|
Архитектура Аудит Военная наука Иностранные языки Медицина Металлургия Метрология Образование Политология Производство Психология Стандартизация Технологии |
|
|
Архитектура Аудит Военная наука Иностранные языки Медицина Металлургия Метрология Образование Политология Производство Психология Стандартизация Технологии |
Надежность и повышение износостойкости деталей технологических машин и оборудованияСтр 1 из 2Следующая ⇒
Надежность и повышение износостойкости деталей технологических машин и оборудования (Расчет посадок соединений) Методические указания к выполнению контрольной работы для студентов всех форм обучения
Уфа-2015г
Настоящее пособие предназначено для студентов направления подготовки: 151000- технологические машины и оборудование; 280700- техносферная безопасность.
В методических указаниях приводятся алгоритмы расчетов сопряжений узлов технологического оборудования, бытовых машин и приборов - помогают рассчитать и выбрать посадки с зазором, с натягом и переходные. Приводимые расчеты и справочный материал позволяют использовать данное пособие для практических занятий. Кроме того, пособие позволяет на практике закрепить получаемый теоретический курс. Содержание Введение. 2 1. Расчет и выбор посадок. 2 1.1. Расчет и выбор посадки с зазором при наличии смазки (на примере подшипника скольжения). 4 1.1.1 определение «оптимального» зазора. 6 1.1.2 Определение максимально возможной толщины масляного слоя между поверхностями скольжения. 6 1.1.3 Определение среднего зазора. 7 1.1.4 Методика выбора посадки. 7 1.1.5 Определение действующего зазора в соединении. 8 1.1.6 Определение минимального и максимального относительных зазоров в соединении. 8 1.1.7 Проверка условия жидкостного трения. 9 1.2 Особенности посадок с зазором в случае сухого трения. 9 2. Расчет посадок с натягом.. 9 2.1. Расчетная схема посадки с натягом.. 10 2.2 Методика расчета посадки с натягом.. 11 2.3 Определение (Nmax) максимального натяга в соединении. 13 3. Расчет переходных посадок. 15 3.1 Методика расчета. 15 3.1.1 Расчет предельных размеров. 15 3.1.2 Определение среднего квадратичного отклонения. 16 3.1.3 Определение предела интегрирования: 16 3.1.4 Определение значения вероятности натягов и зазоров. 16 Список использованных источников. 17 Приложения. 18 Приложение I. 18 Приложение II. 20 Приложение III. 21
Введение Настоящее методическое указание предназначено для студентов, изучающих дисциплину Технологии повышения износостойкости деталей бытовых машин и приборов «Надежность и повышение износостойкости деталей технологических машин и оборудования». Оно дополняет теоретический курс лекций практическими методиками и справочными материалами, необходимыми при выполнении лабораторных работ и курсовой работы по данной дисциплине. В первом разделе рассмотрена методика расчета и выбора посадок с зазором, натягом и переходных. В … разделе представлена методика выбора посадок подшипников качения.
Расчет и выбор посадок
Качественные показатели современных изделий машиностроения (точность, надежность, долговечность и др.) в значительной мере зависят от правильности выбора посадок, т.е. характера сопряжения деталей и правильности выбора допусков формы и расположения. Все разнообразные машины, станки, приборы и механизмы состоят из деталей, имеющих сопрягаемые и несопрягаемые поверхности. Сопрягаемые – это поверхности, по которым детали соединяются в сборочные единицы. Несопрягаемые – это конструктивно необходимые поверхности, не предназначенные для соединения с поверхностями других деталей. В зависимости от назначения соединения конструктивные элементы деталей с сопрягаемыми поверхностями, имеющими одинаковый номинальный размер, должны во время работы механизма либо обеспечить возможность движения деталей друг относительно друга, либо наоборот, сохранить их полную неподвижность относительно друг друга. Для обеспечения подвижности соединения нужно, чтобы действительный размер (размер, установленный измерением с допустимой погрешностью) охватывающего элемента одной детали (отверстия) был больше действительного размера охватываемого элемента другой детали (вала). Разность действительных размеров отверстия и вала, если размер отверстия больше размера вала, называется зазором. Для получения неподвижного соединения необходимо, чтобы действительный размер охватываемого элемента одной детали (вала) был больше действительного размера охватывающего элемента другой детали (отверстия). Разность действительных размеров вала и отверстия до сборки, если размер вала больше размера отверстия, называется натягом. Следует иметь в виду, что после сборки размеры вала и отверстия при образовании натяга будут одинаковы, так как при сборке поверхности деталей деформируются, чем и обеспечивается неподвижность соединения. Технологический процесс сборки соединения с натягом осуществляется либо запрессовкой с усилием вала в отверстии (при малых натягах), либо за счет увеличения непосредственно перед сборкой размера отверстия путем нагрева.
