|
Архитектура Аудит Военная наука Иностранные языки Медицина Металлургия Метрология Образование Политология Производство Психология Стандартизация Технологии |
|
|
Архитектура Аудит Военная наука Иностранные языки Медицина Металлургия Метрология Образование Политология Производство Психология Стандартизация Технологии |
ЗАПРЕСОВУВАННЯ КОЛІС НА ОСІ ⇐ ПредыдущаяСтр 8 из 8
15.1 Пресову посадку коліс на вісь треба виконувати на гідравлічних пресах із записом процесу запресовування самописним приладом (індикатором) на стрічці або з записом діаграми запресування на комп’ютері (магнітному носії) згідно з ДСТУ ГОСТ 4835. Хід плунжера гідравлічного преса має бути заблоковано, якщо кришка самописного приладу відкрита. 15.2 Клас точності самописного приладу має бути не нижче ніж 1,5 %, похибка ходу діаграми – не більше ніж 2,5 %, товщина лінії запису – не більше ніж 0,6 мм, ширина діаграмної стрічки – не менше ніж 100 мм. 15.3 Швидкість руху плунжера преса під час запресовування має бути не більше ніж 3 мм/с. 15.4 Масштаб запису по довжині має бути не менше ніж 1:2, а 1 мм діаграми по висоті має відповідати зусиллю не більше ніж 24,5 кН (2,5 тс). 15.5 Під час запресовування елементів колісних пар (суцільнокатані колеса і осі) треба забезпечувати їхню однакову плюсову температуру; можлива різниця температур не вище ніж 10 °С, за умови перевищення температури колеса над температурою осі. 15.6 Перед запресовуванням елементи колісних пар перевіряють та підбирають за розмірами. Значення натягів коліс на осі для досягнення потрібних зусиль запресовування має бути в межах від 0,10 мм до 0,25 мм. 15.7 Посадочні поверхні маточин коліс та підматочинні частини осей треба ретельно очистити, насухо протерти і покрити рівним шаром оліфи натуральної згідно з ГОСТ 7931 або термообробленої оливи (конопляної згідно з ГОСТ 8989 або льняної згідно з ГОСТ 5791, або соняшникової згідно з ДСТУ 4492). Для термообробки оливи її треба нагріти до температури від 140 °С до 150 °С, витримати за такої температури від двох до трьох годин. Після охолодження відстояти не менше ніж 48 годин. Осад оливи заборонено застосовувати для запресовування. Оливу треба зберігати в щільно закритій тарі. 15.8 Середину осі потрібно позначити керном. Запресовування коліс на вісь треба виконувати із застосуванням втулки, яка виключає вигин шийок осі, пошкодження твірних поверхонь, деформацію різьби на осях типу РУ1 і торців шийок осей типу РУ1Ш і РВ2Ш, а також забезпечує співвісність коліс і осі. 15.9 Заборонено запресовувати на одну вісь колеса з різницею за товщиною ободу більше ніж 5 мм. 15.10 Якість пресового з’єднання коліс із віссю треба контролювати за діаграмою запресовування. Основними контрольованими параметрами діаграми є: – форма кривої; – величина кінцевих зусиль; – довжина сполучення. 15.11 Під час виконання капітального ремонту колісної пари треба оформляти технічний паспорт колісної пари вантажного вагону (додаток Ж), який заповнюють відповідно до вимог «Методики создания картотеки колесных пар вагонов» [4] До технічного паспорту додають бланк діаграми запресування коліс на вісь. У разі проведення повторного запресування коліс на вісь, до бланку з придатними діаграмами треба додавати також забраковані діаграми. Технічний паспорт колісної пари складають у двох примірниках: перший примірник направляють до відповідного Департаменту Укрзалізниці, другий примірник разом з бланками діаграм запресування залишають на підприємстві та зберігають впродовж всього терміну експлуатування колісної пари, але не довше 21 року. 15.12 За формою нормальна діаграма запресовування має плавно наростаючу криву на всій довжині від початку до кінця (рисунок 15.1, а).
