|
Архитектура Аудит Военная наука Иностранные языки Медицина Металлургия Метрология Образование Политология Производство Психология Стандартизация Технологии |
|
|
Архитектура Аудит Военная наука Иностранные языки Медицина Металлургия Метрология Образование Политология Производство Психология Стандартизация Технологии |
Разработка технологической документации. ⇐ ПредыдущаяСтр 5 из 5
Маршрутная карта (МК) восстановления составляется на все возможные дефекты согласно ЕСТД. Исходными данными для разработки МК служат карта эскизов или ремонтный чертеж, схема выбранного рационального способа устранения дефектов, сведения для выбора оборудования и оснастки, разряд работы и нормы времени. В качестве эскиза к МК допускается применять ремонтный чертеж. При этом, на нем должны быть пронумерованы все обрабатываемые поверхности, указаны номера и наименования дефектов. Карта эскизов (КЭ) к маршрутной карте восстановления является обязательным технологическим документом и составляется по ГОСТ 3.1118-82. На КЭ должны быть указаны данные, необходимые для выполнения технологических процессов восстановления (размеры, предельные отклонения, обозначение шероховатости поверхностей, технические требования и т.д.). Таблицы, схемы, технические требования, а также номера и наименования дефектов указываются справа от изображения или под ним. Эскизы выполняют от руки, без соблюдения масштаба карандашом или тушью. Приступая к разработке маршрутной карты, по всем дефектам намечают последовательность выполнения операций технологического процесса восстановления. При этом строго придерживаются следующих основных положений: - в одной операции совмещают восстановление нескольких изношенных поверхностей, если их восстанавливают одним технологическим способом; - в конце технологического процесса предусматривают финишные операции; - контрольные операции записывают, как правило, в конце технологического процесса. В МК указывают наименование, номер по каталогу, материал, размер и массу детали. В соответствующей строке (служебный символ "А") записывают номера цеха, участка, рабочего места и операции, кратные пяти. Содержание операции (срока со служебным символом "О") записывают кратко и четко и выражают глаголом в повелительном наклонении, приводят наименование восстановленного элемента детали. Допускается не включать в состав технологических операций операции перемещения. В строке "оборудование, приспособления, инструмент" необходимо указать наименование, инвентарный номер и ГОСТ на соответствующую технологическую