|
Архитектура Аудит Военная наука Иностранные языки Медицина Металлургия Метрология Образование Политология Производство Психология Стандартизация Технологии |
|
|
Архитектура Аудит Военная наука Иностранные языки Медицина Металлургия Метрология Образование Политология Производство Психология Стандартизация Технологии |
Работа в механической мастерскойСтр 1 из 6Следующая ⇒
Донецк 2004
УДК 621.73 (071)
Методические указания к практическим занятиям в механической учебной лаборатории-мастерской / Сост.: В.И. Гребенников, Ю.А. Сапронов, С.Ю.Пасечник / Донецк: ДонНТУ 2004.-
Отражены цели и задачи практических занятий во время первой технологической практики, описаны структура и содержание работ, выполняемых в механической учебной лаборатории-мастерской. Представлены методические рекомендации по подготовке к работам, описана последовательность операций при выполнении задания. Предназначены для студентов всех специальностей.
Работа в механической мастерской Настоящие методические указания разработаны применительно к условиям Донецкого Национального технического университета и предназначены для студентов всех специальностей, проходящих учебную практику. Основной целью учебной практики в механической мастерской является ознакомление с основными способами станочной обработки металлов резанием, приобретение навыков обращения с металлорежущими станками и инструментами, самостоятельное выполнение работ по чертежам. Обучение в мастерской ведется по следующему плану: - на вводном занятии студенты изучают правила техники безопасности при работе на металлорежущих станках, знакомятся с оборудованием, инструментом и организацией рабочего места, получают необходимые сведения о технологическом процессе механической обработки, точности обработки и качестве обработанной поверхности, изучают принципы рационального выбора режима резания; - во время второго занятия студенты осваивают основные рабочие приемы токаря (приемы установки и закрепления заготовок и инструмента, приемы управления станком и измерения обрабатываемых деталей); - на последующих занятиях студенты осваивают основные токарные операции (продольное наружное точение, подрезание торцовых поверхностей, сверление, вытачивание канавок, отрезание, нарезание внутренней и наружной резьбы, обтачивание конических и фасонных поверхностей), знакомятся с работой на сверлильных и фрезерных станках, выполняют комплексные работы по изготовлению деталей.
2. Основные технологические термины
Технология – это наука о наиболее экономичных способах и процессах производства сырья, материалов и изделий.
Отходы – это остаток сырья или материала, которые не могут быть использованы в процессе производства планируемого вида продукции.
Потери – это количество исходного сырья или материалов, которое безвозвратно теряется в процессе изготовления продукции.
Производственный процесс – это совокупность всех действий людей и орудий труда, применяемых на данном предприятии, для изготовления или ремонта выпускаемых изделий.
Технологический процесс – часть производственного процесса, содержащая действия по изменению состояния предмета труда (размеров, физических свойств, структуры или состояния изготавливаемой детали).
Операция – это законченная часть технологического процесса, выполняемая на одном рабочем месте и характеризуемая постоянством предмета труда, орудий труда и характером воздействия на предмет труда. Установка – часть операции, выполняемая при неизменном закреплении обрабатываемой заготовки или нескольких одновременно обрабатываемых заготовок.
Позиция – каждое из различных положений детали (или инструмента) относительно станка при неизменном ее закреплении (изменение положения детали вследствие ее рабочего движения при этом в расчет не принимается).
Переход – часть технологической операции (установки, позиции), выполняемая: а) над одним участком (или определенной совокупности участков) поверхности; б) одним инструментом (или набором нескольких одновременно работающих инструментов) при неизменном режиме обработки.
Проход – каждый из нескольких одинаковых непосредственно следующих друг за другом переходов.
Технологическая карта – основной производственный документ, заполняемый на каждую деталь. В технологической карте нумеруются операции, установки, позиции и переходы, причем нумерация переходов начинается с начала для каждой операции (но не для каждой установки и позиции). Наименование переходов является кратким перечислением работ, которые в него входят. Эти перечисления делают обычно в виде глагола повелительной формы: «Проточить 80 начерно», «Подрезать торец» и т.д. В этой карте записывают оборудование, инструмент, приспособления, режимы обработки и время.
Операционная технологическая карта содержит те же сведения, что и технологическая, но в отличие от последней составляется не на детали, а на отдельную операцию. Обычно операционные карты пишутся достаточно подробно и всегда снабжаются операционными эскизами.