Наряду с посадками с зазором и посадками с натягом, когда зазор или, соответственно, натяг в соединении гарантируется сопряжением любых годных отверстий и валов, возможен и такой вариант, когда предельные размеры сопрягаемых деталей не гарантируют получение в сопряжении только зазора или только натяга. Такие посадки называются переходными. В этом случае возможно получение как зазора, так и натяга. При проектировании изделий машиностроения для обеспечения работоспособности на чертежах общих видов задают посадки гладких цилиндрических соединений. Для этого конструктор должен знать назначение деталей в сборочной единице, роль отдельных ее поверхностей, характеристики, область применения посадок и их значения для различных конструкций, владеть методами расчета посадок и обоснованного выбора оптимальных посадок с натягом, с зазором и переходных в зависимости от условий работы деталей в узле. От правильности выбора и назначения посадок в значительной мере зависят качественные показатели современных изделий машиностроения (долговечность, точность, надежность и т.д.). Одним из методов выбора посадок гладких цилиндрических соединений является метод расчетов. Этот метод позволяет учитывать конкретные эксплуатационно-конструктивные требования, предъявляемые к деталям, сборочным единицам и машине в целом. При этом учитывается назначение детали в сборочной единице, роль отдельных ее поверхностей (цилиндрических, конических, торцевых), влияние отклонений размеров, формы и расположения осей или поверхностей детали на смежные с ней детали, влияние суммы отклонений точностных параметров всех деталей на качественные показатели изделия (точность и плавность вращения, бесшумность, долговечность). 1.1. Расчет и выбор посадки с зазором при наличии смазки (на примере подшипника скольжения). В подвижных соединениях для наиболее ответственных деталей, которые должны работать в условиях жидкостного трения, зазоры подсчитываются на основе гидродинамической теории трения. Наиболее распространенным типом ответственных подвижных соединений являются подшипники скольжения, работающие со смазкой. Для обеспечения наибольшей долговечности необходимо, чтобы при любом режиме работы подшипники работали с минимальным износом. Это достигается, когда сопрягаемая поверхность и поверхность вкладыша подшипника полностью разделены маслом – слоем смазки, и трение между металлическими поверхностями является внутренним трением в смазочной жидкости. Наибольшее распространение имеют гидродинамические подшипники. Жидкостное трение в них создается тогда, когда при определенных конструктивных и эксплуатационных факторах смазочное масло увлекается вращающейся цапфой в постепенно суживающийся зазор между цапфой и вкладышем подшипника и возникает гидродинамическое давление, превышающее нагрузку на опору и стремящееся расклинить поверхности цапфы и вкладыша. В результате вал отделяется от поверхности вкладыша и смещается по направлению вращения в нагруженной зоне. Поверхности цапфы и вкладыша разделены переменным зазором, равным hmin в местах их наибольшего сближения, hmax на диаметрально противоположной стороне. Масляный клин в подшипнике скольжения возникает только в области определенных зазоров между цапфой и валом. Задачей предлагаемого расчета является нахождение оптимального зазора, а также наименьшего и наибольшего зазоров и выбор стандартной посадки для соединения.
