|
Архитектура Аудит Военная наука Иностранные языки Медицина Металлургия Метрология Образование Политология Производство Психология Стандартизация Технологии |
|
|
Архитектура Аудит Военная наука Иностранные языки Медицина Металлургия Метрология Образование Политология Производство Психология Стандартизация Технологии |
ПРОГРАММИРОВАНИЕ ТОКАРНОГО СТАНКАСтр 1 из 5Следующая ⇒
ПРОГРАММИРОВАНИЕ ТОКАРНОГО СТАНКА МОДЕЛИ 16К20ФЗ (УЧПУ NC - 201)
Методические указания к выполнению лабораторных работ по курсам «Программное управление технологическим оборудованием», «Управление системами и процессами», «Управление станками и станочными комплексами» для студентов специальностей 220301, 151001, 151002
Курган 2012 Кафедра: «Автоматизация производственных процессов» Дисциплины: «Программное управление технологическим оборудованием», «Управление системами и процессами», «Управление станками и станочными комплексами»
Составили: канд. техн. наук, доцент А.Б. Переладов; аспирант И. П. Камкин. Утверждены на заседании кафедры «14» декабря 2011 г. Рекомендованы методическим советом университета «29» декабря 2011 г. ВВЕДЕНИЕ Данные методические указания предназначены для ознакомления с возможностями и принципом работы устройства числового программного управления NC-201, а также правилами составления управляющих программ, обеспечивающих работу токарного станка 16К20ФЗ в автоматическом режиме. Перечень сокращений: УЧПУ - устройство числового программного управления; ПО - пульт оператора; ПрО - программное обеспечение; УП - управляющая программа.
ЦЕЛЬ РАБОТЫ Ознакомиться с функциональными возможностями УЧПУ NC - 201 (токарный вариант) и правилами подготовки УП для обработки заготовок.
ПОРЯДОК ВЫПОЛНЕНИЯ РАБОТЫ - Пройти инструктаж по технике безопасности. - Ознакомиться с устройством токарно-винторезного станка 16К20ФЗ, оснащенного УЧПУ NC-201 и его технологическими возможностями. - Ознакомиться с настоящими методическими указаниями. - Составить текст УП в соответствии с заданием преподавателя. - Оформить отчет. - Защитить работу у преподавателя.
ОБЩИЕ СВЕДЕНИЯ УЧПУ NC-201 посредством выполнения команд УП обеспечивает движение исполнительных механизмов (суппорта, шпинделя, инструментальной головки) с заданными режимами и траекторией, определяет режим дозаторной смазки направляющих станины, зажим / разжим патрона и пиноли, включение насоса охлаждения рабочей зоны. Ввод УП осуществляется в память МРх УЧПУ. Память может располагаться на любом устройстве, подсоединенном к УЧПУ и имеющем файловую систему FAT32 (FLASH, FDD, HDD, LS120, ПК). Ввод УП осуществляется в режиме «КОМАНДА». При занесении УП в память УЧПУ с клавиатуры ПО используется встроенный редактор. На ПО (рисунок 1) располагается алфавитно - цифровая клавиатура, дисплей размером 10.4 дюйма по диагонали. Ниже находятся: функциональные клавиши, а также, (слева направо) кнопка «Стоп», клавиши выбора направления ручных перемещений, корректоры скоростей подач, вращения шпинделя, выбора режима работы УЧПУ, кнопки «Пуск», «Сброс», замок включения / выключения УЧПУ. Станочная панель (в нижней части ПО) состоит из (слева направо): штурвала, джойстика, переключателя зажима / разжима патрона, кнопок включения / выключения СОЖ, имитатора конечного выключателя, FDD на 3, 5 дюйма.