Правила техники безопасности
Для начала работы необходимо: 1) привести в порядок рабочую одежду и рабочее место (застегнуть рукава, заправить одежду так, чтобы не было свисающих концов, убрать волосы под головной убор – берет, косынку, убрать все лишние предметы со станка); 2) прослушать инструктаж мастера; 3) убедиться в исправности механизмов станка на холостом ходу, проверить состояние инструментов, приспособлений, ограждений и заземляющих устройств; 4) об обнаруженных неисправностях немедленно заявить мастеру и без его разрешения самостоятельно к ремонту не приступать. 5) Во время работы следует: 6) перед установкой заготовки протереть патрон для удаления масла; 7) не оставлять ключ в патроне после закрепления, снятия заготовки; 8) не наращивать рукоятки ключей и не применять подкладок между зевом ключа и головкой болта или гайкой; 9) надежно и жестко закреплять заготовку и инструмент на станке: - заготовка должна входить в патрон не менее чем на 25 мм; - заготовки длиной более 2-х диаметров закреплять с поддержкой задним центром; - вылет резца не должен превышать 1, 5 высоты его державки; - для регулирования высоты резца применять только специальные подкладки в количестве не более 2-х штук; - резец крепить не менее чем двумя винтами; 10) не работать на станке в рукавицах и с забинтованными руками; 11) использовать защитные очки или защитный экран; 12) применять режимы резания, указанные в операционной карте; 13) перед включением двигателя станка выключить все рычаги управления; 14) во избежание поломок инструмента применять правильные приемы работы: - включать сначала вращение шпинделя, а затем подводить инструмент к вращающейся заготовке до плавного их соприкосновения; - перед остановкой станка выключить сначала подачу, отвести режущий инструмент от заготовки, а затем выключить вращение шпинделя; 15) при возникновении вибраций остановить станок и принять меры к их устранению проверить крепление инструмента и заготовки, изменить по согласованию с мастером режим резания; 16) не проводить замеры заготовок во время их вращения; 17) не тормозить вращение шпинделя нажимом на вращающиеся части станка; 18) выключать электродвигатель при смене инструмента, установке и снятии заготовки; 19) не облокачиваться на станок во время работы; 20) удалять стружку только специальными крючками и щетками; 21) не оставлять работающий станок без присмотра даже на короткое время; 22) вытирать руки только чистой ветошью, а не той, которая использовалась для вытирания станка. По окончании работы необходимо: 23) выключить электродвигатель станка, снять инструмент, заготовку, приспособления; 24) привести в порядок рабочее место, убрать стружку, сложить в отведенное место инструмент, заготовки и приспособления; 25) смазать трущиеся части станка; 26) сдать мастеру станок, готовые детали и техническую документацию, сообщить о замеченных недостатках.
Виды заготовок и методы обработки металлов резанием Виды заготовок
Технологические процессы получения заготовок определяются технологическими свойствами материала, конструктивными формами и размерами детали и программой выпуска. В действующем производстве учитываются возможности заготовительных цехов (наличие соответствующего оборудования); оказывают влияние плановые сроки подготовки производства (проектные работы, изготовление штампов, моделей, пресс-форм). Главным при выборе заготовки является обеспечение заданного качества готовой детали при ее минимальной себестоимости. Себестоимость детали определяется суммированием себестоимости заготовки по калькуляции заготовительного цеха и себестоимости ее последующей обработки до достижения заданных требований качества по чертежу. Выбор заготовки связан с конкретным технико-экономическим расчетом себестоимости готовой детали, выполняемым для заданного объема годового выпуска с учетом других условий производства. При проектировании технологического процесса механической обработки для конструктивно сложных деталей важно иметь данные о конфигурации и размерах заготовки и, в частности, о наличии в заготовке отверстий, полостей, углублений, выступов. При выборе заготовки для заданной детали назначают метод ее получения, определяют конфигурацию, размеры, припуски на обработку и формируют технические условия на изготовление. По мере усложнения конфигурации заготовки, уменьшения напусков и припусков, повышения точности размеров и параметров расположения поверхностей усложняется и удорожается технологическая оснастка заготовительного цеха и возрастает себестоимость заготовки, но при этом снижается трудоемкость и себестоимость последующей механической обработки заготовки, повышается коэффициент использования материала. Заготовки простой конфигурации дешевле, т.к. не требуют при изготовлении сложной и дорогой технологической оснастки, однако такие заготовки требуют трудоемкой последующей обработки и повышенного расхода материала. Заготовки для машиностроительных деталей бывают литые, сварные, полученные обработкой давлением. Прогрессивными являются сварно-литые заготовки. Применять их наиболее целесообразно, когда при изготовлении цельнолитой заготовки наблюдается большой литейный брак из-за нетехнологичности конструкции, когда лишь отдельные части заготовки, работающие в особо трудных условиях, требуют применения более дорогих металлов или сложной обработки.
