|
Архитектура Аудит Военная наука Иностранные языки Медицина Металлургия Метрология Образование Политология Производство Психология Стандартизация Технологии |
|
|
Архитектура Аудит Военная наука Иностранные языки Медицина Металлургия Метрология Образование Политология Производство Психология Стандартизация Технологии |
Качество и свойства материаловСтр 1 из 5Следующая ⇒
Введение Материаловедение — наука о связях между составом, строением и свойствами материалов и закономерностях их изменений при внешних физико-химических воздействиях. Все материалы по химической основе делятся на две основные группы — металлические и неметаллические. К металлическим относятся металлы и их сплавы. Металлы составляют более 2/3 всех известных химических элементов. В свою очередь, металлические материалы делятся на черные и цветные. Практическое значение различных металлов не одинаково. Наибольшее применение в технике приобрели черные металлы. На основе железа изготавливают более 90% всей металлопродукции. Однако цветные металлы обладают целым рядом ценных физико-химических свойств, которые делают их незаменимыми. Из цветных металлов наибольшее промышленное значение имеют алюминий, медь, магний, титан и др. Кроме металлических, в промышленности значительное место занимают различные неметаллические материалы — пластмассы, керамика, резина и др. Их производство и применение развивается в настоящее время опережающими темпами по сравнению с металлическими материалами. Но использование их в промышленности невелико (до 10%) и предсказание тридцатилетней давности о том, что неметаллические материалы к концу века существенно потеснят металлические, не оправдалось.
Качество и свойства материалов Качество материалов и его оценка Качеством материаланазывается совокупность его свойств, удовлетворяющих определенные потребности в соответствии с назначением. Уровень качества определяется соответствующими показателями, представляющими собой количественную характеристику одного или нескольких свойств материалов, которые определяют их качество применительно к конкретным условиям изготовления и использования. По количеству характеризуемых свойств показатели качества подразделяются на единичные и комплексные. Единичный показатель качества характеризуется только одним свойством (например, твердость стали). Комплексный показатель характеризуется несколькими свойствами продукции. При этом продукция считается качественной только в том случае, если весь комплекс оцениваемых свойств удовлетворяет установленным требованиям качества. Примером комплексного показателя качества стали могут служить оценка химического состава, механических свойств, микро- и макроструктуры. Комплексные показатели качества устанавливаются государственными стандартами. Методы контроля качества могут быть самые разнообразные: визуальный осмотр, органолептический анализ и инструментальный контроль. По стадии определения качества различают контроль предварительный, промежуточный и окончательный. При предварительном контроле оценивается качество исходного сырья, при Качество материала определяется главным образом его свойствами, химическим составом и структурой. Причем свойства материала зависят от структуры, которая, в свою очередь, зависит от химического состава. Поэтому при оценке качества могут определяться свойства, состав и оцениваться структура материала. Свойства материалов и методы определения некоторых из них изложены в следующих разделах. Химический состав может определяться химическим анализомили спектральным анализом. Существуют различные методы изучения структуры материалов. С помощью макроанализа изучают структуру, видимую невооруженным глазом или при небольшом увеличении с помощью лупы. Макроанализ позволяет выявить различные особенности строения и дефекты (трещины, пористость, раковины и др.). Микроанализом называется изучение структуры с помощью оптического микроскопа при увеличении до 3000 раз. Электронный микроскоп позволяет изучать структуру при увеличении до 25000 раз. Рентгеновский анализ применяют для выявления внутренних дефектов.
Магнитная дефектоскопия позволяет выявить дефекты в поверхностном слое Ультразвуковая дефектоскопия позволяет осуществлять эффективный контроль качества на большой «дубине. Она основана на том, что при наличии дефекта интенсивность проходящего через материал ультразвука меняется.
