|
Архитектура Аудит Военная наука Иностранные языки Медицина Металлургия Метрология Образование Политология Производство Психология Стандартизация Технологии |
|
|
Архитектура Аудит Военная наука Иностранные языки Медицина Металлургия Метрология Образование Политология Производство Психология Стандартизация Технологии |
Роль процессов охлаждения в термической обработкеСтр 1 из 38Следующая ⇒
НИТУ «МИСиС»
Охлаждающее и вспомогательное термическое оборудование
(курс лекций) 1. ОХЛАЖДАЮЩИЕ СРЕДЫ........................................................................................................ 4 1.1. Роль процессов охлаждения в термической обработке......................................... 4 1.2. Классификация охлаждающих сред и требования к ним..................................... 5 1.3. Охлаждающая способность и методы ее оценки................................................. 13 1.3.1. Оценка по твердости и прокаливаемости........................................................ 14 1.3.2. Оценка по скорости охлаждения...................................................................... 15 1.3.3. Современные методы оценки охлаждающей способности сред................... 16 1.4. Среды первой группы и их характеристика.............................................................. 21 1.4.1. Воздух.................................................................................................................. 21 1.4.2. Газы...................................................................................................................... 22 1.4.3. Металлические плиты........................................................................................ 22 1.4.4. Охлаждение в расплавах.................................................................................... 22 1.4.5. Охлаждение в псевдоожиженном слое............................................................ 24 1.5 Охлаждение в средах второй группы......................................................................... 26 1.5.1. Вода как среда охлаждения................................................................................ 26 1.5.2. Роль примесей и добавок к воде....................................................................... 28 1.5.3. Закалочные масла................................................................................................ 32 1.5.4. Синтетические закалочные среды.................................................................... 35 1.5.5. Спрейные и капельные среды и способы их получения................................ 39 2. ОБОРУДОВАНИЕ ДЛЯ ЗАКАЛКИ И ОХЛАЖДЕНИЯ....................................................... 42 2.1 Классификация и индексация оборудования для охлаждения......................... 42 2.2. ЗАКАЛОЧНЫЕ БАКИ ПЕРИОДИЧЕСКОГО ДЕЙСТВИЯ...................................... 43 2.3. ЗАКАЛОЧНЫЕ БАКИ НЕПРЕРЫВНОГО ДЕЙСТВИЯ........................................... 46 2.4. ЗАКАЛОЧНЫЕ МАШИНЫ И ПРЕССЫ......................................................................50 2.5. ОБОРУДОВАНИЕ ДЛЯ УСКОРЕННОГО ОХЛАЖДЕНИЯ.....................................53 3. ОБОРУДОВАНИЕ ДЛЯ ОБРАБОТКИ ХОЛОДОМ...............................................................55 3.1. ОБРАБОТКА ХОЛОДОМ В ТЕРМИЧЕСКОМ ПРОИЗВОДСТВЕ..........................55 3.2. ПРИМЕНЕНИЕ НИЗКИХ ТЕМПЕРАТУР В ЛАБОРАТОРНЫХ УСЛОВИЯХ.....57 3.3. ОБЩАЯ ХАРАКТЕРИСТИКА ХЛАДОАГЕНТОВ И КРИОГЕНТОВ И ИХ ТРАНСПОРТИРОВКА..........................................................................................................58 3.4. ПОЛУЧЕНИЕ ХОЛОДА И ИСПОЛЬЗОВАНИЕ ХОЛОДИЛЬНЫХ МАШИН РАЗЛИЧНЫХ ТИПОВ...........................................................................................................63 3.4.1. Физические принципы получения холода......................................................63 3.4.2. Установки, работающие на жидком хладоагенте...........................................63 3.4.3. Установки, работающие на твердой углекислоте...........................................64 3.4.4. Каскадные холодильные машины....................................................................64 3.4.5. Вихревые холодильные установки..................................................................66 3.4.6. Турбодетандерные установки...........................................................................67 3.6. ТЕПЛОВАЯ ИЗОЛЯЦИЯ УСТРОЙСТВ....................................................................67 3.6.1. Волокнистые изоляционные материалы.........................................................68 3.6.2. Зернистые (порошкообразные) изоляционные материалы...........................69 3.6.3. Ячеистые изоляционные материалы...............................................................69 4. ОБОРУДОВАНИЕ ДЛЯ ОХЛАЖДЕНИЯ И ОЧИСТКИ ЗАКАЛОЧНЫХ СРЕД............72 4.1. СПОСОБЫ И СИСТЕМЫ ОХЛАЖДЕНИЯ И ОЧИСТКИ ЗАКАЛОЧНЫХ СРЕД.......................................................................................................................................72 4.2. ТЕПЛООБМЕННЫЕ АППАРАТЫ.............................................................................74 4.2.1. Теплотехнические аспекты работы теплообменников..................................74 4.2.2. Влияние отложений на работу теплообменников.........................................74 4.2.3. Конструкции теплообменников.......................................................................77 4.2.3.1. Погружные теплообменники................................................................77 4.2.3.2. Кожухотрубные теплообменники........................................................77 4.2.3.3. Теплообменники типа «труба в трубе»................................................79 4.2.3.4. Пластинчатые и спиральные теплообменники...................................79 4.2.3.5. Скоростные винтовые кожухотрубные теплообменники.................80 4.2.4. Способы очистки теплообменников................................................................81 5. ПРИМЕНЕНИЕ ВАКУУМА В ТЕРМИЧЕСКОМ ПРОИЗВОДСТВЕ..................................82 5.1. ОСНОВНЫЕ СВЕДЕНИЯ О ВАКУУМЕ....................................................................82 5.1.1. Общее понятие о вакууме..................................................................................82 5.1.2. Основные определения и понятия....................................................................82 5.2. ИСПОЛЬЗОВАНИЕ ВАКУУМА В МЕТАЛЛОВЕДЕНИИ И ТЕРМИЧЕСКОЙ ОБРАБОТКЕ...........................................................................................................................84 5.2.1. Промышленное применение..............................................................................84 5.2.2. Замена контролируемых атмосфер вакуумом..................................................86 5.2.3. Лабораторное применение вакуума..................................................................86 5.3. ВАКУУМНЫЕ СИСТЕМЫ............................................................................................87 5.3.1. Схема простой вакуумной системы..................................................................87 5.3.2. Основное уравнение вакуумной техники........................................................87 5.3.3. Схемы откачки вакуумных систем....................................................................88 5.3.4. Описание вакуумных систем.............................................................................88 5.3.4.1. Промышленные вакуумные системы...................................................90 5.3.4.2. Лабораторные вакуумные системы.......................................................90 5.4. КОНСТРУКТИВНЫЕ ЭЛЕМЕНТЫ ВАКУУМНЫХ СИСТЕМ................................91 5.4.1. Вакуумные насосы..............................................................................................91 5.4.1.1. Классификация и характеристика вакуумных насосов.......................91 5.4.1.2. Механические вакуумные насосы.........................................................93 5.4.1.3. Турбомолекулярные насосы..................................................................98 5.4.1.4. Пароструйные насосы...........................................................................100 5.4.1.5. Электрофизические и сорбционные средства откачки.....................103 5.4.2. Вакуумпроводы и их соединения....................................................................106 5.4.3. Ловушки.............................................................................................................107 5.4.4. Коммутационная аппаратура...........................................................................109 5.4.5. Механические и электрические вводы...........................................................110 5.4.6. Вакуумные окна................................................................................................111 6. КОНТРОЛИРУЕМЫЕ АТМОСФЕРЫ....................................................................................112 6.1. ПЕЧНЫЕ АТМОСФЕРЫ И ИХ ВЗАИМОДЕЙСТВИЕ С МЕТАЛЛАМИ............112 6.1.1. Классификация сред нагрева...........................................................................114 6.1.2. Окисление и восстановление сплавов и сталей............................................114 6.1.3. Науглероживание и обезуглероживание сталей...........................................117 6.1.4. Нагрев в вакууме..............................................................................................118 6.1.5. Взаимодействие сталей и сплавов с контролируемыми атмосферами......121 6.2. УСТАНОВКИ ДЛЯ ПРИГОТОВЛЕНИЯ КОНТРОЛИРУЕМЫХ АТМОСФЕР..121 6.2.1. Состав контролируемых атмосфер, применяемых в термической обработке......................................................................................................................121 6.2.2. Способы получения контролируемых атмосфер............................................123 6.2.3. Установки для получения контролируемых атмосфер..................................125 6.2.3.1. Экзотермические атмосферы...............................................................127 6.2.3.2. Эндотермические атмосферы..............................................................128 6.2.3.3. Азотно-водородные атмосферы..........................................................128 6.2.3.4. Азотные атмосферы.............................................................................129 6.2.3.5. Аргоно-водородная атмосфера...........................................................130 6.2.4. Конструкция отдельных узлов установок для получения контролируемых атмосфер.......................................................................................................................130 6.2.4.1. Генераторы............................................................................................130 6.2.4.2. Лабораторная очистка сжатых защитных газов................................132 6.2.4.3. Промышленные системы очистки и осушки атмосфер.....................133 6.2.5. Применение контролируемых атмосфер.........................................................136 ЛИТЕРАТУРА................................................................................................................................139
ВВЕДЕНИЕ В курсе лекций рассмотрены общая классификация термического оборудования, классификация и индексация оборудования для нагрева, конструкции, работа и применение различных термических печей и установок. В данном курсе лекций достаточно подробно разобраны особенности процессов охлаждения при термической обработке сталей и сплавов, современные охлаждающие среды, включая новые закалочные жидкости (разд. 1), устройства для закалки и охлаждения (разд. 2), устройства и установки для обработки холодом (разд. 3), системы охлаждения и очистки закалочных сред с использованием в них новых устройств типа скоростных теплообменников и акустических фильтров (разд. 4). Все более широкое применение безокислительного и небезоглераживающего нагрева потребовало более глубокого рассмотрения принципов конструирования и использования вакуумных систем (разд. 5) и установок для производства контролируемых атмосфер (разд. 6). Лабораторные вакуумные системы и устройства для охлаждения ниже комнатной температуры широко используются при проведении металлофизических исследований металлических материалов. Поэтому знание принципов конструирования и работы таких устройств (разд. 3 и 5) необходимы специалистам по физике металлов, что и явилось причиной столь подробного рассмотрения этих вопросов. В учебниках и учебных пособиях К.Н.Соколова [2], С.Л.Рустема [2], Д.Я.Вишнякова и др. [4], изданных в 60-х – начале 80-х гг., многие изложенные в данном курсе лекций вопросы вообще не рассмотрены или освещены очень кратко, а некоторые приведенные в них конструкции морально устарели и сняты с производства. В данном курсе лекций для лучшего восприятия материала вместо детальных чертежей установок и их составных элементов и узлов приводятся, как правило, упрощенные схемы, поясняющие лишь их основные конструктивные особенности. ОХЛАЖДАЮЩИЕ СРЕДЫ Воздух Охлаждение на воздухе используют при нормализации углеродистых и легированных сталей. В высоколегированных сталях охлаждение на воздухе приводит к закалке. Охлаждение на воздухе – относительно мягкое и регулируемое в том отношении, что воздух может иметь разную температуру, может быть спокойным (кривая 1) или движущимся (кривая 2), влажным или сухим (рис. 1.7). Для спокойного воздуха были получены экспериментальные данные, приведенные в табл. 2.2 [5]
Газы Газы в качестве охлаждающей среды в основном используют для светлой закалки высоколегированных сталей после нагрева в вакуумных печах. Среди газов водород обладает наибольшей охлаждающей способностью, но его применение при высоких температурах не рекомендуется вследствие взрывоопаснсти. Обычно используют сухой азот с небольшой добавкой водорода (1...2 %) или гелий и аргон. Охлаждающая способность газов может быть повышена за счет увеличения скорости потока газа и его давления. Металлические плиты Их применяют для закалки тонких плоских изделий в прессах. Для увеличения интенсивности теплоотвода плиты часто делают полыми и охлаждают изнутри, пропуская холодную воду. Основное достоинство такой закалки – практическое отсутствие коробления. Охлаждение в расплавах Из всех сред 1 группы охлаждение в расплавах широко применяется при различных методах закалки – от обычной полной до изотермической и ступенчатой. Наибольшее распространение нашли расплавы селитр NaNO2, NaNO3, и KNO3 и щелочей NaOH и КОН. Для некоторых специальных операций термической обработки охлаждение может проводиться в расплаве свинца или других легкоплавких металлов (лития, магния, олова, висмута и др.), однако по соображениям безопасности и экологичности указанные среды в настоящее время практически не используются. Составы селитровых и щелочных ванн и температурные интервалы их применения приведены [1. табл. 4.1].
Влияние технологических параметров на охлаждающую способность расплавов показано на рис. 1.8 [5]. Повышение температуры ванны tванн с 200 до 300 °С при одинаковой начальной температуре металла tмн приводит к снижению Vохл во всем интервале температур охлаждения (кривые 1 и 2 или 3 и 4 соответственно). Повышение tмн с 800 до 950 º С увеличивает Vохл лишь в начальный момент (кривые 1 и 3 или 2 и 4). Принудительное перемешивание расплава (кривая 5) существенно повышает охлаждающую способность ванны в верхнем интервале, но по мере снижения температуры поверхности металла влияние перемешивания плавно снижается.
Коэффициент теплоотдачи α при охлаждении в расплавах зависит от степени перегрева расплава выше температуры плавления Δ t = t – tпл. При Δ t < 150...200 º С α растет за счет уменьшения вязкости расплава, но дальнейшее увеличение Δ t приводит к снижению α, так как вязкость уже практически не меняется, а превалирующим становится уменьшение температурного напора и понижение теплопроводности и теплоемкости самого расплава (рис. 1.9).
Еще одним фактором, существенно повышающим охлаждающую способность расплавов, является добавка воды. В расплавы со степенью перегрева Δ t < 100...150 °С можно ввести с помощью специального устройства (рис. 1.10) до 3…4% воды. Устройство представляет собой металлический короб 1, установленный днищем вверх, края которого опушены в расплав. В днище имеется отверстие 4 для выхода пара. Внутри закреплена горизонтальная пластина-растекатель 2 из которую из трубки 3 подается струя воды. Растекаясь по пластине 2 вода тонкой сплошной струей колокольного типа сливается на поверхность расплава 5. Под устройством обычно устанавливается мешалка пропеллерного типа, которая отводит насыщенные водой объемы расплава в рабочую зону ванны. Охлаждающая способность ванны резко возрастает. Скорость охлаждения (рис. 1.8, кривые 6 и 7) достигает 250 º С и более в достаточно широком интервале температур. Оптимальной является добавка 1% воды при Δ t = 40...70 º C (кривая 7). Изменением содержания влаги можно достаточно легко регулировать и температуру расплава, поддерживая ее на заданном уровне при изменении производительности ванны. С увеличением температуры или массы вносимого в ванну горячего металла подачу воды в расплав увеличивают и наоборот. В увлажненных расплавах а возрастает в 2 и более раз, достигая значений 2500…3000 Вт/(м2*К). Чаще увлажнение применяют в расплавах щелочей, так как растворимость воды в них выше, чем в селитрах [1]. Вода как среда охлаждения Вода является самой дешевой и широко применяемой закалочной средой, на ее базе созданы новые среды: растворы и эмульсии. Вода имеет стабильные параметры при нормальном давлении, из-за примесей температура кипения мало меняется. Вода является жесткой средой, так как скорость охлаждения высока, что приводит к возникновению больших термических напряжений. При закалке важно так производить охлаждение, чтобы характер распределения напряжений, как минимум, не снижал запас прочности материала. Длительное и успешное применение воды в качестве закалочной среды связано с ее химическими и физическими свойствами. Вода отличается высокой устойчивостью химического состава при нагревах и охлаждениях. Теплота испарения воды, равная 2, 5 МДж/кг, при 0 º С и 2, 23 МДж/кг при 100 º С значительно превышает соответствующие величины других жидкостей. Вода характеризуется и большей, чем у других веществ, теплоемкостью, почти в 10 раз превышающей теплоемкость стали [6, 7].