4.2. Методы обработки металлов резанием
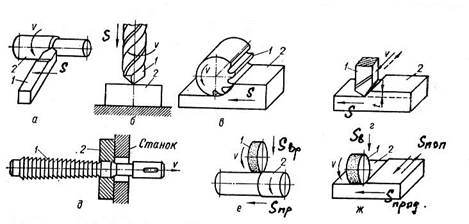
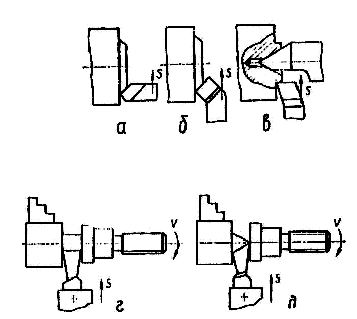
Обработка деталей на металлорежущих станках выполняется в результате того, что обрабатываемая заготовка и режущий инструмент совершают рабочие движения, при которых инструмент снимает стружку с одной или одновременно с нескольких поверхностей. При этом получают наружные или внутренние цилиндрические, конические, плоские и фасонные поверхности. Для любого процесса резания можно составить схему обработки. На схеме условно изображают обрабатываемую заготовку, ее установку и закрепление на станке, закрепление и положение инструмента относительно заготовки, а также рабочие движения резания. Инструмент показывают в положении, соответствующем окончанию обработки поверхности заготовки. Обработанную поверхность на схеме выделяют другим цветом или утолщенными линиями. Ниже приведены схемы различных видов обработки заготовок (рис. 1).
Рис. 1. Схемы основных методов обработки резанием а – точение; б – сверление; в – фрезерование; г – строгание; д – протягивание; е, ж – шлифование. Оборудование и инструмент Токарные станки
В этой группе станков в качестве основного технологического метода обработки используется точение. В парке станков промышленности Украины они составляют около 30%.
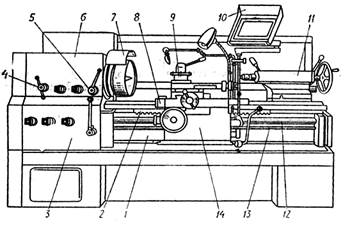
Рис.2 Основные части токарно-винторезного станка 16К20 Основные части токарно-винторезного станка (рис. 2) следующие: станина 1, передняя 6 и задняя 11 бабки, коробка подач 3, суппорт 8. Станина предназначена для закрепления на ней неподвижных и перемещения подвижных частей станка. Она выполнена в виде балки коробчатой формы. На верхней (лицевой) ее части имеются направляющие — наиболее ответственная часть станины, по которым перемещаются суппорт и задняя бабка. На левой стороне станины закреплены передняя бабка и коробка подач. Передняя бабка передает заготовке вращательное движение. В передней бабке размещены: - главный вал — шпиндель, вращающий заготовку, - коробка скоростей, от которой шпиндель получает движение с необходимой частотой вращения. Шпиндель имеет сквозное отверстие Æ 52мм, сквозь которое можно пропускать прутковую заготовку. Отверстие в передней части шпинделя коническое — для установки переднего центра, который поддерживает левый конец заготовки. Коробка скоростей дает 22 различных варианта частот вращения шпинделя в пределах 12, 5—1600 об/мин. Нужное положение рукояток 4, 5, отвечающее необходимой частоте вращения шпинделя, определяют по таблице, укрепленной на передней стенке корпуса передней бабки.