Капиллярная дефектоскопия служит для выявления невидимых глазом тонких трещин. Она использует эффект заполнения этих трещин легко смачивающими материал жидкостями. Металлы и сплавы Строение металлов В технике под металлами понимают вещества, обладающие комплексов металлических свойств: характерным металлическим блеском, высокой электропроводностью, хорошей теплопроводностью, высокой пластичностью. Кристаллические решетки. Все вещества в твердом состоянии могут иметь кристаллическое или аморфное строение. В аморфном веществе атомы расположены хаотично, а в кристаллическом — в строго определенном порядке. Все металлы в твердом состоянии имеют кристаллическое строение. Для описания кристаллической структуры металлов пользуются понятием кристаллической решетки. Кристаллическая решетка — это воображаемая пространственная сетка, в узлах которой расположены атомы. Наименьшая часть кристаллической решетки, определяющая структуру металла, называется элементарной кристаллической ячейкой . На рис. 2 изображены элементарные ячейки для наиболее распространенных кристаллических решеток. В кубической объемно-центрированной решетке (рис. 2, а) атомы расположены в узлах ячейки и один атом в центре куба. Такую решетку имеют хром, вольфрам, молибден и др. В кубической гранецентрированной решетке (рис. 2, б) атомы расположены в вершинах куба и в центре каждой грани. Эту решетку имеют алюминий, медь, никель и другие металлы. В гексагональной плотноупакованной решетке (рис. 2, в) атомы расположены в вершинах и центрах оснований шестигранной призмы и три атома в середине призмы. Такой тип решетки имеют магний, цинк и некоторые другие металлы.
Рис. 2. Основные виды кристаллических решеток. Кристаллизация металлов. Процесс образования в металлах кристаллической решетки называется кристаллизацией. Для изучения процесса кристаллизации строят кривые охлаждения металлов, которые показывают изменение температуры (t) во времени (τ ). На рис. 3 приведены кривые охлаждения аморфного и кристаллического веществ. Затвердевание аморфного вещества (рис. 3, а) происходит постепенно, без резко выраженной границы между жидким и твердым состоянием. На кривой охлаждения кристаллического вещества (рис. 3, 6) имеется горизонтальный участок с температурой tкр), называемой температурой кристаллизации. Наличие этого участка говорит о том, что процесс сопровождается выделением скрытой теплоты кристаллизации. Длина горизонтального участка — это время кристаллизации.
Рис. 3. Кривые охлаждения аморфного и кристаллического тел
Кристаллизация металла происходит постепенно. Она объединяет два процесса, происходящих одновременно: возникновение центров кристаллизации и рост кристаллов. В процессе кристаллизации когда растущий кристалл окружен жидкостью, он имеет правильную геометрическую форму. При столкновении растущих кристаллов их правильная форма нарушается (рис. 4.)
Рис. 4. Схема процесса кристаллизации металла
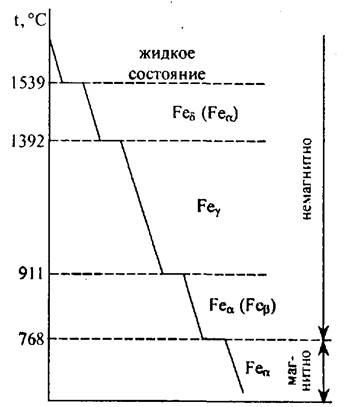
После окончания кристаллизации образуются кристаллы неправильной формы, которые называются зернами или кристаллитами. Внутри каждого зерна имеется определенная ориентация кристаллической решетки, отличающаяся от ориентации решеток соседних зерен. Полиморфизм. Некоторые металлы в зависимости от температуры могут существовать в различных кристаллических формах. Это явление называется полиморфизм или аллотропия, а различные кристаллические формы одного вещества называются полиморфными модификациями. Процесс перехода от одной кристаллической формы к другой называется полиморфным превращением. Полиморфные превращения протекают при определенной температуре. Полиморфные модификации обозначают строчными греческими буквами α, β, γ, δ и т. д., причем, α соответствует модификации, существующей при наиболее низкой температуре. Полиморфизм характерен для железа, олова, кобальта, марганца, титана и некоторых других металлов. Важное значение имеет полиморфизм железа. На рис. 5 изображена кривая охлаждения железа. Полиморфные превращения характеризуются горизонтальными участками на кривой охлаждения, так как при них происходит полная перекристаллизация металла. До 911° С устойчиво Fea, имеющее кубическую объемно-центрированную решетку. В интервале 911-1392° С существует Fey c кубической гранецентрированной кристаллической решеткой. При 1392-1539° С вновь устойчиво Fea. Часто высокотемпературную модификацию Fea обозначают Feδ . Остановка на кривой охлаждения при 768° С связана не с полиморфным превращением, а с изменением магнитных свойств. До 768° С железо магнитно, а выше — немагнитно.
