|
Архитектура Аудит Военная наука Иностранные языки Медицина Металлургия Метрология Образование Политология Производство Психология Стандартизация Технологии |
|
|
Архитектура Аудит Военная наука Иностранные языки Медицина Металлургия Метрология Образование Политология Производство Психология Стандартизация Технологии |
Условное обозначение сварных соединений
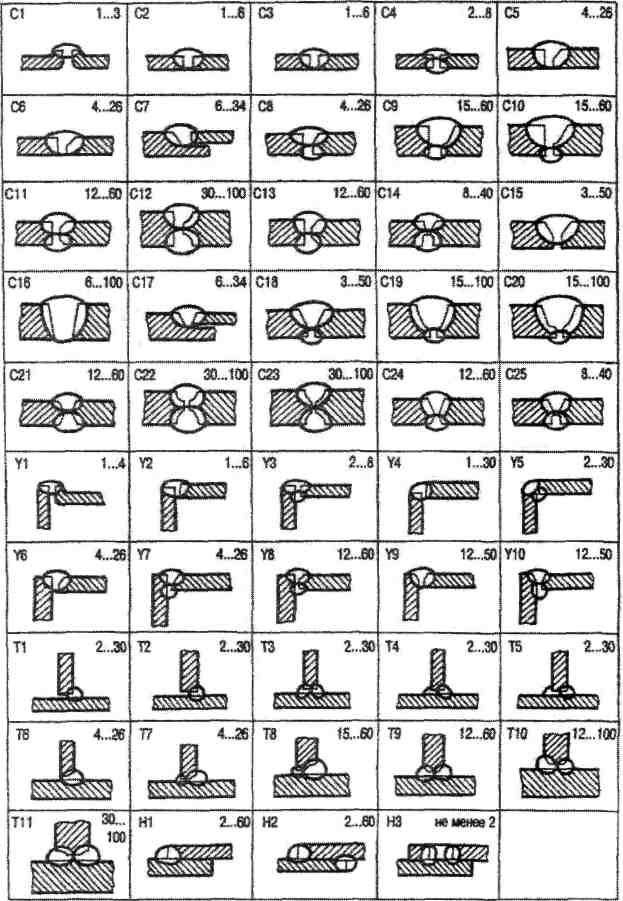
Детали, соединяемые сваркой, располагаются внахлестку Н, встык С, под углом У, в виде тавра Т. Выполняются соединения с отбортовкой двух кромок (в соединениях внахлестку), без скоса кромок, со скосом одной кромки, со скосом двух кромок. В условном обозначении шва наносят буквенно-цифровое обозначение вида соединения, формы подготовленных кромок и характера выполненного шва; способы сварки; виды и методы сварки.
Рисунок 1. Виды соединений С1 - шов с отбортовкой двух кромок, односторонний; С2 - без скоса кромок, односторонний; СЗ - то же, на остающейся или съемной подкладке; С4 - без скоса кромок, двусторонний; С5 - со скосом одной кромки, односторонний; С6 - то же, на остающейся или съемной подкладке; С7 - со скосом одной кромки, односторонний замковый; С8 - со скосом одной кромки, двусторонний; С9 - с криволинейным скосом одной кромки, двусторонний; СЮ - с ломаным скосом одной кромки, двусторонний, СП - с двумя симметричными скосами одной кромки, двусторонний; С12 - с двумя симметричными криволинейными скосами одной кромки, двусторонний; С13 - с двумя несимметричными скосами одной кромки, двусторонний; С14 - со скосом одной кромки с последующей строжкой, двусторонний; С15 - со скосом двух кромок, односторонний; С16 - то же, на остающейся или съемной подкладке; С17 - то же, замковый; С18 - со скосом двух кромок, двусторонний; С19 - с криволинейным скосом двух кромок, двусторонний; С20 - с ломаным скосом двух кромок, двусторонний; С21 - с двумя симметричными скосами двух кромок, двусторонний; С22 - с двумя симметричными криволинейными скосами двух кромок, двусторонний; С23 - с двумя симметричными ломаными скосами двух кромок, двусторонний; С24 - с двумя несимметричными скосами двух кромок, двусторонний; С25 - со скосом двух кромок с последующей строжкой, двусторонний. В таблице 1 приведены данные по стыковым сварным соединениям листовой стали Таблица 1. Стыковые сварные соединения листовой стали
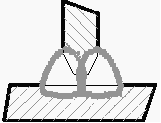
Обозначение способа сварки ГОСТ 5264-80 Р – ручная дуговая сварка ИН – в инертных газах неплавящимся электродом без присадочного материала; ИП – в инертных газах и их смесях с углекислым газом и кислородом плавящим электрод; УП – в углекислом газе и его смеси с кислородом плавящим электрод; ГОСТ 8713-80 АФ - автоматическая на весу; МФ – механическая на весу АФф - автоматическая на флюсовой подкладке; АФо – автоматическая на остающейся подкладке; МФо – механическая на остающейся подкладке; АФп – автоматическая на медном ползуне; АФк – автоматическая с предварительной подваркой корня шва; МФк – механическая с предварительной подваркой корня шва; Угловое соединение У1 - шов с отбортовкой одной кромки, односторонний; У2 - без скоса кромок, односторонний, впритык; УЗ - без скоса кромок, двусторонний, впритык; У4 - без скоса кромок, односторонний; У5 - то же, двусторонний; У6 - со скосом одной кромки, односторонний; У7 - то же, двусторонний; У8 - с двумя скосами одной кромки, двусторонний; У9 - со скосом двух кромок, односторонний; У10 - то же, двусторонний. В табл. 2 приведены данные по угловым сварным соединениям листовой стали. Таблица 2. Угловые сварные соединения листовой стали
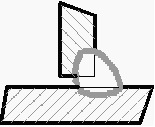
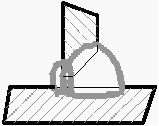
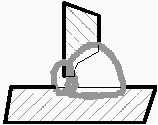
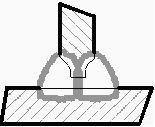
