|
Архитектура Аудит Военная наука Иностранные языки Медицина Металлургия Метрология Образование Политология Производство Психология Стандартизация Технологии |
|
|
Архитектура Аудит Военная наука Иностранные языки Медицина Металлургия Метрология Образование Политология Производство Психология Стандартизация Технологии |
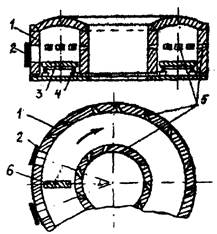
Печи с подвесным конвейером
Данные печи применяются в основном на заводах массового производства для нагрева под закалку деталей типа коленчатых валов двигателей и различных осей, а также для низкого отпуска цементованных или закаленных с индукционного нагрева деталей. В таких печах проходят старение закаленные алюминиевые изделия. На рис. 3.11 приведена схема низкотемпературной печи для отпуска или старения Металлический корпус 1 с ватной теплоизоляцией имеет окна загрузки 3 и выдачи 8 с наклоном в сторону цеха для уменьшения подсоса в печь холодного воздуха. Обогрев — электронагревателями 5. Часто печь снабжается вентиляторами и системой направляющих экранов, которые на данной схеме не показаны. Конвейер 2 представляет собой транспортную цепь, натянутую внутри печи на колеса приводные 6 и натяжные 4 с пружинным или гравитационным механизмом натяжения 7 я выходящую из печи. Чаше всего это часть цехового транспортного подвесного конвейера, связывающего печь с другими технологическими объектами термического цеха или участка, а иногда и со смежными механическими цехами. Детали висят на крючках или захватах конвейерной цепи.
Рис. 3.11. Электрическая печь СЕО с подвесным конвейером
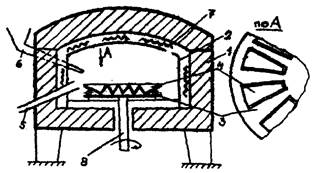
В печах для нагрева под закалку стальных деталей конвейер проходит над печью, имеющей по всей длине прорезь в своде для прохода через печь подвесок с деталями. Герметичность обеспечивается двумя параллельными песочными затворами, короба которых установлены на своде, а ножи закреплены на секционном металлическом экране конвейерной цепи. Рольганговые печи Существенными преимуществами рольганговых печей являются их универсальность и высокая производительность, достигающая 100 и более т/ч. Наибольшее применение они нашли на металлургических заводах для различных операций термической обработки стального проката и прессованных профилей цветных сплавов. Рольганговые печи активно конкурируют в настоящее время с печами толкательного и конвейерного типа на машиностроительных, предприятиях. Термическая обработка проводится на поддонах, которые примерно вдвое легче, чем в толкательных печах, где усилие толкателя передается на поддон. По сравнению с конвейерными и толкательными, рольганговые печи не имеют ограничений по длине, а срок службы роликов значительно выше, чем конвейеров, что существенно сокращает расход жаростойких материалов на единицу продукции. Температурный диапазон применения рольганговых печей достаточно широк, и его верхний предел достигает 1200 °С. В них проводятся нагрев под закалку, нормализацию, практически все виды отжига я отпуска, старение. Лишь для ХТО рольганговые печи практически не применяются из-за воздействия активных КА на материал роликов, приводящего к сокращению их срока службы. Кроме того, в этих печах по условиям работы рольгангового пода нежелательно проводить операции с длительными выдержками или общим (более 2 ч) циклом термической обработки. Конструкция рольгангового пода накладывает ограничения по минимальной длине поддонов и обрабатываемых прямо на рольганге деталей: они обязательно в любой момент времени должны опираться не менее, чем на три ролика. Ширина рольганговых печей ограничивается массой деталей (с поддонами), приходящейся на один ролик, конструкцией и скоростью вращения ролика в рабочем режиме, а также температурой печи. Обычно полезная ширина печи не превышает 3 м. Полезная высота определяется высотой нагреваемой садки и составляет 0,3...1 м при полной высоте рабочей камеры до 2 и более м. Длина печей колеблется от 3...10 м при электрообогреве до 200 ... 300 м при газовом обогреве. При этом в рольганговых печах широко применяются КА. Длина печи прямо связана с временем пребывания садки в печи, включая нагрев до заданной температуры и выдержку при ней. Исходя из этого, рольганговый под может работать в трёх режимах: − непрерывном, с постоянной скоростью вращения роликов только в одном направлении, что обеспечивает линейную скорость движения садки 0,01...0,02 м/с; − периодическом с кратковременными остановками на 1...120 с и последующим поворотом ролика не менее 0,25...0,5 оборота при скорости движения садки в печи 0,001 ...0,01 м/с и температуре не более 750 °С; − реверсивном, когда ролики поворачиваются с малой окружной скоростью на 1,5...2,5 оборота в одну сторону, останавливаются не более, чем на 12 с и снова поворачиваются на то же число оборотов, но уже в противоположную сторону, что обеспечивает неограниченное время пребывания садки в печи (продольное перемещение садки при загрузке, выдаче и продвижении из одной зоны печи в другую производится со скоростью 0,7... 