
|
Архитектура Аудит Военная наука Иностранные языки Медицина Металлургия Метрология Образование Политология Производство Психология Стандартизация Технологии |
|
|
Архитектура Аудит Военная наука Иностранные языки Медицина Металлургия Метрология Образование Политология Производство Психология Стандартизация Технологии |
Кафедра «Машиностроительные технологии и оборудование»Стр 1 из 6Следующая ⇒
Кафедра «Машиностроительные технологии и оборудование»
КУРСОВАЯ РАБОТА
по дисциплине « CAD / CAM системы» (наименование учебной дисциплины) на тему « «Программное обеспечение технологического процесса изготовления сварной конструкции барабана » Специальность (направление подготовки) КР 15.03.01 «.Машиностроение» (код, наименование) Автор работы Бабаев П.А. (инициалы, фамилия) (подпись, дата)
Группа СП-41ф
Руководитель работы А.А._Котельников (инициалы, фамилия) (подпись, дата)
Работа защищена ________________________ (дата) Оценка_____________________
Председатель комиссии А.А. Котельников (подпись, дата) (инициалы, фамилия)
Члены комиссии Н.И. Иванов (подпись, дата) (инициалы, фамилия) _________________________ __________________________ (подпись, дата) (инициалы, фамилия)________________________ __________________________ (подпись, дата) (инициалы, фамилия)
Курск 2018г.
Минобрнауки России
Федеральное государственное бюджетное образовательное учреждение высшего образования «Юго-Западный государственный университет»
Кафедра «Машиностроительные технологии и оборудование»
ЗАДАНИЕ НА КУРСОВУЮ РАБОТУ
Студент Бабаев П.А.____ шифр группа СП-41ф (фамилия, инициалы) 1. Тема __« «Программное обеспечение технологического процесса изготовления сварной конструкции барабана » 2. Срок представления работы (проекта) к защите «___» ____ 2017 г. 3. Исходные данные (для проектирования, для научного исследования): 1. Чертёж сварной конструкции барабана. 2. Схема. 4. Содержание пояснительной записки курсовой работы: 4.1 Средства автоматизированного проектирования. 4.2.Средства технологической подготовки производства. 4.3.Программное обеспечение САПР ТП. 4.4.Автоматизированные системы научных исследований. 4.5._________________________________________________________________ 4.6._________________________________________________________________ 4.7._________________________________________________________________ 5. Перечень графического материала: 1. Варианты конструктивного исполнения сварных швов. 2.Сварочная колонна (Сборочный чертёж). 3. Установка сварочная (Сборочный чертёж).
_____________________________________________________________________
Руководитель работы А.А. Котельников (подпись, дата) (инициалы, фамилия) Задание принял к исполнению ____________________________ (подпись, дата)
СОДЕРЖАНИЕ
Введение 4 1. Характеристика изделия 5 2. Средства технологической подготовки производства деталей 7 2.1 Языки программирования промышленных роботов 7 2.2 Разработка алгоритмов и программы управления РТК при сварке детали №72 15 2.2.1 Последовательность действий робота 16 2.2.2 Аксонометрия движений робота 17 2.2.3 Алгоритмы перемещения по координатным осям 18 2.2.4 Программа управления РТК 18 2.2.5 Кодирование выделенного листинга программы 22 3. Программное обеспечение САПР ТП 23 3.1 КОМПАС-АВТОПРОЕКТ 23 3.1.1 Разработка технологического процесса изготовления сварной конструкции барабана 28 3.2 ВЕРТИКАЛЬ 33 3.2.1 Разработка технологического процесса изготовления сварной конструкции барабна 34 4. АВТОМАТИЗИРОВАННАЯ СИСТЕМА НАУЧНЫХ ИССЛЕДОВАНИЙ 38 БИБЛИОГРАФИЧЕСКИЙ СПИСОК 37 ПРИЛОЖЕНИЕ 38