Обозначение способа сварки ГОСТ 5264-80 Р – ручная дуговая сварка ГОСТ 8713-80 АФш – автоматическая с предварительным наложением подварочного шва; МФш – механическая с предварительным наложением подварочного шва; Тавровые соединения: Т1 - шов без скоса кромок, односторонний; Т2 - то же, односторонний прерывистый; ТЗ - то же, двусторонний; Т4 - то же, двусторонний шахматный; Т5 - то же, двусторонний прерывистый; Т6 - со скосом одной кромки, односторонний; Т7- то же, двусторонний; Т8 - с криволинейным скосом одной кромки, двусторонний; Т9 - с двумя симметричными скосами одной кромки, двусторонний; Т10 - то же; Т11 - с двумя симметричными криволинейными скосами одной кромки, двусторонний. В табл. 3 приведены данные по тавровым сварным соединениям листовой стали Таблица 3. Тавровые сварные соединения листовой стали
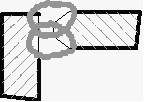
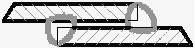
Обозначение способа сварки ГОСТ 5264-80 Р – ручная дуговая сварка; ГОСТ 8713-80 АФ - автоматическая на весу; МФ – механическая на весу; АФш – автоматическая с предварительным наложением подварочного щва. Соединения внахлест: HI - шов без скоса кромок, односторонний прерывистый; Н2 - то же, двусторонний; НЗ - с удлиненным отверстием, односторонний с несплошной заваркой. В табл. 4 приведены данные по нахлесточным сварным соединениям листовой стали. Таблица 4. Нахлесточные сварные соединения листовой стали.
Обозначение способа сварки ГОСТ 5264-80 - Р – ручная дуговая сварка; ГОСТ 8713-80 АФ - автоматическая на весу; МФ – механическая на весу. 2. Условные обозначения способов сварки Автоматическая: А - под флюсом без применения подкладок, подушек и подварочного шва; Аф - на флюсовой подушке; Ам - на медно-флюсовой подкладке; Ас - на стальной подкладке; Апш - с предварительным наложением подварочного шва; Апк - с предварительной подваркой корня шва; Ар - с ручной подваркой с одной стороны; Ан-3 - в защитных газах неплавящимся электродом - однофазная; Ан-Зтф - то же трехфазная; А-3 - плавящимся электродом в защитных газах; Ан-З/А-3 - первый проход неплавящимся электродом в защитных газах, последующие -плавящимся электродом в защитных газах. Полуавтоматическая: П - под флюсом без применения подкладок, подушек и подварочного шва; Пс - на стальной подкладке; Пр - с ручной подваркой; П-3 - в защитных газах плавящимся электродом; Пф - под флюсом; Ппш - с предварительным наложением подварочного шва; Ппк -с предварительной подваркой корня шва. Ручная электродуговая: Рн-3 - неплавящимся электродом в защитных газах; Рн-З/П-3 -первый проход неплавящимся электродом в защитных газах, последующая полуавтоматическая-плавящимся в защитных газах. Контактная электросварка: Кт - точечная; Кр - роликовая; Кв - рельефная; Кс - стыковая; Ксо - стыковая сплавлением; Ксс - стыковая сопротивлением. Электрошлаковая сварка: Шэ - проволочным электродом; Шм - плавящимся мундштуком; Шп - электродом большого сечения, соответствующим форме сечения сварного пространства. Электрозаклепочная сварка: ЭФЗ - под флюсом; ЭУФ - в углекислом газе; ЭПлЗ - в аргоне плавящимся электродом; ЭНн - в аргоне неплавящимся электродом. Электросварка: ИН - в инертных газах неплавящимся вольфрамовым электродом без присадочного материала; ИНп - та же, с присадочным материалом; ИП - в инертных газах и смесях с активными газами плавящимся электродом; УП - в углекислом газе плавящимся электродом; НГП - нагретьм газом с присадкой; ЭП - с экструдированной присадкой. Виды и методы сварки обозначают следующими буквами: Г - газовая; Э - электросварка дуговая; Ф - электросварка дуговая под флюсом; 3 - электросварка дуговая в защитных газах; Ш - электрошлаковая; Кт - контактная; Уз - ультразвуковая; Тр - трением; X - холодная; Пз - плазменная дуговая; Эл - электронно-лучевая; Дф - диффузионная; Лз - лазером; Вз - взрывом; И - индукционная; Гп - газопрессовая; Тм - термитная. |
Последнее изменение этой страницы: 2019-03-20; Просмотров: 2146; Нарушение авторского права страницы