|
Архитектура Аудит Военная наука Иностранные языки Медицина Металлургия Метрология Образование Политология Производство Психология Стандартизация Технологии |
|
|
Архитектура Аудит Военная наука Иностранные языки Медицина Металлургия Метрология Образование Политология Производство Психология Стандартизация Технологии |
Способы изготовления таблеток. Процесс гранулирования, его виды и значение. Аппаратура.
Способы изготовления таблеток: -формование -прессование: прямое, гранулирование. Формованые, или тритурационные таблетки, получаемые формованием таблетируемой массы. Они составляют примерно 1-2% от всего объема производства таблеток. Тритурационные таблетки содержат небольшие дозы лекарственных и разбавляющих веществ: масса их может составлять до 0, 05 г.
В отличие от прессованых, тритурационные таблетки не подвергаются действию давления, сцепление частиц этих таблеток осуществляется в результате аутогезии при высушивании, поэтому таблетки обладают малой прочностью.
Тритурационные таблетки изготовляют в случаях, если использование давления покаким-либо причинам нежелательно (таблетки нитроглицерина), либо дозировка лекарственного вещества мала, а добавление большого количества ВВ нецелесообразно. Тритурационные таблетки целесообразно изготавливать в тех случаях, когда необходимы таблетки быстро и легко растворяющиеся в воде (таблетки для приготовления глазных капель и инъекционных растворов). Их получают из измельченных лекарственных и вспомагательнных веществ. В их качестве используют лактозу, сахарозу, глюкозу, крахмал и их смеси. Порошкообразную смесь увлажняют чаще всего этанолом (40-95%).
Для формования тритурационных таблеток созданы специальные довольно сложные машины. Загрузочная воронка машин заполняется кашицеобразной массой, которая с помощью крылатой мешалки втирается в перфорированные пластины – сквозные, цилиндрической формы отверстия, изготовленные из химически стойкого материала. Далее втертая масса выталкивается из пластинок системой небольших пуансонов, и образовавшиеся таблетки высушиваются непосредственно в матрице, на воздухе
Прессование делят на прямое прессование и грануляцию.
Метод прямого прессования обладает рядом преимуществ. Он: позволяет достигнуть высокой производительности труда, значительно сократить время технологического цикла за счет упразднения ряда операций и стадий, исключить использование нескольких позиций оборудования, уменьшить производственные площади, снизить знерго- и трудозатраты. Прямое прессование дает возможность получить таблетки из влаго-, термолабильных и несовместимых веществ. На сегодняшний день данным методом получают менее 20 наименований таблеток, так как большинство лекарственных веществ не обладают свойствами, обеспечивающими непосредственное их прессование. К этим свойствам относятся: изодиаметрическая форма кристаллов, хорошая сыпучесть (текучесть) и прессуемость, низкая адгезионная способность к пресс-инструменту таблеточной машины.
Метод прямого прессования.
Прямое прессование — это совокупность различных технологических приемов, позволяющих улучшить основные технологические свойства таблетируемого материала — сыпучесть и прессуемость, и получить из него таблетки, минуя стадию грануляции.
Метод прямого прессования проводят по направлениям:
1) с добавлением вспомогательных веществ, улучшающих технологические свойства материала;
2) путем принудительной подачи таблетируемого материала из загрузочной воронки таблеточной машины в матрицу;
3) с предварительной направленной кристаллизацией прессуемого вещества.
Большое значение для прямого прессования имеют величина, прочность частиц, прессуемость, текучесть, влажность и другие свойства веществ. Так, для получения таблеток натрия хлорида приемлемой является продолговатая форма частиц, а круглая форма этого вещества почти не поддается прессованию. Наиболее хорошая текучесть отмечается у крупнодисперсных порошков с равноосной формой частиц а малой пористостью — таких, как лактоза, фенилсалицилат, гексаметилентетрамин и другие подобные препараты, входящие в эту группу. Поэтому такие препараты могут быть спрессованы без предварительного гранулирования. Наилучшим образом поддаются прессованию лекарственные порошки с размером частиц 0, 5 – 1 мм. Однако подавляющее большинство лекарственных веществ не способно к самопроизвольному дозированшо вследствие значительного (более 70% ) содержания мелких фракций и неравномерностей поверхности частиц, вызывающих сильное межчастичное трение. В этих случаях добавляют вспомогательные вещества, улучшающие свойства текучести и относящиеся к классу скользящих.