Рисунок 1 - Пульт оператора и станочная панель
В процессе работы станка на экране ПО визуализируется следующая информация: - перечень имеющихся программ; - таблицы корректоров; - исходные точки; - срок службы инструментов; - ход процедуры редактирования УП (режим «КОМАНДА»). В режиме «УПРАВЛЕНИЕ СТАНКОМ» визуализируется три вида видеостраниц: #1, #6, #7, содержащих следующую информацию: режимы (S, M. F, T), корректоры инструмента, выполняемый кадр УП программы и подпрограммы, сообщения, активные команды, состояние системы станка (видеостраницы #1, #7), горизонтальное и вертикальное меню станочной панели, наименование и значения осей, начальные точки (видеостраница #7). Видеостраница #6 осуществляет графическое отображение движения инструмента и осей. Подготовительный этап Подготовка всей необходимой информации для написания УП, обеспечивающей требуемые режимы и цикл обработки, выбора инструментального оснащения осуществляется на основании чертежа (операционной карты) и требует от программиста проведения подготовительной работы, которая заключается в выполнении нижеуказанных пунктов: - определить на чертеже начальные точки осей (ноль детали, станка, - определить на чертеже детали точки отсчета и точки зажима заготовки; - убедиться в том, что все операции, которые необходимо выполнить, находятся в пределах рабочего поля станка; - составить перечень необходимых инструментов и определить последовательность их использования; - определить режимы обработки (скорости вращения шпинделя, подач) для каждого инструмента; - определить стратегию обработки заготовки.
Формирование текста УП В процессе написания УП формируется последовательность кадров, которые позволяют осуществить цикл обработки заготовки путем выполнения отдельных элементов (движений). Каждый кадр состоит из: - символов; - адресов (представляется буквой, которая, определяет тип инструкции); - слов (состоит из адреса, за которым следует цифровое значение). Например: G01Z250.5Х-3.15F 200, 71. Максимальная длина кадра - 128 символов. Символами могут быть: - заглавные буквы (А, В, С, D... Z - все буквы латинского алфавита); - строчные буквы (а, в, с, d, l, m, о, р, г, s, t, u, v, w); - цифры (0...9); - знаки математических действий: сложение/вычитание (+; -), умножение (*), деление (/); - десятичная точка (.); - сепаратор (" ); - скобки (()); - пояснительный знак (; ); - разделительный знак (, ); - знак равенства (=); - запрос и аннулирование синхронизации (#; & ); - особый символ (: ). Все кадры УП (кроме комментирующих) могут иметь в начале три дополнительных поля: - поле подтверждения кадра и выведения его из рабочего состояния; - поле метки; - поле номера кадра. Поля могут присутствовать поодиночке и одновременно в последовательности, приведенной выше. Комментирующие кадры дают возможность программисту вводить в программу фразы, описывающие функции, которые он должен выполнять, что делает текст УП лучше читаемым. Такой кадр не учитывается в ходе выполнения УП. Формат комментирующего кадра состоит из последовательности алфавитно-цифровых символов, из которых первым элементом в обязательном порядке должен быть символ «; ». Пример: №40...; формирование радиуса. Поле подтверждения кадра и выведение его из рабочего состояния позволяет включить в программу (исключить из программы) кадры путем использования трехбуквенного кода USB с присвоенным ему значением (USB=1; USB = 0 соответственно). Формат устанавливается знаком «/» в первой позиции кадра. Пример: /N100 G 00X100. Поле метки позволяет дать символическое название кадру, которому она принадлежит. Метка служит для возможности вызова кадра из различных мест УП при помощи инструкций перехода. Метка представляет собой алфавитно-цифровую последовательность символов (не более 6), заключенную в кавычки. Пример: «СТАРТ» или / « END ». Поле номера кадра служит для нумерации кадров программы и содержит цифру после символа «N». Пример: N125 или / « FINE » N 125. В соответствии с информацией, содержащейся в кадре, его можно отнести к одному из 4-х типов: - комплектующие (информативны только для оператора и не дают команд на отработку системой УЧПУ); - кадры ISO (кадры, содержащие операторы в соответствии