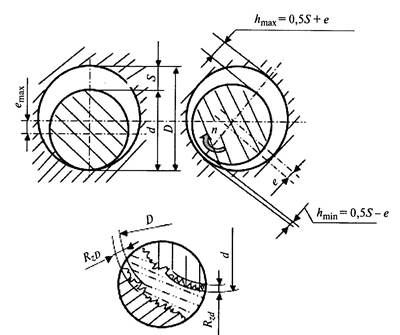
Рисунок 1 К расчету посадки с зазором
На рис.1.а показано положение вала в подшипнике в состоянии покоя, когда он под воздействием собственной массы и внешней нагрузки Р выдавливает смазку (баббит??? ) и соприкасается с подшипником по нижней образующей. По верхним образующим имеется зазор S и ось вала находится ниже оси подшипника на S/2. В работающей паре масло, как говорилось выше, попадает в постепено суживающийся (клиновой) зазор между цапфой и вкладышем подшипника. Вследствие этого возникает гидродинамическое давление, стремящееся расклинить поверхности цапфы и вкладыша, и сместить цапфу в сторону вращения в нагруженной зоне ( рис. 1.б ). Положение детали в подшипнике характеризуется абсолютным эксцентриситетом е. При этом зазор по линии центров вала и отверстия S делится на две неравные части: hmin – толщину маслянного слоя (зазор в месте наибольшего сближения поверхности и отверстия подшипника) и hmax – оставшуюся величину зазора. Рассматривая механизм работы гидродинамического подшипника мы наблюдаем: - сухое трение – в нерабочем состоянии (состоянии покоя); - полусухое трение – в начале работы жидкость затекает под вал; - жидкостное трение, когда нет контакта вкладыша и цапфы (металл с металлом не контактируют) в то время, когда вал «всплыл» работает подшипник скольжения. Посадку для гидродинамических подшипников скольжения с постоянными скоростями и нагрузками выбирают по оптимальному зазору, обеспечиваемому максимальную надежность жидкостного трения. При работе с чистой смазкой такие подшипники не изнашиваются. Наша задача – определить такой hmin, при котором выполнялось бы условие жидкостного трения и, на основании этого, назначить посадку подшипника. Исходными данными для расчета в курсовой работе являются: d - номинальный диаметр соединения (м); l - длина соединения (подшипника), (м); R - радиальная нагрузка на подшипник (Н); n - число оборотов вала (об/мин); tп - фактическая температура масла (оС); -марка масла; -материал вала; -материал втулки;
Рассмотрим упрощенный метод расчета зазоров и выбор посадок для подшипников скольжения с гидродинамическим режимом работы: Определение среднего зазора Выбор посадки из стандартов производится по среднему зазору: Sср = Sопт-St , где: St - температурный зазор в подшипнике (учитывает расширение материалов втулки и вала при нагреве, возникающем в процессе работы, (м); St = (α A – α B)∙ (tп – 20о), где: α A, α B - коэффициенты объемного расширения материалов втулки и вала соответственно (таблица 1-4, приложение 1); tп – рабочая температура подшипника, °С. Рассчитав значение Sср, мы можем выбирать посадку по стандарту ИСО.
Методика выбора посадки
Sср – средний зазор (мм); TS – допуск посадки (мм); TS = Smax-Smin; Smax – максимальный зазор в посадке; Smin – минимальный зазор в посадке.
а) для заданного номинального размера d в стандарте ИСО [2, стр.145] определяют строку, элементы которой представляют собой значение Smax и Smin . Для каждого элемента выбранной строки определяется TS=Smax-Smin . По формуле (1) определяют значение коэффициента η . Если значение коэффициента η соответствует условию (1), то посадка приемлема. В курсовой работе необходимо вписать все приемлемые посадки с указанием значений Smax, Smin и TS. б) на основании работ, проведенных в разделе а) можно получить множество посадок, соответствующих условию формулы (1). Из этого множества выбирают одну посадку, для которой η = min > 1. + экономика
При приведенных выше расчетах не были учтены погрешности поверхностей вала и втулки. Реальные поверхности всегда имеют небольшую шероховатость, которая влияет на гидродинамику смазки и изменение толщины масляного слоя (рис.1). Поэтому действующий зазор определяют с учетом шероховатости и температурных деформаций.