1 м/с). Расчетная скорость V движения садки в печи определяется общим временем пребывания садки в печи τ, которое складывается из расчетного времени нагрева τнагр и технологической выдержки τвыд и длиной печи l: V = l/ τ При скорости V = 0,5...0,2 м/с применяется как реверсивный, так и непрерывный режим работы рольганга. Шаг между соседними роликами определяется минимальной длиной поддона или изделия и удельной нагрузкой на один ролик и составляет обычно 0,2... 1,5 м. Конструкции и расчет роликов и их приводов изложены в книге 3. К недостаткам рольганговых печей можно отнести повышенные потери тепла по статьям «тепловые короткие замыкания» и с охлаждающей водой». В боковых стенах в местах выхода осей роликов из печи (рис. 3.12) устанавливаются вставки из огнеупорных материалов, и теплоизоляция отсутствует, а сами оси являются теплостоками. К тому же цапфы роликов, а часто и их оси, при температуре выше 700 °С охлаждаются водой, расход которой из расчета 0,5 .2 м3/ч на один ролик может в больших печах достигать 500 и более м3/ч Рольганговые печи весьма условно можно разделить на большие — длиной более 20 м и малые — до 20 м. Малые печи применяются в машиностроении, цветной металлургии и на трубных заводах черной металлургии. Их производительность не превышает 5 т/ч. Большие печи применяются в прокатных цехах заводов черной металлургии для нагрева под закалку, отпуска, нормализация и отжига толсто- и тонколистовой стали шириной до 5 м, фасонного проката, рельсов, труб и т. п. Типовая конструкция такой печи представлена на рис. 3.12. Печь топливная, с окислительной атмосферой. Горелки 2 располагаются в боковых стенах в шахматном порядке над и под роликами 3 с учетом высоты садки. Кладка 1 по горизонтали разделена на две части: нижнюю стационарную и верхнюю съемную, состоящую из секций длиной 5..20 м, что необходимо для удобства замены роликов 3 при ремонте. Опоры 4 роликов с подшипниками скольжения или качения расположены снаружи печи. Привод роликов в больших печах обычно индивидуальный, тогда как в малых печах он групповой на 5... 10 роликов. В местах выхода роликов через стену в высокотемпературных печах установлены огнеупорные вставки 7, и смонтированы уплотнения с водяным охлаждением.
Рис. 3.12. Топливная большая рольганговая печь ТРО
Для защиты боковых стен рабочей камеры от ударов нагреваемыми изделиями и для предотвращения их застревания при перекосах установлены металлические отбойники 6. Дымовые газы удаляются через дымоотводящие каналы в борова, расположенные под печью с шагом 20...30 м и оттуда уже в сборный боров печи. Загрузка и продвижение через печь прокатных изделий типа труб, профилей или рельсов производится пакетами. По ширине печи они укладывается в один ряд максимально плотно друг к другу, по длине пакеты следуют один за другим на расстоянии не менее 4...5 окружностей ролика так, чтобы соседние пакеты не сталкивались при качании и движении и не ударялись в оконные заслонки. В пакет обычно входит до 30 труб, 10... 15 рельсов, несколько крупных фасонных профилей и обычно один лист при его ширине более 1 м. Самые крупные в России печи ТРО применяются в термоотделениях рельсопрокатных цехов для сорбитизации и отпуска железнодорожных рельсов длиной 23 м. В агрегат входит закалочная печь длиной 186 м, закалочная машина барабанного типа, отпускная печь длиной 262 м с рециркуляционной системой отопления, две роликоправильные машины и ряд устройств струйного подстуживания и транспортировки рельсов. Агрегат имеет производительность 100т/ч. Рольганговые печи часто работают с КА для чего в топливном варианте они снабжаются радиационными трубами, а на входе и выходе устанавливаются шлюзовые камеры двух типов. В печах с реверсивным режимом работы рольганга длина обоих шлюзов на 3...5 м превышает максимальную длину обрабатываемых изделий. Шлюзы со стороны цеха имеют металлическую заслонку и, часто, пламенную завесу. Между шлюзом и камерой печи вместо обычной футерованной заслонки устанавливается клиновой затвор, состоящий из двух достаточно толстых металлических плит, которые в закрытом положении стоят под углом 10…15 0 к вертикали и плотно прижимаются за счет своего веса к окнам камеры затвора. При открывании затвора обе заслонки с помощью системы шарниров сначала принимают вертикальное положение, отрываясь от окон рамы затвора, и поднимаются вверх. При других режимах работы рольгангового пода шлюзовые камеры имеют длину 3..5 м, снабжаются пламенными завесами как со стороны цеха, так и со стороны печи, так как ее заслонки постоянно открыты. Внутри шлюзов по всей длине подвешиваются шторки из асбестового полотна и тонких металлических пластин типа «кольчуги». В