
|
Архитектура Аудит Военная наука Иностранные языки Медицина Металлургия Метрология Образование Политология Производство Психология Стандартизация Технологии |
|
|
Архитектура Аудит Военная наука Иностранные языки Медицина Металлургия Метрология Образование Политология Производство Психология Стандартизация Технологии |
Виды технологических процессов.Стр 1 из 2Следующая ⇒
Планирование и управление процессами создания новой техники. Организационные и экономические задачи. Качественный и количественный аспекты понятий новой техники. В условиях присущей рыночному хозяйству конкуренции товаров и хозяйственных единиц предприятия, особенно высокотехнологичные, обновляют выпускаемую продукцию и совершенствуют способы ее производства. Такой вид деятельности выделился организационно и носит название цикл создания и освоения новых товаров – СОНТ. Управление циклом СОНТ нацелено на качественное и своевременное, а значит скорейшее выполнение всех работ с тем, чтобы опередить конкурентов, привлечь потребителей новой продукцией с более совершенными свойствами и более низкой ценой. Длительность цикла определяется продолжительностью стадий и этапов, из которых состоит система СОНТ, а также степенью (коэффициентом) параллельности их выполнения. Этапы цикла СОНТ включают в себя следующие комплексы работ: 1) научно-исследовательские работы (НИР); 2) опытно-конструкторские работы (ОКР); 3) рыночные испытания товаров (пробный маркетинг); 4) конструкторская подготовка производства новой продукции (КПП); 5) технологическая подготовка производства новой продукции (ТПП); 6) организационная подготовка производства новой продукции (ОПП); 7) освоение выпуска новой продукции (ОВНП) – отработку нового изделия в опытном производстве (ООП) и освоение нового изделия в промышленном производстве (ОСП). Этапы 1 и 2 часто объединены и выполняются одним исполнителем и носят название научно-исследовательские и опытно-конструкторские работы (НИОКР), этапы 1 ‑ 2 часто называют научной подготовкой производства новой продукции, а 4 ‑ 7 – технической подготовкой производства новой продукции (ТП). I этап - 1, 2 НИР и ОКР работы не связаны с производством, выполняются в отраслевых, вузовских НИИ II этап - 4-6 стадии (техническая подготовка производства, выполняются проектными организациями или техническими отделами (главного конструктора и главного технолога) предприятия-изготовителя новой продукции). 7 стадия ОСП – освоение новой продукции в промышленном производстве создает условия для промышленного производства нового изделия. Все работы цикла СОНТ и стадии исходной фазы требуют широкого информационного обеспечения, то есть соответствующей информационной подготовки, а также экономической проработки. Стадии заключительной фазы ни в коем случае не должны быть оторваны от исходных. Тесная увязка всех стадий и фаз позволяет соединять в одну систему все подразделения, выполняющие работы по созданию и освоению выпуска нового изделия.
Общая картина изменения расходов на этапах создания и освоения производства новой техники приведена на рис. 3.2, где показан характер наращивания расходов, связанный с технической подготовкой (участок графика OD), а также характер снижения себестоимости изделия на стадии освоения производства (участок CF или DE).
Рис. 3.2. Нарастание расходов и изменение себестоимости новой продукции в течение цикла СОНТ
Расходы на КПП постоянно растут до точки А, затем происходит более интенсивное наращивание расходов, связанное с большими объемами работ на стадии ТПП. Суммарные расходы на КПП и ТПП (ККПП+ТПП) на одно изделие показаны в точке В. ОПП требует еще большего прироста расходов в связи с материальным обеспечением нового производства, закупкой специального и иного технологического оборудования, перепланировкой цехов и участков, организацией транспортных систем. Завершение этапа в точке D характеризуется суммарными расходами на техническую подготовку (КТП), включая затраты на изготовление опытного образца. Ускорение технического прогресса и повышение качества конструкторской и технологической документации обеспечивает снижение начальной себестоимости и сокращение цикла освоения новой продукции, что значительно повышает эффективность производства и эксплуатации новых изделий.
