других элементов, введение в сталь никеля приводит к одновременному увеличению прочности и вязкости стали. Недостаток сталей, легированных хромом и никелем, значительная чувствительность к отпускной хрупкости. Эту хрупкость устраняют введением молибдена и вольфрама. Вольфрам и молибден незначительно растворяются в α - и γ - железе. Эти элементы повышают критические точки, препятствуют росту зерна. Прокаливаемость стали при введении вольфрама и молибдена резко возрастает. Стали, содержащие вольфрам и молибден, нечувствительны к отпускной хрупкости. Кремний улучшает способность принимать изотермическую закалку и получать при этом повышенную твёрдость. Однако концентрацию приходится ограничивать 0, 5 - 0, 9 % из-за его охрупчивающего влияния на α фазу: мартенсит и бейнит. Кремний частично растворяется в обеих модификациях железа, увеличивая склонность зерна к росту. Устойчивость переохлаждённого аустенита, а следовательно, и прокаливаемость при введении в сталь кремния возрастает. Кремний повышает износостойкость и прочность стали. Наличие карбидов в структуре увеличивает твердость изделия. Хром, марганец, никель, молибден являются сильными карбидообразующими элементами. Важной способностью легирующих элементов является замедление скорости распада аустенита в районе перлитного превращения, что выражается в смещении вправо по диаграмме изотермического распада аустенита. Изотермические диаграммы для некоторых марок углеродистых и легированных сталей представлены на рисунках 5.2, 5.4. Так как для некоторых деталей программы не требуется большая глубина закаленного слоя и особо высокие механические свойства изделия в сердцевине, то в проекте выбираем углеродистую сталь марки 45, содержание углерода в которой соответствует оптимальному. Для таких деталей, как вал-шестерни, шестерни, крупных размеров, где требуются более высокие механические свойства в сердцевине, большая прокаливаемость для их изготовления целесообразно использовать легированные стали марок: 38ХМ, 40ХН2МА. Химический состав стали 45 представлен в таблице 5.1.
Таблица 5.1 – Химический состав стали 45
Изменение твердости с увеличением содержания углерода при одинаковой структуре углеродистой стали показано на рисунке 5.1.
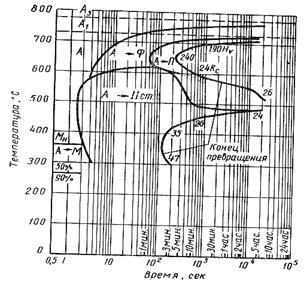
Рисунок 5.1 – Влияние углерода на твердость сталей, имеющих одинаковую структуру На рисунке 5.2 представлена диаграмма изотермического распада аустенита.
Рисунок 5.2 – Диаграмма изотермического распада аустенита для стали 45 Механические свойства закаленной улучшаемой стали 45 в зависимости от диаметра заготовки и температуры отпуска, показаны в таблице 5.2
Таблица 5.2 – Механические свойства закаленной улучшаемой стали 45 в зависимости от диаметра заготовки и температуры отпуска
Полоса прокаливаемости для стали 45 приведена на рисунке 5.3.
Рисунок 5.3 – Полоса прокаливаемости стали 45 Химический состав стали 38ХМ представлен в таблице 5.3. Таблица 5.3 – Химический состав стали 38ХМ
Диаграмма изотермического распада аустенита для стали 38 ХМ представлена на рисунке 5.4
Рисунок 5.4 – Диаграмма изотермического распада аустенита для стали 38 ХМ В сталях, легированных карбидообразующими элементами (хром, молибден), наблюдаются два максимума скорости изотермического распада аустенита, разделенных областью высокой устойчивости переохлажденного аустенита. Изотермический распад аустенита имеет два явно выраженных интервала превращений — превращение в пластинчатые (перлитное превращение) и превращение в игольчатые (бейнитные превращения) структуры. Прокаливаемость стали определяется устойчивостью переохлажденного аустенита, сечением изделия и скоростью охлаждения. При достижении сечением изделия скорости охлаждения больше критической, после закалки получается структура мартенсита. Полоса прокаливаемости для стали 38 ХМ приведена на рисунке 5.5.
Сталь 38ХМ Рисунок 5.5 – Полосы прокаливаемости для стали 38ХМ Механические свойства стали 38ХМ приведены в таблице 5.4. Таблица 5.4 – Механические свойства стали 38ХМ
Выше перечисленные углеродистая и низколегированная стали применяются для деталей среднего сечения. Для очень ответственных деталей, большого сечения, таких как детали привода конвектора, механизма подъема стола, испытывающие механические напряжения, по условиям сквозной прокаливаемости в проекте предусматривается применение высоколегированной стали 40ХН2МА. Химический состав стали 40ХН2МА представлен в таблице 5.5.