Введение Автоматизированное проектирование (computer – aided design – CAD) представляет собой технологию, состоящую в использовании компьютерных систем для облегчения создания, изменения, анализа и оптимизации проектов. Таким образом, любая программа, работающая с компьютерной графикой, так же как и любое приложение, используемое в инженерных расчётах, относится к системам автоматизированного проектирования. CAD – общий термин для обозначения всех аспектов проектирования с использованием средств вычислительной техники. Задачи CAD: создание геометрических моделей изделия, генерация чертежей и их сопровождение, анализ и оптимизация, расчёт массоинерционных характеристик, моделирование МКЭ и визуализация результатов анализа. Основная функция CAD – определение геометрии конструкции (детали механизма, архитектурные элементы, электронные схемы, планы зданий и т.п.), которая определяет все последующие этапы жизненного цикла продукта и может использоваться в качестве основы для дальнейших операций в системах САЕ и САМ. Характеристика изделия
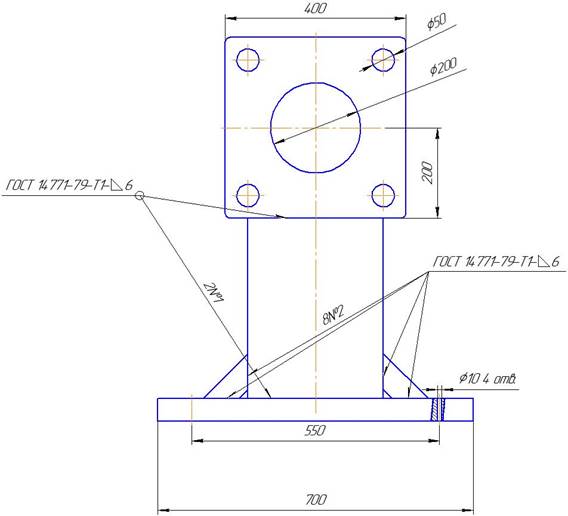
Опора подшипника - это деталь, фиксирующая основной вал на платформе, основным назначением которой является удержание в самом подшипнике смазочных материалов, а также защита внутренних частей механизма от попадания грязи и пыли. Данная деталь отливается из чугуна или специальных материалов. Также она производиться методом штамповки и с помощью сварки. Перед сваркой проходит черновую обработку. Чистовая же ее расточка проводится непосредственно после того как проведено фрезерование плоскостей сопряжения. В качестве смазочного материала, в зависимости от рабочей температуры, служат индустриальные масла или (в случае интенсивного нагревания или использования подшипников качения) консистентные мази. В зависимости от вида крепления, различают стационарные корпуса подшипников, фланцевые и натяжные. Корпуса подшипников классифицируют на корпуса упорных, опорных, опорно-упорных подшипников, а также на корпуса среднего, переднего и заднего подшипника. Исходя из особенностей работы подшипника, кольцо, которое вращается должно закрепляться на опорной поверхности неподвижно, с натягом, а неподвижное кольцо садиться в отверстие с минимальным зазором, относительно свободно. Установка с натягом вращающегося кольца не дает ему проворачиваться, что могло бы привести к износу опорной поверхности, контактной коррозии, разбалансировке подшипников, развальцовке опоры, чрезмерному нагреву. Так, в основном, выполняется посадка подшипника на вал, который работает под нагрузкой. Для неподвижного кольца небольшой зазор даже полезен, а возможность проворота не чаще одного раза за сутки делает износ опорной поверхности более равномерным, минимизирует его. В опорах под два подшипника расточки выполняются на концах корпуса. Для уменьшения объема точной обработки в центральной части корпуса отверстие имеет больший, чем у подшипника диаметр. При литье центральный стержень формы делают на концах диаметрами под расточку, а в центре диаметром большим, чем у подшипника. Сварные корпуса под два подшипника обычно выполняют из трубы диаметром большим, чем у подшипника, так чтобы на концах приварить бобышки с отверстиями под припуск расточки.