Единичное производство Единичное производство характеризуется широким ассортиментом продукции и малым объемом выпуска одинаковых изделий, зачастую не повторяющихся. Особенности этого типа производства заключаются в том, что рабочие места не имеют глубокой специализации, применяются универсальное оборудование и технологическая оснастка, большая часть рабочих имеет высокую квалификацию, значительный объем ручных сборочных и доводочных операций, здесь высокая трудоемкость изделий и длительный производственный цикл их изготовления, значительный объем незавершенного производства. Разнообразная номенклатура делает единичное производство более мобильным и приспособленным к условиям колебания спроса на готовую продукцию. Единичное производство характерно для станкостроения, судостроения, производства крупных гидротурбин, прокатных станов и другого уникального оборудования. Разновидностью единичного производства является индивидуальное производство. Серийное производство Серийное производство характеризуется изготовлением ограниченной номенклатуры продукции партиями (сериями), повторяющимися через определенные промежутки времени. В зависимости от размера серии различают мелкосерийное, среднесерийное и крупносерийное производства. Особенности организации серийного производства заключаются в том, что удается специализировать рабочие места для выполнения нескольких подобных технологических операций, наряду с универсальным применять специальное оборудование и технологическую оснастку, широко применять труд рабочих средней квалификации, эффективно использовать оборудование и производственные площади, снизить, по сравнению с единичным производством, расходы на заработную плату. Серийное производство характерно для выпуска продукции установившегося типа, например, металлорежущих станков, насосов, компрессоров и другого широко применяемого оборудования. Массовое производство Массовое производство характеризуется изготовлением ограниченной номенклатуры однородной продукции в больших количествах в течение относительно продолжительного периода времени. Массовое производство - высшая форма специализации производства, позволяющая сосредоточивать на предприятии выпуск одного или нескольких типов одноименных изделий. Непременным условием массового производства является высокий уровень стандартизации и унификации при конструировании деталей, узлов и агрегатов. Особенности организации массового производства заключаются в том, что можно специализировать рабочие места на выполнении одной постоянно закрепленной операции, применять специальное оборудование и технологическую оснастку, иметь высокий уровень механизации и автоматизации производства, применять труд рабочих невысокой квалификации. Массовое производство обеспечивает наиболее полное использование оборудования, высокий уровень производительности труда, самую низкую себестоимость изготовления продукции по сравнению с серийным и тем более единичным производством. Этот тип производства экономически целесообразен при достаточно большом объеме выпуска продукции, поэтому необходимым условием массового производства является наличие устойчивого и значительного спроса на продукцию. Массовое производство характерно для выпуска автомобилей, тракторов, продукции пищевой, текстильной и химической промышленности. Рассмотрим все характеристики типов производства в сравнении:
Планирование и управление процессами создания новой техники. Организационные и экономические задачи. Качественный и количественный аспекты понятий новой техники. В условиях присущей рыночному хозяйству конкуренции товаров и хозяйственных единиц предприятия, особенно высокотехнологичные, обновляют выпускаемую продукцию и совершенствуют способы ее производства. Такой вид деятельности выделился организационно и носит название цикл создания и освоения новых товаров – СОНТ. Управление циклом СОНТ нацелено на качественное и своевременное, а значит скорейшее выполнение всех работ с тем, чтобы опередить конкурентов, привлечь потребителей новой продукцией с более совершенными свойствами и более низкой ценой. Длительность цикла определяется продолжительностью