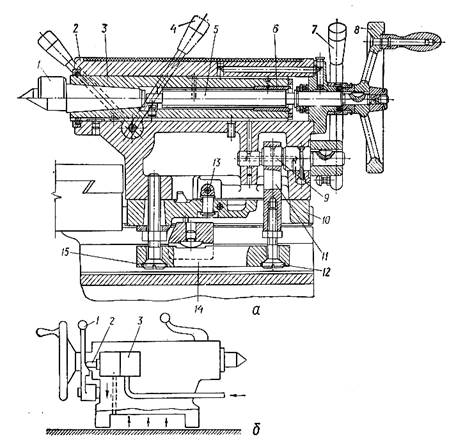
Рис.3.Устройство задней бабки станка 16К20 а-общее устройство; б-пневматическое устройство
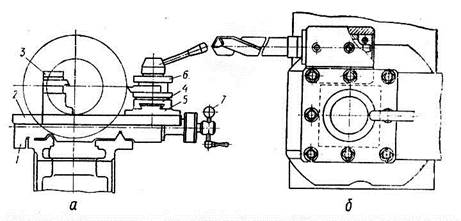
Задняя бабка (рис. 3, а) предназначена для поддержания с помощью центра 1 правого конца заготовки, а также для закрепления в коническом отверстии пиноли 3 сверла, зенкера или развертки соответственно при сверлении, зенкеровании или развертывании отверстий в заготовке. Плита 10 имеет пазы, которые ее направляют по направляющим станины, и, таким образом, задняя бабка может вручную перемещаться вдоль станины и закрепляться в нужном положении рукояткой 7 с помощью эксцентрика 9, тяги 11 и башмака 14. Степень ее закрепления регулируется винтами 12 и 15. Пиноль 3 с помощью маховика 8, винта 5 и запрессованной в нее гайки 6 может перемещаться в отверстии корпуса 2. Необходимый вылет пиноли с центром 1 фиксирует рукоятка 4. Корпус задней бабки можно смещать относительно плиты 10 в поперечном направлении винтовой парой 13, что бывает необходимо при настройке станка на обтачивание длинных конических поверхностей. Задняя бабка имеет пневматическое устройство (рис. 3, б), которое создает между станиной и задней бабкой воздушную подушку, облегчает ее перемещение по станине и снижает износ направляющих. Из воздушной магистрали сжатый воздух попадает под заднюю бабку при нажиме укрепленным на рукоятке 1 кулачком на толкатель 2 клапана 3. Коробка подач (рис. 2) является составной частью механизма подач. С ее помощью быстро настраивают станок на нужную величину продольной или поперечной подачи или определенный шаг при нарезании резьбы. Механизм коробки подач получает движение от шпинделя через гитару сменных зубчатых колес и передает его ходовому винту 12 или ходовому валу 13, от которых через механизмы фартука оно передается суппорту 8. Рис.4 . Схема суппорта станка 16К20(а) и держатель центрового инструмента (б)
Суппорт служит для закрепления в установленном на нем резцедержателе 6 инструментов и ручного или автоматического их перемещении относительно заготовки. Он (рис. 4, а) состоит из продольных 1 и поперечных 2 салазок, поворотного круга 5, выполненного за одно целое с направляющими, по которым перемещается резцовая каретка (верхняя каретка) 4, ичетырехгранного резцедержателя 6. Продольные салазки, а, следовательно, и весь суппорт могут перемещаться автоматически или вручную по направляющим станины. Поперечные салазки перемещаются по поперечным направляющим продольных салазок при вращении винта поперечной подачи, на конец которого насажена рукоятка 7. Винт может вращаться вручную с помощью рукоятки 7 или автоматически. Резцовые салазки можно перемещать по направляющим только вручную. Поворотный круг 5 вместе с резцовыми салазками можно поворачивать вокруг вертикальной оси на любой угол в пределах ±90° и закреплять в этом положении, что бывает необходимо при обработке конических поверхностей. На поперечных салазках может быть установлен задний резцедержатель 3, который используют для прорезания канавок. Станок снабжен держателем центрового инструмента (рис. 4, б): сверл, зенкеров, разверток и др. Он устанавливается соответствующим образом в резцедержателе, и помещенный в нем инструмент может быть использован при обработке отверстий с механической и ручной подачами. К продольным салазкам суппорта прикреплен фартук 14 (рис. 2), в котором размещены механизмы преобразования вращательного движения ходового винта и ходового вала в продольное перемещение суппорта, а также вращательного движения ходового винта в поперечное перемещение поперечных салазок. Для обеспечения безопасности работающего станок снабжен кожухом ограждения патрона 7 и защитным откидным экраном 10, защищающим от разлетающейся стружки.