Расчет посадок с натягом Посадки с натягом в основном применяют для неподвижных неразборных в процессе эксплуатации сопряженных деталей без дополнительных крепежных средств. Расчет переходных посадок Переходные посадки предназначены для неподвижных, но разъемных соединений деталей, и обеспечивают хорошее центрирование соединяемых деталей. Для переходных посадок характерна возможность получения как натягов, так и зазоров. Примеры назначения переходных посадок и их применения приведены [2, с. 318-331]. Рассмотрим расчет переходных посадок на вероятность получения натягов и зазоров. От вероятности получения натягов и зазоров зависит не только характер соединения переходных посадок, но и трудоемкость сборки и разборки таких соединений. При расчете вероятности натягов и зазоров обычно исходят из нормального закона распределения размеров детали при изготовлении. Для анализа случайной величины (а размер – это случайная величина) применяют теорию вероятностей и математическую статистику. Подсчитаем вероятность получения зазоров и натягов в переходных посадках принимая, что распределение погрешностей подчиняется нормальному закону распределения случайных величин или, как его часто называют, закону Гаусса, и допуск деталей равен величине зоны рассеивания. Следовательно, теоретическое рассеивание 6б равно допуску детали, а центр рассеивания, в теории вероятности его называют математическим ожиданием, совпадает с серединой допуска (рис.5 ).
Вероятность получения зазоров и натягов определяется с помощью интегральной функции вероятности Ф0(z). Методика расчета Методика расчета переходных посадок сводится к табличному выбору Расчет предельных размеров Для выбранной посадки определяется
Nmax; Nmin - [2, с. 151-153] ; Nср; TD [с.79] и Td. [2, с. 89-91] Nmax = dmax – Dmin= es – EJ; Nmin = dmin – Dmax = ei – ES; Ncр = (Nmin + Nmax)/2; TD = Dmax – Dmin= ES – EJ; Td = dmax – dmin = es – ei, где: Nmax, Nmin, Ncр – соответственно наибольший, наименьший и средний натяги в соединении; Dmax (dmax) и Dmin (dmin) –наибольший и наименьший предельные размер отверстия (вала); ES(es) и EJ(ei) – верхнее и нижнее отклонения отверстия (вала); TD(Td) – допуск отверстия (вала). Приложения Приложение I. Таблица 1-1
Таблица 1-2
Таблица 1-3
Таблица 1-4
Таблица 1-5
Приложение II.
Таблица 2-1
Таблица 2-2
Таблица 2-3
Таблица 2-4
Таблица 2-5
Приложение III
Таблица 3-1
Надежность и повышение износостойкости деталей технологических машин и оборудования (Расчет посадок соединений) Методические указания к выполнению контрольной работы для студентов всех форм обучения
Уфа-2015г
Настоящее пособие предназначено для студентов направления подготовки: 151000- технологические машины и оборудование; 280700- техносферная безопасность.
В методических указаниях приводятся алгоритмы расчетов сопряжений узлов технологического оборудования, бытовых машин и приборов - помогают рассчитать и выбрать посадки с зазором, с натягом и переходные. Приводимые расчеты и справочный материал позволяют использовать данное пособие для практических занятий. Кроме того, пособие позволяет на практике закрепить получаемый теоретический курс. Содержание Введение. 2 1. Расчет и выбор посадок. 2 1.1. Расчет и выбор посадки с зазором при наличии смазки (на примере подшипника скольжения). 4 1.1.1 определение «оптимального» зазора. 6 1.1.2 Определение максимально возможной толщины масляного слоя между поверхностями скольжения. 6 1.1.3 Определение среднего зазора. 7 1.1.4 Методика выбора посадки. 7 1.1.5 Определение действующего зазора в соединении. 8 1.1.6 Определение минимального и максимального относительных зазоров в соединении. 8 1.1.7 Проверка условия жидкостного трения. 9 1.2 Особенности посадок с зазором в случае сухого трения. 9 2. Расчет посадок с натягом.. 9 2.1. Расчетная схема посадки с натягом.. 10 2.2 Методика расчета посадки с натягом.. 11 2.3 Определение (Nmax) максимального натяга в соединении. 13 3. Расчет переходных посадок. 15 3.1 Методика расчета. 15 3.1.1 Расчет предельных размеров. 15 3.1.2 Определение среднего квадратичного отклонения. 16 3.1.3 Определение предела интегрирования: 16 3.1.4 Определение значения вероятности натягов и зазоров. 16 Список использованных источников. 17 Приложения. 18 Приложение I. 18 Приложение II. 20 Приложение III. 21
Введение Настоящее методическое указание предназначено для студентов, изучающих дисциплину Технологии повышения износостойкости деталей бытовых машин и приборов «Надежность и повышение износостойкости деталей технологических машин и оборудования». Оно дополняет теоретический курс лекций практическими методиками и справочными материалами, необходимыми при выполнении лабораторных работ и курсовой работы по данной дисциплине. В первом разделе рассмотрена методика расчета и выбора посадок с зазором, натягом и переходных. В … разделе представлена методика выбора посадок подшипников качения.