со стандартом ISO. Пример: G 1 Z 500 X 20 F 200); - кадры назначения (позволяют определить величину нескольких переменных и глобальных параметров системы, которые могут быть использованы в других кадрах УП. Пример: (назначение переменной вычисления) Е30=28, 5 (геометрической переменной) р2= Z 10Х25 (глобальной переменной) OV =1, 5); - кадры с трехбуквенными кодами (код определяет тип операции для выполнения в соответствии со стандартом EIA 1177В. Пример: URT, 45). Начало и конец программы можно не обозначать в случае ввода УП в УЧПУ с клавиатуры. Если программа перфорирована на ленте, то первым последним знаком должен быть «%» (ISO). В любом случае завершать текст УП следует функцией М30 (конец УП, установка на 1-м кадре). Пример: % N1 ( DIS, «текст сообщения») N 2 Tl. l M 6 S 800 …… N 230 М30 % Трехбуквенный код DIS программирует включение в УП текст сообщения для оператора станка объемом до 32 символов. Форматы кадров УП Быстрое позиционирование осей Формат: N20G00 [другие G] [оси] [операции корректировки] [скорость подачи] [вспомогательные функции], где [другие G] - другие функции G, совместимые с G00 и друг с другом; [оси] - представляются символом, за которым следует численное значение в явной или неявной форме (параметр Е); [операции корректировки] - коэффициенты коррекций на плоскости (U, V, W); [скорость подачи] - F; определяется скоростью быстрого хода в файлах характеризации УЧПУ; [вспомогательные функции] - M, S, T; в одном кадре можно программировать до 4-х функций М, по одной функции S и Т. Линейная интерполяция (рисунок 2) Формат: N5G01 [другие G] [оси] [операнды корректировки] [скорость подачи] [вспомогательные функции], где [скорость подачи] выражает рабочую величину подачи F; в случае отсутствия заданной F в текущем кадре используется ранее заданная в УП величина. В обратном случае подается сигнал об ошибке. Круговая интерполяция (рисунок 3) Формат: N10 [G02, G03] [другие G] [оси] i j [операнды корректировки] [скорость подачи] [вспомогательные функции], где [оси] - если третья ось не запрограммирована, то интерполяция будет осуществляться в определенной имеющимися осями плоскости (X, Z); i, j - являются адресными словами, выражающими координаты центра окружности.
Рисунок 2 - Пример линейной интерполяции
Рисунок 3 - Пример круговой интерполяции
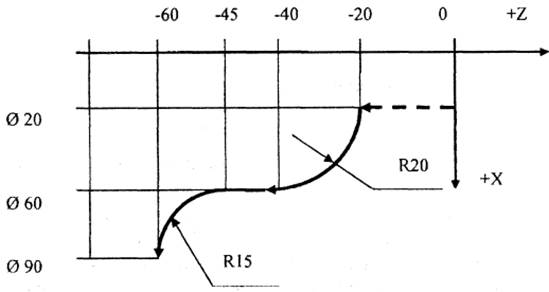
Максимальная программируемая дуга траектории 360° Программирование дуги менее 360° осуществляется через задание координат конечной точки и радиуса (рисунок 4). Начало и конец дуги определяются заданными параметрами и точками пересечения с другими образующими линиями (дугами).
Формат: N35 [G02, G03] [другие G] [оси] R\ [операнды корректировки] [скорость подачи] [вспомогательные функции], где R - адресное слово, выражающее радиус дуги окружности, цифровая часть которой может быть выражена в явной или неявной форме (параметр Ё). Знак «+» или «-» перед значением R определяет одно из двух возможных решений: «+» - для дуги от 0° до 179, 999°; «-» - для дуги от 180° до 359, 999°.
№110 G02 Х200 Z20 R+40 F0.2 №120 G02 Х120 Z115 R- 50 F0.1 Рисунок 4 - Пример программирования дуги менее 360°
ЦИКЛЫ ОБРАБОТКИ Нарезание резьбы Нарезание резьбы с постоянным или переменным шагом на цилиндрической или конической поверхности определяет цикл G33. При этом координируются (связываются) движение подачи с вращением шпинделя (рисунок 5). Формат: G ЗЗ [оси] К [ +- l ] [ R ], где [оси] представлены символом оси и цифровым значением в явной или неявной форме (параметр Е); К - шаг резьбы (в случае переменного шага необходимо ставить начальное значение); [+- 1] – изменение шага («+» - увеличивающийся шаг; «-» уменьшающийся шаг; [ R ] – задает полярную координату (угол поворота) шпинделя в градусах относительно нулевой точки при нарезаний многозаходной резьбы. Программирование функции возможно при условии отключения коррекции подачи, скорости вращения шпинделя и наличия датчика положения шпинделя. Нарезание резьбы осуществляется с постоянным и переменным шагом. Примеры нарезания резьбы различных видов с постоянным шагом приведены на рисунке 5. Выполнение данной операции возможно с применением дублирующей функции G34.