Сверлильные станки
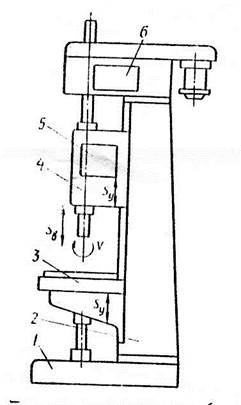
Сверлильные станки предназначены для обработки цилиндрических и конических, сквозных и глухих отверстий сверлами, зенкерами, развертками и другими инструментами, а также для нарезания резьб. На вертикально-сверлильных станках обрабатывают заготовки, у которых оси отверстия и вращения инструмента совмещают, перемещая заготовку относительно шпинделя станка. Основными данными этих станков являются: наибольший диаметр сверления, номер конуса шпинделя и его вылет, расстояние от шпинделя до стола. Общий вид вертикально- сверлильного станка 2А150 показан на рис. 5.
Рис. 5. Общий вид вертикально - сверлильного станка 2А150.
Станок состоит из фундаментной плиты 1, станины 2, коробки скоростей 6, коробки подач 5, расположенной в кронштейне 4 и стола 3, на котором устанавливают заготовку.
Фрезерные станки
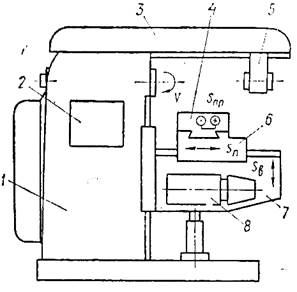
Фрезерные станки предназначены для обработки резанием различных поверхностей многолезвийным инструментом – фрезами самых разнообразных типов и конструкций. На фрезерных станках обрабатывают различные плоскости, фасонные поверхности, прорезают прямые и винтовые канавки и пазы. На рис. 6 показан общий вид горизонтально-фрезерного станка 6Р82.
Рис. 6. Общий вид горизонтально-фрезерного станка 6Р82. Станок состоит из станины с фундаментной плитой 1, консоли 7, поперечных салазок 6 со столом, хобота 3, подвесок (одной или двух) 5. Внутри станины размещена коробка скоростей 2, а внутри консоли – коробка подач 8. Главным движением служит вращение шпинделя. По вертикальным направляющим может перемещаться консоль, осуществляя вертикальную подачу Sв, а по направляющим консоли – поперечные салазки, осуществляя поперечную подачу Sп. Заготовку устанавливают (закрепляют) на столе станка, который, перемещаясь по направляющим поперечных салазок, осуществляет продольную подачу Sпр. Подвеска подшипником служит для поддержания конца установленной в шпинделе станка длинной оправки с фрезой. В зависимости от длины оправки подвеса может перемещаться по направляющим хобота.
Строгальные станки
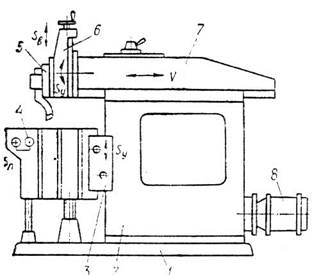
Обработка поверхностей строганием осуществляется при наличии двух движений: прямолинейного возвратно-поступательного главного движения резца или заготовки в горизонтальной плоскости и прерывистого поступательного движения резца или заготовки, перпендикулярного направлению главного движения. При строгании процесс резания прерывистый и стружка срезается только при прямом (рабочем) ходе. Наличие холостого хода увеличивает длительность обработки. Строгальные станки подразделяют на два основных типа: продольно-строгальные, на которых обрабатывают преимущественно средние и крупные по размеру заготовки; поперечно-строгальные, предназначенные для обработки заготовок при длине строгания до 1000 мм. На рис. 7 показан общий вид поперечно-строгального станка 7Б35
Рис. 7. Общий вид поперечно-строгального станка 7Б35.