Расчет и выбор посадок
Качественные показатели современных изделий машиностроения (точность, надежность, долговечность и др.) в значительной мере зависят от правильности выбора посадок, т.е. характера сопряжения деталей и правильности выбора допусков формы и расположения. Все разнообразные машины, станки, приборы и механизмы состоят из деталей, имеющих сопрягаемые и несопрягаемые поверхности. Сопрягаемые – это поверхности, по которым детали соединяются в сборочные единицы. Несопрягаемые – это конструктивно необходимые поверхности, не предназначенные для соединения с поверхностями других деталей. В зависимости от назначения соединения конструктивные элементы деталей с сопрягаемыми поверхностями, имеющими одинаковый номинальный размер, должны во время работы механизма либо обеспечить возможность движения деталей друг относительно друга, либо наоборот, сохранить их полную неподвижность относительно друг друга. Для обеспечения подвижности соединения нужно, чтобы действительный размер (размер, установленный измерением с допустимой погрешностью) охватывающего элемента одной детали (отверстия) был больше действительного размера охватываемого элемента другой детали (вала). Разность действительных размеров отверстия и вала, если размер отверстия больше размера вала, называется зазором. Для получения неподвижного соединения необходимо, чтобы действительный размер охватываемого элемента одной детали (вала) был больше действительного размера охватывающего элемента другой детали (отверстия). Разность действительных размеров вала и отверстия до сборки, если размер вала больше размера отверстия, называется натягом. Следует иметь в виду, что после сборки размеры вала и отверстия при образовании натяга будут одинаковы, так как при сборке поверхности деталей деформируются, чем и обеспечивается неподвижность соединения. Технологический процесс сборки соединения с натягом осуществляется либо запрессовкой с усилием вала в отверстии (при малых натягах), либо за счет увеличения непосредственно перед сборкой размера отверстия путем нагрева.
Наряду с посадками с зазором и посадками с натягом, когда зазор или, соответственно, натяг в соединении гарантируется сопряжением любых годных отверстий и валов, возможен и такой вариант, когда предельные размеры сопрягаемых деталей не гарантируют получение в сопряжении только зазора или только натяга. Такие посадки называются переходными. В этом случае возможно получение как зазора, так и натяга. При проектировании изделий машиностроения для обеспечения работоспособности на чертежах общих видов задают посадки гладких цилиндрических соединений. Для этого конструктор должен знать назначение деталей в сборочной единице, роль отдельных ее поверхностей, характеристики, область применения посадок и их значения для различных конструкций, владеть методами расчета посадок и обоснованного выбора оптимальных посадок с натягом, с зазором и переходных в зависимости от условий работы деталей в узле. От правильности выбора и назначения посадок в значительной мере зависят качественные показатели современных изделий машиностроения (долговечность, точность, надежность и т.д.). Одним из методов выбора посадок гладких цилиндрических соединений является метод расчетов. Этот метод позволяет учитывать конкретные эксплуатационно-конструктивные требования, предъявляемые к деталям, сборочным единицам и машине в целом. При этом учитывается назначение детали в сборочной единице, роль отдельных ее поверхностей (цилиндрических, конических, торцевых), влияние отклонений размеров, формы и расположения осей или поверхностей детали на смежные с ней детали, влияние суммы отклонений точностных параметров всех деталей на качественные показатели изделия (точность и плавность вращения, бесшумность, долговечность). 