№65 GЗЗ Х50 Z-50 К5.1 б - коническая резьба
Рисунок 5 - Примеры нарезания резьбы с постоянным шагом
Цикл нарезания одно - и многозаходной резьбы на цилиндрической или конической поверхности за несколько проходов осуществляется при заданий трехбуквенного кода «FIL». Формат: FIL, Z..., X..., K +-…, L..., R..., T..., P …, а..., b..., где Z - конечный размер по Z; X - конечный размер по X; К - шаг резьбы (знак «+» означает нарезание резьбы вдоль оси Z); L - число проходов черновых и чистовых (задаются через точку); R - расстояние между инструментом и деталью (по умолчанию R= 1); Т - четырехзначный код, определяющий тип нарезаемой резьбы; первые две цифры могут означать: 00 - нарезание с конечным пазом; 01 - без конечного паза - врезание под углом; 10 - нарезание с конечным пазом; 11 - нарезание без конечного паза - врезание радиально; третья цифра: «0» или «1» - внешнее или внутреннее нарезание резьбы соответственно; четвертая цифра: «0» или «1» или «2» - нарезание метрической, дюймовой и нестандартной резьбы (по умолчанию Т0000); Р - число заходов резьбы (по умолчанию Р = 1); а - угол резьбы (для нестандартной); b - глубина резьбы. Примечание. Резьба без конечного паза не может быть получена в кадровом режиме. Пример нарезания резьбы с использованием цикла «FIL» изображен на рисунке 6.
№30 FIL, Z4, К2, L5.1, R2
Рисунок 6 - Пример нарезания резьбы с использованием цикла «FIL»
Постоянный цикл сверления Постоянный цикл сверления G 81 может быть использован для операций растачивания, развертывания, центровочного сверления. Программирование цикла G81 идентично программированию циклов G82, G86, G89. Формат: N...G...Z...F... N...X0 N...G80 Пример постоянного цикла G81 приведен на рисунке 7.
Рисунок 7 - Пример постоянного цикла G81
Для сверления глубоких отверстий программируется цикл глубокого G 83 [ R Z... I... [К...] [ J...], где R - начальная координата отверстия; Z - координата дна отверстия; I - приращение координаты по Z после каждой разгрузки стружки (вывода сверла из отверстия); К - коэффициент (доля) уменьшения параметра I (до достижения J - минимальное приращение цикла разгрузки стружки. Пример постоянного цикла G83 (глубокое сверление с разгрузкой стружки) приведен на рисунке 8.
Рисунок 8 - Пример постоянного цикла глубокого сверления G83 с разгрузкой стружки ТРЕХБУКВЕННЫЕ ОПЕРАТОРЫ В процессе создания УП используются операторы, представляющие собой 3-х буквенные коды которые делятся на семь классов: - операторы, изменяющие систему начала отсчета осей; - операторы, изменяющие последовательность выполнения программы; - смешанные операторы; - операторы ввода / вывода; - операторы контроля инструмента; - операторы видеографического управления; - операторы управления коррекциями. Обозначение кодов, формат и функции приведены в таблицах А1-А5 (приложение А).
СОЗДАНИЕ И ИСПЫТАНИЕ УП Режимы работы УЧПУ NС-201 Создание УП осуществляется в соответствии с использованием вышеизложенных правил, имеющихся чертежей заготовки и готовой детали. Проверку работы УП необходимо произвести: - при блокированном приводе с использованием видеостраницы #6 и / или с подачами равными скоростям холостых перемещений; - при обработке заготовки с использованием созданной УП на рабочих режимах.