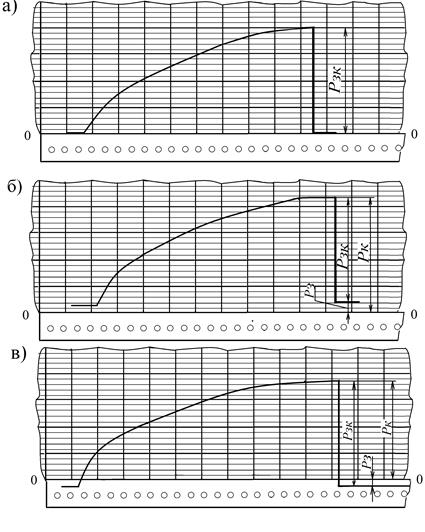
а) – нормальна діаграма запресування; б) – розташування діаграми запресування вище нульової лінії; в) – розташування діаграми запресування нижче нульової лінії
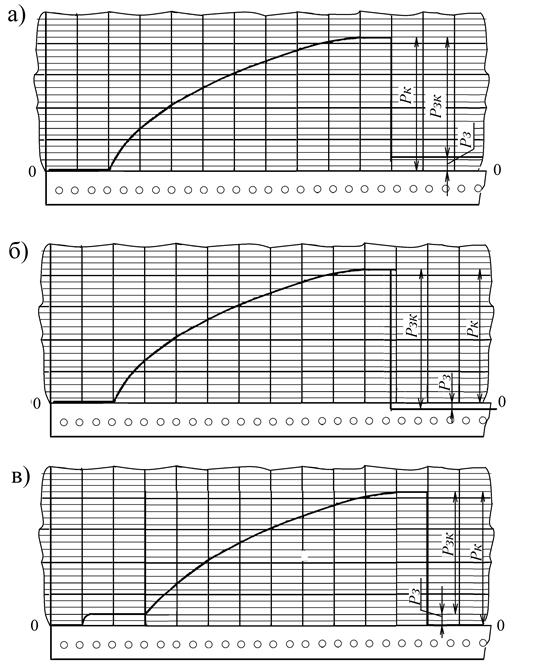
Рисунок 15.1 – Визначення величини кінцевих зусиль Рзк на діаграмах запресовування 15.13 Значення кінцевих зусиль запресовування на кожні 100 мм діаметра підматочинної частини осі має бути в межах: – від 382,6 кН до 569 кН (від 39,0 тс до 58,0 тс), якщо значення шорсткості поверхні отвору маточини колеса становить Rz £ 20 мкм; – від 421,8 кН до 569 кН (від 43,0 тс до 58,0 тс), якщо шорсткість поверхні отвору маточини колеса має значення в межах 20 мкм < Rz £ 30 мкм. На кожному підприємстві (завод, ВКМ, депо, центр) для кожного преса треба складати таблицю зусиль запресовування в МПа (кілограм-силах на квадратний сантиметр (кгс/см2) та тонно-силах (тс) для різних діаметрів підматочинних частин осей (через 1 мм) з урахуванням перевідного коефіцієнта преса із МПа кгс/см2 у тони сил (тс). Під час складання таблиці, результати підрахунку треба округляти до цілих значень кгс/см2 в сторону підвищення для нижньої та верхньої межі. Таблиця має бути затверджена головним інженером підприємства. 15.14 Величину кінцевих зусиль Рзк на діаграмі запресовування визначають рівнем точки кривої, що відповідає закінченню процесу запресовування (рисунок 15.1). В разі розташування діаграми вище (рисунок 15.1, б) або нижче (рисунок 15.1, в) нульової лінії, а також у разі перекосу (рисунок 15.2, а, б), запресовування не бракують, а кінцеві зусилля визначають також рівнем точки закінчення процесу запресовування Рк з урахуванням величини зміщення Рз від нульової лінії. В разі виявлення зміщених діаграм запресовування, майстер пресового відділення зобов’язаний вжити необхідні заходи для забезпечення правильної форми діаграми. Не бракують також діаграми, які мають на початку запис холостого ходу плунжера преса (рисунок 15.2, в). Величину кінцевих зусиль запресовування у цьому випадку визначають рівнем точки закінчення процесу запресовування (Рк), із врахуванням величини змішення Рз від нульової лінії Рзк = Рк – Рз.