Таким методом получают таблетки витаминов, алкалоидов, гликозидов, кислоты адетилсалицвловой, бромкамфоры, фенолфталеина, сульфадимезина, фенобарбитала, эфедрина гидрохлорида, кислоты аскорбиновой, натрия гидрокарбоната, кальция лакта-та, стрептоцида, фенацетина и др.
Для повышения прессуемости лекарственных веществ при прямом прессовании в состав порошковой смеси вводят сухие склеивающие вещества — чаще всего микрокристаллическую целлюлозу (МКЦ) или полиэтиленоксид (ПЭО). Благодаря своей способности поглощать воду и гидрагировать отдельные слои таблеток, МКЦ оказывает благоприятное воздействие на процесс высвобождения лекарственных веществ. С МКЦ можно изготовить прочные, но не всегда хорошо распадающиеся таблетки.
Для улучшения распадаемости таблеток с МКЦ рекомендуют добавлять ультраамилопектин.
При прямом прессовании показано применение модифицированных крахмалов. Последние вступают в химическое взаимодействие с лекарственными веществами, значительно влияя на их высвобождение и биологическую активность.
Часто используют молочный сахар как средство, улучшающее сыпучесть порошков, а также гранулированный кальция сульфат, обладающий хорошей текучестью и обеспечивающий получение таблеток с достаточной механической прочностью. Применяют также циклодекстрин, способствующий увеличению механической прочности таблеток и их распадаемости.
При прямом таблетировании рекомендована мальтоза как вещество, обеспечивающее равномерную скорость засыпки и обладающее незначительной гигроскопичностью. Так же применяют смесь лактозы и сшитого поливинилпирролидона.
Технология приготовления таблеток заключается в том, что лекарственные препараты тщательно смешивают с необходимым количеством вспомогательных веществ и прессуют на таблеточных машинах.
Недостатки способа — возможность расслаивания таблетируемой массы, изменение дозировки при прессовании с незначительным количеством действующих веществ и используемое высокое давление. Некоторые из указанных недостатков сводятся к минимуму при таблетировании путем принудительной подачи прессуемых веществ в матрицу.
Видимо, наиболее перспективным будет метод принудительной подачи прессуемых веществ на основе вибрации загрузочных воронок в сочетании с приемлемой конструкцией ворошителей.
Но, несмотря на достигнутые успехи в области прямого прессования в производстве таблеток, данный метод применяется для изготовления ограниченного количества лекарственных веществ. Хотя его все больше используют.
Гранулирование
Гранулирование — направленное укрупнение частиц, т. е. процесс превращения порошкообразного материала в зерна определенной величины. Гранулирование Гранулирование - направленное укрупнение частиц, т.е. – это процесс превращения порошкообразного материала в зерна определенной величины. Грануляция необходима для улучшения сыпучести таблетируемой массы, что происходит в результате значительного уменьшения суммарной поверхности частиц при их слипании в гранулы и, следовательно, соответствующего уменьшения трения, возникающего между этими частицами при движении. Расслоение многокомпонентной порошкообразной смеси обычно происходит за счет разницы в размерах частиц и значениях удельной плотности входящих в ее состав лекарственных и вспомогательных компонентов. Такое расслоение возможно при различного рода вибрациях таблеточной машины или ее воронки. Расслоение таблетируемой массы – это опасный и недопустимый процесс, вызывающий в ряде случаев почти полное выделение компонента с наибольшей удельной плотностью из смеси и нарушение ее дозировки. Грануляция предотвращает эту опасность, поскольку в ее процессе происходит слипание частиц различной величины и удельной плотности. Образующийся при этом гранулят, при условии равенства размеров получаемых гранул, приобретает достаточно постоянную насыпную массу. Большую роль играет также прочность гранул: прочные гранулы меньше подвержены истиранию и обладают лучшей сыпучестью. Существующие в настоящее время способы грануляции подразделяются на следующие основные типы:
