
|
Архитектура Аудит Военная наука Иностранные языки Медицина Металлургия Метрология Образование Политология Производство Психология Стандартизация Технологии |
|
|
Архитектура Аудит Военная наука Иностранные языки Медицина Металлургия Метрология Образование Политология Производство Психология Стандартизация Технологии |
Типовая система стабилизации мощности и упругих деформаций станка
Применяется к тяжелым фрезерным станкам, осуществляет автоматическое поддерживание заданной мощности резания
На функциональной схеме системы обозначены. ДМ, ДК, соответственно - датчики мощности и колебания БЗ, БЗУ, БКР, БР – блоки соответственно задания, запомин. устройства, контроля режимов и регулирования. ПФ1 и ПФ2 – полосовые фильтры, ЭПШ и ЭПП – ЭП шпинделя и подачи. Система стабилизации реализована алгоритм: Система обеспечивает автоматическую компенсацию потерь х.х. главного привода, происходит на быстром ходу участков без резания и автоматического форсирования снижения минутной подачи при выполнении в диапазоне резонанса частот от 10 до 100Гц. Диапазон изменения установки дополнительная амплитуда вибраций – 1:10. Стабилизация мощности задается от 0,1 до 1,2 номинального значения на пульте управления станком.
3.48 Схема системы стабилизации скорости резания шлифовального станка (схема). Построение систем стаб-ции скорости шлифования можт быть выполнена на базе АДКЗ и ТП частоты. Ротор АД и шлифовальный шпиндель составляет единое целое – электрошпиндель. В шлиф. станках стаб-я скорости шлифования осуществляется увеличением угловой скорости шпинделя wш по мере уменьшения диаметра шлиф. круга dk. В следствии размерного износа и его правок по з-ну v= (dk* wш)/2=const Сигнал с технологческой о.с. может быть получен путем перемножения напр-я угл. скор. шпинделя и диам. шлиф. круга. Датчик диам. шлиф. круга. Вып-ся в виде сельсина, связанного соплом, через кот. подается в зону обработки с.о.ж.(смазывающая охлажд-я жид-ть).Конструкция такого датчика хоть и требует периодич. подстройки оператором, но предотвращает вкл-е привода на макс. частоту вращ. при наиб. диам. шлиф. круга., что может привести к его разрыву. Оператор, направляя с.о.ж. в зону шлиф-я одновременно с соплом поворачивает ротор сельсина. Сист. стаб. скор. шлиф., постр. с прим-ем такого датчика, построена на пяти ОУ, содержит блок Ах и ПЧ, сост. из управляемого выпр-ля Uм и автономного инвертора Uz. Блок упр-я преобр-ем постр. по принципу подчин. упр. С помощью П-рег. полож. DA1 производится задание скорости шлиф. Uз и вычитание из задающего напр-я сигнала Uv, проп-но скорости шлиф-я V и получаемого на на Ах на вход которого подаются напряжения, проп-е угл. скор. шпинделя Uтг и диаметру и диаметру шлиф-го круга Uд, выраб-го сельсином. Вырабатывая разностный сигнал Uу, поступ. на DA2 вместе с о.с. по угловой скорости ротроа Uтг. Выделение модуля напр-я зад-я для РТ Uзт осущ-ся при помощи инвертора DA3 и вентилей VD5,VD6. Это связано с тем что ток в звене выпр-го напр-я не меняет своего знака в то время как скольжение может свой знак изменять. Знач-е выпр-го тока вып-ет ПИ-рег. токка DA4, на вход кот. пост. Сигналы отриц. о.с. по току Uт и кот. проп-ен модулю скольжения Uзт. РТ в стат. Режимах поддерживает зад-ое зн-е тока статора нез-мо от частоты АИ Uz воздействием на СУ выпрямителем АИМ. На AUZ воздействует DA5, на входе которого суммируются сигнал скольжения с DA2 и сигн. пропорц. угл. скор. ротора Uтг. Стабилитроны VD1..VD4 ограничивают напр-я на соотв. усил-ях. При увел. нагр. на валу в пределах рабочего уч-ка его мех. хар-ки, частота Uz не изм-ся поскольку приращение сигнала скольжения компенсирует уменьшение сигнала угл. скорости на DA5. В АСУ т.ш.с. изм-ся угл. скор. ЭД в диап. 4:1 за счет изм-я напр-я, подв-го к якорю от ТП ИМ и изменения магн. потока ТП UL. Угл. скор. М задается задатчиком скорости SR, сигнал кот. вместе с о.с. по скорости от ТГ BR подается на промежуточый усил-ль А1, вых. напр. кот. подается на СИФУ АИМ через эмиттерный повторитель АД, кот. служит для согл-я выхода усилителя со входом АИМ. При работе ЭД со скор. выше осн. сигнал задатчика скорости через промежуточный уилитель А2, подается на AUL. Узел перекл-я зон Uv контролирует наличие номинального магн.потока при работе ЭД со скор. ниже осн.