Рис. 5. Кривая охлаждения железа
Дефекты кристаллического строения. Реальный металлический кристалл всегда имеет дефекты кристаллического строения. Они подразделяются на точечные, линейные и поверхностные. Точечные дефекты малы во всех трех измерениях. К точечным дефектам относятся вакансии, представляющие собой узлы кристаллической решетки в которых отсутствуют атомы (рис. 6, а), а также замещенные атомы примеси (рис. 6, 6) и внедренные атомы (рис. 6, в) которые могут быть как примесными, так и атомами основного металла. Точечные дефекты вызывают местные искажения кристаллической решетки, которые затухают достаточно быстро по мере удаления от дефекта.
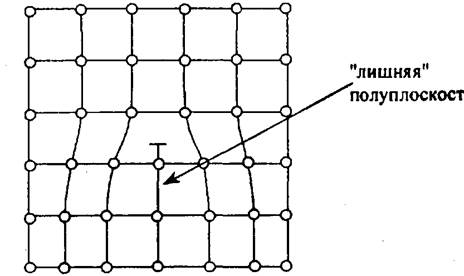
Рис. 6. Схемы точечных дефектов в кристаллах Линейные дефекты имеют малые размеры в двух измерениях и большую протяженность в третьем. Эти дефекты называют дислокациями. Краевая дислокация (рис. 7) представляет собой искажение кристаллической решетки, вызванное наличием «лишней» атомной полуплоскости.
Рис. 7. Схема краевой дислокации Поверхностные дефекты малы только в одном измерении. К ним относятся, например, границы между отдельными зернами или группами зерен. Наклеп и рекристаллизация. При пластической деформации изменяется не только форма и размеры металла, но также его внутреннее строение и механические свойства. Зерна разворачиваются, деформируются и сплющиваются, вытягиваясь в направлении деформации. Образуется волокнистая структура. При этом прочность и твердость металла повышаются, а пластичность и вязкость снижаются. Явление упрочнения металла при пластической деформации называется наклепом. Волокнистое строение и наклеп могут быть устранены при нагреве металла. Частичное снятие наклепа происходит уже при небольшом нагреве (до 300-400°С для железа). Но волокнистая структура при этом сохраняется. При нагреве до более высокой температуры в металле происходит образование новых равноосных зерен. Этот процесс называется рекристаллизацией. Наклеп при этом снимается полностью. Температура, при которой начинается процесс рекристаллизации называется температурой рекристаллизации. Абсолютная температура рекристаллизации Тр связана с абсолютной температурой плавления простой зависимостью: Тр=а∙ Тпт где а — коэффициент, зависящий от состава и структуры металла. Для особо чистых металлов а = 0, 2, для металлов технической чистоты а = 0, 3-0, 4, для сплавов а = 0, 5-0, 6. Если деформирование металла происходит при температуре, которая выше температуры рекристаллизации, то наклеп после деформации не возникает. Такая деформация называется горячей. При горячей деформации идут одновременно процессы упрочнения и рекристаллизации. Деформация, которая происходит ниже температуры рекристаллизации, называется холодной. Металлические сплавы Металлическим сплавом называется материал, полученный сплавлением двух или более металлов или металлов с неметаллами, обладающий металлическими свойствами. Вещества, которые образуют сплав называются компонентами. Фазой называют однородную часть сплава, характеризующуюся определенными составом и строением и отделенную от других частей сплава поверхностью раздела. Под структурой понимают форму размер и характер взаимного расположения фаз в металлах и сплавах. Структурными составляющими называют обособленные части сплава, имеющие одинаковое строение с присущими им характерными особенностями. Виды сплавов но структуре. По характеру взаимодействия компонентов все сплавы подразделяются на три основных типа: механические смеси, химические соединения и твердые растворы. Механическая смесь двух компонентов А и В образуется, если они не способны к взаимодействию или взаимному растворению. Каждый компонент при этом кристаллизуется в свою кристаллическую решетку. Структура механических смесей неоднородная, состоящая из отдельных зерен компонента А и компонента В. Свойства механических смесей зависят от количественного соотношения компонентов: