|
Архитектура Аудит Военная наука Иностранные языки Медицина Металлургия Метрология Образование Политология Производство Психология Стандартизация Технологии |
|
|
Архитектура Аудит Военная наука Иностранные языки Медицина Металлургия Метрология Образование Политология Производство Психология Стандартизация Технологии |
Напряжения и деформации при сварке
Нагрев и плавление металла при сварке создают внутренние напряжения в металле и его деформацию, вызываемые следующими причинами: · неравномерным нагревом и распределением температур по сечению и длине сварного соединения; · литейной усадкой наплавленного металла; · структурными изменениями металла при охлаждении.
Эти сварочные напряжения и деформации являются собственными или остаточными напряжениями и деформациями металла, так как не зависят от приложения к нему внешних сил, а появляются в результате внутренних сил, возникших от сварки. Изменение механических свойств низкоуглеродистой стали в зависимости от нагрева и диаграмма ее зависимости от напряжений показаны на рис. 1. Как видно из рис. 1, а, σв сперва растет от нагрева, а с увеличением температуры резко падает, падает также ат и модуль упругости Е, растет относительное удлинение σ. На рис. 1,6 видно, что с увеличением напряжения сталь деформируется незначительно (удлиняется до 0,2 %) до предела упругости σу. При нагрузке до предела упругости сталь деформируется упруго и со снятием нагрузки восстанавливает прежние размеры и форму. Если же нагрузка будет незначительно увеличена за предел текучести ϭт, сталь будет удлиняться даже без увеличения нагрузки до 2 %, и эта деформация от 0,2 до 2 % будет уже не упругой, а пластической и останется при снятии нагрузки При дальнейшем увеличении нагрузки пластическая деформация стали будет возрастать вплоть до временного сопротивления ϭв , после чего сталь разрушится. Деформацию стали от 0,2 до 2,0 % называют площадкой текучести. Из приведенных графиков видно, какое большое значение для работы сварного соединения имеют неравномерная температура нагрева при сварке и возникающие при этом нагрузки. Нагрев стали при сварке резко снижает предел текучести, увеличивает удлинение, что вызывает необратимые пластические деформации и, как следствие, растягивающие и сжимающие напряжения в сварном соединении. Процесс этот идет непрерывно до окончания сварки соединения. На рис. 2 показаны характер деформаций стального листа при нагревании и охлаждении в процессе сварки и возникающие при этом продольные напряжения параллельно оси шва. При небольшой толщине стали 3—5 мм это сопровождается короблением листа, а при большей толщине коробление из плоскости постепенно уменьшается, но продольная (укорочение) шва и прилегающего металла остаемся. Наряду с продольными деформациями и напряжениями возникают поперечные, вызывающие поперечное укорочение деталей и угловую деформацию.
Рис. 1. Изменение механических свойств стали от температуры ( a), oт нагрузки (б).
Рис. 2. Характер деформации стального листа при сварке стыкового шва: а — удлинение l1, вызванное нагревом при сварке; б — укорочение l2 посла остывания; в — эпюры напряжений при сварке и после охлаждения; l0 первоначальный размер листа; l3 — размер после нагрева. Возникновению остаточных напряжений и деформаций способствует термическая усадка — уменьшение объема металла шва при его остывании и затвердевании. Усадка измеряется в процентах первоначального объема или линейных размеров: для низкоуглеродистой стали она составляет 2%; для алюминия 1,8%. Значительную роль в образовании напряжений в металле играют структурные превращения, происходящие при нагреве и затем при остывании металла шва и околошовной зоны. Эти превращения у низкоуглеродистой стали происходят при температуре выше 600°С, т.