операцию и оснастку по действующему классификатору. В МК по каждой операции в соответствующих строках указывают условия труда (УТ), то есть код тарифной сетки (Х - холодная, Г - горячая, ОВ - особо вредная), код вида нормы (Р - расчетная, Х - хронометрическая, ОС - опытно-статистическая), а также устанавливают расчетом и по справочной литературе разряд работы и нормы времени, Тпз и Тшт. Операционный технологический процесс является частью технологического процесса и выполняется на одном рабочем листе по соответствующей документации - это операционная карта (ОК) и карта технического процесса (КТП). Операционная карта - это технологический документ, содержащий описание технологической операции с указанием последовательности по всем операциям одного вида формообразования, обработки, сборки или ремонта с указанием переходов технологических режимов, данных о средствах технологического оснащения, материальных и трудовых затратах. Карта технологического процесса - документ для операционного описания процесса изготовления или ремонта изделия в технологической последовательности по всем операциям одного вида формообразования, обработки, технологических режимов, данных о средствах технологического оснащения, материальных и трудовых затратах. Такие карты разрабатывают для единичных технологических процессов: обработки резанием; технического контроля. Операционные карты единичных технологических процессов при единичном и мелкосерийном типе производства выполняются на форме маршрутной карты. На операционных картах единичных технологических процессов указывают: действия, выполняемые исполнителем; данные по исполнительным размерам (имеющие не промежуточный, а окончательный характер для данной операции); данные по применяемым комплектующим составным частям изделия (сборочной единицы), вспомогательным материалам и т.п. При маршрутном описании документов единичных типовых процессов запись текста содержания операций следует выполнять в краткой форме с применением допускаемых сокращений и обозначений, в соответствии с требованиями действующих государственных и отраслевых стандартов. Карта типового технологического процесса может разрабатываться на такие процессы, как литье, ковка, штамповка, термообработка, нанесение стеклоэмалевых и полимерных покрытий, изготовление деталей из пластмассы, дуговая, электрошлаковая и контактная сварка, нанесение химических, электрохимических покрытий и химическая обработка деталей. Это основной документ при проектировании типового технологического процесса, который