чем больше в сплаве данного компонента, тем ближе к его свойствам свойства смеси. Химическое соединение образуется когда компоненты сплава А и В вступают в химическое взаимодействие. При этом при этом соотношение чисел атомов в соединении соответствует его химической формуле AmBn. Химическое соединение имеет свою кристаллическую решетку, которая отличается от кристаллических решеток компонентов. Химические соединения имеют однородную структуру, состоящую из одинаковых по составу и свойствам зерен. При образовании твердого раствора атомы одного компонента входят в кристаллическую решетку другого. Твердые растворы замещения образуются в результате частичного замещения атомов кристаллической решетки одного компонента атомами второго (рис. 6, 6.). Твердые растворы внедрения образуются когда атомы растворенного компонента внедряются в кристаллическую решетку компонента -растворителя (рис. 6, в.). Твердый раствор имеет однородную структуру, одну кристаллическую решетку. В отличие от химического соединения твердый раствор существует не при строго определенном соотношении компонентов, а в интервале концентраций. Обозначают твердые растворы строчными буквами греческого алфавита α, δ, β, τ, и т. д. Диаграмма состояния. Диаграмма состояния показывает строение сплава в зависимости от соотношения компонентов и от температуры. Она строится экспериментально по кривым охлаждения сплавов (рис. 8). В отличие от чистых металлов сплавы кристаллизуются не при постоянной температуре, а в интервале температур. Поэтому на кривых охлаждения сплавов имеется две критические точки. В верхней критической точке, называемой точкой ликвидус (tл), начинается кристаллизация. В нижней критической точке, которая называется точкой солидус (tс), кристаллизация завершается. Кривая охлаждения механической смеси (рис. 8, а) отличается от кривой охлаждения твердого раствора (рис. 8, 6) наличием горизонтального участка. На этом участке происходит кристаллизация эвтектики. Эвтектикой называют механическую смесь двух фаз, одновременно кристаллизовавшихся из жидкого сплава. Эвтектика имеет определенный химический состав и образуется при постоянной температуре.
Рис. 8. Кривые охлаждения сплавов: а - механической смеси, б - твердого раствора Диаграмму состояния строят в координатах температура-концентрация. Линии диаграммы разграничивают области одинаковых фазовых состояний. Вид диаграммы зависит от того, как взаимодействуют между собой компоненты. Для построения диаграммы состояния используют большое количество кривых охлаждения для сплавов различных концентраций. При построении диаграммы критические точки переносятся с кривых охлаждения на диаграмму и соединяются линией. В получившихся на диаграмме областях записывают фазы или структурные составляющие. Линия диаграммы состояния на которой при охлаждении начинается кристаллизация сплава называется линией ликвидус, а линия на которой кристаллизация завершается — линией солидус. Виды диаграмм состояния. Диаграмма состояния сплавов, образующих механические смеси (рис. 9), характеризуется отсутствием растворения компонентов в твердом состоянии. Поэтому в этом сплаве возможно образование грех фаз: жидкого сплава Ж, кристаллов А и кристаллов В. Линия АСВ диаграммы является линией ликвидус: на участке АС при охлаждении начинается кристаллизация компонента А, а на участке CD — компонента В. Линия DC В является линией солидус, на ней завершается кристаллизация А или В и при постоянной температуре происходит кристаллизация эвтектики Э. Сплавы концентрация которых соответствует точке С диаграммы называются эвтектическими, их структура представляет собой чистую эвтектику. Сплавы, расположенные на диаграмме левее эвтектического, называются доэвтектическими, их структура состоит из зерен А и эвтектики. Те сплавы которые на диаграмме расположены правее эвтектического, называются заэвтектическими, их структура представляет собой зерна В, окруженные эвтектикой.