Станина 2 с фундаментной плитой 1 имеет горизонтальные направляющие, по которым перемещается ползун 7 с суппортом 6, совершающим плавное движение. В суппорте смонтирована откидная планка 5 с резцедержателем. Во время рабочего хода планка упирается в опорную плоскость, и резец срезает стружку. При обратном ходе резец своей вершиной цепляется за обработанную поверхность и откидная планка откидывается. Станина станка имеет вертикальные направляющие, перемещаясь по которым траверса 3 может быть установлена на необходимой высоте. Перемещаясь периодически в интервале между холостым и рабочим ходом по горизонтальным направляющим траверсы, стол 4 с закрепленной не нем заготовкой совершает горизонтальную (поперечную) подачу Sп. Ползун 7 приводится в движение от электродвигателя 8. Металлорежущий инструмент
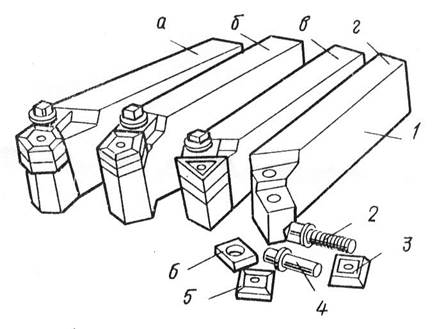
Рис.8. Типы токарных резцов По расположению главной режущей кромки резцы подразделяют на правые и левые. Правым называют резец 2(рис.8), у которого главная режущая кромка расположена со стороны большого указательного пальца правой руки, наложенной ладонью так, чтобы пальцы были направлены к вершине резца. При точении такими резцами (9, 11) стружка срезается с заготовки при перемещении суппорта справа налево. Левым называют резец 1, у которого главная режущая кромка расположена со стороны большого пальца левой руки, наложенной на резец так, чтобы пальцы были направлены к вершине резца. Левые резцы 1 и 4 работают при подаче слева направо. По расположению оси головки резца в плане относительно оси его тела различают прямые 1…8, 10, 11, 15 и отогнутые 9, 12…14. По характеру обработки, для которой они предназначены, различают резцы черновые и чистовые. По назначению (виду обработки) различают: проходные, подрезные, отрезные, расточные, резьбовые, канавочные, фасонные резцы. Применение резцов различных типов. Проходные резцы предназначены для обтачивания внешних поверхностей. Проходные прямые или упорные с главным углом в плане j = 90° (рис. 8) применяют для обработки наружных или торцовых поверхностей. Проходной отогнутый резец 9 более универсален. Этим резцом при неизменном его положении можно обрабатывать, например, цилиндрическую поверхность и подрезать торец (рис. 9). Проходные упорные резцы с главным углом в плане j = 90° часто применяют при обработке ступенчатых валиков или других деталей, у которых обработка наружной поверхности должна быть закончена подрезкой небольшого уступа. Для чистовой обработки применяют резцы двух типов: резцы 7 с закругленной вершиной и широкие чистовые резцы 8 с прямолинейной главной режущей кромкой. Первые применяют для сравнительно небольших, а вторые — для больших поверхностей заготовок. Подрезные резцы предназначены; для обработки.торцов. Так, на рис. 9 показана подрезка торца вблизи центра задней бабки; чтобы подрезать торец полностью, центр делают срезанным.
Отрезные резцы 3 (рис. 8) применяют для разрезания материала. Длина головки этих резцов должна быть несколько большей радиуса разрезаемой заготовки. Толщина головки уменьшается по направлению к телу резца, чтобы уменьшить трение между вспомогательными режущими кромками и торцовыми плоскостями, образующимися при разрезании материала. Расточные резцы предназначены для растачивания сквозных и глухих отверстий. Для растачивания сквозных отверстий применяют резцы 12 с углом j = 60°, а для растачивания глухих отверстий — резцы 13 с углом j = 95°. Резьбовые резцы 10 и 14 применяют для нарезания соответственно наружных и внутренних резьб. Форма режущей части резца должна отвечать профилю нарезаемой резьбы. Например, главные режущие кромки резца 10 для нарезания метрической резьбы затачивают под углом 60°. Канавочные резцы применяют для прорезания канавок различного профиля (рис. 8): прямоугольных (резец 5), трапецеидальных (резец 6) и др. Фасонными резцами 15 обрабатывают фасонные поверхности. Профиль режущей кромки фасонного резца (рис. 8)должен отвечать профилю обрабатываемой поверхности. Фасонные резцы затачивают только по передней поверхности, поэтому профиль режущей кромки после затачивания остается неизменным. В практике широко используются резцы с многогранными неперетачиваемыми пластинками твердого сплава (рис. 10). Пластинка насаживается с зазором на штифт 3, запрессованный в корпус резца. Крепится пластинка клином и винтом и дополнительно прижимается к опорной поверхности корпуса усилием резания. При затуплении лезвия пластинка освобождается, поворачивается так, чтобы в рабочее положение становилась следующая грань, и закрепляется. На переточку резец поступает тогда, когда будут затуплены все грани.