Температура насыщения (кипения) воды t, сравнительно низка и при давлении в 0, 1 МПа равна 99, 6 º С. Увеличение внешнего давления существенно повышает t. (табл 1.3). Охлаждающая способность воды очень сильно зависит от ее температуры: при повышении температуры скорость охлаждения в области высоких температур снижается (рис 1.12), а в области низких температур остается достаточно высокой, при этом максимум скорости охлаждения достигается при температурах охлаждаемой поверхности 250…100 º С. Увеличение температуры воды приводит к замедлению процесса конденсации и ускорению испарения, что влечет за собой утолщение паровой пленки. Повышение температуры от 20 до 98 º С приводит к снижению скорости охлаждения в стадии пленочного кипения в 10 раз. Эта стадия расширяется в область более низких температур. Пузырьковое кипение начинается при более низких температурах и протекает менее интенсивно из-за снижения теплоты парообразования и увеличения критического размера пузырька. В третьей стадии скорость снижается, так как уменьшается градиент температур между поверхностью и средой Охлаждение в горячей воде материалов с низкой теплопроводностью или деталей с резкими переходами сечений может привести к образованию трещин из-за резкого возрастания скорости охлаждения при переходе от пленочного к пузырьковому кипению. Перемешивание воды повышает ее охлаждающую способность (рис. 1.12, пунктир). В стадии пленочного кипения скорость охлаждения увеличивается в 2 раза, и раньше начинается переход к пузырьковому кипению. Перемешивание существенно влияет на стадию пленочного кипения в холодной воде, а с увеличением температуры заметно снижается.
Влияние давления на охлаждающую способность воды проявляется в том, что с увеличением давления растет температура кипения (табл. 1.3). интервал пузырькового кипения расширяется в сторону более высоких температур. Рост давления приводит к тому; что паровая пленка становится тоньше, возрастает плотность пара снижается его тепловое сопротивление, в результате чего возрастает тепловой поток и скорость охлаждения в стадии пленочного кипения. Закалочные масла Для закалки применяют минеральные масла нефтяного происхождения, состоящие из широкого спектра углеводородов, а также кислородных, сернистых и азотистых их соединений. Масло – это гетерогенная смесь многих веществ. Любое масло имеет не одну температуру кипения, а целый интервал. Составляющие масла – углеводороды – горючие вещества и при контакте масла с горячим металлом происходит его закипание и термическое разложение (горение и крекинг). Минеральные масла по сравнению с растительными и животными обладают очень высокой термической стойкостью. Перед использованием их очищают от кислот, парафинов и асфальтенов [5, 6]. Температура вспышки минерального масла свидетельствует о возможной испаряемости и потере масла при закалке. Масла с низкими температурами вспышки склонны к быстрой потере первоначальных свойств (повышается вязкость) и изменению охлаждающей способности. Вязкость масла зависит от фракционного состава и влияет на охлаждающую способность, повышение вязкостного сопротивления замедляет движение масла относительно охлаждаемого тела и приводит к увеличению длительности стадии пленочного кипения и снижению охлаждающей способности.
Масла МЗМ, разработанные специально для закалки, имеют срок службы в три раза больший, чем обычные индустриальные масла, поэтому находят более широкое применение [6, 8]. Высоковязкие масла типа МЗМ-120 или Вапор быстро охлаждают при высоких температурах, масла же пониженной вязкости типа Велосит быстро охлаждают и при низких температурах. Характеристики масел, применяемых для закали, приведены в табл. 1.4 [5, 8]. Процесс охлаждения характеризуется теми же стадиями (рис. 1.19), что и в воде, лишь вместо паровой образуется газопаровая пленка. Стадия пленочного кипения у масел сильно сокращена и быстро заканчивается. Чем выше вязкость масла, тем ниже переход к стадия пузырькового кипения, выше критическая температура перехода. Паровая пленка пополняется различными газами из-за горения масла и крекинга, толщина пленки увеличивается и уменьшается ее теплопроводность. Скорость охлаждения в пузырьковой стадии также невысокая, так как для того, чтобы пузырек оторвался, необходим большой его размер. На охлаждающую способность масла влияет его температура (рис. 1.20): в холодном масле (кривая 1) охлаждающая способность оказывается более низкой.
* – вязкость исследована при температуре 100 º С. Увеличение температуры масла (кривые 2 и 3) разжижает его, но при этом охлаждающая способность несколько возрастает только в стадии пузырькового кипения, а в двух других снижается. Перемешивание масла (кривая 4) приводит к незначительному повышению охлаждающей способности, в большей степени – в стадии конвективного теплообмена. Давление влияет аналогично воде: в нижней части глубоких баков охлаждающая способность оказывается больше в пленочной стадии, а в пузырьковой и конвективной – почти не меняется. ЗАКАЛОЧНЫЕ МАШИНЫ И ПРЕССЫ
Закалочные прессы и машины применяют с целью уменьшения коробления и поводки при закалке. Они используются на заводах массового производства при охлаждении дисков, конических шестерен, колец. плит, коленчатых и кулачковых валиков. Некоторые детали, например, листы рессор охлаждаются в гибочно-закалочных, а пружины - навивочно-закалочных машинах. Закалочные прессы применяются для закалки тонких листовых изделий: шестерен, дисков сцепления и других. Значительное распространение получили прессы для закалки шестерен большого диаметра (рис. 2.11) Они состоят из верхней 4 и нижней 3 матриц. Верхняя матрица двигается в вертикальном направлении, нижняя- горизонтально. Между ними зажимается деталь 11. Внутри основания пресса 1 размещаются насосная станция (на рисунке не показана) и бак 9 для слива закалочной среды.
Рис. 2.11. Пресс для закалки шестерен
На основании 1 расположена передвижная платформа 2 с нижней матрицей 3 с кольцевым уплотнением 8. Верхняя матрица 4 закреплена захватом 5 на штоке гидроцилиндра 6. Цилиндрический кожух 7 в нижнем положении захвата 5 входит в уплотнение 8, образуя емкость для закалочной среды. Закаливаемая деталь 11 зажимается между матрицами 3 и 4. Специальным насосом из бака 9, напрямую или через теплообменник, закалочная жидкость подается в цилиндр 7. После закалки открываются отверстия 10, и жидкость сливается в бак 9, после чего захват 5, матрица 4 и цилиндр 7 поднимаются вверх, а стол 2 выезжает из-под них. При закалке шестерен с массивным ободом устанавливается кольцевой коллектор с соплами, масло под давлением подается прямо на зубья шестерни. Форма деталей определяет конструкцию закалочных машин. Закалочные машины применяют для охлаждения длинных цилиндрических деталей (коленчатых, кулачковых и карданных валов осей и полуосей): причем их не только зажимают, но и вращают в закалочной жидкости, что значительно уменьшает коробление. Для закалки коленчатых и кулачковых валов применяется закалочно-правильная машина, состоящая из ряда параллельных роликов, сидящих на осях и укрепленных в подшипниках (рис. 2.12). Группы роликов 1 и 2 устанавливаются на общей раме. Шейки вала 5 зажимаются роликами 3 с помощью пружин 4. Ролики 1 приводятся во вращение от привода двигателя. После зажатия вала вся конструкция опускается в закалочный бак.
Рис. 2. 12 Закалочно-правильная машина для тел вращения
Вал охлаждается в зажатом состоянии при вращении. Одновременно происходит и правка вала. После закалки подвижные ролики 1 и 2 под действием груза отводятся в сторону, освобождая вал.
Рис 2.13. Машина барабанного типа для закалки рельсов
Закалочные машины бара банного типа широко используются для закалки в фиксированном состоянии самых разнообразных деталей: передних осей автомобиля, задних полуосей, рессорных листов, длинномерных изделий. Машина (рис. 2.13) для закалки железнодорожных рельсов состоит из пустотелого барабана 2 длиной 28 м и диаметром 1, 2, вращающегося на двух роликовых опорах от привода. На барабане 2 смонтированы шесть двенадцатилучевых звездочек 6. На конце каждого луча-лопасти подвешены на подшипниковой опоре каретки 1 с вмонтированными в них роликами 3, на которые подается рельс для закалки в то время, когда данный ряд кареток находится в положении А над уровнем масла 5.
Рис. 2.14. Барабанная гибозакалочная машина для закалки листовых рессор
Каретка с рельсом под действием собственной массы находится в строго вертикальном положении, в котором и происходит погружение в масло. Барабан 2 со звездочками установлен внутри бака 4, заполненного маслом. поступающим из охладителя по коллектору 7 через щелевой затвор 8. При повороте барабана на 30 градусов по часовой стрелке рельс погружается в масло, в котором он охлаждается в течение 5 минут. После 10 циклов, соответствующих последовательной загрузке 10 рельсов и повороту барабана на 300°, закаленный рельс снова оказывается над уровнем масла в положении Б. Барабанные гибочно-закалочные машины (рис. 2.14) широко применятся в рессорном производстве для гибки и закалки листов рессор. Барабанная гибозакалочная машина представляет собой шести или восьмиугольный барабан 1, боковые стенки которого служат для размещения штампов. Подвижный штамп 3 приводится в движение от копира через рычаг, шарнирно закрепленный на оси, штамп 2 находится в неподвижном состоянии. Вращающийся барабан находится в закалочном баке 4, ниже барабана размешается пластинчатый конвейер 5, который служит для извлечения листов из бака. Угол прогиба листа можно регулировать. Для закалки более широкого ассортимента рессорных листов подвижные и неподвижные формирующие штампы делаются съемными.
Тепловая изоляция устройств
В технике низких температур, так же как и теплотехнике, для уменьшения нежелательного теплообмена между системой и окружающей средой используется тепловая изоляция. В теплотехнике тепловая изоляция уменьшает потери тепла от изолированного объекта в окружающую среду. В технике низких температур она, наоборот, препятствует притоку тепла из окружающей среды к объекту, имеющему более низкую температуру. Различие, заключающееся только в направлении теплового патока, проходящего через изоляцию, не имеет, конечно, существенного значения. В обоих случаях к качеству изоляции предъявляется основное требование - она должна обладать как можно большим тепловым сопротивлением. Вместе с тем, имеются определенные специфические требования к низкотемпературной изоляции [13]. Они связаны, прежде всего, со спецификой области низких температур. Если теплотехника имеет дело с весьма большим диапазоном температур, исчисляемым тысячами градусов, то в распоряжении техники низких температур находится только 300К. К качеству низкотемпературно изоляциий предъявляются весьма жесткие требования.
Рис. 3.7. Турбодетандерная холодильная машина: а - турбодетандер, 6 - габаритная схема, в - принципиальная схема.
Вместе с тем понятно, что с повышением качества изоляции возрастает ее стоимость. В ряде случаев дороже обходится и обслуживание устройств с высококачественной теплоизоляцией. Поэтому выбор материала и типа низкотемпературной изоляции в общем случае сопровождается технико- экономическими расчетами.
ТЕПЛООБМЕННЫЕ АППАРАТЫ Основой систем охлаждения закалочных сред являются теплообменные аппараты рекуперативного типа [17, 18], то есть непрерывно передающие тепло от более горячей среды через металлическую стенку к более холодной, в качестве которой обычно применяется вода.
4.2.1. Теплотехнические аспекты работы теплообменников
Поскольку в термическом производстве до сих пор охлаждению чаще всего подвергаются закалочные масла, то рассмотрим особенности процесса на примере передачи тепла от горячего масла к охлаждающей воде. Он определяется многими факторами и, в первую очередь, закономерностями конвективного теплообмена. Для чистых поверхностей металлической стенки плотность теплового потока от горячего масла к охлаждающей воде рассчитывается:
где q - плотность теплового потока. Вт/м2; t1 и t2 - температуры охлаждаемой и охлаждающей сред °С; a1 и а2 - коэффициенты теплоотдачи соответственно от охлаждаемой среды к стенке и от стенки к охлаждающей среде, Вт (м2·К); SM - толщина металлической стенки, м; λ м- коэффициент теплопроводности материала стенки. Вт/(м·К).
Суммарный коэффициент теплопередачи k от среды 1 (масла) через стенку к среде 2 (воде) определяется выражением:
(4.2)
Входящие в формулы (4.1) и (4.2) а1 я а2 для условий конвективного теплообмена определяются в общем виде зависимостью:
где ρ - плотносп, жидкости, г/см3; µ - кинематическая вязкость жидкости, сОm; w - скорость движения жидкости, м/с; d - приведенный диаметр канала, м; t - температура жидкости, °С. На коэффициент теплоотдачи a существенно влияют все входящие в зависимость (4.3) величины. С повышением Большое влияние на величину коэффициента теплопередачи k имеет относительное значение коэффициентов теплоотдачи обеих жидкостей a1 и а2. Величина k в основном обусловливается значением наименьшего из них – амин, при этом всегда k амин как бы не было велико значение другого a. Поэтому для интенсификации теплообмена необходимо обращать внимание на величину aмин, обычно это охлаждаемая вязкая жидкость, и принимать меры к его увеличению, что проще всего сделать путем увеличения скорости w. В случае, если aмин= а2, то k= aмин. При одинаково малом значении коэффициентов теплоотдачи обеих жидкостей (a1= а2) увеличить их для повышения k можно лишь возрастанием скоростей движения обеих жидкостей. Надо особо отметить, что роль скорости потока w применительно к теплообменным аппаратам проявляется также через механизмы отложения на поверхностях теплообмена накипи, смол, асфальтенов и прочих загрязнений. Наличие отложений приходится учитывать, так как их теплопроводность λ на по рядок и более ниже, чем у нержавеющей стали, и в 100 с лишним раз, чем у меди и латуни. Это и учитывается введением дополнительных тепловых сопротивлений при расчете k [17]:
где S1 и S2 - толщина отложений соответственно со стороны охлаждаемой и охлаждающей сред, м; λ 1 и λ 2 - теплопроводность отложений, Вт/(м·К). В расчетах можно принимать значения тепловых сопротивлений отложений для воды различной загрязненности, приведенные в табл. 4.1. Таблица 4.1. Тепловые сопротивления отложений со стороны воды [17]
Большим тепловым сопротивлением обладают накипь, масляные и жировые пленки, имеющие низкие коэффициенты теплопроводности порядка 1, 2… 2, 4 Вт/(м·К). Для вязких водных растворов характерными загрязнениями на поверхностях теплообмена являются отложения солей и механических взвесей, а для масел - смоляные, парафин истые и асфальтеновые отложения. Тепловое сопротивление отложений в полости прохода вязких жидкостей растет как с увеличением его толщины, так и с повышением содержания в них взвешенных частиц асфальтенов, парафинов и смол, а также с увеличением плотности жидкости. Уменьшение скорости потока w способствует росту толщины отложений и, тем самым, увеличению теплового сопротивления. С течением времени толщина отложений увеличивается, особенно при малых w и наличии в конструкциях аппаратов застойных мест (" мешков" ), а также большого числа поворотов. При скоростях движения вязких жидкостей более 1, 5...2 м/с свободные отложения смываются, в застойных местах образуются завихрения, препятствующие в какой-то мере образованию отложений, толщина пленки на поверхности теплообмена даже уменьшается [17]. При охлаждении водных растворов солей и щелочей, а также при использовании для охлаждения загрязненной воды на поверхностях теплообмена образуются твердые отложения типа накипи. Формирование накипи в теплообменниках происходит, как правило, в условиях интенсивного гидродинамического воздействия потока. Если прочность твердой пленки (Q) превысит касательное напряжение сдвига на стенке (τ кас), то скорость роста накипи будет определяться скоростью кристаллизации отложений, и произойдет их неограниченный рост. При τ касQ преобладает размыв отложений, то есть гидродинамическое воздействие потока будет определяющим. Скорость потока, соответствующая τ касQ является условием безнакипного режима работы теплообменника [18]. Образование накипи на поверхностях теплообмена не только создает до- дополнительное сопротивление теплопередаче, но повышает гидродинамическое сопротивление потоку вследствие уменьшения проходного сечения и увеличения шероховатости. Все эти факторы должны учитываться при выборе оптимальных скоростей движения обеих жидкостей. С одной стороны, с увеличением w растет эффективность работы аппарата, но с другой стороны, возрастают гидродинамические сопротивления и энергозатраты на перемещение жидкостей. Практика работы таких аппаратов показала, что оптимальной является w=2...3 м/с [17, 18].