Рис. 9. Диаграмма состояния сплавов, образующих механические смеси Диаграмма состояния сплавов с неограниченной растворимостью компонентов в твердом состоянии изображена на рис. 10. Для этого сплава возможно образование двух фаз: жидкого сплава и твердого раствора а. На диаграмме имеется всего две линии, верхняя является линией ликвидус, а нижняя — линией солидус.

Диаграмма состояния сплавов с ограниченной растворимостью компонентов в твердом состоянии показана на рис. 11. В этом сплаве могут существовать три фазы — жидкий сплав, твердый раствор α компонента В в компоненте А и твердый раствор β компонента А в компоненте В. Данная диаграмма содержит в себе элементы двух предыдущих. Линия АСВ является линией ликвидус, линия ADCEB — линией солидус. Здесь также образуется эвтектика, имеются эвтектический, доэвтектический и заэвтектический сплавы. По линиям FD и EG происходит выделение вторичных кристаллов аII и β II (вследствие уменьшения растворимости с понижением температуры). Процесс выделения вторичных кристаллов из твердой фазы называется вторичной кристаллизацией. Диаграмма состояния сплавов, образующих химическое соединение (рис.12) характеризуется наличием вертикальной линии, соответствующей соотношением компонентов в химическом соединении AmBn. Эта линия делит диаграмму на две части, которые можно рассматривать как самостоятельные диаграммы сплавов, образуемых одним из компонентов с химическим соединением. На рис. 12 изображена диаграмма для случая, когда каждый из компонентов образует с химическим соединением механическую смесь.
Рис. 12. Диаграмма состояния сплавов образующих химическое соединение
Сплавы железа с углеродом Стали Сталью называется сплав железа с углеродом, в котором углерода содержится не более 2, 14%. Это теоретическое определение. На практике в сталях, как правило, не содержится углерода более 1, 5%. Влияние углерода и примесей на свойства стали. Углерод существенно влияет на свойства стали даже при незначительном изменении ею содержания. В стали имеются две фазы — феррит и цементит (частично в виде перлита). Количество цементита возрастает прямо пропорционально содержанию углерода. Как уже говорилось, феррит характеризуется высокой пластичностью и низкой твердостью, а цементит, напротив, очень низкой пластичностью и высокой твердостью. Поэтому с повышением содержания углерода до 1, 2% снижаются пластичность и вязкость стали и повышаются твердость и прочность. Повышение содержания углерода влияет и на технологические свойства стали. Ковкость, свариваемость и обрабатываемость резанием ухудшаются, но литейные свойства улучшаются. Кроме железа и углерода в стали всегда присутствуют постоянные примеси. Наличие примесей объясняется технологическими особенностями производства стали (марганец, кремний) и невозможностью полного удаления примесей, попавших в сталь из железной руды (сера, фосфор, кислород, водород, азот). Возможны также случайные примеси (хром, никель, медь и др.). Марганец и кремний вводят в любую сталь для раскисления, т.е. для удаления вредных примесей оксида железа FeO. Марганец также устраняет вредные сернистые соединения железа. При этом содержание марганца обычно не превышает 0, 8%, а кремния — 0, 4%. Марганец повышает прочность, а кремний упругость стали. Фосфор растворяется в феррите, сильно искажает кристаллическую решетку, снижая при этом пластичность и вязкость, но повышая прочность. Вредное влияние фосфора заключается в том, что он сильно повышает температуру перехода стали в хрупкое состояние, т.