Метод сухого гранулирования. Заключается в перемешивании порошков и их увлажнении растворами склеивающих веществ в эмалированных смесителях с последующим высушиванием их до комковатой массы. Затем массу с помощью вальцов или мельницы «Эксцельсиор» превращают в крупный порошок. Грануляция размолом используется в тех случаях, когда увлажненный материал реагирует с материалом при протирке. В некоторых случаях, если лекарственные вещества разлагаются в присутствии воды, во время сушки вступают в химические реакции взаимодействия или подвергаются физическим изменения (плавление, размягчение, изменение цвета) – их подвергают брикетированию. С этой целью из порошка прессуют брикеты на специальных брикетировочных прессах с матрицами большого размера (25-50 мм) под высоким давлением. Полученные брикеты измельчают на валках или мельнице «Эксцельсиор», фракционируют с помощью сит и прессуют на таблеточных машинах таблетки заданной массы и диаметра. Грануляцию брикетированием можно использовать также, когда лекарственное вещество обладает хорошей прессуемостью и для него не требуется дополнительного связывания частиц склеивающими веществами. В настоящее время при сухом методе гранулирования в состав таблетируемой массы порошков вводят сухие склеивающие вещества (например, микрокристаллическую целлюлозу, полиэтиленоксид), обеспечивающие под давлением сцепление частиц, как гидрофильных так и гидрофобных веществ. Метод влажного гранулирования. На производстве сухое гранулирование часто проводится в грануляторах типа 3027 (Мариупольский ЗТО). Рабочий орган аппарата состоит из шнека и шести прочных стержней, что позволяет перемещать гранулируемый материал в осевом направлении. Имеется правое и левое исполнение. Производительность – 150-1000 кг/ч. Перспективны пресс-грануляторы фирмы «ХУТТ» (Германия), рабочим органом которого являются прессующие валки в виде полых цилиндров с зубцами на поверхности, между которыми в стенках расположены радиальные отверстия для продавливания порошковой массы. Получаются высококачественные гранулы одинаковой чечевидной формы. Грануляция или протирание влажной массы производится с целью уплотнения порошка и получения равномерных зерен – гранул, обладающих хорошей сыпучестью. Данному способу гранулирования подвергаются порошки, имеющие плохую сыпучесть и недостаточную способность к сцеплению между частицами. В обоих случаях в массу добавляют склеивающие растворы, которые улучшают сцепление между частицами. Стадия влажного гранулирования включает следующие операции (фото
Смешивание порошков. Производится с целью достижения однородной массы и равномерности распределения действующего вещества таблеток. Для смешивания и увлажнения порошкообразных веществ применяются смесители различных конструкций:
При смешивании порошков необходимо придерживаться следующих правил:
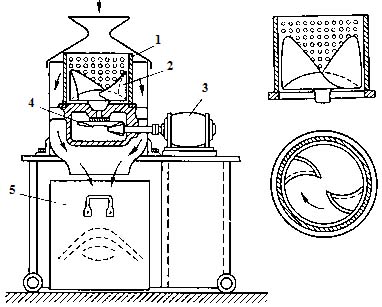
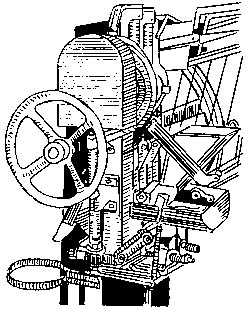
Практика производства таблеток показывает, что время, необходимое для смешивания простой прописи (двух- и трехкомпонентные) в сухом состоянии, составляет 5-7 минут, для более сложной – 10-12 минут. После смешивания сухих порошков в массу отдельными порциями добавляют увлажнитель, что необходимо для предотвращения ее комкования. При влажном смешивании порошков равномерность их распределения в значительной степени улучшается, не наблюдается разделения частиц и расслоения массы, улучшается ее пластичность. Перемешивание смоченных порошков сопровождается некоторым уплотнением массы вследствие вытеснения воздуха, что позволяет получать более плотные твердые гранулы. Время перемешивания влажной массы: для простых смесей 7-10 минут, для сложных – 15-20 минут. Оптимальное количество увлажнителя определяется экспериментально (исходя из физико-химических свойств порошков) и указывается в регламенте. Ошибка может привести к браку: если увлажнителя ввести мало, то гранулы после сушки будут рассыпаться, если много – масса будет вязкой, липкой и плохо гранулируемой. Масса с оптимальной влажностью представляет собой влажную, компактную смесь, не прилипающую к руке, но рассыпающуюся при сдавливании на отдельные комочки. Гранулирование влажной массы. Влажная масса гранулируется на специальных машинах – грануляторах, принцип работы которых состоит в том, что материал протирается лопастями, пружинящими валиками или другими приспособлениями через перфорированный цилиндр или сетку. Грануляторы бывают вертикальные (рис. 2.4) и горизонтальные.