Конструкции теплообменников
При выборе типа теплообменника для охлаждения конкретных закалочных сред следует учитывать как максимальную простоту конструкции, обеспечивающую его быструю и качественную очистку от отложений, так и требуемые скоростные режимы движения жидкостей, особенно для вязких сред.
Погружные теплообменники
Как уже отмечалось, к данному типу теплообменников относятся непроточные закалочные баки небольшой (до 10 м3) емкости с местным охлаждением закалочной среды. Наиболее простые по конструкции баки с двойными стенками, между которыми пропускается охлаждающая вода (см. рис. 2.1). Они малоэффективны, так как теплопередаюшая поверхность невелика, а скорость охлаждающей воды весьма мала. Более эффективными являются конструкции баков со змеевиками (см. рис. 2.2) или калориферами (см. рис. 2.3). Они имеют во много раз большую поверхность теплообмена и позволяют работать с оптимальными скоростями движения охлаждающей воды. Однако скорость движения охлаждаемой закалочной среды даже при наличии мешалки н специальных направляющих устройств не превышает 1 м/с, что приводит к осаждению на трубках змеевика или калорифера смол, асфалгенов и прочих загрязнений, накапливающихся в закалочном масле. Поэтому местное охлаждение применяют для небольших баков в так называемых мелкозакалочных термических отделениях инструментальных и ремонтно-механических цехов, где тепловая нагрузка на закалочные баки низкая.
ОСНОВНЫЕ СВЕДЕНИЯ О ВАКУУМЕ Обшее понятие о вакууме
Количественной характеристикой вакуума служит абсолютное давление. Вакууму обычно соответствует область давления ниже 105 Па. Вакуумная техника - это прикладная наука, изучающая проблемы получения и поддержания вакуума, проведения вакуумных измерений, а также вопросы разработки, конструирования и применения вакуумных систем и их функциональных элементов. Разреженные газы по своим свойствам практически не отличаются от идеальных. В технике вакуум создают с помощью вакуумных насосов различных принципов действия. Интенсивность протекания физико-химических процессов в вакууме зависят от соотношения между числом столкновений молекул газа со стенками ограничивающего его сосуда и числом взаимных столкновений молекул, характеризующимся отношением средней длины λ свободного пути молекул к характерному линейному размеру d сосуда. Это отношение, называемое числом Кнудсена К n, положено в основу условного разделения областей вакуума на следующие диапазоны: низкий, средний, высокий и сверхвысокий. Степень вакуума в откачиваемых сосудах определяется равновесным давлением, устанавливающимся под действием противоположных процессов: откачки газа насосом и поступлением газа в рабочий объем вследствие натекания через неплотности, а также технологического газовыделения. Низкий вакуум характеризуется давлением газа, при котором средняя длина свободного пути молекул газа λ несоизмеримо меньше характерного линейного размера сосуда d, существенного для рассматриваемого процесса (λ < < d). Низкому вакууму соответствует область давлений от 105 до 102 Па. Средний вакуум характеризуется давлением газа, при котором средняя длина свободного пути молекул соизмерима с характерным линейным размером (λ ≈ d) Диапазону среднего вакуума соответствует область давлений от 102 до 10-1 Па. Высокий вакуум характеризуется давлением газа, при котором средняя длина свободного пути молекул значительно превышает характерный линейный размер (λ > > d). Высокому вакууму соответствует область давлений от 10-1 до 10-3 Па. Сверхвысокий вакуум характеризуется давлением газа, при котором не происходит заметного изменения свойств поверхности, первоначально свободной от адсорбированного газа, за время протекания рабочего процесса. Сверхвысокому вакууму соответствует область давлений менее 10-3 Па.
5.1. 3. Основные определения и понятия
Вакуум - это состояние газа или пара, характеризующееся давлением ниже 105 Па. Вакуум остаточный выражается давлением разреженного газа и измеряется в паскалях. Вакуумная система - это совокупность оборудования, приборов, аппаратов, включая объект откачки (печь, прибор и т.д.) и систему откачки, обеспечивающая создание и поддержание разреженного давления, которое необходимо для проведения данного технологического процесса. Вакуумная система электропечи состоит из вакуумной печи и системы откачки. Вакуумная печь - герметизированная печь, в которой термический процесс проводится при давлении газа (пара) значительно ниже атмосферного, создаваемого с помощью вакуумного насоса (насосов). Конструкции вакуумных термических, промышленных и лабораторных печей рассмотрены в кн. 1 данного пособия [1]. К вакуумным иногда относят печи, работающие с защитной атмосферой, в которых вакуум создается перед заполнением их защитным газом. Благодаря этому достигается экономия защитного газа и сокращается время процесса, так как отпадает необходимость в продувке печи для вытеснения воздуха Система откачки - это совокупность устройств, предназначенных для создания и поддержания в вакуумной электропечи требуемого вакуума. В систему откачки вакуумной печи входят вакуумные насосы, ловушки, фильтры, вакуумпроводы и вакуумная арматура Рабочий вакуум электропечи характеризуется давлением, которое поддерживается в рабочем пространстве печи во время проведения заданного технологического процесса. Остаточный вакуум электропечи характеризуется давлением, которое создается в рабочем пространстве печи при ее откачке данной откачной системой при данном технологическом процессе Предельный вакуум печи характеризуется наименьшим давлением, которое может быть достигнуто в рабочем объеме незагруженной печи при номинальной температуре и данной откачной системе. Предварительная откачка - откачка от атмосферного давления до давления, при котором начинают девствовать соответствующие насосы, имеющие большую скорость откачки. Форвакуум - вакуум, создаваемый насосом более низкого вакуума при последовательной работе нескольких насосов. Натекание - проникновение газа из окружающей среди внутрь объема, находящегося под вакуумом, включая объект откачки и все элементы вакуумной системы. Для каждого вещества существует такое критическое значение температуры, выше которого вещество может находиться только в газообразном состоянии и считается газом. Вещество в газообразном состоянии, но при температуре ниже критической, считается паром. Критические температуры некоторых веществ составляют для гелия -267, 8; водорода -241; азота -147; кислорода -118; воздуха -140; аргона -122; воды +365 °С [21, 22].
Промышленное применение
В термообработке используются вакуумные печи. Широкое распространение этих речей связано с повышением требований к качеству существующих материалов и с появлением новых. Проведение термических процессов в вакууме имеет следующие преимущества [11]. - дает возможность безокислительного нагрева, так как исключается взаимодействие нагреваемого металла с окисляющими и обезуглероживающими печными газами: продуктами полного сгорания в топливных печах или воздухом в электропечах; - во многих случаях экономически более выгодно по сравнению с проведением процессов в защитных и особенно инертных атмосферах (аргон, гелий), так как некоторое увеличение первоначальных затрат на изготовление и установку вакуумной электропечи значительно перекрывается снижением эксплуатационных расходов, связанных с приготовлением и очисткой защитного газа; - разрешает проведение технологических процессов, обеспечивающих получение материалов высокой чистоты (отгонку примесей с более высокой, чем у основного материала упругостью пара, дистилляцию, обезгаживание), благодаря чему окиси при нагреве в вакууме удаляются с поверхности деталей, и отпадает необходимость в их последующей очистке или механической обработке; - обеспечивает возможность создания электропечей с весьма высокими рабочими температурами за счет защиты нагревателей от окисления или насыщения газами и применениях малоинерционной экранной теплоизоляции. Преимущества нагрева в вакууме определили широкий круг технологических процессов, проводимых в вакуумных электрических печах. К их числу относятся [11]: 1. плавка, рафинирование, разливка высоколегированных сталей, жаропрочных сплавов, тугоплавких редких и цветных металлов 2. спекание изделий из тугоплавких и легко окисляющихся металлов 3. обезгаживание материалов, сушка 4. различные виды термической обработки, включая отжиг, закалку 5. пайка наиболее ответственных деталей; 6. дистилляция, возгонка и другие технологические процессы, связанные с получением материалов высокой чистоты, тонких пленок Приведенный перечень далеко не исчерпывает технологических процессов, проводимых в вакуумных печах. Печи, заполняемые инертными газами, как правило, выполняются аналогично вакуумным, снабжаются простой откачной системой. Такие печи заполняются защитным газом после предварительной откачки до давления порядка (10 Па). Благодаря этому удается поддерживать в печи атмосферу высокой чистоты, а также сэкономить значительное количество дорогостоящего инертного газа, затрачиваемого на продувку обычных газонаполненных печей. Иногда в печи требуется создание избыточного давления защитного газа. Такая необходимость возникает при плавке сплавов, включающих материалы с высокой упругостью пара при температуре расплава, либо при необходимости получения изделия высосав плотности. Предельная температура применения многих материалов в вакууме ограничивается интенсивным испарением (сублимацией). Создавая в печи избыточное давление, температуру применения этих материалов можно повысить (предельная рабочая температура графитовых нагревателей в вакууме не более 2200 0С, а при избыточном давлении защитного газа 2500..3000 0С) [21]. Нагрев в вакууме необходим при проведении следующих операций термообработки: 1. отжиг для снятия напряжений после деформации изделий разной конфигурации; 2. отжиг для фазовой перекристаллизации; 3. дегазация, часто совмещенная с отжигом; 4. закалка деталей из конструкционных легированных сталей, 5. старение для придания сплаву структурного равновесия; 6. нанесение покрытий методом вакуумного напыления; 7. вакуумная и ионно-вахуумная химико-термическая обработка; 8. исследование разных свойств материалов: физико-механических характеристик, давления насыщенного пара и скорости испарения, количества и состава газов. Для большинства перечисленных технологических операций, когда требуется повышенная чистота или необходима малая тепловая инерция печи, используются вакуумные печи сопротивления с экранной теплоизоляцией и водоохлаждаемым кожухом. Экранные печи рассчитаны на получение в них высокого и сверхвысокого вакуума. Вакуумные электрические печи сопротивления с экранной теплоизоляцией и металлическими нагревателями относятся к печам косвенного нагрева, где передача тепла от нагревателя к изделию осуществляется излучением. Эти печи изготавливают различной формы и размеров [11]. Широкое применение нашли также вакуумные печи сопротивления с керамической футеровкой. В этих печах проводится отжиг рулонов из трансформаторной стали. Данные печи работают при давлении в рабочей камере до 10-1 Па. Выбор нужной конструкции вакуумной электропечи определяется особенностями технологического процесса, условиями взаимосвязи печи с другими звеньями производства и соображениями экономики. Технологических процессов, проводимых в этих печах, очень много, и они значительно отличаются друг от друга по своим параметрам, поэтому большинство вакуумных печей изготовляют либо индивидуально, либо мелкими сериями. Их стандартизация возможна только в определенных пределах [11].
Описание вакуумных систем Типовые схемы наиболее широко применяемых в термическом производстве вакуумных систем [11] приведены на рис. 5.2. Все элементы, входящие в вакуумные системы, можно, как и термическое оборудование, разделить на 3 группы: основное, включающее насосы, объекты откачки и вакуум проводы; дополнительное, обеспечивающее работу основного оборудования - ловушки, затворы, вентах, клапаны, натекатели и уплотнения; вспомогательное - вводы различного назначения, приборы для измерения и поддержания вакуума (КИП и автоматика) и течеискатели.
Рис. 5.2 схемы откачанных вакуумных систем промышленных и лабораторных печей: а, б – для создания низкого и среднего вакуума; в-д – для создания высокого вакуума с использованием высоковакуумных насосов различного типа [11].
Основное оборудование для получения и поддержания вакуума. Механические форвакуумные насосы 3, откачивающее действие которых основано на перемещении газа вследствие механического движения рабочих частей насоса. Насосы предназначены для поддержания выпускного давления высоковакуумного (главного) насоса 8, 11 или 12 (рис. 5.2, в- г). Паромасляный бустерный насос 7 устанавливается вместо высоковакуумного насоса в системах получения среднего вакуума или для оптимизации давления в высоковакуумной откачной системе и уменьшения объемного расхода необходимого для форвакуумного насоса. Бустерный насос иногда ставится перед диффузионным высоковакуумным насосом для увеличения быстроты откачки системы. Паромасляный высоковакуумный насос 8 (рис 5 2, в, г) - основной или главный вакуумный насос, работающий на ступени самого низкого давления откачной системы, которая состоит из двух или более последовательно соединенных насосов. Рабочей жидкостью этого насоса является жидкость органического происхождения с низким давлением пара при нормальной температуре (минеральное масло, ртуть, кремнийорганические жидкости). Дополнительное оборудование и вакуумная арматура Фильтр выхлопной 1- устройство, расположенное на стороне выхода вакуумного насоса с масляным уплотнением и предназначенное для очистки выхлопного газа от масляного тумана. Вентиль 2- вакуумный клапан, позволявший соединять и разобщать элементы вакуумной системы. Прогреваемые 13 и непрогреваемые 14 высоковакуумные затворы предназначены для отключения высоковакуумных насосов от объекта откачки (печи) на время его открывания. Сильфонный компенсатор 4 - элемент соединения вакуумных трубопроводов. Металлические сильфоны применяют для гибкого соединения механических ротационных насосов и прочих вибрирующих узлов вакуумной системы, а также для передачи движения в вакуум. Вентиль 6 служит для подсоединения течеискателя или напуска воздуха в систему. Ловушка 10 - устройство, в котором парциальное давление компонентов газопаровой смеси понижается механическим, физическим или химическим способом. При этом уменьшается проникновение паров или газов из одной части системы в другую. Средства для измерения и контроля вакуума: - манометрический преобразователь термопарного вакуумметра 5, в котором использована зависимость электродвижущей силы термопары от измеряемого давления; - манометрический преобразователь ионизационного вакуумметра 9 полного давления, действие которого основано на зависимости ионного тою, возникшего в газе в результате ионизации молекул разреженного газа, от давления.
Вакуумные насосы Турбомолекулярные насосы
Турбомолекулярные насосы (ТМН) широко применяются в различных отраслях промышленности, включая термическое производство и лабораторную практику. По сравнению с другими высоковакуумными средствами откачки ТМН обладают рядом преимуществ: - удаляют газ из объекта откачки без его сорбции и ионизации; - не загрязняют объект откачки парами рабочих жидкостей или веществ как пароструйные насосы или насосы с распылением сорбентов. - имеют большую Sн при откачке газов с малой молекулярной массой (Н2, Не), обычно трудно удаляемых из высоковакуумных систем насосами других типов, обеспечивая при зтом Рост = 10-7…10-11 Па. Принцип действия этих насосов основан на том, что молекулы газа, ударяющиеся о поверхность твердого тела, адсорбируются ею и некоторое время удерживаются на этой поверхности, а затем отрываются (испаряются) в случайном направлении. Но если эта поверхность движется в определенном направлении, то и слетающие с нее молекулы будут иметь составляющую скорости, равную по величине и направлению скорости движущейся поверхности твердого тела. В корпусе 1 турбомолекулярного насоса (рис. 5.9, а) вращается вал 2 с насаженными на него дисками 3 толщиной несколько мм. В корпусе I также установлены аналогичные диски 4 с отверстиями в центре для роторного вала 2. Зазоры между подвижными дисками 3 и неподвижными 4, а также между лисками 3 и корпусом 1, дисками 4 и валом 2 составляют менее 1 мм. Такие зазоры позволяют развивать скорость вращения ротора до 16000 мин-1 без опасности заедания. Во всех дисках сделаны косые радиальные прорези (рис.5.9, б), которые имеют противоположное направление для роторных 3 и статорных 4 дисков. Благодаря этому при большой скорости вращения дисков 3 молекулы газа, ударяясь о стенки дисков и прорезей, получают преимущественное направление движения, указанное стрелками: А - статорные диски 4 и В - роторные диски 3. При этом молекулы откачиваемого газа перемещаются от одной пары дисков к другой, причем каждую пару можно рассматривать как отдельную элементарную ступень откачки. Общее число таких ступеней достигает 19...20. Даже при малой степени сжатия на каждой ступени получают отношение давлений на выходе из насоса и на входе в него порядка 5·107.