Рис. 10. Резцы с многогранными пластинками: а—с шестигранной; б—с пятигранной в — с трехгранной; г — с четырехгранной; 1 – державка (сталь 40Х); 2—винт (сталь 45); 3 – клиновидная пластинка (сталь 45); 4 — ось (сталь 45); 5 — режущая пластинка (твердый сплав); 6—подкладка (твердый сплав)
Рис.11. Типы сверл. - перовые (рис.11, а), представляющие собой стержень или закрепленную в оправке пластинку с режущими кромками, заточенными под углом 2j=80…150°. Применяют их сравнительно редко, преимущественно при сверлении отверстий в твердых поковках и отливках, обработке ступенчатых отверстий; - спиральные (рис. 11, б), которые широко используют при работе на сверлильных, токарных, револьверных и других металлорежущих станках; - сверла для глубокого сверления, однолезвийные (рис. 11, в) и двухлезвийные (рис.11, г), используемые при сверлении отверстий, глубина которых превышает диаметр в 5 и более раз; - центровочные (рис. 11, д), предназначенные для образования центровых гнезд в заготовках, обрабатываемых на станках в центрах; - сверла для кольцевого сверления (рис. 11, е), применяемые для сверления глубоких отверстий, диаметр которых превышает 75 мм. При сверлении кольцевым сверлом в стружку отходит только узкая кольцевая часть материала, а оставшаяся сердцевина может быть использована.
Основные типы зенкеров. В зависимости от назначения различают следующие основные типы зенкеров: - спиральные (рис. 12, а, б), предназначенные для обработки сквозных цилиндрических отверстий; - цилиндрические с направляющей цапфой (рис. 12, в), предназначенные для обработки торцов, прилегающих к отверстиям, или отверстий под цилиндрические головки винтов; - конические зенковки (рис.12, г, применяемые для получения конических углублений под головки винтов, центровых гнезд, снятия фасок и др.
Рис. 12. Типы зенкеров
Основные типы разверток.
Развертки предназначены для получения точных и чистых отверстий и применяются после предварительной обработки отверстий сверлом, зенкером или расточным резцом. В зависимости от способа применения развертки подразделяют на ручные и машинные. Машинные развертки используют при развертывании отверстий на сверлильных, токарных, револьверных и других станках.
Рис. 13. Конструктивные элементы развертки
Развертка (рис.13) состоит из рабочей части 1, шейки 2 и хвостовика 3. Рабочая часть, в свою очередь, состоит из режущей 6 и калибрующей 5 частей. Хвостовик 4 предназначен для крепления машинных разверток в шпинделе станка. По конструктивным особенностям развертки, как и зенкеры, разделяются на хвостовые и насадные, цельные и с вставными ножами. По форме обрабатываемого отверстия различают развертки цилиндрические, конические и ступенчатые.
Рис. 15. Основные типы фрез
Классифицируют фрезы по следующим признакам: а) по форме зуба различают фрезы с прямыми, винтовыми и разнонаправленными зубьями; б) по форме задней поверхности зуба фрезы делят на острозаточенные и затылованные; в) по способу крепления различают фрезы концевые с коническим или цилиндрическим хвостовиком, насадные с отверстием и закрепляемые на оправке. Цилиндрические фрезы (рис. 15, а) применяют для обработки плоскостей.. Цилиндрические фрезы выполняют с прямым или винтовыми зубьями. Дисковые фрезы (рис. 15, б) применяют для обработки уступов и пазов. Они бывают пазовыми, двухсторонними и трехсторонними. Ширина Вф пазовой фрезы определяет ширину паза. Двухсторонние дисковые фрезы, кроме зубьев на цилиндрической поверхности, имеют зубья на одном торце. У трехсторонней дисковой фрезы зубья расположены на цилиндрической поверхности и обоих торцах. Концевые фрезы (рис.15, в) используют для обработки плоскостей, уступов, пазов, а также в фасонных поверхностей. Их изготавливают с цилиндрическим или коническим хвостовиком, который закрепляют в шпинделе фрезерного станка. Зубья на наружной цилиндрической поверхности выполняют аналогично зубьям цилиндрических фрез, а на торцевой поверхности – аналогично торцевым зубьям дисковых фрез. Конусные фрезы подразделяют на концевые обыкновенные со спиральным зубом, концевые шпоночные, концевые для Т-образных пазов и др. Торцовые фрезы (рис.15, г, д) применяют для обработки плоскостей, уступов и пазов. У этих фрез зубья, а следовательно, и режущие кромки расположены на торцовой и цилиндрической поверхностях. Фасонные фрезы (рис. 15, е) используют для фрезерования фасонных поверхностей. Отрезные и прорезные фрезы (рис.15, ж) применяют для отрезки заготовок и прорезания пазов, например, в винтах под отвертку.