Рис. 2.4. Гранулятор вертикальный. Выбор сит для гранулирования имеет очень большое значение. Установлено, что влажную массу необходимо пропускать через сито с диаметром отверстий 3-5 мм, а сухую – через сито с диаметром отверстий 1-2 мм. В настоящее время влажная грануляция является основным видом грануляции в производстве таблеток, однако она имеет ряд недостатков:
Сушка влажных гранул. Для этой цели существуют различные типы сушилок:
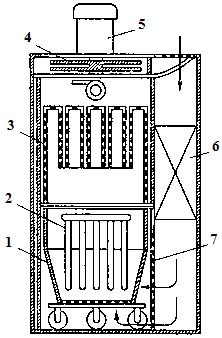
В случае необходимости регенерировать жидкости, содержащиеся в высушиваемых материалах, применяют сушилки, в которых воздух пропускается через силикагель. При этом ценные пары адсорбируются, а теплый воздух вновь используется для сушки материала. Инфракрасные рациональные сушилки. В качестве термоизлучателей в таких сушилках применяются специальные зеркальные лампы, нихромовые спирали накаливания, помещенные в фокусе параболических отражателей, металлические и керамические панельные излучатели с электрическим, паровым или газовым обогревом. Сублимационные сушилки. За последние годы получил промышленное применение способ сушки материалов в замороженном состоянии в условиях глубокого вакуума. Он получил название сушки сублимацией или молекулярной сушки. Этот способ позволяет сохранить основные биологические качества высушиваемого материала. При этом происходит испарение твердого тела без плавления, минуя жидкую фазу. Сушилки псевдоожиженного слоя. Из известных конструкций таких сушилок на отечественных заводах используется сушилка СП-30 (рис. 2.5). Применяются такие сушильные аппараты, как фирм «Мюнстер», «Аэроматик» (Швейцария).
Рис. 2.5. Сушилка с псевдоожиженным слоем типа СП Принцип работы сушилки СП-30. Поток воздуха, всасываемый вентилятором в верхнюю часть каркаса, нагревается в калорифере до заданной температуры, очищается в фильтре и попадает непосредственно в сушильную камеру, где проходит через резервуар с продуктом снизу вверх, псевдоожижая слой продукта. Далее увлажненный воздух проходит через рукавный фильтр, очищается от мелких частиц продукта и выбрасывается в атмосферу. Основное преимущество таких сушилок – высокая производительность: время сушки материала в зависимости от его физических свойств и формы длится от 20 до 50 минут; они потребляют мало энергии и занимают небольшую рабочую площадь. Высушенные гранулы перед прессованием должны иметь некоторую влажность, которая называется остаточной. Остаточная влажность для каждого таблетируемого препарата индивидуальна и должна быть оптимальной, т.е. такой, при которой процесс прессования протекает наилучшим образом, качество таблеток соответствует требования ГФ, а прочность их наивысшая по сравнению с таблетками, получаемыми из гранул этого же препарата с другой степенью влажности. Недосушенные гранулы прилипают к пуансонам, неравномерно заполняют матрицу и требуют повышенное количество антифрикционных веществ. Пересушенные гранулы трудно прессуются и таблетки могут получаться с нарушенными краями. Обработка гранул. В процессе сушки гранул возможно их слипание в отдельные комки. С целью обеспечения равномерного фракционного состава высушенные гранулы пропускают через грануляторы с размером отверстий сеток 1.5 мм, что в значительной степени обеспечивает постоянную массу таблеток. После этого гранулы опудривают, добавляя антифрикционные вещества, и передают на стадию таблетирования. Структурная грануляция. Имеет характерное воздействие на увлажненный материал, которое приводит к образованию округлых, а при соблюдении определенных условий и достаточно однородных по размеру гранул. В настоящее время существуют три способа грануляции данного типа, используемых в фармацевтическом производстве: грануляция в дражировочном котле; грануляция распылительным высушиванием и структурная грануляция. Для грануляции в дражировочном котле загружают смесь порошков и при вращении его со скоростью 30 об/мин производят увлажнение подачей раствора связывающего вещества через форсунку. Частицы порошков слипаются между собой, высушиваются теплым воздухом и в результате трения приобретают приблизительно одинаковую форму. В конце процесса к высушиваемому грануляту добавляют скользящие вещества. Грануляцию распылительным высушиванием целесообразно использовать в случаях нежелательного длительного контактирования гранулируемого продукта с воздухом, по возможности, непосредственно из раствора (например, в производстве антибиотиков, ферментов, продуктов из сырья животного и растительного происхождения). Готовят раствор или суспензию из вспомогательного вещества и увлажнителя и подают их через форсунки в камеру распылительной сушилки, имеющую температуру 150°С. Распыленные частицы имеют большую поверхность, вследствие чего происходит интенсивный массо- и теплообмен. Они быстро теряют влагу и образуют всего за