Рис 5.9. Схема устройства (а) и принцип действия (б) турбомслекулярного насоса ТМН
Каждую пару прорезей в статорном 4 и соседнем с ним роторном 3 дисках можно рассматривать как отдельный элементарный насос. Таких пар прорезей, а следовательно, и параллельно работающих элементарных насосов на каждой паре дисков имеется несколько десятков. Работая параллельно, они обеспечивают тем самым высокую быстроту действия насосов ТМН, доходящую до 4 м3/с. Фактически Рост этих насосов определяется давлением паров масла, которое может проникать в полость насоса из подшипников вала, а также газоотдачей с поверхностей дисков и корпуса. Если принять специальные меры по уменьшению источников паров и газов, то можно снизить Рост до значений 10-8...10-9 Па. Кроме рассмотренного (рис. 5.9, а) горизонтального насоса с двухсторонним направлением откачиваемого газа выпускаются односторонние насосы с вертикальным валом. В комплекте с плунжерным шкосом НВЗ касос типа ТМН составляет вакуумный агрегат ТВА.
Пароструйные насосы
Работа струйных вакуумных насосов основана на использовании в качестве откачивающего элемента высокоскоростной струи, обладающей эжекти- руюшим свойством: способностью увлекать окружающую ее газовую среду и уносить с собой. В зависимости от вида струй различают жидхостно-, газо- и пароструйные насосы. Наибольшее распространение в термических цехах и лабораториях получили пароструйные насосы. Механизм увлечения (захвата) газа струей в пароструйном насосе зависит от режима течения отткачиваемого газа и от режима истечения паровой струи. В зависимости oт области рабочих давлений различают три вида пароструйных насосов, отличающихся механизмом захвата газа и конструктивным оформлением: - эжекгорные (103...1 Па); - бустерные (101...10-2 Па); - диффузионные ниже 10-2 Па. На рис. 5.10 схематически показаны три способа захвата газа паровой струей. В области высоких впускных давлений насоса (105....1 Па) струя пара должна иметь большую плотность, и в зависимости от расхода пара через сопло режим ее истечения может быть турбулентным (а) или вязкостным (б). При турбулентной струе (а) захват газа происходит в основном благодаря перемешиванию газа с вихреобразно движущейся паровой струей; происходит также и вязкостное увлечение (за счет трения граничных слоев паровой струи и прилегающих слоев газа) и некоторая диффузия молекул откачиваемого газа в струю, однако роль двух последних факторов очень мала по сравнению с турбулентным захватом.
Рис.5.10 Способы захвата газа паровой струей: а – турбулентный, б – вязкостный, в – диффузионный
По мере уменьшения расхода пара через сопло роль вязкостного захвата увеличивается, а турбулентного - уменьшается. Наконец, при переводе на ламинарный режим истечения паровой струи увлечение газа осуществляется в основном за счет вязкостного захвата и частично за счет диффузии газа в струю (рис. 5.10, б). При дальнейшем понижении давления откачиваемого газа плотность паровой струи должна быть еше меньше, поэтому уменьшается и расход пара через сопло. Наряду с вязкостным захватом все большую роль начинает играть диффузия газа в струю пара. Наконец, при достижении давления откачиваемого газа 10-2 Па и ниже, когда длина свободного пробега молекул λ становится соизмеримой с размерами рабочей камеры насоса, вязкостный захват практически исчезает и механизм увлечения газа целиком определяется диффузией молекул откачиваемого газа в паровую струю (рис. 5.10, в), где молекулы газа в результате столкновений с молекулами пара получают составляющую скорости в направлении паровой струи. Таким образом, возможность использования пароструйного насоса в той или иной области давлений обусловлена прежде всего плотностью паровой струи и, как следствие этого, режимом захвата газа. Но только изменением режима захвата газа невозможно добиться эффективной работы одного насоса во всем диапазоне давлений от низкого до высокого вакуума. Поэтому насосы, работающие в различных диапазонах давлений, отличаются не только режимом работы, но и конструктивно. Кроме того, конструкция и технические параметры любого пароструйного насоса существенно зависят от свойств используемой рабочей жидкости. К рабочим жидкостям для пароструйных насосов предъявляются следующие требования [21]: 1) низкое давление насыщенного пара при комнатной температуре, обеспечивающее получение низкого Рост без вымораживающих ловушек; 2) высокое давление пара при рабочей температуре в испарителе, что позволяет получить достаточно высокое выпускное давление; 3) термическая стабильность при рабочей температуре в испарителе насоса, термостойкость к окислению и однородность состава, так как изменение состава жидкости из-за улетучивания или выгорания (окисления) отдельных компонентов приводит к существенному изменению характеристик насоса и повышенному расходу рабочей жидкости и требуется более частая ее замена; 4) отсутствие химической активности, то-есть рабочая жидкость и ее пар не должны взаимодействовать как с материалами деталей насоса и откачной системы, так и с откачиваемыми газами; 5) низкая удельная теплота парообразования для обеспечения минимальных затрат энергии для получения требуемого количества пара, 6) малая способность к растворению откачиваемых газов, что обеспечивает низкое Рост благодаря низкому обратному выделению газов из паровой струи на впуске насоса: 7) отсутствие токсичности; 8) низкая стоимость. Естественно, что не существует такой рабочей жидкости, которая бы удовлетворяла всем перечисленным требованиям. В качестве рабочих сред используются: минеральные масла, получаемые путем вакуумной дистилляции продуктов переработки нефти, сложные эфиры, кремнийорганические масла (КОМ) и ртуть. Минеральные специальные вакуумные масла имеют преимущества по пунктам 1, 4, 5, 7 и 8, но существенно уступают КОМ и ртути по остальным требованиям, особенно по п. 3. Эфиры, имеющие однородный состав, обладают несколько большей стойкостью к окислению, но значительно дороже минеральных масел. КОМ имеют практически только один недостаток - очень высокую стоимость, что ограничивает их широкое применение. Ртуть, имея лучшие показатели по пунктам 2, 3 и 6, обладает высокой токсичностью и достаточно дорога, при этом она значительно уступает остальным жидкостям по пунктам 1, 4 и 5. Поэтому парортутные диффузионные насосы используются лишь в тех случаях, когда нельзя применять органические жидкости, включая КОМ, из-за недопустимости их попадания в объект откачки или при откачке особо агрессивных паров и газов, портящих органические жидкости. В настоящее время в пароструйных диффузионных насосах используют в первую очередь минеральные вакуумные масла марок ВМ-1, ВМ-5 и ВМ-7, заменяя их при необходимости сложными эфирами (октойлями) ОФ и ОС или кремнийорганическими маслами различных типов. В термических цехах и лабораториях широко применяются паромасляные диффузионные высоковакуумные насосы, в лабораторной практике - иногда и парортутные. Рассмотрим принцип действия и работу пароструйного диффузионного высоковакуумного насоса на примере лабораторного стеклянного насоса (рис. 5.11).
Рис.5.11. Принципиальная схема пароструйного диффузионного насоса.
Источником пара является рабочая жидкость (минеральное масло или ртуть), залитая в кипятильник 2, которая нагревается до рабочей температуры нагревателем 1. Образующийся пар по паропроводу 3. покрытому теплоизоляцией 4, поступает к соплу 5, из которого с большой скоростью истекает в рабочую (эжекторную) камеру 6. Высокоскоростная струя пара создает вокруг себя разрежение, куда по впускному патрубку 9 поступает откачиваемый газ. Он захватывается струей пара (диффундирует в нее) и увлекается к стенкам камеры 6, охлаждаемым водяной рубашкой 7, где пар конденсируется и через сифон 8 стекает обратно в кипятильник 2. Газ, сжатый струей кара, выбрасывается через вытяжной патрубок, соединенный с форвакуумным насосом. На этом же принципе основана работа любого струйного насоса, а рабочий интервал давлений определяется, как показано выше, плотностью струи и режимом захвата газа. Рассмотренный насос имеет только одну ступень и весьма низкое значение Sн. Наибольшее распространение получили двух- и трехступенчатые паромасляные диффузионные насосы. Схема одного из таких насосов приведена на рис. 5.12. Сварной корпус 1, изготовленный из малоуглеродистой стали, снабжен водяной рубашкой 2 и представляет собой цилиндрический сосуд, открытый верх которого является впускным отверстием 3, а нижняя часть выполняет функцию кипятильника 10. Под ним расположен электронагреватель 11.
Рис. 5.12. Схема паромасляного диффузионного фракционирующего насоса (а) с лабиринтными кольцами (б)
В насосах обычного типа устанавливаются два (иногда три) сопла 4, 5 зонтичного типа на общем паропроводе 9. Вся эта конструкция выполняется из алюминиевых сплавов. Сопло 4 выполняет функцию главной высоковакуумной ступени. Чем больше площадь кольца между корпусом 1 и соплом 4, тем выше Sн насоса в целом. Большие промышленные насосы имеют еще эжекторную ступень 6 для повышения выпускного давления и предотвращения прорыва газов со стороны форвакуумного насоса, если в системе отсутствует бустерный насос. На выпускном патрубке 7 часто устанавливается масляная механическая ловушка 13. Конструкции паромасляных диффузионных насосов имеют ряд особенностей, связанных с указанными выше недостатками минеральных масел. Это прежде всего устройства, предназначенные для фракционирования (разделения на фракции) масел. Для этого в кипятильнике 10 устанавливаются лабиринтные кольца 12 (рис. 5.12, б), удлиняющие путь стекающего со стенок корпуса 1 масла до поступления его в центральную зону кипятильника 10. Пока масло идет по кольцам лабиринта, из него выкипают легкие фракцией их пары с низкой t, и высоким Рнас поступают по паропроводу 9 к соплу 5 второй (форвакуумной) ступени, обеспечивая высокое выпускное давление. До центральной зоны кипятильника 10 доходят лишь тяжелые фракции, пары которых с высокой t, и низким Рнас направляются по отдельному паропроводу 8 к соплу 2 первой (высоковакуумной ) ступени, чем обеспечивается низкое Росн и достаточно высокое быстродействие насоса в целом. С одной стороны, Рост пароструйного насоса в значительной мере определяется степенью фракционирования масла и содержанием газов в сконденсированном масле, стекающем в кипятильник. Чем лучше обезгажено масло, поступающее к первой ступени насоса (соплу 4), тем меньше газов заносится паровой струей на впуск 3 насоса. С другой стороны, можно примерно на порядок понизить Рост установив на впуске 3 насоса охлаждаемую жидким азотом ловушку, что позволяет получить Рост ниже 10-3 Па. Для расширения возможностей использования диффузионных пароструйных насосов их укомплектовывают высоковакуумным затвором шиберного или колокольного типа, азотной прогреваемой ловушкой н маслоотражателем, которые устанавливаются в указанной последовательности на впускном отверстии корпуса, а весь агрегат часто монтируется на передвижной тележке, что позволяет при необходимости быстро перемешать его от одного объекта откачки к другому. Парортутные диффузионные промышленные насосы отличаются от рассмотренного паромасляного формой корпуса, представляющего собой усеченный и расширяющийся вверх конус, что объясняется необходимостью создания на разных ступенях струй различной плотности из однородной по составу ртути. Обычно насос имеет три зонтичных сопла и эжекторную ступень на выхлопе. Кроме того, все детали насоса, контактирующие с ртутью, изготовляются из нержавеющей стали, имеющей повышенную стойкость к образованию амальгам. Бустерам паромасляные насосы конструктивно похожи на парортутные диффузионные, лишь материалы всех внутренних деталей аналогичны паро- масляным диффузионным насосам и отсутствует устройство для фракционирования масла.
Ловушки
Ловушками называются устройства, предназначенные для предотвращения попадания паров рабочих веществ насосов в другие участки системы или для защиты самих насосов, трубопроводов и узлов от вредного воздействия паров влаги в других веществ, содержащихся в откачиваемой газопаровой смеси. В зависимости от рабочего давления ловушки подразделяются на высоковакуумные, предназначенные для улавливания паров рабочих жидкостей диффузионных и бустерных пароструйных насосов при молекулярном режиме течения пара, и форвакуумные - для улавливания паров рабочих жидкостей форвакуумных насосов при вязкостном и молекулярно-вязкостном режимах течения пара из насоса. По принципу действия ловушки делятся на механические, низкотемпературные (конденсационные), сорбционные, термические и электрические. Наиболее распространены механические, конденсационные и сорбционные. Чаше всего, за исключением механических, ловушки представляют собой вакуумные сорбционные или конденсационные насосы избирательного действия. Основные характеристики ловушек - защитная способность и удельная проводимость. Во многих случаях при работе с паромасляными диффузионными насосами, в которых используются масла с достаточно низким давлением насыщенных паров, для уменьшения обратного потока довольствуются применением механических ловушек (маслоотражателей), неохлаждаемых или охлаждаемых проточной водой. Конструкция механической ловушки с водоохлаждаемым корпусом приведена на рис. 5.15, а.
Рис.5.15. Механические водоохлаждаемые ловушки: а – шевронного и б – колпачкового типа.
Ловушка проста в изготовлении и имеет сравнительно большую удельную проводимость. Защитными элементами являются уголки- шевроны 2, установленные в кольцевом корпусе 1 с таким шагом, чтобы был перекрыт прямой путь для движения молекул пара масла. Они ударяются в уголки, частично отражаясь обратно в насос, а остальные прилипают к уголкам, то-есть конденсируются на них. Шевронные ловушки обычно устанавливаются на впускном отверстии пароструйных насосов. В диффузионных пароструйных насосах часто имеется водоохлаждаемый пароотражательный колпачок (рис. 5.15, б), который предотвращает попадание паров рабочей жидкости в откачиваемый объект. Колпачок устанавливается над верхним высоковакуумным соплом насоса (см. рис 5.12, поз 4) и опускается в глубь струи с таким расчетом, чтобы он пересекал паразитные линии тока пара. Обычно такие колпачковые ловушки применяются одновременно с охлаждаемой шевронной ловушкой на входе в насос: при этом поток паров рабочей жидкости из насоса в объект откачки снижается в 102...103 раз. Для паромасляных диффузионных насосов в зависимости от требований, предъявляемых к остаточному давлению и составу откачиваемых газов, применяют конденсационные ловушки, охлаждаемые до температур от 243 до 77 К. конструкции которых приведены на рис. 5.16.
Рис. 5.16. Конденсационные ловушки: а, б – стеклянные, в – жалюзийная.