а) – діаграма запресування з перекосом та з розташуванням вище нульової лінії; б) – діаграма запресування з перекосом та з розташуванням нижче нульової лінії; в) – діаграма запресування з холостим ходом плунжера преса
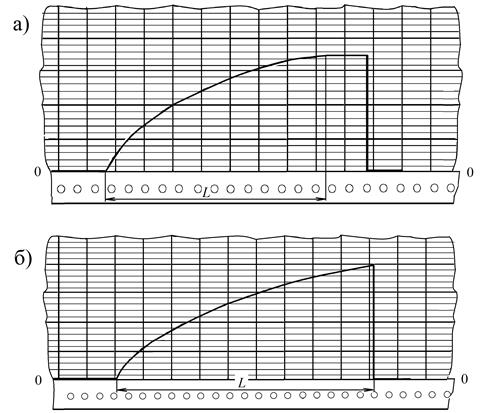
Рисунок 15.2 – Діаграми запресовування 15.15 Довжину сполучення на діаграмі запресовування визначають розміром зростаючої кривої, тобто відстанню L від початку до точки переходу в горизонтальну або похилу пряму в кінці (рисунок 15.3, а). Мінімально допустима довжина сполучення L (рисунок 15.3), яку визначають за діаграмою запресовування, має бути не менше ніж 145∙і, де і – передавальне число індикатора (масштаб діаграми за довжиною). У разі відсутності горизонтальної або похилої ділянки в кінці, довжина сполучення дорівнює довжині діаграми (рисунок 15.3, б).
а) – довжина сполучення від початку запресовування до точки переходу у горизонтальну або похилу пряму б) – довжина сполучення у разі відсутності горизонтальної або похилої ділянки в кінці
Рисунок 15.3 – Визначення довжини сполучання за діаграмою запресовування 15.16 В разі запресовування на автоматизованих пресах із записом діаграми запресовування «зусилля-шлях» на комп'ютері, силові пристрої преса треба забезпечувати датчиками тиску і датчиками лінійних переміщень (клас точності датчиків не нижче ніж 1,0 %). Запресовування треба виконувати за допомогою пристрою, який забезпечує симетричну посадку коліс відносно середини осі. Діаграму запресовування будують за даними зусиль запресовування, визначеним не більше ніж через кожний 1 мм довжини переміщення колеса відносно осі. Форму нормальної діаграми запресовування у координатах «зусилля – шлях», в разі запису на комп'ютері, наведено на рисунку 15.4.
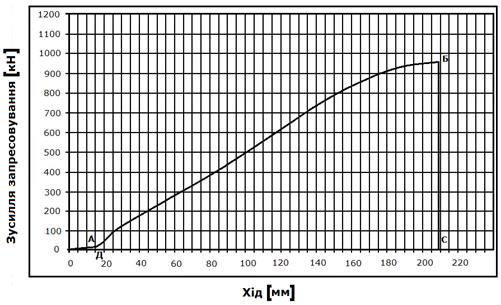
Рисунок – 15. 4 Діаграма запресовування в разі запису на комп’ютері
На осі ординат відображено значення фактичних зусиль під час запресовування, на осі абсцис відображено повне переміщення колеса, яке має ділянку холостого ходу та довжину запресовування. Лінія діаграми має характерні ділянки: – ОА – ділянка холостого ходу (становить від 14 мм до 20 мм); – точка А визначає початок фактичного пресування, у цьому разі початкове зусилля запресовування відраховано з моменту подолання силового порога, який становить 30,0 кН ( 3,0 тс) ; – АБ – ділянка плавного наростання зусилля під час запресовування; – точка Б – закінчення процесу запресовування, ордината якої визначає зусилля під час закінчення процесу запресовування з урахуванням зусилля холостого ходу. Кінцеве зусилля запресовування визначають як різницю зусилля в точці Б і зусилля холостого ходу – 30,0 кН ( 3,0 тс) ; – СД – ділянка на лінії абсцис, яка відображає довжину сполучення колеса з віссю, та є різницею між повним переміщенням СО та холостим ходом ДО. Значення вимірювань, які отримано під час запресовування, виводять на дисплей преса і паперовий носій, а також зберігають в електронній базі даних. 15.17 Залежно від якості оброблення посадочних поверхонь та інших причин види діаграми запресовування можуть мати відхил від встановленої форми. Порядок визначення якості (придатності) пресових з’єднань, діаграми яких мають відхил від нормальної форми, наведено в таблиці 15.1.
Таблиця 15.1 Оцінка форми діаграми запресовування
Последнее изменение этой страницы: 2019-04-21; Просмотров: 500; Нарушение авторского права страницы Главная | Случайная страница | Обратная связь | ||||||