печах с КА и низкотемпературных электрических отпускных печах устанавливаются вентиляторы. Электронагреватели размещаются всегда на своде и поду кладки, но при высоте камеры нагрева более 1 м они могут устанавливаться и на боковых стенах. Для нагрева теплотехнически тонких тел (трубы, гнутые профили и др.) применяются печи скоростного нагрева (рис. 3.13). Печь состоит из 20...30 нагревательных секций 1, каждая длиной до 3 м, и транспортирующих секций 4 длиной до 1 м, в которых устанавливается ролик 5 — обычно с индивидуальным приводом. Секции 1 обогреваются 2...4 горелками 2, а продукты сгорания через канал 3 уходят в рекуператор, не показанный на схеме. На входе в печь и выходе стоят двухвалковые транспортирующие устройства 6. Через печь одновременно проходит 1..3 ряда нагреваемых изделий. При термической обработке тел вращения (труб или тонких прутков) ролики имеют V-образиые ручьи с углом раскрытия 120...1500, а оси роликов в плане устанавливаются под углом 80...850 к направлению движения нагреваемых цилиндрических изделий, что обеспечивает их вращение вокруг оси при движении через печь. Скорость движения определяется временем нагрева и длиной печи и составляет 0,2...2 м/с.
Рис. 3.13. Топливная секционная рольганговая печь ТРО скоростного нагрева
В некоторых однорядных печах для обработки толстостенных бурильных и обсадных труб вместо секций 4 с роликом 5 между секциями 1 устанавливаются транспортирующие устройства без футеровки, состоящие из пары колёс диаметром 1...1,5 м с плоскостью вращения под углом 75...85° к направлению движения труб. Оси колес в плане раздвинуты на некоторое расстояние, и сверху между ними образуется впадина, где и находится перемещаемая труба. Из-за отсутствия футеровки несколько возрастают затраты тепла на нагрев трубы, так как она оказывается на воздухе в промежутке между секциями 1, и ее поверхность немного остывает, но при этом значительно увеличивается срок службы транспортирующих колёс. Другим достоинством этой конструкции является относительно малая скорость продольного перемещения труб, что при длине печи 20...25 м позволяет нагревать достаточно толстостенные трубы с большой массой, что невозможно в печи, изображенной на рис. 3.13. Рольганговые печи, применяемые для отжига и нормализации, укомплектованы камерами регламентируемого охлаждения в воздушной или защитной атмосфере. Длина этих камер достигает 20 и более м. Разработано несколько типоразмеров вакуумных рольганговых печей. Термическая обработка в них производится на поддонах. В зависимости от температуры и длины печи ролики либо снабжаются приводом, обычно групповым, либо поддоны проталкиваются по неприводным роликам толкателем ( cm. рис. 3.7) — при температуре выше 1000 °С. В камере охлаждения перемещение в любом случае осуществляется приводным рольгангом для уменьшения мощности привода толкателя. Вакуумные рольганговые печи нашли применение на предприятиях приборостроения, радиоэлектроники и оборонной промышленности для термической обработки высоколегированных специальных сталей и сплавов на базе титана и тугоплавких металлов. Рольганговые печи с температурой выше 700 °С и достаточно высокой удельной нагрузкой на один ролик необходимо оснащать дополнительной аварийной системой электропитания привода рольгангового пода, так как в случае отключения рабочей системы электропитания и остановки роликов более чем на 3...5 мин они могут прогнуться, что потребует их замены. Карусельные печи
Печи с вращающимся подом имеют несколько меньшее, распространение, чем толкательные, конвейерные и рольганговые, но отличаются значительно большим разнообразием модификаций конструкций. Они имеют два существенных преимущества; окна загрузки я выгрузки расположены рядом, а в некоторых типах печей даже совмещены в одно. Механизмы привода вращающегося пода или свода полностью вынесены из рабочей камеры и не подвержены воздействию высоких температур. Кроме того, карусельные печи имеют весьма высокий тепловой КПД и съем продукции с единицы площади пода и цеха. Для загрузки и перемещения изделий не требуется тары (поддонов и т. п.), так как они укладываются прямо на под с помощью внешних средств механизации, а в небольших печах — вручную. Карусельные печи чаще всего применяются для нагрева под закалку, нормализацию, всех видов отпуска в различных отраслях машиностроения и металлургии, реже — для ХТО (в приборостроении). Конструктивно они делятся на печи: — с кольцевым вращающимся подом; — с вращающимся тарельчатым (дисковым) подом; — со сводовой вращающейся каруселью. Наибольшее распространение получили печи с кольцевым подом. Печи с кольцевым подом
Исходя из размеров и массы обрабатываемых изделий, печи с кольцевым подом можно условно разделить на большие и малые. Большие печи имеют наружный диаметр пода 10 и более м. Схема такой печи приведена на рис. 3.14.