Ловушка, показанная на рис. 5.16, а, представляет собой систему из двух коаксиальных стеклянных трубок, охлаждаемых с помощью стандартного сосуда Дьюара с хладоагентом, в который ловушка погружается. Ловушки типа самостоятельного сосуда Дьюара, показанные на рис. 5.16, б не требуют дополнительного резервуара с хладоагентом, так как сжиженный газ, чаше всего - азот, заливается во внутреннюю полость самой ловушки. Эти ловушки имеют большую проводимость по сравнению с ловушкой, изображенной на рис 5.16, а, но меньшую защитную способность, так как наружная стенка не контактирует с хладоагентом, а следовательно, имеет близкую к комнатной достаточно высокую температуру Стеклянные ловушки применяются в основном в лабораторной практике В откачных стеклянных системах. Выше рассмотрена шевронная механическая водоохлаждаемая ловушка (рис. 5.15, а). Подобная ловушка, называемая жалюзийной и охлаждаемая жидким азотом, приведена на рис. 5.16, в. Корпус 1, пластины 3 и хладопровод 2 выполнены из меди или ее теплопроводных сплавов. Конец хладопровода 2 опущен в сосуд Дьюара с жидким азотом, что обеспечивает достаточно такую температуру пластин 3, на которых конденсируются не только пары рабочей жидкости пароструйного диффузионного насоса, но и, например, пары влаги из газов, откачиваемых из объекта. Такие ловушки работают достаточно долго с периодической очисткой от накопившегося на пластиках 3, корпусе 1 и хладопроводе 2 конденсата масла и водяного льда. Для этого достаточно погрузить конец хладопровода 2 в сосуд с горячей (90...95°С ) водой при закрытом главном вакуумном затворе, отделяющем объект откачки от ловушки при работающем диффузионном насосе. Ловушки адсорбционного типа чаше всего по конструкции напоминают конденсационные ловушки, изображенные на рис. 5.16, а, на дно корпуса которой насыпан слой адсорбента тела силикагеля или алюмогеля.
Коммутационная аппаратура
Для отключения отдельных элементов и участков вакуумных систем друг от друга, з также от атмосферы и объектов откачки в зависимости от степени вакуума применяются различные по конструкции и принципу действия устройства. Особенности конструкции вакуумной коммутационной аппаратуры вытекают из специфических требований, резко отличающихся от требований, предъявляемых к аппаратуре того же назначения, применяемой в газовых, водопроводных и других пневматических и гидравлических системах компрессионного типа, то-есть работающих под избыточным внутренним давлением по отношению к атмосферному. К таким специфическим требованиям относятся [21]: — высокая герметичность: — максимальная проводимость в открытом положении; — минимальное газовыделение с внутренних поверхностей аппаратуры; — низкая адсорбционная способность материалов деталей аппаратуры; — возможность многократного прогрева до 300..700 °С для обезгаживания устройств; — в разреженных газовых потоках нет нужды в регулировании степени открытия проходного отверстия, то-естъ устройства для отсечки (отключения) работают по схеме " открыто - закрыто". В низко- и средневакуумных системах лабораторного типа со стеклянными и резиновыми вакуумпроводами используются чаше всего поворотные стеклянные пробковые краны различных конструкций - проходные прямые и угловые, выполняющие только функцию отключения-включения, многоходовые и порционные, совмещающие функции отсечки и переключения потоков, то-есть краны-переключатели. В промышленных системах низкого и среднего вакуума (выше 10-4 Па) и на форвакуумных участках высоковакуумных систем используются вентили так называемого седельного типа, аналогичные по принципу действия водопроводным, но чаше всего с эксцентриковым приводом потока поршневой тарелки вместо винтового привода, если вентиль закрывается и открывается вручную. Вентили с электромеханическим, электромагнитным, пневматическим или гидравлическим приводом в основе также имеют седельную конструкцию, но за счет лучшей герметизации и меньшей площади уплотнений работает устойчиво до давления 10-5 Па и называются клапанами. Для перекрытия вакуумпроводов с условным или приведенным (ДУ) диаметром более 50 мм применяются вакуумные затворы колокольного и шторного типа с уплотнениями достаточно сложной конструкции с использованием индия и его сплавов или расплавляемого уплотнения из сплавов с низкой температурой плавления и низкой Рнас при tплав. Все эти затворы и клапаны должны быть прогреваемыми для их обезгаживания, что исключает возможность применения резины и полимерных веществ для уплотнения. Для напуска в систему атмосферного воздуха или инертного газа при необходимости открывания объекта откачки (печи или какой-либо установки), ремонта или замены элементов системы используются устройства, называемые натекателями. Они делятся на две группы: механические и диффузионные. К механическим относятся стеклянные и металлические порционные пробковые краны с достаточно грубой регулировкой количества напускаемого газа и игольчатые с весьма тонкой регулировкой напуска. Для напуска чистых газов в технологические установки применяются термодиффузионные натекатели.
Вакуумные окна
Окна в вакуумных объемах служат для пропускания излучений (от видимого света до рентгеновских и гамма-лучей) в вакуумную камеру или из нее без нарушения вакуума. Окна должны удовлетворять следующим требованиям: выдерживать перепады давления; допускать применение уплотнений без образования течей; не пропускать нежелательные виды излучений; обладать высокой устойчивостью к воздействиям, вызывающим уменьшение их прозрачности. Окна для пропускания видимого света (смотровые) применяются для постоянного или периодического наблюдения за процессами или работой устройств в вакуумных камерах. Они изготавливаются из обычного или кварцевого стекла или пластмасс. Окна для пропускания рентгеновских лучей выполняются из фольги легких металлов (Al, Be), оксидов легких металлов (Be, Li), слюды, пластмасс, цветных стекол. Для поглошеиял рентгеновского излучения окна изготовляются из оксидов тяжелых металлов (Pb, Ti, Ва, Bi, W, Th). Для пропускания ионизирующих излучений (α -, β -, γ - лучи) используются тонкие фольги из слюды, золота, тантала. Многие технологические процессы, проводимые в вакууме, а также работа ряда установок для исследования металлов сопровождаются интенсивным испарением или ионным распылением веществ. В этих случаях прозрачность материалов окон быстро уменьшается, окна " мутнеют" из-за осаждения на них осадков, что требует их периодической чистки. Поэтому окна снабжаются устройствами для защиты или очистки без снятия вакуума и остановки работы объекта откачки. Устройства дня зашиты окон можно разделить на две группы: обновления запыленных участков путем их замены или очистки: уменьшения интенсивности потока напыляющих молекул. Чаще всего окно работает в периодическом режиме с достаточно большими простоями между наблюдениями или пропуском очередной порции излучения. Тогда перед окном со стороны источника излучения устанавливается защитная заслонка, которая открывается только на время пропускания потока лучей. Конструкции их весьма разнообразны, но наиболее широкое применение нашли дисковые поворотные устройства, в которых устанавливается несколько отдельных стекол или фольг и одно окно из непроницаемого для данного типа излучения материала. Для зашиты окон в паузах простоя часто применяют высоковакуумные шторные затворы.
6. КОНТРОЛИРУЕМЫЕ АТМОСФЕРЫ
Термическая обработка в контролируемых атмосферах (КА), которыми мог yr являться продукты сгорания промышленных газов, продукты диссоциации аммиака, очищенный азот, инертные газы и другие, а также вакуум, в настоя щее время широко применяется в термическом производстве, в них обрабаты ваются как стальные детали, так и изготовленные из сплавов цветных металлов. При использовании КА поверхность деталей остается чистой, свободной от окалины. Содержание углерода в поверхностных слоях стали остается постоянным, предотвращается ее обезуглероживание. Благодаря использованию атмосфер возможно изготовление детали с чистовыми размерами, что упрощает и повышает точность сборки. Применение защитных атмосфер выгодно также с экономической точки зрения: исключаются потери металла на окалину, затраты на повторную механическую обработку. Наряду с этим применение контролируемых атмосфер повышает экологичность производства.
6.1. ПЕЧНЫЕ АТМОСФЕРЫ И ИХ ВЗАШОДЕЙСТВИЕ С МЕТАЛЛАМИ
Классификация сред нагрева Нагрев деталей при их термической обработке осуществляется в газовых и электрических печах, а также в расплавах солей и щелочей. При этом поверхность детали взаимодействует со средой нагрева. Это взаимодействие может проявляться в образовании окалины, обезуглероженного слоя в сталях и удалении из поверхностных слоев металла легирующих элементов или насыщения нежелательными элементами, содержащимися в среде нагрева и т. п. Для предотвращения этих явлений используют специальные среды нагрева - контролируемые атмосферы, защищающие поверхность металла от нежелательных воздействий. Применение контролируемых атмосфер в зависимости от требований производства имеет следующие цели [11, 23..27]: — защита металлов и сшивов от окисления (светлая термическая обработка), восстановление оксидов (получение ворошков чистых металлов) или окисление - получение оксидных пленок заданной толщины (получение ферритов); — защита стали от обезуглероживания (при нагреве выше Ac1 или при длительном высоком отпуске); — обезуглероживание (светлый отжиг) трансформаторной и некоторых других специальных сталей и науглероживание (цементация); — насыщение поверхностного слоя металлов и сплавов различными элементами (азотирование, нитроцементация, борирование и другие операции ХТО). Контролируемые атмосферы по характеру взаимодействия с металлами и сплавами можно разделить на три группы [26]: 1. неравновесные " агрессивные" атмосферы, не содержащие газов, затормаживающих процессы окисления и обезуглероживания: 2. равновесные атмосферы - газовые среды, равновесные при определенных термодинамических условиях (температуре, давлении), отклонение от которых может привести к изменению направления химического взаимодействия газовых компонентов среды с металлом; 3. инертные газы и молекулярный азот, не вступающий в химическое взаимодействие с металлом. По применению равновесные атмосферы можно разделить на [24]: — защитные от окисления и обезуглероживания; — науглероживающие: — специальные (для прочих процессов ХТО). Вопросы зашиты сталей и сплавов от окисления при нагреве в расплавах рассмотрены [1]. Таблица 6.1
Классификация компонентов печных атмосфер по их воздействию на стали и сплавы при их нагреве [23, 25]
В состав как естественных (воздух, продукты полного сгорания топлива), так и искусственных атмосфер входят газы, взаимодействующие с поверхностью нагреваемых сталей и сплавов и не взаимодействующие с ней. По характеру взаимодействия их можно разделить, на подгруппы: окисляющие, восстанавливающие, обезуглероживающие, науглероживающие, нейтральные (табл. 6.1). Компоненты контролируемых атмосфер можно разделить на две группы: 1. Вредные газы, присутствие которых в атмосфере не допускается. К этим газам относится кислород, окисляющий стали и сплавы при температурах термообработки лаже при малых концентрациях, и сернистый ангидрид, охмеляющий сталь и вызывающий переход в металл серы при нагреве меди, никеля и других сплавов. 2. Газы, используемые в контролируемых атмосферах. К ним относятся остальные газы, приведенные в табл. 6.1 за исключением 02 и SO2. Очищенный молекулярный азот не оказывает никакого воздействия на сталь. Однако во влажной атмосфере он проявляет обезуглероживающее воздействие. СО2 и H2O проявляют окисляющую или восстанавливающую способность согласно диаграмме равновесия реакций окисления. Физические свойства газов и их смесей приведены в табл. 6.2.
Нагрев в вакууме
Вакуум используют в качестве защитной атмосферы при термообработке деталей из жаропрочных и электротехнических сталей, магнитных сплавов, титановых сплавов и т. д. Вакуумное пространство электропечей даже при глубоком вакууме еще не свободно от молекул воздуха. При вакууме 102 Па (1 мм рт. ст.) концентрация молекул воздуха составляет около 3*1016 мол/см3. При глубоком вакууме 10-4 Па (1*10-6 мм рт.ст.) концентрация молекул воздуха составляет 3*1010 мол/см3 [22]. Средний вакуум (см. гл. 5) как защитная среда нагрева инертен и обладает малой химической активностью. При его использовании возможно удаление из металлов и сплавов растворенных газов за счет диссоциации оксидов или диффузии газов. Допускается, что в остаточном воздухе после получения вакуума содержится по объему 70% водяных паров. В ряде случаев производят комбинированную термическую обработку в условиях вакуума с последующим заполнением вакуумированного пространства печи контролируемой атмосферой, например, очищенным аргоном или гелием. Недостатком высокого вакуума при высокотемпературном нагреве является возможность обеднения сплавов легирующими компонентами за счет испарения или возгонки более летучих компонентов этих сплавов. Например, при вакуумной термообработке можно превратить латунь в медную губку или уменьшить содержание Сr, Al, Ti, В в поверхностных слоях жаропрочных сплавов на никелевой основе [29]. По условиям возможности достижения температуры диссоциации оксидов в твердом состоянии элементы подразделяют на три группы[26]: - элементы, диссоциация оксидов которых возможна при нормальном давлении 105 Па (750 мм. рт. ст.). Это Ag, Pt, Рl Ru, Os. - элементы, диссоциация оксидов которых возможна при определенном разряжении - остаточном парциальном давлении кислорода. Это Сu. Ni, Со, Мо, W, Fe. - элементы, диссоциация оксидов которых невозможна при любом практически достижимом разряжении (p=10-8 Па). Это Мn, Сr, Та, V, Ti. При нагреве в вакууме металлов и сплавов происходит их испарение (сублимация), интенсивность которой зависит от скрытой теплоты. По уменьшению скорости испарения при данной температуре элементы можно расположить в следующий ряд: Мn - Ag - Al - Со - Сu - Si - Сr – Fe – Ni - Ti - V - lr - Zr - Mo - Hf - Os - Nb - Re - Та - W [4]. Упругость диссоциации оксидов железа в зависимости от температуры представлена на рис. 6.5. На нем представлены четыре реакции окисления железа:
1. 2Fe +O2 = 2FeO; (6.13) 2. 3Fe + 2O2 = Fe3O4 (6.14) 3. 6FeO + O2 = 2Fe3O4 (6.15) 4. 4Fe3O4 + O2 = Fe2O3 (6.16)
Окисление железа происходит интенсивно при преобладании реакции (6.16), а восстановление при условиях когда ни одна из реакций окисления невозможна. Также из рисунка видно, что при температуре термической обработки 600…1200°С железо окисляется при очень малых концентрациях кислорода в газовой среде. Поэтому кислород недопустим в печной атмосфере [3].
Рис.6.5. Упругость диссоциации оксидов железа в вакуум
Рис.6.6. Активность науглероживающих газов СО и СН4
6.1.5. Взаимодействие сталей и сплавов с контролируемыми атмосферами Стали. Как уже отмечалось выше, одни газы, входящие в состав атмосферы, могут окислять железо в легирующие элементы, а другие восстанавливать. Также имеются компоненты, которые науглероживают или обезуглероживают обрабатываемые стали. Например, оксид углерода и метан являются науглероживающими газами, активность которых отражена на рис 6.6. Так как одна из основных целей применения контролируемых атмосфер при нагреве состоит в защите стальных изделий от окисления, то для этой цели применяют атмосферы N2-H2, N2-CO-CO2 а также N2-H2-CO-CO2. При применении этих атмосфер окисления поверхности ие происходит. Атмосфера N2-H2-CO-CO2-CH4 применяется как контролируемая для защиты от обезуглероживания при нагреве высокоуглеродистых сталей, а также как карбюризатор для процессов газовой цементации [23]. Цветные металлы и сплавы. Рассмотрим взаимодействие контролируемых атмосфер с цветными металлами и сплавами.