Таблица 5.5 – Химический состав стали 40ХН2МА
Легирующие элементы в стали 40ХН2МА очень сильно смещают С- образную диаграмму в право, вследствие большой устойчивости переохлажденного аустенита. Охлаждение в масле или даже на воздухе достаточно для получения в сердцевине структур нижнего бейнита или мартенсита, что приводит к весьма интенсивному упрочнению. Диаграмма изотермического распада аустенита для стали марки 40ХН2МА приведена на рисунке 5.6
Рисунок 5.6 – Диаграмма изотермического распада аустенита для стали марки 40ХН2МА Сталь 40ХН2МА имеет весьма большую прокаливаемость и не склонна к отпускной хрупкости. Полоса прокаливаемости для стали 40ХН2МА приведена на рисунке 5.7.
Рисунок 5.7 – Полоса прокаливаемости стали марки 40ХН2МА
Механические свойства улучшаемой термически обработанной легированной стали представлены в таблице 5.6.
Таблица 5.6 – Механические свойства улучшаемой термически обработанной легированной стали
Прокаливаемость выбранных марок стали была проверена по номограмме Блантера, что обеспечивает получение требуемой структуры в деталях. Таким образом, в проектируемом отделении, для получения оптимальных механических свойств, при различных условиях работы, предлагается использовать стали марок 45, 38ХМ, 40ХН2МА
5. Какие стали относятся к азотируемым?
Суть процесса азотирования По сравнению с цементацией азотирование имеет несколько веских преимуществ, которое сделало его основным способом улучшения показателей стали. Азотированный слой обладает высоким показателем твердости без дополнительной термообработки. Кроме того, после азотирования размер обрабатываемой детали остается практически неизменным. В отличие от цементационного процесса, его можно применить к готовым изделиям, которые прошли термическую закалку с высоким отпуском и отшлифованы до окончательных форм. После азотирования детали полностью готовы к чистовой полировке и другой обработке. Азотирование – это обработка стали в процессе ее нагрева в среде высокого содержания аммиака. Вследствие этого поверхность стали насыщается азотом и приобретает следующие качества: · Улучшается износостойкость деталей из металла за счет повышения индекса твердости их поверхностного слоя; · Растет выносливость или усталостной прочности стальных изделий; · Обработанный материал приобретает стойкую антикоррозионную защиту, которая сохраняется при контакте с водой, воздухом и паровоздушной средой. Результаты азотирования намного ценнее в плане дальнейшей эксплуатации, нежели показатели изделия после цементации. Так, слой после цементации может сохранять стабильные показатели твердости при температуре не более 225 °С, а слой с азотом – до 550-600 °С. Причиной тому служит сам механизм азотирования, вследствие которого образуется поверхностный слой, который в 1, 5-2 раза прочнее, чем после закалки и той же цементации. Механизм азотирования
Обычно эта процедуры происходит при 500-600 °С в герметично закрытой реторте (муфели) из железа, которая внедряется в печь. Ее разогревают до температуры соответствующей выбранному режиму, и выдерживается необходимое время. В муфел, который являет собой контейнер, закладывают стальные элементы, которые будут подвержены азотированию. В реторту из баллона непрерывно под определенным давлением запускается аммиак. Внутри нее аммиак, имеющий в своей молекуле азот, под действием температуры начинает диссоциацию (разложение) по следующей формуле: 2 NH 3 → 6 H +2 N , откуда полученный в результате этого разложения атомарный азот проникает в металл путем диффузии. Это приводит к образованию нитридов на поверхности железных изделий. А нитриды и их твердые растворы характеризуются повышенной твердостью. По окончании процедуры печь должна плавно охлаждается вместе с потоком аммиака. Такой подход закрепляет эффект по твердости слоя, не давая поверхности окислиться. Толщина такого нитридного слоя может варьировать от 0, 3 до 0, 6 мм. Таким образом, отпадает надобность в последующей термической обработке с целью повышения прочностных характеристи к. Схема формирования слоя, обогащенного азотом сложна, но хорошо изучена металлургами. В сплаве, который образуется вследствие диффузии азота в металл, наблюдается возникновение следующих фаз: · Твердый раствор Fe3N с долей азота 8, 0-11, 2%; · Твердый раствор Fe4N с долей азота 5, 7-6, 1%; · Раствор N в α -железе. При доведении процесса до температуры, которая превышает 591 °С можно наблюдать дополнительную α - фазу. Когда она достигает лимита насыщения, это порождает следующую фазу. Эвтектоидный распад производит 2, 35 % азота. |
Последнее изменение этой страницы: 2017-04-12; Просмотров: 64; Нарушение авторского права страницы


 , МПа
, МПа
 МПа
МПа
 , %
, %
 %
%