стадий и этапов, из которых состоит система СОНТ, а также степенью (коэффициентом) параллельности их выполнения. Этапы цикла СОНТ включают в себя следующие комплексы работ: 1) научно-исследовательские работы (НИР); 2) опытно-конструкторские работы (ОКР); 3) рыночные испытания товаров (пробный маркетинг); 4) конструкторская подготовка производства новой продукции (КПП); 5) технологическая подготовка производства новой продукции (ТПП); 6) организационная подготовка производства новой продукции (ОПП); 7) освоение выпуска новой продукции (ОВНП) – отработку нового изделия в опытном производстве (ООП) и освоение нового изделия в промышленном производстве (ОСП). Этапы 1 и 2 часто объединены и выполняются одним исполнителем и носят название научно-исследовательские и опытно-конструкторские работы (НИОКР), этапы 1 ‑ 2 часто называют научной подготовкой производства новой продукции, а 4 ‑ 7 – технической подготовкой производства новой продукции (ТП). I этап - 1, 2 НИР и ОКР работы не связаны с производством, выполняются в отраслевых, вузовских НИИ II этап - 4-6 стадии (техническая подготовка производства, выполняются проектными организациями или техническими отделами (главного конструктора и главного технолога) предприятия-изготовителя новой продукции). 7 стадия ОСП – освоение новой продукции в промышленном производстве создает условия для промышленного производства нового изделия. Все работы цикла СОНТ и стадии исходной фазы требуют широкого информационного обеспечения, то есть соответствующей информационной подготовки, а также экономической проработки. Стадии заключительной фазы ни в коем случае не должны быть оторваны от исходных. Тесная увязка всех стадий и фаз позволяет соединять в одну систему все подразделения, выполняющие работы по созданию и освоению выпуска нового изделия.
Общая картина изменения расходов на этапах создания и освоения производства новой техники приведена на рис. 3.2, где показан характер наращивания расходов, связанный с технической подготовкой (участок графика OD), а также характер снижения себестоимости изделия на стадии освоения производства (участок CF или DE).
Рис. 3.2. Нарастание расходов и изменение себестоимости новой продукции в течение цикла СОНТ
Расходы на КПП постоянно растут до точки А, затем происходит более интенсивное наращивание расходов, связанное с большими объемами работ на стадии ТПП. Суммарные расходы на КПП и ТПП (ККПП+ТПП) на одно изделие показаны в точке В. ОПП требует еще большего прироста расходов в связи с материальным обеспечением нового производства, закупкой специального и иного технологического оборудования, перепланировкой цехов и участков, организацией транспортных систем. Завершение этапа в точке D характеризуется суммарными расходами на техническую подготовку (КТП), включая затраты на изготовление опытного образца. Ускорение технического прогресса и повышение качества конструкторской и технологической документации обеспечивает снижение начальной себестоимости и сокращение цикла освоения новой продукции, что значительно повышает эффективность производства и эксплуатации новых изделий.
Виды технологических процессов. Технологический процесс — это упорядоченная последовательность взаимосвязанных действий, выполняющихся с момента возникновения исходных данных до получения требуемого результата. Технологический процесс содержит в себе совокупность всей необходимой информации для придания продукции конечного вида. В нем содержатся операции и переходы, последовательность их выполнения, необходимые режимы и параметры обработки и т.д. Технологические процессы классифицируют на основные виды в зависимости от формы организации технологического процесса: - единичный; - типовой; - групповой. Определение указанных видов технологических процессов - по ГОСТ 3.1109-82. |
Последнее изменение этой страницы: 2017-05-05; Просмотров: 689; Нарушение авторского права страницы

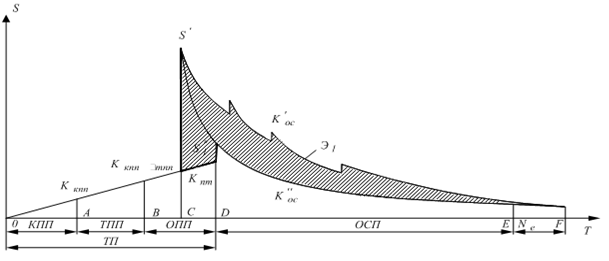
 ─ начальная себестоимость изделия; Т ─ время подготовки производства и освоения новой продукции.
─ начальная себестоимость изделия; Т ─ время подготовки производства и освоения новой продукции.