Рис. 17. Трёхкулачковый самоцентрирующий патрон 1- кулачёк; 2 – корпус патрона; 3 – коническое зубчатое колесо с квадратными гнездом.
Установка и закрепление резцов в резцедержателе.
1. Вращая маховик продольной подачи, переместить суппорт к задней бабке так, чтобы устанавливаемый резец находился примерно напротив вершины заднего центра (см. рис. 18) 2. Вращая правой рукой торцовый ключ 1, отвернуть крепёжные винты 2 резцедержателя так, чтобы можно было свободно вставить резец (рис. 18) 3. Очистив опорную поверхность резца и резцедержателя, вставить резец в резцедержатель перпендикулярно оси центров так, чтобы вылет резца (от края опорной поверхности резцедержателя) не превышал 1..1, 5 высоты его державки. 4. Вращением рукоятки винта поперечных салазок суппорта подвести резец к центру задней бабки и определить положение вершины резца относительно вершины центра.
Рис. 18. Установка и закрепление резца в резцедержателе
5. При необходимости совместить их по высоте путём установки под резец не более двух подкладок (3) соответствующей толщины. Подкладки должны иметь параллельные и хорошо обработанные поверхности и не должны по длине и ширине выходить за пределы опорной поверхности резцедержателя. 6. Закрепить резец предварительно не менее чем двумя винтами 2 и вторично проверить правильность установки резца относительно оси центров (см. рис. 18) 7. Закрепить резец окончательно. 8. Правой рукой резким толчком с последующим замедленным движением повернуть зажимную рукоятку 4 резцедержателя против часовой стрелки. 9. Повернуть резцедержатель против часовой стрелки на 180° и закрепить поворотом рукоятки 4 с нарастающим усилием по часовой стрелке. 10. Установить второй резец в резцедержатель, соблюдая описанный выше порядок. 11. Отвести поперечные салазки суппорта от заднего центра, вращая двумя руками ключ, отвернуть крепёжные винты 2, снять резцы и подкладки.
Управление суппортом
Цель этих упражнений - приобретение навыков уверенного управления рукоятками продольного и поперечного перемещения суппорта, выработка ощущения зависимости между величиной подачи резца и величиной и направлением поворота рукоятки суппорта. Рекомендуется следующий порядок выполнения упражнений: 1. Установить и закрепить в патроне заготовку типа ступенчатого вала. 2. Установить и закрепить проходной упорный резец в резцедержателе. 3. Вращением маховика продольной подачи суппорта, а затем поперечной подачи подвести резец к правому торцу заготовки. 4. Равномерным вращением рукоятки поперечной подачи сначала одной правой рукой, а затем двумя руками одновременно, медленно подавать салазки к оси центров и обратно так, чтобы резец перемещался вдоль торца заготовки. Упражнение выполнять несколько раз, добиваясь равномерной подачи резца, несмотря на перехват рукоятки руками при ее вращении. При этом следует запомнить, на какое расстояние переместился резец при повороте рукоятки на пол-оборота, полный оборот, два оборота. 5. Определить цену деления лимба винта поперечной подачи, для чего установить лимб на нуль или запомнить деление на кольце лимба, совпадающее с риской. Левой рукой приставить к торцу поперечных салазок измерительную линейку, а правой рукой сделать десять оборотов рукояткой поперечной подачи. Измерить длину перемещения по линейке и определить цену одного деления лимба. 6. Переместить поперечные салазки по лимбу на расстояние 1; 1, 5; 2; 3 и 5 мм с возвратом после каждого перемещения в исходное положение. При этом необходимо учитывать зазор между винтом и гайкой (" мертвый ход" винта). Это значит, что подводить к риске требуемое деление лимба всегда нужно только правым вращением рукоятки. При ошибочном повороте рукоятки на большую величину, необходимо сделать полный оборот в обратную сторону, а затем вращать рукоятку снова по часовой стрелке до требуемого деления по лимбу. 7. Равномерным и медленным вращением двумя руками маховика продольной подачи суппорта перемещать резец на расстоянии 1..1, 5 мм от торца-детали к первому уступу. Перехват маховика производить примерно через пол-оборота сначала левой рукой и затем правой. Популярное:
|
Последнее изменение этой страницы: 2016-03-15; Просмотров: 2297; Нарушение авторского права страницы