е. вызывает ее хладноломкость. Вредность фосфора усугубляется тем, что он может распределяться в стали неравномерно. Поэтому содержания фосфора в стали офаничивается величиной 0, 045%. Сера также является вредной примесью. Она нерастворима в железе и образует с ним сульфид железа FeS, который образует с железом легкоплавкую эвтектику. Эвтектика располагается по границам зерен и делает сталь хрупкой при высоких температурах. Это явление называется красноломкостью. Количество серы в стали ограничивается 0, 05%. Водород, азот и кислород содержатся в стали в небольших количествах. Они являются вредными примесями, ухудшающими свойства стали. Классификация сталей. По химическому составу стали могут быть углеродистыми, содержащими железо, углерод и примеси и легированными, содержащими дополнительно легирующие элементы, введенные в сталь с целью изменения ее свойств. По содержанию углерода стали делятся на низкоуглеродистые (до 0, 25% С), среднеуглеродистые (0, 25 — 0, 7% С) и высокоуглеродистые (более 0, 7% С). По назначению различают стали конструкционные, идущие на изготовление деталей машин, конструкций и сооружений, инструментальные, идущие на изготовление различного инструмента, а также стали специального назначения с особыми свойствами: нержавеющие, жаростойкие, жаропрочные, износостойкие, с особыми электрическими и магнитными свойствами и др. По показателям качества стали классифицируются на обыкновенного качества, качественные, высококачественные и особо высококачественные. Качество стали характеризуется совокупностью свойств, определяемых процессом производства, химическим составом, содержанием газов и вредных примесей (серы и фосфора). В соответствии с ГОСТом стали обыкновенного качества должны содержать не более 0, 045% Р и 0, 05% S, качественные — не более 0, 035% Р и 0, 04% S, высококачественные — не более 0, 025% Р и 0, 025% S и особовысококачественные — не более 0, 025% Р и 0, 015% S. Углеродистые конструкционные стали могут быть только обыкновенного качества и качественными. Углеродистые стали обыкновенного качества в зависимости от назначения и гарантируемых свойств делятся натри группы: А. Б и В. Стали группы А имеют гарантируемые механические свойства. Они используются в состоянии поставки без горячей обработки или сварки. Эти стали маркируются буквами Стали группы Б имеют гарантируемый химический состав. Эти стали подвергаются горячей обработке. При этом их механические свойства не сохраняются, а химический состав важен для определения режима обработки. Маркируются они так же, как стали группы А, но перед буквами Ст ставится буква Б. Чем выше номер марки, тем больше содержание в стали углерода, марганца и кремния. Стали группы В имеют гарантируемые механические свойства и химический состав. Эти стали используются для сварки, так как для выбора режима сварки надо знать химический состав, а механические свойства частей изделий, не подвергшихся тепловому воздействию, остаются без изменений. В марках сталей этой группы на первое место ставится буква В. При этом механические свойства соответствуют свойствам аналогичной марки из группы А, а химический состав — составу аналогичной марки из группы Б. Качественные конструкционные углеродистые стали маркируются цифрами 08, 10, 15, 20, 25, 85, которые обозначают среднее содержание углерода в сотых долях процента. Эти стали отличаются от сталей обыкновенного качества большей прочностью, пластичностью и ударной вязкостью. Если для сталей обыкновенного качества максимальная прочность составляет 700 МПа, то для качественной она достигает 1100 Мпа. Чугуны Чугуном называют сплав железа с углеродом, содержащий от 2, 14 до 6, 67% углерода. Но это теоретическое определение. На практике содержание углерода в чугунах находится в пределах 2, 5-4, 5%. В качестве примесей чугун содержит Si, Mn, S и Р. Классификация чугунов. В зависимости от того, в какой форме содержится углерод в чугунах, различают следующие их виды. В белом чугуне весь углерод находится в связанном состоянии в виде цементита. Структура белого чугуна соответствует диаграмме Fe-Fe3C. В сером чугуне большая часть углерода находится в виде графита, включения которого имеют пластинчатую форму. В высокопрочном чугуне графитные включения имеют шаровидную форму, а в ковком — хлопьевидную. Содержание углерода в виде цементита в сером, высокопрочном и ковком чугунах может составлять не более 0, 8%. Белый чугун обладает высокой твердостью, хрупкостью и очень плохо обрабатывается. Поэтому для изготовления изделий он не используется и применяется как передельный чугун, т.