несколько секунд сферические пористые гранулы. Полученные гранулы смешивают с лекарственными веществами и, если необходимо, добавляют вспомогательные вещества, не введенные ранее в состав суспензии. Гранулы имеют хорошую сыпучесть и прессуемость, поэтому таблетки, полученные из такого гранулята, обладают высокой прочностью и прессуются при низких давлениях. Если в удельных весах гранулята и лекарственного вещества наблюдается значительная разница, то возможно расслоение таблетируемой массы. В результате чрезмерного высушивания суспензии также возможно отслоение верхней части таблетки («кэппинг») при прессовании. Гранулирование в условиях псевдоожижения. Для гранулирования таблеточных смесей с целью подготовки их к таблетированию в последние годы в отечественной и зарубежной химико-фармацевтической промышленности широкое применение нашел метод псевдоожижения. Основной его отличительной особенностью является то, что обрабатываемый материал, а затем и образующийся гранулят непрерывно находятся в движении. Основные процессы – смешивание компонентов, увлажнение смеси раствором склеивающего вещества, грануляция, сушка гранулята и внесение опудривающих веществ – протекают в одном аппарате. Грануляция в псевдоожиженном слое осуществляется двумя способами:
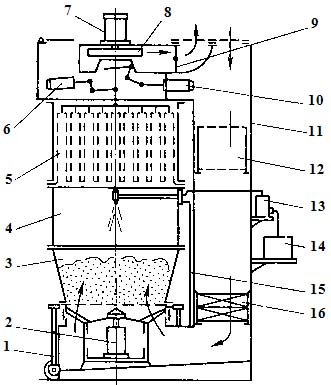
Применяя первый способ, гранулы образуются при нанесении гранулирующего раствора или суспензии на поверхность первоначально введенных в колону ядер (ядро может быть лекарственное вещество или индифферентное вещество, например, сахар). В целом, этот способ представляет собой распыление гранулирующего раствора в псевдоожиженную систему из первоначально введенных в колону ядер, являющихся искусственными «зародышами» будущих гранул. Другой способ получения гранул – непосредственная грануляция порошков в кипящем слое. Для осуществления данного способа разработан аппарат, в верхней части которого происходит процесс гранулирования, а в нижней – сушки и обработки гранул (например, аппарат СМК). В настоящее время на производстве используют аппараты СГ-30, СГ-60. Гранулы, полученные в псевдоожиженном слое, отличаются большой прочностью и лучшей сыпучестью, являющейся следствием более правильной геометрической формы гранул, приближающейся к шарообразной. При этом образуются более мягкие и пористые агломераты, чем при получении гранул влажной грануляцией, где образуются крупные агломераты, подлежащие последующему измельчению. Образование и рост гранул в псевдоожиженном слое происходит за счет двух физических процессов: комкования при смачивании и слипания последующей с агломерацией. Качество гранул и их фракционный состав зависят от многих факторов, определяющих ход процесса, основными из которых являются скорость ожижающего газа, состав и скорость подачи гранулирующей жидкости, температура в слое. При гранулировании таблеточных смесей в псевдоожиженном слое смешивание является первой технологической операцией, влияющей на качество гранулята. Равномерность смешивания зависит от аэродинамического режима работы аппарата, отношения компонентов в смеси, формы и плотности частиц. Для повышения гомогенности массы создаются условия для встряхивания или поддувки рукавных фильтров без прекращения псевдоожижения. При смешивании частиц, близких друг к другу по форме и имеющих соотношение по массе не более 1: 10, перемешивание практически происходит без сепарации, при больших соотношениях характер перемешивания во многом зависит от формы и плотности частиц, а также от аэродинамических параметров процесса и требует конкретного изучения с целью выбора оптимального режима. При добавлении гранулирующей жидкости происходит комкование частичек гранулируемой массы за счет склеивающих сил как самой жидкости, так и раствора, образующегося при смачивании этой жидкостью поверхностного слоя обрабатываемого материала. В процессе сушки комки превращаются в твердые агломераты, частично разрушающиеся в результате трения между собой и со стенками аппарата. Процесс гранулирования в псевдоожиженном слое происходит одновременно с сушкой получаемых гранул горячим воздухом. Сушка готового гранулята является фактически дополнительной до требуемого значения остаточной влажности. Если после прекращения гранулирования таблеточная смесь имеет необходимую для прессования остаточную влажность, то дополнительная сушка не требуется. Опудривание высушенного гранулята производится в этом же аппарате добавлением антифрикционных веществ в гранулят и вторичного перемешивания в псевдоожиженном слое. Гранулят, полученный в псевдоожиженном слое, имеет ряд преимуществ перед гранулятом, полученным механическим гранулированием с увлажнением: более округлая форма гранул, лучшая сыпучесть, более сбалансированный фракционный состав. Принципиальная схема аппарата СГ-30 (503) представлена на рис. 2.6.