1.1. Расчет и выбор посадки с зазором при наличии смазки (на примере подшипника скольжения). В подвижных соединениях для наиболее ответственных деталей, которые должны работать в условиях жидкостного трения, зазоры подсчитываются на основе гидродинамической теории трения. Наиболее распространенным типом ответственных подвижных соединений являются подшипники скольжения, работающие со смазкой. Для обеспечения наибольшей долговечности необходимо, чтобы при любом режиме работы подшипники работали с минимальным износом. Это достигается, когда сопрягаемая поверхность и поверхность вкладыша подшипника полностью разделены маслом – слоем смазки, и трение между металлическими поверхностями является внутренним трением в смазочной жидкости. Наибольшее распространение имеют гидродинамические подшипники. Жидкостное трение в них создается тогда, когда при определенных конструктивных и эксплуатационных факторах смазочное масло увлекается вращающейся цапфой в постепенно суживающийся зазор между цапфой и вкладышем подшипника и возникает гидродинамическое давление, превышающее нагрузку на опору и стремящееся расклинить поверхности цапфы и вкладыша. В результате вал отделяется от поверхности вкладыша и смещается по направлению вращения в нагруженной зоне. Поверхности цапфы и вкладыша разделены переменным зазором, равным hmin в местах их наибольшего сближения, hmax на диаметрально противоположной стороне. Масляный клин в подшипнике скольжения возникает только в области определенных зазоров между цапфой и валом. Задачей предлагаемого расчета является нахождение оптимального зазора, а также наименьшего и наибольшего зазоров и выбор стандартной посадки для соединения.
Рисунок 1 К расчету посадки с зазором
На рис.1.а показано положение вала в подшипнике в состоянии покоя, когда он под воздействием собственной массы и внешней нагрузки Р выдавливает смазку (баббит??? ) и соприкасается с подшипником по нижней образующей. По верхним образующим имеется зазор S и ось вала находится ниже оси подшипника на S/2. В работающей паре масло, как говорилось выше, попадает в постепено суживающийся (клиновой) зазор между цапфой и вкладышем подшипника. Вследствие этого возникает гидродинамическое давление, стремящееся расклинить поверхности цапфы и вкладыша, и сместить цапфу в сторону вращения в нагруженной зоне ( рис. 1.б ). Положение детали в подшипнике характеризуется абсолютным эксцентриситетом е. При этом зазор по линии центров вала и отверстия S делится на две неравные части: hmin – толщину маслянного слоя (зазор в месте наибольшего сближения поверхности и отверстия подшипника) и hmax – оставшуюся величину зазора. Рассматривая механизм работы гидродинамического подшипника мы наблюдаем: - сухое трение – в нерабочем состоянии (состоянии покоя); - полусухое трение – в начале работы жидкость затекает под вал; - жидкостное трение, когда нет контакта вкладыша и цапфы (металл с металлом не контактируют) в то время, когда вал «всплыл» работает подшипник скольжения. Посадку для гидродинамических подшипников скольжения с постоянными скоростями и нагрузками выбирают по оптимальному зазору, обеспечиваемому максимальную надежность жидкостного трения. При работе с чистой смазкой такие подшипники не изнашиваются. Наша задача – определить такой hmin, при котором выполнялось бы условие жидкостного трения и, на основании этого, назначить посадку подшипника. Исходными данными для расчета в курсовой работе являются: d - номинальный диаметр соединения (м); l - длина соединения (подшипника), (м); R - радиальная нагрузка на подшипник (Н); n - число оборотов вала (об/мин); tп - фактическая температура масла (оС); -марка масла; -материал вала; -материал втулки;
Рассмотрим упрощенный метод расчета зазоров и выбор посадок для подшипников скольжения с гидродинамическим режимом работы: |
Последнее изменение этой страницы: 2017-05-05; Просмотров: 125; Нарушение авторского права страницы