Рис 1. Чертеж изделия
2 Средства технической подготовки изготовления изделия CAM – (англ. Computer-aided manufacturing) – средства технологической подготовки производства изделий, обеспечивают автоматизацию программирования и управления оборудования с ЧПУ или ГАПС (Гибких автоматизированных производственных систем). Русским аналогом термина является АСТПП – автоматизированная система технологической подготовки производства. Основные функции CAM – систем – разработка технологических процессов, синтез управляющих программ для технологического оборудования с числовым программным управлением (ЧПУ), моделирование процессов обработки, в том числе построение траектории относительно движения инструмента и заготовки в процессе обработки, генераторов пост процессоров для конкретных типов оборудования с ЧПУ (NC-Numerical Control), расчёт норм времени обработки.
Языки объектного уровня. Языки объектного уровня позволяют описывать задание с помощью команд, близких по своему содержанию к отдельным технологическим операциям. В этом случае указывать перемещение руки робота не требуется, что конечно же, очень удобно для технологов, не имеющих навыков обращения с роботами. Программа на объектном языке анализируется компьютером, который планирует необходимые для реализации каждой технологической операции перемещения руки робота, вычисляет узловые точки рабочих траекторий и формирует управляющие сигналы на приводы звеньев робота (например: Захватить горелку А). На практике применяются, как правило, языки уровня манипулятора. Языки уровня манипулятора.
На языке уровня манипулятора программа представляет собой последовательность команд, каждая из которых задаёт величину и направление перемещение рабочего органа: 1) поворот вокруг оси Z на 900; 2) перемещение по оси У вперёд на 275 мм; 3) перемещение по оси Z вниз на 34 мм; 4) схват зажат и т. д.) Чтобы осуществить заданные в такой программе манипуляции, роботу не требуется информация о форме или размерах переносимой детали. Достаточно лишь указать координаты точек, в которых следует выполнять то или иное действие. В числе первых языков уровня манипулятора, которые стали использоваться на практике, следует назвать: VAL фирмы «Юнимэйшен» (США); SIGMA фирмы «Оливетти» (Италия); INDA международного исследовательского центра SRI. Ассемблер. Языки программирования компьютеров делятся на 2 основные группы: 1) языки низкого уровня; 2) языки высокого уровня. К языкам низкого уровня относятся языки Ассемблера. Свое название они получили от имени системной программы Ассемблер, которая преобразует исходные программы, написанные на таких языках, непосредственно в коды машинных команд. Термин " Ассемблер" произошел от английского слова assembler (сборщик частей в одно целое). Частями здесь служат операторы, а результатом сборки последовательность машинных команд. Процесс сборки называется ассемблированием. Язык Ассемблера объединяет в себе достоинства языка машинных команд и некоторые черты языков высокого уровня. Ассемблер обеспечивает возможность применения символических имен в исходной программе и избавляет программиста от утомительного труда (неизбежного при программировании на языке машинных команд) по распределению памяти компьютера для команд, переменных и констант. Ассемблер позволяет также гибко и полно использовать технические возможности компьютера, как и язык машинных команд. Транслятор исходных программ в Ассемблере проще транслятора, требующегося для языка программирования высокого уровня. На Ассемблере можно написать столь же эффективную по размеру и времени выполнения программу, как и программу на языке машинных команд. Это достоинство отсутствует у языков высокого уровня. Этот язык часто применяют для программирования систем реального времени, технологическими процессами и оборудованием, обеспечение работы информационно-измерительных комплексов. К таким системам обычно предъявляются высокие требования по объему занимаемой