Рис. 2.6. Принципиальная схема аппарата с псевдоожиженным слоем Корпус аппарата (11) выполнен из трех цельносварных секций, последовательно смонтированных друг с другом. Встряхивающее устройство (6) электропневматически сблокировано с устройством, перекрывающим заслонки (10). При встряхивании рукавных фильтров (5) заслонка перекрывает доступ псевдоожижающего воздуха к вентилятору, прекращая таким образом псевдоожижение и снимая воздушную нагрузку с рукавных фильтров. Пылевидный не гранулированный продукт, осевший на стенках рукавного фильтра, собирается при встряхивании в нижней части рабочего объема, затем при последующем цикле псевдоожижения он подвергается гранулированию с напылением. Встряхивание фильтров и прекращение процесса псевдоожижения повторяются многократно в ходе гранулирования. Фильтры очищаются от пылевидного продукта, который затем гранулируется. Такая работа аппарата позволяет уменьшить долю негранулированного материала в грануляторе и нагрузку на рукавные фильтры, снизив тем самым аэродинамическую нагрузку аппарата в целом. В выходной части вентилятора размещен шибер (9) с ручным механизмом управления. Он предназначен для регулирования расхода псевдоожижающего воздуха. В случае неисправности системы перекрытия потока воздуха вентилятором шибер может быть использован для ручного регулирования системы встряхивания в условиях прекращения псевдоожижения. Всасываемый вентилятором воздух очищается в воздушных фильтрах (12) и нагревается до заданной температуры в калориферной установке (16). Очищенный нагретый воздух проходит через воздухораспылительную решетку, установленную в нижней части продуктового резервуара. Продуктовый резервуар имеет форму усеченного конуса, расширяющегося вверх и переходящего затем в обечайку распыливания (4) с целью создания условий сепарации и уменьшения уноса ожижаемого порошка. Сжатый воздух, подаваемый к распылителю по специальной системе (15), применяется не только для распыливания, но и для дистанционного управления форсунок. Гранулирующий раствор подается в необходимых количествах на распыливание дозирующим насосом (13) из резервуара (14). Для измерения температуры воздуха до входа в слой и на выходе из слоя установлены термосопротивления в комплекте с логометрами, размещенными на пульте управления. Подъем продуктового резервуара и герметизация аппарата производится с помощью пневмоцилиндра (2), расположенного в нижней части корпуса. При возникновении в аппарате избыточного давления автоматически открывается предохранительный клапан (7) и давление снижается. Аппарат для гранулирования таблеточных смесей в псевдоожиженном слое СГ-30 (503) работает следующим образом. В продуктовый резервуар (3) в соответствии с рецептурой загружается 30 кг таблеточной смеси, подлежащей гранулированию. Резервуар с тележкой (1) закатывается в аппарат. Переключением тумблера на пульте управления резервуар с продуктом поднимается. На логометре устанавливается температура воздуха, необходимая для гранулирования. На пульте управления задается время перемешивания, гранулирования и сушки, а также цикличность и периодичность встряхивания. Включается вентилятор, с помощью шибера устанавливается необходимая степень псевдоожижения обрабатываемой массы. Через заданные промежутки времени закрывается заслонка перед вентилятором, включается привод, встряхивающий рукавные фильтры. Через определенные промежутки времени автоматически включается форсунка и насос, подающий гранулирующую жидкость, происходит гранулирование таблеточной смеси, затем система распыливания отключается и начинается сушка гранулята. По окончании всего цикла гранулирования автоматически выключается вентилятор и прекращается подача пара в калориферную установку. Опускается продуктовый резервуар, гранулят поступает на таблетирование (при необходимости он может быть просеян). Аппарат СГ-30 (503) обслуживается одним человеком. Серийное изготовление его освоено опытным заводом СПКБмедпром объединения «Прогресс» Санкт-Петербурга. 32. Типовая технологическая схема таблетирования. Типы таблеточных машин. Характеристика. Принцип работы. Факторы, влияющие на основные показатели качества таблеток.