1. Алюминий. Он стоек лишь в атмосфере сухого воздуха. Во влажной атмосфере на поверхности алюминиевых изделий образуется слой атомарного водорода. Далее водород проникает вглубь металла и вызывает образование пузырей, отслоений, потемнение поверхности. Поэтому алюминий нагревают в атмосфере сухого воздуха, молекулярного водорода, в инертном газе и азоте. 2. Магний Это инертный металл до 400°C из-за устойчивой оксидной пленки MgO. Однако при повышении температуры до 450 °С магний начинает гореть. С приближением к температуре плавления металл насыщается азотом, что нежелательно. С повышением содержания водяных паров в атмосфере стойкость магния повышается в два раза за счет образования Mg(OH)2. Нагрев магния производят в углекислом газе, инертных газах, а также на воздухе. 3. Титан. При температурах выше 800 °С он начинает взаимодействовать с азотом, образуя TiN. Кислород при 1000 °С вызывает окисление поверхности, а растворяясь в матрице вызывает появление твердой и хрупкой пленки из α - фазы, что приводит к затруднению обработки изделия. Титан окисляется парами воды по реакции: Ti+ 2Н2О= TiO2+ Н2+2[Н]. Это вызывает хрупкость и снижение пластичности. Вакуумный отжиг проводят для обезводороживания. Обработку титана проводят в основном в вакууме. 4. Мель и ее сплавы. Делятся на стойкие и нестойкие к окислению. К первой группе относится сама техническая медь, бронза оловянная, сплавы системы Cu-Sn-Pb, мельхиоры. Нагрев этих сплавов проводится в атмосфере диоксида углерода, водорода, очищенного азота, влажного воздуха. Ко второй группе относятся бронзы, легированные Be, Сг, Zr, Мп, Si, Al, Ti. На поверхности бронзового изделия возникают плотные пленки оксидов легирующих элементов. При нагреве хромистых бронз в атмосфере азота, водорода, СО и COi (экзогаз) при температуре 900... 950 °С интенсивно проходит внутреннее окисление. Эти бронзы нагревают в атмосфере диссоциированного аммиака, не содержащего паров воды и диоксида углерода. При нагреве латуни с содержанием цинка более 20% может проходить диффузия цинка к поверхности (так как цинк - легкоплавкий металл с температурой испарения 905 °С) и либо возгонка, либо окисление. Поэтому атмосферой для термообработки латуней может служить очищенный азот при повышенном давлении. 5. Тугоплавкие металлы. В водородно-азотных атмосферах нагревают Мо, W, так как они не растворяют азот. Nb, Та обычно нагревают в инертных газах или в вакууме. Экзотермические атмосферы.
Они получаются в результате неполного сжи га ния природного или других промышленных газов с коэффициентом р асх о да воздуха α = 0, 6...0, 9. Реакции 6.20 и 6.21 отражают процесс сжигания. Нужно отметить, что всегда имеют место обе реакции, но при различных α преобладает та или иная реакция: при α =0, 6...0, 7 преобладает реакция
СН4 + О2 = СО + Н2 + Н2О (6.20)
а при α =0, 8…0, 9 преобладает реакция
СН4 + 2О2 = СО2 + 2Н2О (6.21)
Технологические схемы приготовления экзотермических атмосфер и их со ставы приведены на рис. 6.9. Установка для приготовления зкзогаза работает следующим образом: исходный газ и необходимый для его сжигания воздух подаются в смеситель 1, где интенсивно перемешиваются в заданной пропорции α. Затем газовоздушная смесь поступает через пламегаситель в камеру экзогенератора 2. где газ сжигается по реакциям (6.20) и (6.21) при температуре 900... 1000 °С в присутствии шамотно-никелевого катализатора. Продукты сжигания из газогенератора направляются в водяной холодильник 3, в котором охлаждаются до комнатной температуры (точка росы равна 20°С). Осушка продуктов сжигания, происходящая при охлаждении, способствует повышению восстановительных свойств атмосферы. По описанной схеме получается необработанный экзогаз (богатый и бедный), который обозначается ПС. Однако рассмотренная атмосфера используется лишь при безокислительном нагреве неответственных деталей из малоуглеродистых сталей и при высоком отпуске вследствие трех основных недостатков: - при t> Aс1 она обезуглероживает сталь до феррита; - в температурном интервале 200...500 °С она окисляет железо; - в области температур 400...700 °С в результате протекания реакции диссоциации СО выпадает сажа. Поэтому два повышения восстановительных свойств атмосферу дополнительно осушают в фреоновом холодильнике 4. Получаемая атмосфера обозначается ПСС и называется экзогаз осушенный (богатый и бедный). Данную атмосферу используют для безокислительного нагрева стальных изделий во всем интервале температур. Для еще более глубокой осушки атмосферы предусмотрен адсорбер 5 (осушка до точки росы -40 °С). Чтобы избежать обезуглероживания сталей, одной осушки недостаточно - необходима очистка атмосферы от CO2. Тогда установка для получения очищенного экзогаза работает следующим образом: газ и воздух также перемешиваются в смесителе 1, сжигаются в экзогенеряторе 2, затем продукты сжигания охлаждаются до комнатной температуры в водяном холодильнике 3, преходят очистку oт CO2 этаноламинами в абсорбере 6 и осушаются сначала в фреоновом холодильнике 4 до+4 °С и окончательно в адсорбере 5 до точки росы -40 °С.
Рис.6.9. Схемы получения экзотермических атмосфер: 1 – камера смешения с пламегасителем 2 – экзогенератор 3 – водяной холодильник 4 – фреоновый холодильник 5 – адсорбер 6 – мокрая очистка от СО2 7 – очистка и осушка цеолитами 8 – конвертер СО Г – газ, В – воздух, П – пар.
Газ также может проходить очистку и осушку по несколько иной схеме: после экзогенератора 2 газ поступает в водяной холодильник 3, далее в фреоновый холодильник 4. После осушки до +2 °С атмосфера проходит очистку от СО2 и Н20 в молекулярных ситах - цеолитах 7. Атмосферы этого типа обозначаются ПСО и содержат менее 0, 05% CО2. Они являются восстановительными, взрывобезопасными и не взаимодействуют с железом и углеродом стали. Применяются при длительных циклах термической обработки. Все перечисленные выше атмосферы содержат в своем составе СО, наличие которого в печи при проведении некоторых операций термообработки нежелательно, так как в результате протекания реакции диссоциации СО на поверхности стального изделия выпадает сажа. Для получения свободной от СО атмосферы в конструкции установки предусмотрен конвертор 8, в который подаются продукты сжигания из экзогенератора 2 и водяной пар. В конверторе при температуре 370...400 °С и избытке водяного пара протекает реакция водяного газа (6.4) с образованием СО2 и H2. Конверсия СО производится на катализаторе ГИАП-482 на основе Fe2O3 с 6...7% Cr2O3. В дальнейшем атмосферу очищают от CO2 растворами этаноламинов в абсорбере 6, осушают в водяном 3 и фреоновом 4 холодильниках, а также в адсорбере 5. Для более полной очистки атмосферы от СО процесс конверсии ведется в две ступени. При этом содержание СО понижается до 0, 1 %.
Эндотермические атмосферы
Данная контролируемая атмосфера получается в результате неполного сжигания газов (природного и других) с коэффициентом расхода воздуха α = 0, 25...0, 35. Реакция сжигания идет в три стадии: на первой стадии часть метана сгорает полностью до диоксида углерода и паров волы. Далее в результате недостатка кислорода оставшаяся часть метана реагирует с продуктами изначальной реакции: 1/4СН4+ 1/2(О2 + 3.8N2)= l/4CO2 + 1/2H2O + 1.9N2+Q (6.22) 1/4СН4+ 1/2СО2 = 1/2CO+ l/2H2 - Q (6.23) 1/2CH4 + 1/2Н2О = 1/2CO + 3/2H2 - Q (6.24) CH4 + 1/2(О2 + 3.8N2) = CO + 2H2+ l.9N2 - Q (6.25) Так как только реакция (6.22) протекает с выделением тепла, то тепловой эффект суммарной реакции будет отрицательным (реакция эндотермическая). Если не подводить внешнего тепла к месту протекания реакции, то она будет постепенно замедляться, а затем совсем прекратится. В практических условиях часто наряду с указанными протекает реакция распада метана (6.5). Реакция идет с образованием сажи. Для исключения ее образования и ускорения эндопроцесса применяют катализаторы, например, ГИАП-3 на никелевой основе. Катализаторы, имеющие шифр ГИАП, разработаны Государственным институтом азотной промышленности [23]. Недостатком этого катализатора является то, что он теряет свою активность под воздействием природного или городского газа, содержащих серу, с которой образует сульфиды типа NixS. Катализатор ГИАП-3 восстанавливается путем регенерации при 900 °С и пропускании через него свободного от соединений серы газа. Для предварительной очистки природного газа от серы применяется катализатор ГИАП-10, представляющий собой цинко-хромовую смесь, нагретую до 350 °С. После очистки исходного газа от серы содержание последней в нем не превышает 3 мг/м3. Технологические схемы приготовления эндотермических атмосфер и их составы приведены на рис. 6.10. Установка для получения эндотермической атмосферы работает следующим образом: газ и воздух перемешиваются в заданной пропорции α в камере смешения 1 и подаются в эндогенератор 2, снабженный электрическим (или газовым) обогревателем. Затем полученный газ охлаждается с 950 до 200 °С в примыкающем к эндогенератору 2 теплообменнике (на рис. 6.10 он не показан) для предотвращения протекания реакции (6.19), которая возможна при 400...700 °С. Далее атмосфера окончательно охлаждается в водяном холоднтлике 3 до комнатной температуры. С целью получения атмосферы с максимально низким содержанием СО и СО2 в установке может быть предусмотрена система, состоящая кз конвертора 4 и очистки газа от СО2 растворами этаноламинов 5. Для осушки атмосферы служат водяной и фреоновый холодильник, а такие адсорбер (точка росы -40°С) Атмосфера эндогаза применяется в качестве нейтральной среды при нагреве под закалку и нормализацию, в процессах отжига эвтектоидной и заэвтектоидной стали. Высокое содержание в составе атмосферы водорода не позволяет применять ее при термообработке сталей, склонных к наводороажванию. Она также является и взрывоопасной, поэтому неприменима для процессов, проходящих ниже Ас1. Для получения атмосферы, состоящей практически из одного водорода (99.5%), используется следующая схема приготовления: газ и окисляющий его водяной пар, используемый здесь вместо воздуха, так как необходимо предотвратить появление азота, перемешиваются в смесителе 1 и подаются в камеру реакции 8. В камере газ взаимодействует с паром, и образуются такие продукты реакции как водород и СО. Реакция идет с поглощением тепла, поэтому необходим внешний подогрев камеры. Далее продукты реакции проходят двойную очистку от СО и СО2 (который получается в результате распада СО) и осушку до точки росы -40 °С.
Область применения данного вида атмосферы: отжиг хромистых сталей, твердая пайка различных материалов, спекание металлических порошков. Этот метод имеет существенный недостаток – сложную схему приготовления. Поэтому на многих предприятиях с большим потреблением контролируемых атмосфер при необходимости получения водородной атмосферы используют метод электролиза воды. Он проводится следующим образом: через электролитическую ванну пропускают электрический ток, под действием которого водород собирается на одном электроде, а кислород на другом. Электролит представляет собой раствор NaOH или КОН в дистиллированной воде.
Азотно-водородные атмосферы
Эти атмосферы получаются из жидкого аммиака, испаренного и диссоции ровавшего на азот и водород по реакции (6.17). Реакция протекает при температурах 800…900 °С в присутствии катализатора, которым могут являться железные стружки. Схема приготовления данной атмосферы приведена на рис. 6.10 и работает следующим образом: газообразный аммиак поступает в диссоциатор 9, где при внешнем обогреве п ротекает реакция (6.17). Затем диссоциированный аммиак охлаждается в водяном холодильнике 3. Содержание азота в полученной атмосфере 25%, водорода 75%, Обозначается атмосфера ДА. Однако возможно получение атмосферы с меньшим содержанием водорода (что позволяет снизить её взрывоопасность) путем диссоциации аммиака с последующим частичным сжиганием в смеси с воздухом. Получение такой атмосферы осуществляется следующим образом: газообразный аммиак подается в диссоциатор 9, где протекает реакция (6.17), далее он смешивается с воздухом, и газобразная смесь подается в камеру сжигания 10, где на поверхности катализатора (типа ЧЭЧМ-14) при температурах 1000...1200 °С проходит сжигание водорода. На выходе продукты сжигания охлаждаются в водяном холодильнике 3. Для более водной осушки применяется фреоновый холодильник 6 и адсорбер 7, что обеспечивает остаточное содержание влаги, соответствующее точке росы для готовой атмосферы -50 °С. Обозначение атмосферы ПСВ-а.
Азотные атмосферы
Технический азот производят кислородные станции как побочный продукт. Чтобы использовать его в качестве контролируемой атмосферы, из него удаля ют кислород. В лабораторных условиях при использовании сжатых баллонных газов очистку азота проводят по схеме, приведенной на рис. 6.11.
Рис. 6.11. Схема получения азотной атмосферы.
Установка состоит из противоточного теплообменника 1, аппарата гидрирования 2, калорифера 3, адсорберов с силикагелем 4 и трубчатого холодильника 5. Смесь газов поступает во внешнюю полость теплообменника, где подогревается до 80 °С. Из теплообменника 1 газ следует в аппарат гидрирования 2, где на палладиевом катализаторе протекает реакция гидрирования. Влажный газ подогревается в калорифере 3 до температуры 250…300°С и поступает в первую колонку адсорбера 4, восстанавливая отработанный силикагель. Затем он подается во внутреннюю полость теплообменника и отдает часть тепла газу, входящему в установку. Далее газ следует в трубчатый холодильник 5 и во вторую колонку силикагелевого осушителя. Точка росы полученной атмосферы составляет -40...-50 °С. В промышленных условиях технический азот с содержанием кислорода до 5% ноступает по магистрали от установки разделения воздуха. Водород получают путем диссоциации аммиака (атмосфера ДА, рис. 6.11). Газы смешиваются в необходимой пропорции в зависимости от содержания кислорода в техническом азоте Полученную ведородовоздушную смесь охлаждают до комнатной температуры. Затем смесь поступает в узел глубокой очистки с цинко-хромовым катализатором, где при температуре 400..500 °С проходит реакция гидрирования кислорода до остаточного содержания менее 0, 5%. Далее все по схеме на рис. 6.11, начиная с теплообменника 1. Описанная атмосфера пригодна для использования фактически во всех процессах термической обработки. Разработаны схемы установок для очистки технического азота от кислорода с применением природного газа. Они аналогичны по составу рассмотренной выше эндогазовой установке.
Рис. 6.12. Схема получения аргоно-водородной атмосферы.
Аргоно-водородная атмосфера
Аргоно-водородные атмосферы применяются наиболее часто в лабораторных условиях. Схема установки для получения данной атмосферы приведена на рис. 6.12. Водорад из баллона проходит через осушитель с силикагелем 1, печь 3 с шамотом, пропитанным платиновой солью (t=400...500°C) и осушитель с пятиоксидом фосфора 4. Аргон из баллона поступает на предварительную осушку в осушитель с силикагелем 1, затем в аргон добавляют необходимое для очистки от кислорода количество водорода. Далее газ проходит через печь 6 с медной стружкой (T=700°C) и печь 7 с титановой губкой (t=1000°C). Окончательное удаление влаги происходит в осушителе 4. Далее газовые потоки смешиваются в необходимой пропорции с помощью селекторного крана 5. Скорость подачи аргона и водорода регулируют по показаниям реометров 2 и 8.
Генераторы
Генераторы (камеры сжигания) - это устройства, где производится сжигание газообразного и жидкого топлива. В них протекают такие процессы, как сжигание газа в смеси с воздухом, реакции взаимодействия различных газов, и происходит первичное образование атмосферы в " сыром" виде, то-естъ без осушки и очистки от окисляющих газов. Генераторы представляют собой трубчатую печь с металлической ретортой, обогреваемую непосредственно зa счет горения самого газа при α ≥ 0.45 или внешним газовым или электрическим обогревом. Стенки печи футерованы огнеупорным кирпичом. Для получения экзогаза (α =0, 60...0, 95) используют трубчатую печь прямого сжигания (рис. 6.13). Водоохдаждаемый металлический кожух 3 футерован обычной двухслойной кладкой 6. Охлаждающая вода подводится снизу по каналам 5 и отводится сверху 4. К горелке 1 подводится по трубопроводу 2 газовоздушная смесь с заданным α от смесителя газ сгорает в камере печи. При наличии в исходном газе сернистых составляющих (SO2 или H2S) на выходе камеры сгорания устанавливаются шамотные насадки 7, пропитанные катализатором- поглотителем ГИАП-10.