е. идет на производство стали. Для деталей с высокой износостойкостью используется чугун с отбеленной поверхностью, в котором основная масса металла имеет структуру серого чугуна, а поверхностный слой — белого чугуна. Машиностроительными чугунами, идущими на изготовление деталей, являются серый, высокопрочный и ковкий чугуны. Детали из них изготовляются литьем, так как чугуны имеют очень хорошие литейные свойства. Благодаря графитным включениям эти чугуны хорошо обрабатываются, имеют высокую износостойкость, гасят колебания и вибрации. Но графитные включения уменьшают прочность. Серый чугун имеет пластинчатые графитные включения. Структура серого чугуна схематически изображена на рис. 18, а. Получают серый чугун путем первичной кристаллизации из жидкого сплава. На графитизацию (процесс выделения графита) влияют скорость охлаждения и химический состав чугуна. При быстром охлаждении графитизации не происходит и получается белый чугун. По мере уменьшения скорости охлаждения получаются, соответственно, перлитный, феррито-перлитный и ферритный серые чугуны. Способствуют графитизации углерод и кремний. Кремния содержится в чугуне от 0, 5 до 5%. Иногда его вводят специально. Марганец и сера препятствуют графитизации. Кроме того, сера ухудшает механические и литейные свойства. Фосфор не влияет на графитизацию, но улучшает литейные свойства. Механические свойства серого чугуна зависят от количества и размера графитных включений. По сравнению с металлической основой графит имеет низкую прочность. Поэтому фафитные включения можно считать нарушениями сплошности, ослабляющими металлическую основу. Так как пластинчатые включения наиболее сильно ослабляют металлическую основу, серый чугун имеет наиболее низкие характеристики, как прочности, так и пластичности среди всех машиностроительных чугунов. Уменьшение размера графитных включений улучшает механические свойства. Измельчению графитных включений способствует кремний. Маркируется серый чугун буквами СЧ и числом, показывающем предел прочности в десятых долях мегапаскаля. Имеются следующие марки серых чугунов: СЧ 10, СЧ 15, СЧ 20, СЧ 45.
Рис. 18. Схематическое изображение структур чугунов: а - серого, б - высокопрочного, в - ковкого Высокопрочный чугун имеет шаровидные графитные включения. Структура высокопрочного чугуна изображена на рис. 18, б. Получают высокопрочный чугун добавкой в жидкий чугун небольшого количества щелочных или щелочноземельных металлов, которые округляют графитные включения в чугуне, что объясняется увеличением поверхностного натяжения графита. Чаще всего для этой цели применяют магний в количестве 0, 03-0, 07%. По содержанию других элементов высокопрочный чугун не отличается от серого. Шаровидные графитные включения в наименьшей степени ослабляют металлическую основу. Именно поэтому высокопрочный чугун имеет более высокие механические свойства, чем серый. При этом он сохраняет хорошие литейные свойства, обрабатываемость резанием, способность гасить вибрации и т.д. Маркируется высокопрочный чугун буквами. ВЧ и цифрами, показывающими предел прочности в десятых долях мегапаскаля. Например, чугун ВЧ 60 имеет а = 600 МПа. Существуют следующие марки высокопрочных чугунов: ВЧ 35, ВЧ 40, ВЧ 45, ВЧ-50, ВЧ 60, ВЧ 70, ВЧ S0, ВЧ 100. Применяются высокопрочные чугуны для изготовления ответственных деталей — зубчатых колес, валов и др. Ковкий чугун имеет хлопьевидные графитные включения (рис. 18, в). Его получают из белою чугуна путем графитизирующего отжига, который заключается в длительной (до 2 суток) выдержке при температуре 950-970°С. Если после этого чугун охладить, то получается ковкий перлитный чугун, металлическая основа которого состоит- из перлита и небольшого количества (до 20%) феррита. Такой чугун называют также светлосердечным. Если в области эвтектоидного превращения (72()-760°С) проводить очень медленное охлаждение или даже дать выдержку, то получится ковкий ферритный чугун, металлическая основа которого состоит из феррита и очень небольшого количества перлита (до 10%). Этот чугун называют черносердечным, так как он содержит сравнительно много графита.