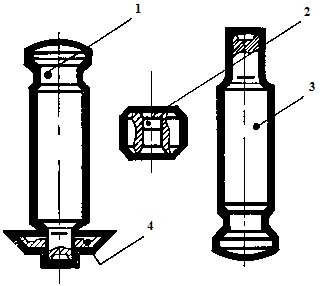
Типы таблеточных машин Прессование на таблеточных машинах осуществляется пресс-инструментом, состоящим из матрицы и двух пуансонов (рис. 2.7).
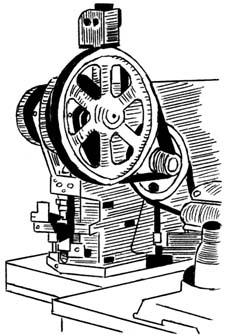
Рис. 2.7. Пресс-инструмент Основными типами таблеточных машин является эксцентриковые или ударные и ротационные. Эксцентриковые машины бывают салазочные (рис. 2.8) и промежуточные (башмачные) (рис. 2.9). Салазочные машины. В этом типе машин загрузочная воронка движется при работе на специальных салазках. Материал, поступающий из загрузочной воронки, попадает в канал матрицы, прикрепленной к матричному столу и ограниченной снизу нижним пуансоном. После этого воронка с материалом удаляется, верхний пуансон опускается вниз, спрессовывает материал и поднимается. Затем поднимается нижний пуансон и выталкивает таблетку, которая толчком нижнего основания воронки сбрасывается в приемник. Салазочные машины имеют ряд существенных недостатков. Основным из них является то, что прессование осуществляется только с одной стороны – сверху и кратковременно, по типу удара. Давление прессования в таблетке распределяется неравномерно (верхняя половина уплотнена больше), а некоторые порошки плохо прессуются вследствие кратковременности цикла сжатия. Такие машины малопроизводительны – 30-50 таблеток в минуту.
Рис. 2.8. Салазочная машина Промежуточные машины. Таблеточные машины промежуточного типа (башмачные) по конструкции и принципу работы близки к салазочным, но отличаются от последних неподвижностью загрузочной воронки и матрицы. Таблетируемый материал подается в матрицу при помощи подвижного башмака, присоединенного к воронке посредством шарнира. Такое устройство питающего узла уменьшает возможность разрушения и расслоения гранулята. По производительности эти машины равноценны машинам салазочного типа. Примером такой машины может служить таблеточный пресс австрийской фирмы «Энглер», таблеточный пресс типа НТМ, выпускаемый Мариупольским заводом технологического оборудования.
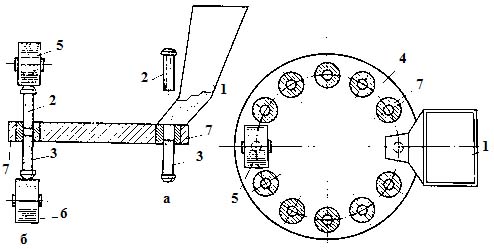
Рис. 2.9. Настольная промежуточная таблеточная машина Ротационные таблеточные машины (РТМ) широко используются фармацевтической промышленностью Украины в производстве таблеток. В отличие от ударных машин РТМ имеют большое количество матриц и пуансонов (от 12 до 57). Матрицы вмонтированы во вращающийся матричный стол. Давление в РТМ нарастает постепенно, что обеспечивает мягкое и равномерное прессование таблеток. РТМ имеют высокую производительность (до 0, 5 млн. таблеток в час). Технологический цикл таблетирования на РТМ состоит из ряда последовательных операций: заполнение матриц таблетируемым материалом (объемный метод дозирования), собственно прессование, выталкивание и сбрасывание таблеток. Эти операции выполняются последовательно, автоматически. Пуансоны верхние и нижние скользят по направляющим (капирам) и проходят между прессующими роликами, которые оказывают на них одновременное давление. При этом давление нарастает и убывает постепенно, что приводит к равномерному и мягкому прессованию таблетки сверху и снизу. В зависимости от типа такие машины могут быть снабжены одной или двумя неподвижными загрузочными воронками. В загрузочные воронки может быть установлена мешалка. Принцип работы РТМ показан на рис. 2.10. Проследим за движением одной из матриц.