е. выше температуры предела упругости. Вследствие этого они не сопровождаются образованием напряжений, так как металл находится в пластическом состоянии и при изменении объема пластически деформируется. Возникновение напряжений при охлаждении наблюдается у легированных закаливающихся сталей, ввиду того что распад аустенита с образованием закалочных структур (мартенсита) у них происходит при более низких температурах (200— 350 °С), когда металл находится в упругом состоянии. Превращение в мартенсит сопровождается увеличением объема; прилегающий к нему металл будет испытывать растягивающие напряжения, а участки со структурой мартенсита — сжимающие. Если сталь недостаточно пластична, в приграничных между этими участками районах могут образовываться трещины, и для предупреждения их появления потребуются дополнительные технологические меры. Напряжения и деформации, возникающие от нагрева и остывания стального листа, наглядно можно показать при наплавке с большой скоростью валика на кромку полосы (рис. 3). На рис. 3, 6 видно, как деформировалась полоса непосредственно после наплавки валика еще до его остывания. Под влиянием тепла дуги и наплавки валика кромка удлинилась вместе с прилегающим металлом и заставила удлиниться и изогнуться остальную часть полосы 2, что вызвало в ней напряжения растяжения, а в полосе 1 напряжения сжатия. Эти напряжения вызовут в полосе 1 пластические деформации — после остывания она станет толше и короче первоначальных размеров. Пластические деформации в полосе 1 неизбежны, так как температура ее нагрева более 600°С, следовательно выше предела текучести. По мере охлаждения полосы 1 и валика полоса будет сокращаться, и ей в этом будет препятствовать полоса 2. В результате в полосе 2 возникнут напряжения сжатия, а в полосе 1 напряжения растяжения. На эпюре напряжений они заштрихованы. Незаштрихованная часть эпюры характеризует деформацию полосы 1 в пластическом состоянии. Общий вид полосы с наплавленным валиком на кромке показывает остаточные напряжения и деформации, вызванные сваркой. Напряжения в ней уравновешены, сумма напряжений растяжений (-) и сжатий (+) равна нулю.
Рис. 3. Напряжение и деформации при наплавке валика на кромку полосы: а — полоса; б - полоса после наплавки валика до остывания; в - полоса после остывания с эпюрой напряжений; 1 - часть полосы нагретая до температуры более 600; 2 - остальная част полосы; 3 - характер остаточных пластических деформации.
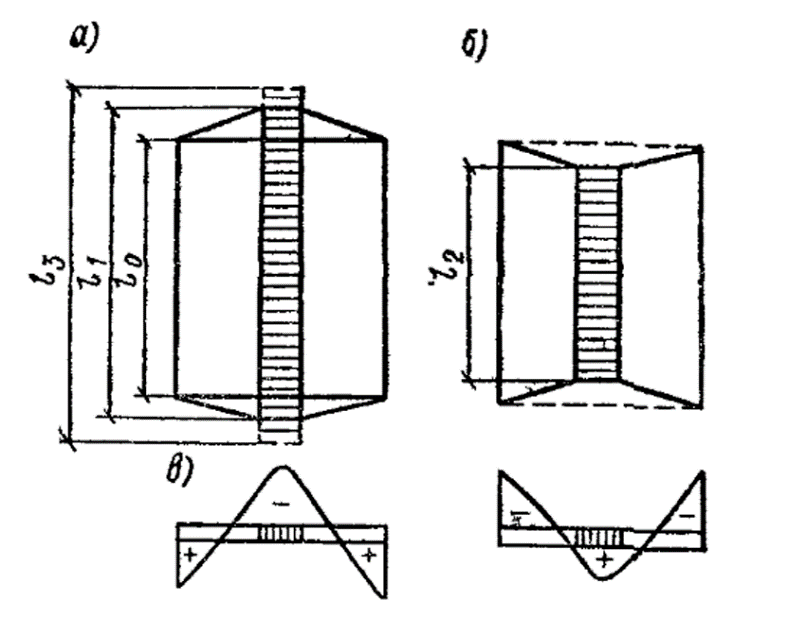
Рис. 4. Остаточные продольные напряжения при сварке двух полос (а), при сварке тавра (б).
Приведенный пример образования деформаций и напряжений при наплавке валика на кромку полосы характерен и для других конструкций. Если соединить две полосы стыковым швом (рис. 4, а), то в каждой полосе характер напряжений от сварки будет с некоторым допущением такой же, как при наплавке на ее кромку валика (рис. 3, в). Общая эпюра напряжений, приведенная на рис. 4, а, показывает, что в шве и прилегающем металле будут напряжения растяжения, равные пределу текучести, и пластические деформации растяжений, а в основном металле полос, не подвергавшемся нагреву выше 600 °С (температуры предела текучести) — только напряжения сжатия. Распределение напряжений зависит от ширины полос.
Рис. 5. Деформация стыка: из-за неправильной сварки на проход.
Рис. 6. Деформации и напряжения, вызванные неправильной сваркой: а - угловые деформации; |
Последнее изменение этой страницы: 2019-03-20; Просмотров: 603; Нарушение авторского права страницы