Рис. 3.14. Большая топливная карусельная печь ТАОК
Кладка 1 печи представляет собой футерованный кольцевой туннель, состоящий из двух боковых стен (наружной и внутренней), свода и кольцевого вращающегося пода 3. В наружной стене имеются два рядом расположенных окна 2 отдельно для загрузки и выдачи. Внутреннее пространство между ними разделено перегородкой б, не доходящей до уровня пода 3 на 100...150 мм. Под 3 имеет форму кольца, а в остальном его конструкция практически не отличается от выдвижного пода соответствующих печей (см. рис. 2.4). Обогрев осуществляется горелками 5, установленными в стенах печи. Факелы горелок направлены выше лежащих на поду 3 изделий и под углом к плоскости стены для создания направленного потока греющих газов Отвод газов из печи производится через каналы в стенах, расположенные по окружности равномерно в 3...4 местах (на схеме они не показаны). Самые большие печи типа ТАОК применяются для нагрева под закалку цельнокатаных железнодорожных вагонных колес диаметром 700...1100 мм: ширина их пода 3 м, наружный диаметр 25 м. По длине окружности пода печи делятся на зоны нагрева и выдержки с соотношением от 3:1 до 4:1. Для термической обработки, (улучшение, нормализация) деталей сложной формы массой до 15...20 кг используются печи с наружным диаметром пода от 2 до 7 м. Обогрев чаще электрический; нагреватели размещаются на боковых стенах и своде в зоне нагрева и только на наружной стене в зоне выдержки. Под в таких печах чаще всего установлен на центральной опоре в форме колонны, на которую и передается крутящий момент от привода (см. книгу 3). Печи с тарельчатым подом
Тарельчатые печи имеют небольшие размеры (диаметр пода до 3 м) и предназначены для термической обработки мелких деталей. Особенностью их конструкции является дисковый металлический под со сплошной или кольцевой футеровкой, опирающийся и вращающийся на вертикальной оси-опоре. В них проводится нагрев под закалку и отпуск и цементация или нитроцементация. На рис. 3.15 представлена схема тарельчатой печи с защитной или науглероживающей атмосферой. Кладка 1 выполнена в металлическом круглом или квадратном (а плане) корпусе со съемным при ремонте сводом. В литом муфеле 2 установлен металлический дисковый под 3. На поду закреплены на шарнирных опорах литые ковши 4, в которые по лотку 6 насыпаются порции мелких деталей массой до 0,5... 1 кг. Под 3 жестко закреплен на вертикальной оси-опоре 8, через которую и передается вращающее усилие от привода. Под совершает почти полный оборот, и детали, прошедшие цикл термической обработки, ссыпаются по лотку 5, для чего задняя часть ковша 4, стоящего на позиции выгрузки, специальным вертикальным толкателем поднимается вверх. Электронагреватели 7 размещены на своде и стене печной камеры.
Рис. 3.15. Электрическая тарельчатая печь САЗ/САЦ
Для отпуска стальных деталей и старения алюминиевых сплавов применяются вентиляторные печи (рис. 3.16). Решетчатый дисковый под 4 закреплен на опорной оси. Корпус 1 и его крышка-свод 2 — металлические двухстенные с волокнистой или насыпной теплоизоляцией. На своде 2 подвешен калорифер 5 в цилиндрическом корпусе, играющем роль направляющего экрана. Над калорифером 5 установлен вентилятор 6, oрганизующий направленный поток воздуха через садку и калорифер 5. Загрузка и выгрузка производится через одно окно 3, и корзины с деталями совершают с подом 4 полный оборот в периодическом режиме работы.
Рис.3.16. Электрическая тарельчатая печь САО для отпуска и старения
В печи одновременно находится восемь корзин с деталями. Поворот пола производится на 45° с последующей остановкой Общее время операции отпуска или старения определяется продолжительностью паузы между двумя последовательными поворотами пода на 1/8 окружности. |
Последнее изменение этой страницы: 2019-03-21; Просмотров: 224; Нарушение авторского права страницы