Рис. 6.13. Схема экзогенератора
Рис. 6.14. Схема эндогенератора
Рис. 6.15. Схема экзо-эндогенератора
Для получения богатого экзогаза при значениях α =0, 55 может быть использован катализатор ГИАП-3. При этом исходная газовоздушная смесь должна подогреваться. Продукты сгорания по каналу 8 уходят в холодильник. Генератор для приготовления эндотермической атмосферы, изображенный на рис. 6.14, представляет собой трубчатую печь 1 с электронагревателями 2, которые служат для внешнего обогрева реторты 3 до 1050 °С. Предварительно подогретая до 400...500 °С газовоздушная смесь поступает в горелку 6. Далее в реторте идет крекинг углеводородных газов при α = 0, 25...0, 35. Продукты реакции через патрубок 7 поступают в водяной холодильник. Выступающее из печи концы реторты 3 с катализатором 4 снабжены щитками водяного охлаждения 5. Конструкции диссоциатора аммиака, узлов гидрирования газов, содержащих кислород, аналогичны эндогенератору. Различие лишь в том, что используются другие катализаторы и температуры процессов. Генератор для получения экзо-эндотермической атмосферы приведен на рис 6.15. По трубке 1 от смесителя подводится газовозцушвая смесь с α =0, 8…0, 9 и сгорает в горелке 2 с выделением большого количества тепла. Через кран 6 зкзогаз по трубке 7 может подаваться на очистку, осушку и использование по назначению. Корпус 3 имеет обычную футеровку. Для получения эндогаза продукты первичного сжигания через кран 6 поступают в водяной холодильник 8, смеситель 9, куда по трубке 10 подводится природный газ в необходимом количестве, и эта газовая смесь поступает в реторту 4 с катализатором ГИАП-3 (поз.5), где идет конверсия Н2О и CO2 до получения эндогаза с содержанием 20...22% Н2 и 16...18%СО.
НИТУ «МИСиС»
Охлаждающее и вспомогательное термическое оборудование
(курс лекций) 1. ОХЛАЖДАЮЩИЕ СРЕДЫ........................................................................................................ 4 1.1. Роль процессов охлаждения в термической обработке......................................... 4 1.2. Классификация охлаждающих сред и требования к ним..................................... 5 1.3. Охлаждающая способность и методы ее оценки................................................. 13 1.3.1. Оценка по твердости и прокаливаемости........................................................ 14 1.3.2. Оценка по скорости охлаждения...................................................................... 15 1.3.3. Современные методы оценки охлаждающей способности сред................... 16 1.4. Среды первой группы и их характеристика.............................................................. 21 1.4.1. Воздух.................................................................................................................. 21 1.4.2. Газы...................................................................................................................... 22 1.4.3. Металлические плиты........................................................................................ 22 1.4.4. Охлаждение в расплавах.................................................................................... 22 1.4.5. Охлаждение в псевдоожиженном слое............................................................ 24 1.5 Охлаждение в средах второй группы......................................................................... 26 1.5.1. Вода как среда охлаждения................................................................................ 26 1.5.2. Роль примесей и добавок к воде....................................................................... 28 1.5.3. Закалочные масла................................................................................................ 32 1.5.4. Синтетические закалочные среды.................................................................... 35 1.5.5. Спрейные и капельные среды и способы их получения................................ 39 2. ОБОРУДОВАНИЕ ДЛЯ ЗАКАЛКИ И ОХЛАЖДЕНИЯ....................................................... 42 2.1 Классификация и индексация оборудования для охлаждения......................... 42 2.2. ЗАКАЛОЧНЫЕ БАКИ ПЕРИОДИЧЕСКОГО ДЕЙСТВИЯ...................................... 43 2.3. ЗАКАЛОЧНЫЕ БАКИ НЕПРЕРЫВНОГО ДЕЙСТВИЯ........................................... 46 2.4. ЗАКАЛОЧНЫЕ МАШИНЫ И ПРЕССЫ......................................................................50 2.5. ОБОРУДОВАНИЕ ДЛЯ УСКОРЕННОГО ОХЛАЖДЕНИЯ.....................................53 3. ОБОРУДОВАНИЕ ДЛЯ ОБРАБОТКИ ХОЛОДОМ...............................................................55 3.1. ОБРАБОТКА ХОЛОДОМ В ТЕРМИЧЕСКОМ ПРОИЗВОДСТВЕ..........................55 3.2. ПРИМЕНЕНИЕ НИЗКИХ ТЕМПЕРАТУР В ЛАБОРАТОРНЫХ УСЛОВИЯХ.....57 3.3. ОБЩАЯ ХАРАКТЕРИСТИКА ХЛАДОАГЕНТОВ И КРИОГЕНТОВ И ИХ ТРАНСПОРТИРОВКА..........................................................................................................58 3.4. ПОЛУЧЕНИЕ ХОЛОДА И ИСПОЛЬЗОВАНИЕ ХОЛОДИЛЬНЫХ МАШИН РАЗЛИЧНЫХ ТИПОВ...........................................................................................................63 3.4.1. Физические принципы получения холода......................................................63 3.4.2. Установки, работающие на жидком хладоагенте...........................................63 3.4.3. Установки, работающие на твердой углекислоте...........................................64 3.4.4. Каскадные холодильные машины....................................................................64 3.4.5. Вихревые холодильные установки..................................................................66 3.4.6. Турбодетандерные установки...........................................................................67 3.6. ТЕПЛОВАЯ ИЗОЛЯЦИЯ УСТРОЙСТВ....................................................................67 3.6.1. Волокнистые изоляционные материалы.........................................................68 3.6.2. Зернистые (порошкообразные) изоляционные материалы...........................69 3.6.3. Ячеистые изоляционные материалы...............................................................69 4. ОБОРУДОВАНИЕ ДЛЯ ОХЛАЖДЕНИЯ И ОЧИСТКИ ЗАКАЛОЧНЫХ СРЕД............72 4.1. СПОСОБЫ И СИСТЕМЫ ОХЛАЖДЕНИЯ И ОЧИСТКИ ЗАКАЛОЧНЫХ СРЕД.......................................................................................................................................72 4.2. ТЕПЛООБМЕННЫЕ АППАРАТЫ.............................................................................74 4.2.1. Теплотехнические аспекты работы теплообменников..................................74 4.2.2. Влияние отложений на работу теплообменников.........................................74 4.2.3. Конструкции теплообменников.......................................................................77 4.2.3.1. Погружные теплообменники................................................................77 4.2.3.2. Кожухотрубные теплообменники........................................................77 4.2.3.3. Теплообменники типа «труба в трубе»................................................79 4.2.3.4. Пластинчатые и спиральные теплообменники...................................79 4.2.3.5. Скоростные винтовые кожухотрубные теплообменники.................80 4.2.4. Способы очистки теплообменников................................................................81 5. ПРИМЕНЕНИЕ ВАКУУМА В ТЕРМИЧЕСКОМ ПРОИЗВОДСТВЕ..................................82 5.1. ОСНОВНЫЕ СВЕДЕНИЯ О ВАКУУМЕ....................................................................82 5.1.1. Общее понятие о вакууме..................................................................................82 5.1.2. Основные определения и понятия....................................................................82 5.2. ИСПОЛЬЗОВАНИЕ ВАКУУМА В МЕТАЛЛОВЕДЕНИИ И ТЕРМИЧЕСКОЙ ОБРАБОТКЕ...........................................................................................................................84 5.2.1. Промышленное применение..............................................................................84 5.2.2. Замена контролируемых атмосфер вакуумом..................................................86 5.2.3. Лабораторное применение вакуума..................................................................86 5.3. ВАКУУМНЫЕ СИСТЕМЫ............................................................................................87 5.3.1. Схема простой вакуумной системы..................................................................87 5.3.2. Основное уравнение вакуумной техники........................................................87 5.3.3. Схемы откачки вакуумных систем....................................................................88 5.3.4. Описание вакуумных систем.............................................................................88 5.3.4.1. Промышленные вакуумные системы...................................................90 5.3.4.2. Лабораторные вакуумные системы.......................................................90 5.4. КОНСТРУКТИВНЫЕ ЭЛЕМЕНТЫ ВАКУУМНЫХ СИСТЕМ................................91 5.4.1. Вакуумные насосы..............................................................................................91 5.4.1.1. Классификация и характеристика вакуумных насосов.......................91 5.4.1.2. Механические вакуумные насосы.........................................................93 5.4.1.3. Турбомолекулярные насосы..................................................................98 5.4.1.4. Пароструйные насосы...........................................................................100 5.4.1.5. Электрофизические и сорбционные средства откачки.....................103 5.4.2. Вакуумпроводы и их соединения....................................................................106 5.4.3. Ловушки.............................................................................................................107 5.4.4. Коммутационная аппаратура...........................................................................109 5.4.5. Механические и электрические вводы...........................................................110 5.4.6. Вакуумные окна................................................................................................111 6. КОНТРОЛИРУЕМЫЕ АТМОСФЕРЫ....................................................................................112 6.1. ПЕЧНЫЕ АТМОСФЕРЫ И ИХ ВЗАИМОДЕЙСТВИЕ С МЕТАЛЛАМИ............112 6.1.1. Классификация сред нагрева...........................................................................114 6.1.2. Окисление и восстановление сплавов и сталей............................................114 6.1.3. Науглероживание и обезуглероживание сталей...........................................117 6.1.4. Нагрев в вакууме..............................................................................................118 6.1.5. Взаимодействие сталей и сплавов с контролируемыми атмосферами......121 6.2. УСТАНОВКИ ДЛЯ ПРИГОТОВЛЕНИЯ КОНТРОЛИРУЕМЫХ АТМОСФЕР..121 6.2.1. Состав контролируемых атмосфер, применяемых в термической обработке......................................................................................................................121 6.2.2. Способы получения контролируемых атмосфер............................................123 6.2.3. Установки для получения контролируемых атмосфер..................................125 6.2.3.1. Экзотермические атмосферы...............................................................127 6.2.3.2. Эндотермические атмосферы..............................................................128 6.2.3.3. Азотно-водородные атмосферы..........................................................128 6.2.3.4. Азотные атмосферы.............................................................................129 6.2.3.5. Аргоно-водородная атмосфера...........................................................130 6.2.4. Конструкция отдельных узлов установок для получения контролируемых атмосфер.......................................................................................................................130 6.2.4.1. Генераторы............................................................................................130 6.2.4.2. Лабораторная очистка сжатых защитных газов................................132 6.2.4.3. Промышленные системы очистки и осушки атмосфер.....................133 6.2.5. Применение контролируемых атмосфер.........................................................136 ЛИТЕРАТУРА................................................................................................................................139
ВВЕДЕНИЕ В курсе лекций рассмотрены общая классификация термического оборудования, классификация и индексация оборудования для нагрева, конструкции, работа и применение различных термических печей и установок. В данном курсе лекций достаточно подробно разобраны особенности процессов охлаждения при термической обработке сталей и сплавов, современные охлаждающие среды, включая новые закалочные жидкости (разд. 1), устройства для закалки и охлаждения (разд. 2), устройства и установки для обработки холодом (разд. 3), системы охлаждения и очистки закалочных сред с использованием в них новых устройств типа скоростных теплообменников и акустических фильтров (разд. 4). Все более широкое применение безокислительного и небезоглераживающего нагрева потребовало более глубокого рассмотрения принципов конструирования и использования вакуумных систем (разд. 5) и установок для производства контролируемых атмосфер (разд. 6). Лабораторные вакуумные системы и устройства для охлаждения ниже комнатной температуры широко используются при проведении металлофизических исследований металлических материалов. Поэтому знание принципов конструирования и работы таких устройств (разд. 3 и 5) необходимы специалистам по физике металлов, что и явилось причиной столь подробного рассмотрения этих вопросов. В учебниках и учебных пособиях К.Н.Соколова [2], С.Л.Рустема [2], Д.Я.Вишнякова и др. [4], изданных в 60-х – начале 80-х гг., многие изложенные в данном курсе лекций вопросы вообще не рассмотрены или освещены очень кратко, а некоторые приведенные в них конструкции морально устарели и сняты с производства. В данном курсе лекций для лучшего восприятия материала вместо детальных чертежей установок и их составных элементов и узлов приводятся, как правило, упрощенные схемы, поясняющие лишь их основные конструктивные особенности. ОХЛАЖДАЮЩИЕ СРЕДЫ Роль процессов охлаждения в термической обработке Охлаждение является важным этапом всех процессов термической обработки стали, особенно выполняемых при нагреве выше температуры фазовых превращений. Тип охлаждающей среды и скорость охлаждения сами по себе не определяют однозначно вида термической обработки. Основным является характер фазовых и структурных превращений в металле, что зависит как от скорости охлаждения, так и от состава стали или сплава, и при одинаковой интенсивности охлаждения приводит к реализации различных видов термической обработки. Так из схемы, приведенной на рис. 1.1, видно, что охлаждение на воздухе (кривая 3) отвечает нормализации углеродистой (а) и низколегированной (б) стали и закалке высоколегированной (в).
