
|
Архитектура Аудит Военная наука Иностранные языки Медицина Металлургия Метрология Образование Политология Производство Психология Стандартизация Технологии |
|
|
Архитектура Аудит Военная наука Иностранные языки Медицина Металлургия Метрология Образование Политология Производство Психология Стандартизация Технологии |
Геометрические параметры резьбы
Основными геометрическими параметрами цилиндрической резьбы являются (рис. 3.3): d1 — внутренний диаметр резьбы винта (по дну впадины); d2 — средний диаметр резьбы, т. е. диаметр воображаемого цилиндра, на котором толщина витка равна ширине впадины; р — шаг резьбы, т. е. расстояние между одноименными сторонами соседних профилей, измеренное в направлении оси резьбы; рh — ход резьбы, т. е. расстояние между одноименными сторонами одного и того же витка в осевом направлении: для однозаходной резьбы рh = р; для многозаходной рh = z·р, где z — число заходов. Ход равен пути перемещения винта вдоль своей оси при повороте на один оборот в неподвижной гайке; α — угол профиля резьбы; γ — угол наклона боковой стороны профиля к перпендикуляру к оси резьбы; ψ — угол подъема резьбы, т. е. угол, образованный разверткой винтовой линии по среднему диаметру резьбы и плоскостью, перпендикулярной оси винта:
Из формулы (3.1) следует, что угол ψ возрастает с увеличением заходности резьбы. Основные типы резьб Метрическая резьба (см. рис. 3.3) — наиболее распространенная из крепежных резьб. Имеет профиль в виде равностороннего треугольника: α = 60°, γ = 30°. Вершины витков и впадин притупляются по прямой или дуге, что предохраняет резьбу от повреждений, уменьшает концентрацию напряжений, удовлетворяет нормам техники безопасности. Радиальный и осевой зазоры в резьбе делают ее негерметичной. В соединениях, требующих герметичности, резьбу выполняют без зазора. Метрическую резьбу изготовляют по стандарту с крупным и мелким шагом. Наклон боковой стороны профиля обеспечивает возможность создания больших осевых сил, а также самоторможение. В качестве основной крепежной применяют резьбу с крупным шагом, так как она прочнее, менее чувствительна к изнашиванию и неточностям изготовления. Дюймовая резьба имеет профиль в виде равнобедренного треугольника с углом при вершине α = 55°. Вместо шага задают число витков на дюйм (1 дюйм = 25, 4 мм).
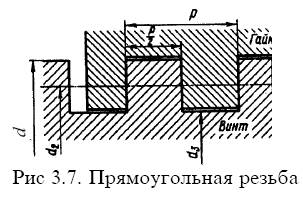
Трапецеидальная резьба (рис. 3.5). Это основная резьба в передаче винт-гайка. Ее профиль — равнобочная трапеция, угол профиля α = 30°, угол наклона боковой стороны профи- ля γ = 15°. Шаг может быть крупным, средним и мелким. Характеризуется малыми потерями на трение, технологичностью. КПД выше, чем у резьб с треугольным профилем. Применяют для передачи реверсивного движения под нагрузкой (ходовые винты станков, прессов, домкратов и т.п.). Упорная резьба (рис. 3.6). Профиль — неравнобочная трапеция. Рабочая сторона профиля имеет угол наклона γ = 3°, что обеспечивает возможность изготовления резьбы фрезерованием. КПД выше, чем у трапецеидальной резьбы. Закругление впадин повышает сопротивление усталости винта. Применяют в передаче винт-гайка при больших односторонних осевых нагрузках (грузовые винты прессов, домкратов, толкателей и т. п.). Изготовляют по стандарту, шаг может быть крупным, средним, мелким. Прямоугольная резьба (рис. 3.7). Профиль резьбы — квадрат, γ = 0°. Обеспечивает наивысший КПД, но неудобна в изготовлении (невозможно нарезать объемным инструментом — фрезой). Впадины без закруглений понижают сопротивление усталости винта. При изнашивании появляются осевые зазоры, которые трудно устранить. Не стандартизована. Применяют ограниченно в малонагруженных передачах винт-гайка.
Конические резьбы (см. рис. 6.3) обеспечивают герметичность без специальных уплотнений, позволяют затяжкой компенсировать износ, обеспечивают более равномерное распределение нагрузки по виткам. Стандартизованы резьбы с конусностью 1: 16 (угол наклона образующей конуса к оси резьбы — 1° 47' 24" ). Применяют для соединения труб, установки пробок, масленок, штуцеров и т. п. |
Последнее изменение этой страницы: 2017-05-05; Просмотров: 632; Нарушение авторского права страницы
 d — номинальный диаметр резьбы (наружный диаметр для винта);
d — номинальный диаметр резьбы (наружный диаметр для винта); 
 Трубная резьба (рис. 3.4). Профиль — равнобедренный треугольник. Резьба имеет закругленные выступы и впадины. Отсутствие радиальных и осевых зазоров делает резьбовое соединение герметичным. Резьба является крепежно-уплотняющей. Применяют для соединения труб. Изготовляют по стандарту. Еще более высокую плотность соединения дает трубная коническая резьба.
Трубная резьба (рис. 3.4). Профиль — равнобедренный треугольник. Резьба имеет закругленные выступы и впадины. Отсутствие радиальных и осевых зазоров делает резьбовое соединение герметичным. Резьба является крепежно-уплотняющей. Применяют для соединения труб. Изготовляют по стандарту. Еще более высокую плотность соединения дает трубная коническая резьба.
 Круглая резьба (рис. 3.8). Профиль резьбы состоит из дуг, сопряженных короткими отрезками прямых линий. Угол профиля α = 30°. Винты с круглой резьбой характеризуются высоким сопротивлением усталости. Изготовляют по стандарту. Применяют ограниченно при тяжелых условиях эксплуатации в загрязненной среде, а также при частых завинчиваниях и отвинчиваиниях.
Круглая резьба (рис. 3.8). Профиль резьбы состоит из дуг, сопряженных короткими отрезками прямых линий. Угол профиля α = 30°. Винты с круглой резьбой характеризуются высоким сопротивлением усталости. Изготовляют по стандарту. Применяют ограниченно при тяжелых условиях эксплуатации в загрязненной среде, а также при частых завинчиваниях и отвинчиваиниях.