характеризуется единством содержания и последовательности большинства технологических операций и переходов для группы деталей с общими конструктивными и технологическими признаками. В карте типового технологического процесса содержится описание процесса изготовления или ремонта изделия или его составных частей в технологической последовательности по всем операциям одного вида формообразования: обработки, сборки или ремонта с указанием переходов, технологических режимов, данных о средствах технологического оснащения, материальных и трудовых затратах. Взамен карт типового технологического процесса допускается применять соответствующие формы маршрутной карты по ГОСТ 3.1118-82. При введении в формы маршрутной карты дополнительного служебного символа "Р" и соответствующих граф разработчик документов обязан определить состав и виды технологических режимов, применяемых при выполнении процесса (операции). Выбор состава и видов, применяемых технологических режимов, а также порядок их размещения устанавливает разработчик документов исходя из условий требований по охране труда для каждой операции и качества изготовления изделий (составных частей изделия). В заголовке графы разработчиком документов на первом и последующих листах маршрутной карты следует проставлять условные обозначения применяемых видов технологических режимов в соответствии с требованиями нормативно-технической документации на государственном или отраслевом уровнях. Простановка конкретных данных по выбранным значениям параметров технологических режимов осуществляется разработчиком документов после текстового описания содержания операции (перехода) с новой строки и привязкой к служебному символу "Р". При заполнении унифицированной формы ведомости технологических документов используют способ, при котором информацию вносят построчно несколькими типами строк. Каждому типу строки соответствует свой служебный символ. Список использованной литературы.
1 Карагодин В.И., Митрохин Н.Н. Ремонт автомобилей и двигателей. – М.: Академия, 2005. 6. Вахламов В.К. Конструкция, расчет и эксплуатационные свойства автомобилей. - М.: «Академия», 2010 г. 7 Родичев В.А. Устройство грузовых автомобилей: практикум. - М.: «Академия», 2009 г. Графическая часть .
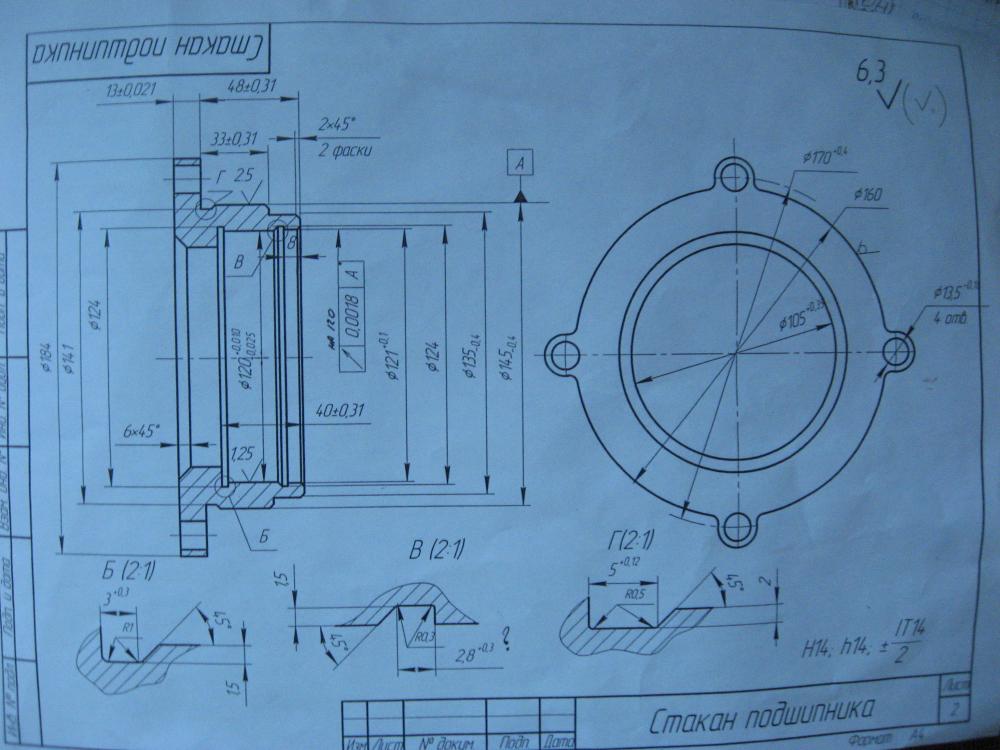
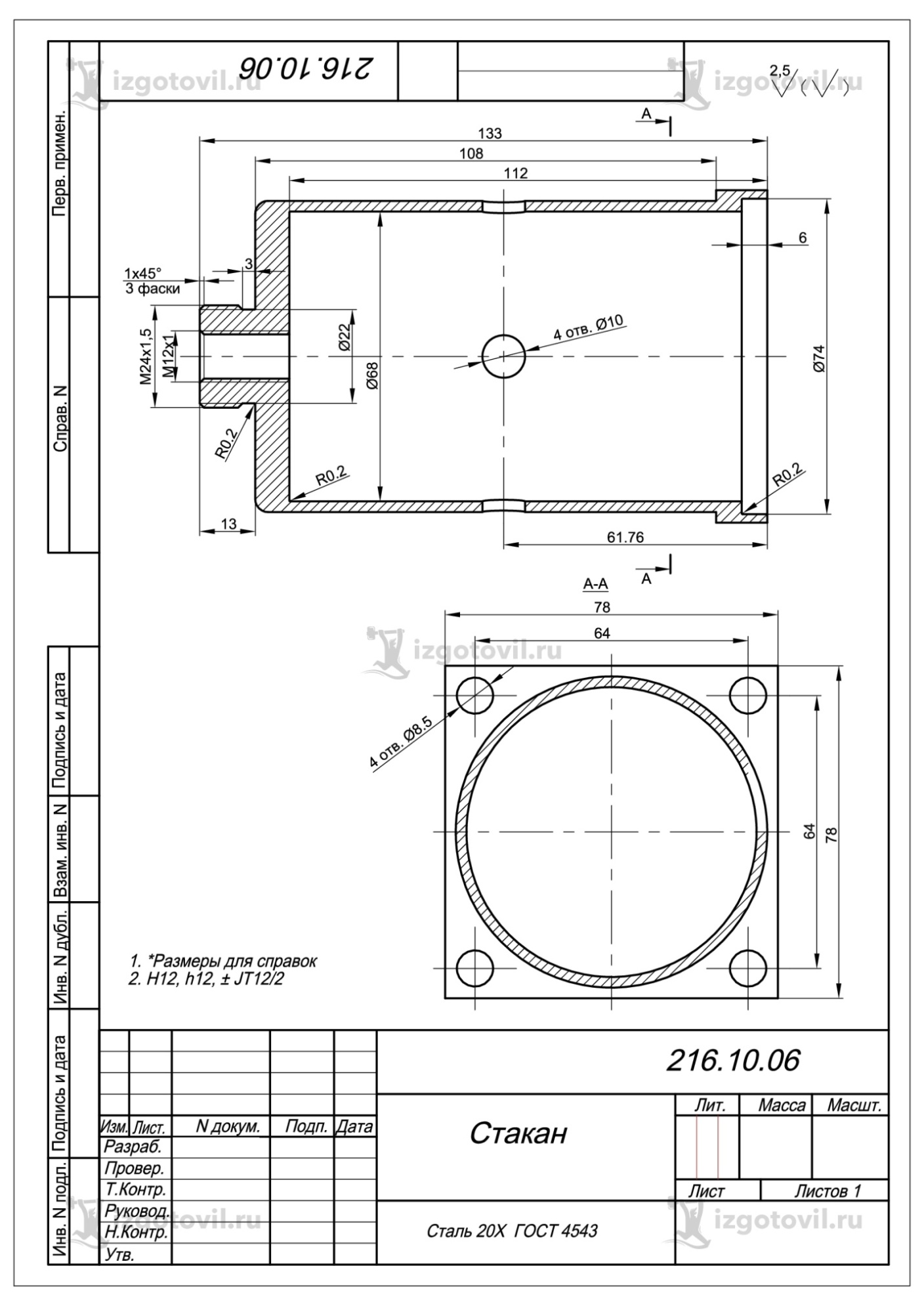
Курсовая работа на тему: « Восстановление подшипника коробки передач МАЗ» Специальность |
|||||||
Последнее изменение этой страницы: 2019-03-22; Просмотров: 226; Нарушение авторского права страницы