Охлаждение в масле (кривая 2) обеспечивает необходимую скорость для закалки низколегированной стали (б), тогда как для закалки на мартенсит углеродистой стали (а) необходимо, как минимум, охлаждение в воде (кривая 1). Охлаждение стали при термообработке должно обеспечивать получение определенных структур по сечению изделий и вместе с тем не должна вызывать закалочных дефектов: трещин, коробления, деформации и повышенного уровня остаточных напряжений. При закалке стали происходит наложение друг на друга термических и структурных напряжений. Термические напряжения возникают вследствие различий в температуре наружного слоя и середины изделия во время охлаждения, что приводит к неравномерному сжатию. Причиной структурных напряжений являются фазовые превращения и удельные объемные изменения, которые из-за различной скорости охлаждения по сечению протекают не одновременно. Явления возникновения напряжений при закалке – неизбежные причины деформации. На склонность детали к автодеформациям при охлаждении влияют ее форма (ассиметричное сечение, резкие изменения размеров, отсутствие переходных радиусов), пластическая деформация (разная степень укова), теплопроводность материала детали, неравномерный нагрев. Тепло передается от середины сечения к поверхности, и лишь только отсюда оно отводится в охлаждающую среду. Скорость передачи тепла внутри детали относительно мала и определяется ее тепловым сопротивлением и температурным градиентом по сечению детали, величина которого зависит как от ее внутреннего теплового сопротивления (Sm, λ m ) так и от теплового сопротивления теплоотдачи с поверхности детали к среде охлаждения (1/α ), что описывается числом Био:
где α – коэффициент теплоотдачи от поверхности изделия к среде охлаждения, Вт/(м2·К); Sm – толщина изделия в направлении теплоотвода, м; λ m – коэффициент теплопроводности материала изделия, Вт/(м2·К) Для значений α, соответствующих реальным условиям к средам охлаждения при термической обработке, все охлаждаемые изделия по величине числа Bi можно разделить на теплотехнически тонкие (Bi ≤ 0, 1) и массивные (Bi ≥ 0, 25). Для интервала Bi = 0, 1…0, 25 (переходный класс) при расчетах процессов охлаждения вводят коэффициент массивности m в виде зависимости m- f( Bi, k) где k-коэффициент формы. 1.2. Классификация охлаждающих сред и требования к ним По агрегатному состояние среды охлаждения бывают жидкие (жидкости, включая расплавы солей, щелочей и металлов), газообразные (воздух, инертные газы, пары некоторых веществ), твердые (металлические плиты, в которых производится охлаждение тонких и плоских деталей). С точки зрения механизма теплообмена охлаждающие среды делят на среды, не изменяющие своего агрегатного состояния во всем диапазоне температур охлаждения металла (расплавленные соли, металлы, газы), и среды на базе низкокипящих жидкостей (вода, водные растворы, масла), температура кипения которых значительно ниже температуры закаливаемого изделия. Также различают способы охлаждения [5, 6]: 1. полное погружение (осуществляется в жидких средах в закалочных баках и ваннах 2. струнное или спрейерное охлаждение (осуществляется жидкими или газовыми средами), когда охлаждающая среда подается на поверхность горячих деталей в виде отдельных струй; 3. капельное, при котором жидкость специально разрывается на отдельные мелкие капли, равномерно подаваемые на поверхность охлаждаемых изделий; 4. в псевдоожиженном или " кипящем слое" (вместо капель жидкости в газовом потоке плавают мелкие частицы твердых веществ); 5. в металлических плитах. Охлаждение полным погружением детали осуществляется в закалочных баках и машинах. Струйное охлаждение осуществляется с помощью спрейерных устройств и форсунок. В закалочных прессах охлаждение деталей проводится в зажатом состояния, чтобы избежать коробления, при этом используются способы как полного погружения, так и обрызгивания детали. В закалочных машинах детали не только зажимают, но перемешают или вращают в закалочной жидкости. Основным условием, которому должны отвечать все охлаждающие среды, включая закалочные, является способность воспринимать тепло со скоростью не меньшей критической скорости охлаждения, по крайней мере в верхнем слое, а во многих случаях на заданном участке или по всему сечению охлаждаемой детали. Выполнение этого условия при закалке стали имеет целью предупредить, диффузионные превращения переохлажденного аустенита, тесть получить преимущественно мартенситную структуру или по крайней мере структуру нижнего бейнита. Однако это условие следует трактовать как необходимое, но недостаточное. От современных охлаждающих сред требуется еще и много других свойств, а именно [5...8]: 1. не вызывать чрезмерных закалочных деформаций, зависящих от кинетики охлаждения во всей температурной области: 2. обладать эксплуатационной стойкостью и иметь высокое сопротивление термическому разложению и окислению; 3. не реагировать с поверхностью охлаждаемых деталей и резервуаров закалочных устройств; 4. иметь достаточно малую упругость пара а случае закалки в вакуумных агрегатах; 5. соответствовать требованиям токсичности, возгораемости, зашиты природной среды и чистоты рабочего места; 6. образовывать легко устраняемые остатки с поверхности деталей путем мойки или отпаривания. От тепловых свойств охлаждающих сред, а также механизма и кинетики теплообмена зависит твердость поверхности и ее распределение по сечению, а также величина и распределение термических и структурных напряжений. Эти напряжения, в свою очередь, определяют величину и характер закалочных деформаций. Малая скорость охлаждения в области температуры мартенситного превращения желательна потому, что, приводя к небольшому температурному градиенту даже при разных сечениях, благоприятствует почти одновременному протеканию этого превращения по всему объему детали и тем самым уменьшает структурные напряжения. Эксплуатационная устойчивость, то-есть отсутствие существенных и неблагоприятных изменений технологических свойств после длительного периода эксплуатации охлаждающей среды, обеспечивает стабильность и малый разброс свойств в закаливаемой партии, а также уменьшает расход и, следовательно, стоимость охлаждающей среды на единицу продукции. Эта стоимость зависит не только от цены охлаждающей среды и ее эксплуатационной стойкости, но и от величины потерь, связанных с выносом среды с деталями и испарением. На эти затраты большое влияние оказывает вязкость охлаждающей среды и упругость ее паров при рабочей температуре ванны. Чистота поверхности и легкость устранения остатков охлаждающей среды имеет существенное значение в случае большого количества закаливаемых деталей в современных агрегатах с защитными средами потому, что некоторые поверхности не подлежат после закалки и отпуска никакой механической чистовой обработке. Теплообмен во время охлаждения деталей машин или инструмента происходит через поверхность, разграничивающую охлаждаемый предмет и охлаждающую среду. Отсюда вытекает, что физические явления, сопровождающие перенос тепла от тела с более высокой температурой к среде, принимающей тепло, протекают одновременно вследствие отдачи тепла поверхностью охлаждаемого тела и теплопередачи внутри тела в направлении поверхности. В зависимости от природы охлаждающей среды и в особенности от того, протекает ли во время охлаждения процесс кипения, скорость охлаждения в зависимости от времени, а также температуры поверхности существенно отличаются. Поэтому деление охлаждающих сред на две основные группы, тоесть на охлаждающие среды с температурой кипения ниже температуры закалки и охлаждающие среды, не подлежащие изменению агрегатного состояния в температурной области охлаждения, имеет свое физическое обоснование. В математическом представлении перенос тепла через единицу поверхности описывается законом Ньютона, в соответствии с которым
где q – плотность теплового потока, Вт/м2; α – коэффициент теплопередачи, Bт/(м2·К). Однако с помощью этой обшей зависимости невозможно подсчитать плотность теплового потока q так как величина α зависит от многих факторов, таких как температура охлаждаемой детали и самой среды, размера сечения, а также скорости протекания фазовых превращений в металле, теплофизических свойств материала детали и среды охлаждения. Принимая определенные краевые условия и зная физические свойства охлаждающей среды, можно подсчитать коэффициенты переноса (числа Рейнольдса, Прандтля и Нуссельта) и отсюда коэффициент теплопередачи, хотя более часто его величину определяют экспериментально из функции температуры поверхности охлаждаемого металла. Тепловой поток внутри охлаждаемого тела описывается известным дифференциальным уравнением Фурье, решение которого при усредненных физических свойствах и простых геометрических формах можно найти в литературе по теории теплопередачи. Приведенные выше математические основы теплопередачи во время охлаждения отражают с определенным приближением явления, протекающие в охлаждающих средах, не изменяющих агрегатного состояния в области температур охлаждения, так как только в этих условиях можно принять, что плотность теплового потока приблизительно прямо пропорциональна температурному градиенту на поверхности, а коэффициентом пропорциональности является средний коэффициент теплопередачи. В жидких охлаждающих средах с точкой кипения значительно ниже температуры нагрева под закалку (tнач) процесс теплообмена во время охлаждения протекает обычно, хотя и не всегда, в виде трех заметно разграниченных стадии [5...7]. Эти стадии наблюдаются в определенных температурных областях на поверхности закаливаемых деталей. В момент погружения нагретого до высокой температуры твердого тела в жидкую охлаждающую среду на поверхности контакта возникает очень высокий температурный градиент и пропорциональный этому градиенту начальный тепловой поток q. При больших Δ tнач, имеющих место в начальный момент охлаждения, возникает огромное число активных центров парообразования на твердой поверхности и в объеме жидкости в перегретом пристенном слое. Начало фазового перехода в жидкости сопровождается резким увеличением теплосъема от поверхности охлаждаемого изделия из-за дополнительного расхода тепла на испарение жидкости. Поэтому tпов в доли секунды (0, 4…0, 5 с) падает до 120...140 º С, а затем снова возрастает до значений (0, 6...0, 8)·tнач, что объясняется ограниченной теплопроводностью металла λ . Тепловой поток внутри тела определяется его тепловым сопротивлением S λ и в начальный момент (τ 1 < 0, 5 c) тепло изнутри просто не успевает подойти к поверхности (рис. 1.2). Даже при такой малой длительности периода начального снижения tпов возможен многократный полный цикл развития паровых пузырей (зарождение, рост и отрыв или конденсация в зависимости от температуры tсреды), так как время жизни пузыря от зарождения до отрыва составляет 9...10 мс практически не зависит ни от Δ tнач ни от плотности теплового потока q, а является характеристикой данного центра парообразования. Дальнейший механизм теплообмена определяется величиной плотности теплового потока которая устанавливается в конце этого начального периода τ 1. К этому моменту отдельные пузырьки сливаются в сплошную пленку пара (паровую рубашку), покрывающую плотным и тонким слоем всю поверхность охлаждаемого тела. С момента образования паровой пленки начинается стадия 1 – пленочное кипение, и плотность теплового потока постоянно уменьшается в результате значительной потери тепла, отдаваемого путем лучеиспускании с поверхности. В то же время коэффициент теплопередачи сохраняется на почти неизменном уровне. Скорость охлаждения в этой стадии пленочного кипения почти постоянна и не высока, так как теплопередача в охлаждающую среду, изолированную слоем пара является следствием переменной доли теплопередачи через пар и теплоизлучения охлаждаемой поверхности. С понижением теплоизлучение уменьшается, но и толщина паровой пленки также уменьшается, что облегчает протекание через нее тепла. Толщина паровой пленки зависит от равновесия между количеством пара, уносящегося жидкостью и вновь образованного тепловым потоком. Скорость охлаждения в этой стадии является в основном функцией толщины паровой пленки, которую можно регулировать, например, с помощью изменения интенсивности перемешивания жидкости. В режиме пленочного кипения (стадия 1) наиболее существенное влияние на α оказывают физические свойства кипящей жидкости, давление P и недогрев (Δ tнед = ts – tсреды) жидкости до температуры насыщения t, а также размеры и ориентировка теплоотдающей поверхности. По мере уменьшения толщины паровой пленки она становится менее стабильной, локально становится очень тонкой до тех пор, пока внезапно не прорвется в результате гидростатического давления жидкости (рис. 1.2, τ 2) Температура, при которой это происходит, является заметной границей между стадией пленочного кипения и наступающей после нее стадией пузырькового кипения. Этот процесс разрушения паровой пленки продолжается до полного ее исчезновения к моменту τ 3.
Смена режима пленочного кипения на пузырьковое происходит в интервале времени τ 2...τ 3 (рис. 1.2) и объясняется явлением смачиваемости горячей металлической поверхности средой охлаждения. В М. Боришанским [5] изучена зависимость времени испарения капель воды от температуры металлической поверхности (рис. 1.3). Если низкокипящую жидкость разлить на очень горячей металлической поверхности, то она совершенно не смачивает ее и принимает форму шаров-сфер, быстро катающихся по поверхности, как шарики ртути по стеклу. Но в отличие от ртути, вода и другие низкокипящие жидкости не касаются поверхности, так как между ней и сфероидом имеется паровая прослойка.
Сфероидальное состояние при закалке обуславливает пленочное кипение большого объема жидкости, находящегося в контакте с раскаленной металлической поверхностью. По мере снижения температуры поверхности скорость испарения капель уменьшается, и наиболее медленное испарение отмечено для v = 130 º С, что соответствует температуре поверхности пластины 230 º C. Эта температура является наинизшей, при которой еще устойчиво сфероидальное пленочное кипение. В интервале Δ t = 130…60 º С наблюдается резкое сокращение времени испарения капель, характеризующее переход от сфероидального (пленочного) кипения к пузырьковому. При этом паровая прослойка между капелькой жидкости и металлической поверхностью полностью исчезает, то-есть поверхность становится смачиваемой. При дальнейшем понижении температуры поверхности время испарения снова резко возрастает, форма капельки из сфероидальной переходит к дискообразной, характерной для хорошо смачиваемых поверхностей. Это соответствует режиму пузырькового кипения, который заканчивается при Δ t = 5…10 º С. Процесс пузырькового кипения, связанный с поглощением значительного количества тепла, вызывает резкое увеличение плотности теплового потока q и, следовательно, скорости охлаждения. Плотность теплового потока в масле при температуре 600 º С (стадия пленочного кипения) достигает в среднем 2, 08 МВт/м2, а при 450 º С (пузырьковое кипение) в четыре раза выше [6]. Отрывающиеся от поверхности пузырьки пара устремляются вверх, ускоряя движение жидкости и облегчая ее контакт с поверхностью. Длительность пузырькового кипения зависит от температуры насыщения (кипения) ts, а величина коэффициента теплопередачи – от величины сечения охлаждаемой детали. Скорость охлаждения в этой стадии достигает максимума, приводя к существенному падению температуры в верхнем слое охлаждаемой детали. При температуре чуть выше ts жидкости (рис. 1.2, t4) выделение пузырьков пара кончается. Это приводит к плавному изменению способа теплообмена от испарения к уносу тепла вместе с нагретым слоем охлаждающей среды. Эта третья стадия охлаждения стабилизируется при tпов, ts, (рис 1.2, t5)и называется конвективной стадией. Плотность теплового потока и скорости охлаждения в этой стадии не только во много раз меньше, чем во время пузырькового кипения, но и в два-три раза меньше, чем в стадии пленочного кипения. Вместе с тем, эта величина зависит в большей степени от интенсивности перемешивания охлаждающей среды. Из-за малой интенсивности теплоотдачи режим пленочного кипения для интенсивно охлаждающих закалочных сред весьма нежелателен, и следует принимать все меры, чтобы его избежать. При охлаждении стальных изделий в циркулирующей холодной воде и водных растворах электролитов (солей и щелочей) в процессе закалки в большинстве случаев примерно через 1 с после начала охлаждения устанавливается режим развитого пузырькового кипения. В основном при этом имеет место кипение с недогревом. Развитое пленочное кипение характерно для медленно охлаждающих сред – водных растворов полимеров и масел. За последние 10...15 лет стали уделять серьезное внимание химическим реакциям, которые протекают при соприкосновении нагретого металла с водными растворами [6, 7]. Особенно это касается водных растворов полимеров. В этих средах под воздействием высоких температур могут протекать физико-химические процессы, сопровождающиеся как выделением тепла, так и его поглощением, то есть наблюдаются эндо- и экзоэффекты, оказывающие влияние на параметры теплообмена, соответственно ускоряя или замедляя охлаждение.
Плотность теплового потока определяется по характеру изменения температуры поверхности путем решения обратной задачи теплопроводности. В общем случае при закалке в условиях свободной конвекции ход кривой q = f(τ ) где τ – время, длительность различных стадий теплообмена и переход из одной стадии в другую зависят от многих факторов, в числе которых теплофизические свойства и температура охлаждающей жидкости, физико-химические характеристики системы жидкость – твердое тело (смачиваемость), а также микрогеометрия поверхности изделия. В частности, при закалке стальных изделий малых и средних размеров в воде в условиях свободной конвекции зависимость q = f(τ ) может иметь два или несколько максимумов. В случае охлаждающих сред, не кипящих в области температур охлаждения, например, селитровых или щелочных ванн, теплообмен протекает в соответствии с законом Ньютона, а кривая охлаждения в координатах температура-время не имеет характерного для кипения перелома. Эти существенные различия в характеристиках охлаждения двух основных типов охлаждающих сред схематически представлены на рис. 1.4. Как видно из рисунка, кривые в координатах " температура – скорость" охлаждения заметно подчеркивают стадию пузырькового кипения. В сочетают с диаграммами фазовых превращений для различных марок стали кривые этого типа облегчают оценку пригодности данной охлаждающей среды для закалки стали определенных марок. Описанный классический ход теплообмена на практике часто подвергается различным отклонениям. Особенно это относится к стадиям пленочного и пузырькового кипения. Так, например, на окисленных стальных деталях, охлаждаемых в холодной воде и водных растворах неорганических солей или щелочей сплошная паровая пленка практически не образуется. Однако она образуется тем быстрее и устойчива до тем более низких температур поверхности чем выше температура воды или водного раствора. При температурах выше 250 º С образуется очень устойчивая паровая пленка. Общим условием исчезновения стадии пленочного кипения является плотность начального теплового потока, которая должна быть меньше критической величины. Факторами, определяющими величину критического теплового потока, являются состояние поверхности и размер сечения. На шероховатой поверхности или покрытой оксидами образование паровой пленки затруднено. В этих условиях пузырьковое кипение также неустойчиво, а кривая зависимости теплового потока от температуры поверхности имеет больше одного максимума, что и показано на рис. 1.5. |
|||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
Последнее изменение этой страницы: 2019-04-09; Просмотров: 447; Нарушение авторского права страницы
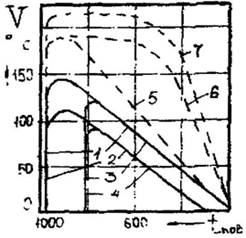

 (4.1)
(4.1)
 (4.3)
(4.3) - коэффициент теплопроводности жидкости, Вт/(м·К);
- коэффициент теплопроводности жидкости, Вт/(м·К);  (4.4)
(4.4)