машинной памяти. Часто язык Ассемблера дополняется средствами формирования макрокоманд, каждая из которых эквивалентна целой группе машинных команд. Такой язык называют языком макроассемблера. Применение мак " строительных" блоков и приближает язык Ассемблера к языку высокого уровня. Ассемблер машинно-зависимый язык, т. е. он отражает особенности архитектуры конкретного типа компьютера. Исходная программа, написанная на ассемблере, состоит из одного или нескольких исходных модулей, а каждый модуль – из операторов. Assembler – (Ассемблер) Ассемблер – служебная программа, преобразуемая исходную программу, написанную на языке мнемокодов и символических адресов, в программу в двоичных кодах (объектную программу). В процессе ассемблирования формируется список синтаксических ошибок, содержащихся в исходной программе, и выполняется распечатка исходной и объектной версий программы. Ассемблирование - Мнемокод – слово или последовательность букв, заменяющая полное слово или фразу, удобную для запоминания. Алгоритм – упорядоченный набор действий для решения задач с конечным числом операций, приводящий к детерминирующему (определяющему) ответу. Интерфейс – устройства, управляющие потоками и форматами данных между микропроцессором и внешними устройствами. Листинг программы управления механизмом горизонтального перемещения вдоль оси Y
Команды Одноадресные команды:
Двухадресные команды
Команды ветвления
Алгоритм организации работы приводов механизмов перемещения по координатным осям должен включать подсчёт количества импульсов фотодатчиком и сравнение их с заданной величиной: Общее перемещение L = dl 0 * I, где L - перемещение в мм, dl 0 - дискретность счётного датчика, i - число импульсов датчика.
MOV #., R0 CLR R1 MOV #40, @#167772 M1: BIT #20, @#167764 BEQ M1 M2: BIT #20, @#167764 BNE M2 INC R1 CMP R1, R0 BLT M 1 HALT Коды: 27 – число; 37 – ячейка.
SS – 6 разрядный код источника; DD – 6 разрядный код приёмника; СМ – смещение: 65 – при перемещении, 74, 70 – при задержке. Подпрограммы задержки могут быть организованы по многоступенчатому циклу, например:
MOV #100., R0 CLR R1
M2: : CLR R2
M1: INC R2 CMP R2, #10000 BLT M1 INC R1 CMP R1, R0 BLT M2 .END M
Время задержки составляет 100008 *1448 =14400008=40860010*9*10-6=3, 677 сек. Управление роботом осуществляется путём записи в ячейки с номерами 167762 и 167772 соответствующих чисел при этом робот выполняет следующие движения: Ячейка 167772 Перемещение по осям Х и У, работа чёрного и жёлтого захватов. Ячейка 167762 Перемещение по оси Z, поворот вокруг вертикальной оси, ротация захватов, работа вращателя и сварочной горелки. Программа управления РТК
2.2.5. Кодирование выделенного листинга программы
Вертикаль ВЕРТИКАЛЬ – система автоматизированного проектирования технологических процессов. Универсальный технологический справочник (УТС) предназначен для работы пользователя с нормативно-справочной информацией (НСИ) изделия. ВЕРТИКАЛЬ – САПР технологических процессов нового поколения, предназначенная для автоматизации процессов технологической подготовки производства. Формирование новой технологии начинается с создания нового документа и его сохранения. После этого необходимо нажать на вкладку «Атрибуты» в группе вкладок, находящихся правее дерева технологий. и внести туда соответствующие данные: фамилию разработчика, фамилию проверяющего, название детали, контрольные данные. Для формирования маршрута следует нажать правой кнопкой мыши на заготовке «новая сборка» и выбрать единственный доступный пункт меню «добавить операцию». При нажатии откроется универсальный технологический справочник (УТС). Первая операция в технологическом процессе сборки – «сборка», или «слесарно-сборочная». По умолчанию «Вертикаль» присваивает первой операции номер «005», если требуется перед сборкой очистка, обезжиривание и т. д., следует провести корректировку с помощью «Прочие операции». Далее аналогично выбирается следующая операция по