Сигнал на выходе Uv опр-ся разностью эталонного напр-я и напр-я на якоре М. Этот сигнал подается на цепь упр-я А2 парал-но кот. включен стабилитрон. Вых. напр. А2 остается неизменным, что поддерживает ном. магн. поток ЭД до тех пор, пока напр. на якоре не станет близким к ном-му.AAF-узел упреждающего токоограничения. Макс. защита осущ. с помощью авт. выкл-ля QF и дистанцыонным расцепителем SA. Управление SA производится U2 в функции сигнала, получаемого со вторичной оботки TV тока TA. Для стаб-ции скорости резания текущий диаметр шлиф.круга изм-ся с помощью сельсина ВС. Ротор сельсина через профильный кулачок связан с суппортом шлифкруга. Вых.напр. сельсина, проп-ое углу поворота черезвыпрямительный мост U1 подается на обм. возб. ТГ-LBR. С уменьшением диаметра шлифкруга будет уменьшатся ток возб-я ТГ и снижаться глубина отриц. о.с. по скорости. Угл. скор. ЭД привода круга при этом будет возрастать, а скорость резания поддерживаться постоянной. Прим-е такой системы стаб-ции скорости шлифования более чем в 1,5 раза повышает уд. произ-сть круга, определяемую как отнош. объема сошлифованного металла к оъбему износившегося объема круга и на 15-20% повышает качество обраб-й поверхности. 3.50 Схема датчика мощности, работающая по методу ВИМ-АМ (схема). В узле временного модулятора используется мультивибратор Ройера на трансформаторе TV1 и 2-х транзисторах VT1 и VT2, работающих в ключевом режиме. Магнитопровод трансформатора TV2 изготовлен из материала с прямоугольной петлёй гистерезиса. На вход модулятора с трансформатора тока TA подаётся сигнал пропорциональный измеренному току, а на вход амплитудного модулятора – измеренное напряжение трансформатора TV1. Перемагничивание магнитопровода TV2 происходит по полной петле гистерезиса в пределах каждого такта работы. Время намагничивания в каждом такте определяется соотношением между стабилизирующим напряжением U0 и напряжением пропорциональному току. Собственная частота мультивибратора Ройера при открытом транзисторе VT1 и положительной полуволне Ut пропорционального току: При синусной форме тока и напряжения в контрольной цепи среднее напряжение на выходе датчика пропорционально мощности: |
Последнее изменение этой страницы: 2019-04-10; Просмотров: 294; Нарушение авторского права страницы
 путем изменения минутной подачи стола или бабки
путем изменения минутной подачи стола или бабки  огранич. амплитуду вибраций А в допустимых пределах с помощью воздействия на подачу.
огранич. амплитуду вибраций А в допустимых пределах с помощью воздействия на подачу.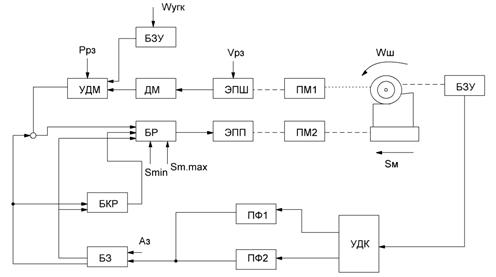
 ,
,  .
.  ;
;  ;
;  , где
, где  и
и  - минимальные и максимальные допустимые минутные подачи.
- минимальные и максимальные допустимые минутные подачи.  максимальная допустимая амплитуда вибраций.
максимальная допустимая амплитуда вибраций.  .
. , где К1 – коэффициент трансформатора TV2, Uэк – падение напряжения на переходе эмиттер-коллектор транзистора VT1 или VT2. Длительность импульса при открытом транзисторе VT1 и отрицательной полуволне Uт равна:
, где К1 – коэффициент трансформатора TV2, Uэк – падение напряжения на переходе эмиттер-коллектор транзистора VT1 или VT2. Длительность импульса при открытом транзисторе VT1 и отрицательной полуволне Uт равна:  . Импульсы выходного напряжения мультивибратора Ройера помодул-й по напряжению Uн, снимаемого со вторичной обмотки трансформатора TV1. В узле амплитудного демодулятора используется дифференцирующая фазочувствительная схема, основанная на применении полупроводниковых ключей с двусторонней проводимостью коллекторного перехода. При возникновении прямого тока в цепях эмиттеров соответствующих пар транзисторов VT3 и VT4 или VT5 и VT6 между выводами коллектор- коллектор данной пары ток может проходить в любом направлении. Среднее значение напряжения на выходе демодулятора:
. Импульсы выходного напряжения мультивибратора Ройера помодул-й по напряжению Uн, снимаемого со вторичной обмотки трансформатора TV1. В узле амплитудного демодулятора используется дифференцирующая фазочувствительная схема, основанная на применении полупроводниковых ключей с двусторонней проводимостью коллекторного перехода. При возникновении прямого тока в цепях эмиттеров соответствующих пар транзисторов VT3 и VT4 или VT5 и VT6 между выводами коллектор- коллектор данной пары ток может проходить в любом направлении. Среднее значение напряжения на выходе демодулятора: 