Рис. 2.10. Схема процесса таблетирования на РТМ-12 Нижний пуансон (3) опустился в точно обусловленное положение. Верхний пуансон (2) в это время находится в самом верхнем положении, поскольку матричное отверстие (7) подошло под воронку (1) (операция загрузки). Как только матрица (с заполненным гнездом) прошла воронку вместе с вращением столешницы (4), начинается постепенное опускание верхнего пуансона. Достигнув противоположной стороны, он сразу же попадает под прессующий валик (5). Одновременно на нижний пуансон оказывает давление валик 6 (операция прессования). После прохода между валиками верхний пуансон начинает подниматься. Нижний пуансон также несколько приподнимается и выталкивает таблетку из матрицы. С помощью ножа (скребка) таблетка сбрасывается со столешницы – операция выталкивания таблетки. Такое движение последовательно совершают все пресс-инструменты (матрица и пара пуансонов). Для того, чтобы обеспечить пуансонам должное движение, к рукояткам (которые здесь называются ползунами), приделаны ролики, с помощью которых они ползут (катятся) по верхним и нижним капирам (направляющим). Схема движения представлена на рис. 2.11. Во время операции загрузки ролик верхнего ползуна с пуансоном находится на высшей точке верхнего капира. Далее он скользит вниз по наклонной капира. Пуансон касается матричного отверстия, погружается в него и сдавливает материал. Давление нарастает и достигает максимума в тот момент, когда ролик ползуна окажется под давлением валика (операция прессования). После этого ролик с пуансоном начинает подниматься вверх по капиру и достигает максимума. В это время нижний ползун совершает следующие движения. В стадии загрузки его ролик подпирается валиком, регулирующим объем матричного отверстия. После этого нижний ползун движется по прямому капиру. В стадии прессования его ролик приподнимается давильным валиком, благодаря чему нижний пуансон со своей стороны оказывает давление на материал. Далее капир идет несколько вверх, в результате чего нижний пуансон выталкивает таблетку (операция выталкивания). После этого вследствие опускания капира нижний пуансон также опускается вниз и все повторяется сначала.
Рис. 2.11. Схема движения пуансонов в многоматричной ротационной машине Выпускаются таблеточные машины различных марок: РТМ-24; РТМ-3028; РТМ-41; РТМ-41М и др. В процессе таблетирования контролируются масса таблеток и возможные механические включения. Массу таблеток определяют на ручных весах; имеются и автоматические устройства, в которых в случае отклонения массы таблеток от заданной включается сигнальная лампа. Автоматический контроль на металлические включения производится с помощью устройства 456-2, которое обнаруживает и извлекает из потока таблетки с находящимися в них металлическими включениями. После окончания прессования таблетки помещают в установку 448 для обеспыливания, снабженную пылесосом. На качество таблеток оказывают влияние величина давления, скорость прессования, состояние и износостойкость пресс-инструмента. Последний подвержен довольно сильному изнашиванию, так как испытывает большие нагрузки. Стойкость матриц в 2-3 раза меньше, чем у пуансонов, что объясняется химическим взаимодействием материала матрицы с таблетируемой массой, жестким нагружением матрицы, трением частиц прессуемого материала и таблетки о стенки матриц. В Украине и за рубежом проводятся работы по упрочению пресс-инструмента, повышению его износостойкости. Белоусовым В.А. были проведены работы по электролизному, жидкостному и порошковому борированию пресс-инструмента. Разработана новая технология изготовления матриц методом порошковой металлургии, внедрена технология изготовления составных матриц на основе карбидов хрома и никеля. |
Последнее изменение этой страницы: 2019-04-09; Просмотров: 375; Нарушение авторского права страницы
 ):
):