технологическому процессу. После формирования маршрута ТП каждая операция описывается более детально. Однако пред этим для удобства работы следует добавить в технологию чертёж изделия. Для этого необходимо нажать на вкладку «чертёж» (расположенную правее дерева ТП, нажать на инструментальной панели данной вкладки первую кнопку с жёлтой открывающейся папкой) и указать расположение файла с чертежом на компьютере. Добавлять можно файлы форматов: «*.cdw – компас-чертёж, *.frw – компас – фрагмент, *.bmp, *.jpg, *.emf – растровые изображения». Для добавления элементов технологических операций следует нажать правой кнопкой на редактируемую операцию в дереве ТП. Справа появится контекстное меню с технологическими элементами. Из данного меню следует выбрать станок, текст основных переходов, вспомогательных переходов, режущий инструмент, измерительный инструмент, приспособления, СИ3, СОЖ. Следующим шагом при составлении технологии является формирование технологической документации. Для того, чтобы сформировать комплект карт на разработанную технологию, необходимо встать на верхний уровень дерева ТП (Новая сборка) и выбрать вкладку «Комплект карт». На данной вкладке присутствует группа кнопок. Первая из них (изображён «зелёный плис») называется «Добавить шаблон» и отвечает за выбор шаблонов технологических карт из группы согласно ГОСТ. Выбранные шаблоны отображаются в окне под инструментами вкладки «комплект карт». После того, как карты выбраны и расположены в нужном порядке, нажимается последняя кнопка панели «Комплект карт» - кнопка «Формировать» для запуска формирователя карт «Вертикаль». В открывшемся окне необходимо нажать кнопку «Старт», после окончания операции формирования – закрыть окно подпрограммы формирователя (маленькое в центре). Технологический процесс сохраняется в файле с расширением *.vtp, комплект карт - *.vrp. *.pdf – для компьютеров без установленного По «Вертикаль»
БИБЛИОГРАФИЧЕСКИЙ СПИСОК
1. Котельников А. А. CAD/CAM/CAE системы: учеб. пособие/А.А. Котельников; Юго-зап. гос. ун-т. Курск, 2014. 336 с.: ил.169, Библиогр.: с. 333-334. 2. Изобретающая машина-1.5. Руководство по программной системе. Научно-исследовательская лаборатория изобретающих машин, Минск.: 1992. 3. CAD/CAM системы [Текст]: методические указания по лабораторным работам по дисциплине «CAD/CAM системы»/Курск. гос. техн. ун-т; сост.: А. А. Котельников. Курск, 2010. 43 с.: ил. 7, табл. 1. Библиогр.: 8: с. 43. 4. Методология решение изобретательских задач: методические указания по выполнению лабораторных работ по дисциплине «Компьютерные технологии в сварочном производстве» / Юго-Зап. гос. ун-т; сост.: А.А. Котельников, К. И. Абышев. Курск, 2015. 14 с.: ил.11, Библиогр.: с. 6.
Кафедра «Машиностроительные технологии и оборудование»
КУРСОВАЯ РАБОТА
по дисциплине « CAD / CAM системы» (наименование учебной дисциплины) на тему « «Программное обеспечение технологического процесса изготовления сварной конструкции барабана » Специальность (направление подготовки) КР 15.03.01 «.Машиностроение» (код, наименование) Автор работы Бабаев П.А. (инициалы, фамилия) (подпись, дата)
Группа СП-41ф
Руководитель работы А.А._Котельников (инициалы, фамилия) (подпись, дата)
Работа защищена ________________________ (дата) Оценка_____________________
Председатель комиссии А.А. Котельников (подпись, дата) (инициалы, фамилия)
Члены комиссии Н.И. Иванов (подпись, дата) (инициалы, фамилия) _________________________ __________________________ (подпись, дата) (инициалы, фамилия)________________________ __________________________ (подпись, дата) (инициалы, фамилия)
Курск 2018г.
Минобрнауки России
Федеральное государственное бюджетное образовательное учреждение высшего образования «Юго-Западный государственный университет»
|
|||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
Последнее изменение этой страницы: 2019-03-29; Просмотров: 433; Нарушение авторского права страницы


 . MACRO PAUSE
. MACRO PAUSE 