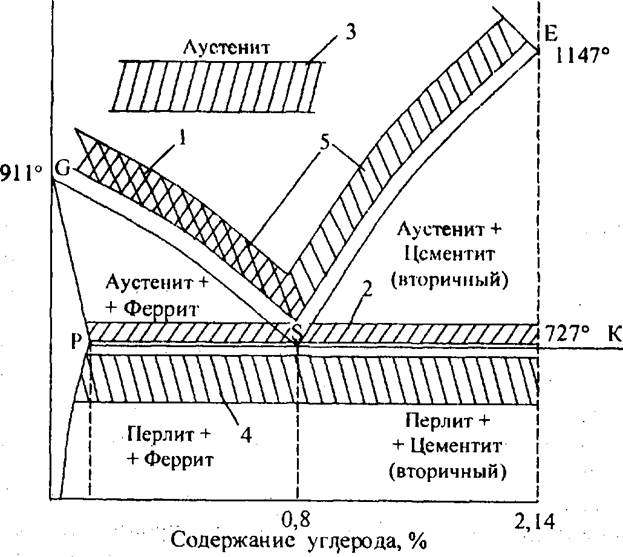
Маркируется ковкий чугун буквами КЧ и двумя числами, показывающими предел прочности в десятых долях мегапаскаля и относительное удлинение в %. Так, чугун КЧ 45-7 имеет σ в= 450 МПа и δ = 7%. Ферритные ковкие чугуны (КЧ 33-8, КЧ 37" -12) имеют более высокую пластичность, а перлитные (КЧ 50-4, КЧ 60-3) более высокую прочность. Применяют ковкий чугун для деталей небольшого сечения, работающих при ударных и вибрационных нагрузках. Отжиг Отжигом стали называется вид термической обработки, заключающийся в ее нагреве до определенной температуры, выдержке при этой температуре и медленном охлаждении. Цели отжига — снижение твердости и улучшение обрабатываемости стали, изменение формы и величины зерна, выравнивание химического состава, снятие внутренних напряжений. Существуют различные виды отжига: полный, неполный, диффузионный, рекристаллизационный, низкий, отжиг на зернистый перлит, нормализация. Температуры нагрева стали для ряда видов отжига связаны с положением линий диаграммы Fe-Fe3C. Низкая скорость охлаждения обычно достигается при остывании стали вместе с печью. Полный отжиг применяется для доэвтектоидных сталей. Нафев стали для полного отжига осуществляется на 30-50° выше линии GS диаграммы Fe-Fe3C (рис. 19). При этом происходит полная перекристаллизация стали и уменьшение величины зерна. Исходная структура из крупных зерен феррита и перлита при нагреве превращается в аустенитную, а затем при медленном охлаждении в структуру из мелких зерен феррита и перлита. Повышение температуры нафева привело бы к росту зерна. При полном отжиге снижается твердость и прочность стали, а пластичность повышается. При неполном отжиге нагрев производится на 30-50°С выше линии PSK диаграммы Fe-Fe3C (рис, 19). Он производится, если исходная структура не очень крупнозерниста или не надо изменить расположение ферритной (в доэвтектоидных сталях) или цементитной (в заэвтектоидных сталях) составляющей. При этом происходит лишь частичная перекристаллизация — только перлитной составляющей стали.
Рис. 19. Области температур нагрева для различных видов отжига: 1 - полный отжиг; 2 - неполный отжиг; 3 -диффузионный отжиг; 4 - рекристаллизационный отжиг; 5 – нормализация
Диффузионный отжиг (гомогенизация) заключается в нагреве стали Рекристаллизационный отжиг предназначен для снятия наклепа и внутренних напряжений после холодной деформации и подготовки структуры к дальнейшему деформированию. Нагрев необходимо осуществлять выше температуры рекристаллизации, которая для железа составляет 450°С. Обычно для повышения скорости рекристаллизационных процессов применя |
Последнее изменение этой страницы: 2017-04-13; Просмотров: 52; Нарушение авторского права страницы