Обработка заготовки Обработка заготовки осуществляется после проверки и корректировки работы УП при строгом соблюдении правил ТБ и инструкции по управлению станком под руководством преподавателя или учебного мастера. После окончания обработки необходимо проверить соответствие полученных размеров требуемым, и составить отчет по лабораторной работе.
СОДЕРЖАНИЕ ОТЧЕТА 1 Эскиз (чертеж) заготовки, детали. 2 Разработанная РТК. 3 Текст управляющей программы. 4 Результаты обмеров готовой детали. 5 Выводы.
ВОПРОСЫ И ЗАДАНИЯ ДЛЯ САМОПРОВЕРКИ 1 Каким образом осуществляется ввод УП в УЧПУ станка? 2 Какая информация необходима для подготовки УП? 3 Описать порядок формирования текста УП. 4 Для чего используются подготовительные функции G? 5 Описать формат кадров УП. 6 Привести примеры стандартных циклов обработки. 7 С какой целью при создании УП используются трехбуквенные операторы? 8 На какие типы подразделяются кадры УП? 9 В чем заключается испытание УП? ПРИЛОЖЕНИЕ А. ПЕРЕЧЕНЬ КОДОВ, ИСПОЛЬЗУЕМЫХ ПРИ ПРОГРАММИРОВАНИИ СИСТЕМЫ NС-201 (ТОКАРНЫЙ ВАРИАНТ)
Таблица А1 - Коды, используемые в режиме «КОМАНДА»
Таблица А2 - Коды периферийных устройств
Таблица АЗ - Коды, используемые при управлении УП
Таблица А4 - Коды, используемые при управлении инструментом
Таблица А5 - Коды, используемые в кадрах УП
СОДЕРЖАНИЕ 1 ЦЕЛЬ РАБОТЫ.. 3 2 ПОРЯДОК ВЫПОЛНЕНИЯ РАБОТЫ.. 3 3 ОБЩИЕ СВЕДЕНИЯ.. 3 4 ПРОГРАММИРОВАНИЕ УЧПУ МС – 201. 5 4.1 Подготовительный этап. 5 4.2 Формирование текста УП.. 5 4.3 Функции, используемые при программировании. 7 4.4 Форматы кадров УП.. 12 5 ЦИКЛЫ ОБРАБОТКИ.. 15 5.1 Нарезание резьбы.. 15 5.2 Постоянный цикл сверления. 17 5.3 Компенсация радиуса инструмента. 19 6 ГЕОМЕТРИЧЕСКОЕ ПРОГРАММИРОВАНИЕ ВЫСОКОГО УРОВНЯ (GTL) 21 7 ПАРАМЕТРИЧЕСКОЕ ПРОГРАММИРОВАНИЕ. 21 8 ТРЕХБУКВЕННЫЕ ОПЕРАТОРЫ.. 22 9 СОЗДАНИЕ И ИСПЫТАНИЕ УП.. 22 9.1 Режимы работы УЧПУ NС-201. 22 9.2 Испытание УП при блокировке привода с использованием видеостраницы #6 22 9.3 Испытание УП без детали на скоростях быстрого хода. 23 9.4 Обработка заготовки. 23 10 СОДЕРЖАНИЕ ОТЧЕТА.. 23 11 ВОПРОСЫ И ЗАДАНИЯ ДЛЯ САМОПРОВЕРКИ.. 23 ПРИЛОЖЕНИЕ А. 24
Переладов Александр Борисович Камкин Иван Павлович
МОДЕЛИ 16К20ФЗ (УЧПУ NC - 201) Методические указания к выполнению лабораторных работ по курсам «Программное управление технологическим оборудованием», «Управление системами и процессами», «Управление станками и станочными комплексами» для студентов специальностей 220301, 151001, 151002 Редактор Е. А. Устюгова
________________________________________________________________
________________________________________________________________ Редакционно-издательский центр КГУ. Курганский государственный университет. 640669, г. Курган, ул. Гоголя, 25. ПРОГРАММИРОВАНИЕ ТОКАРНОГО СТАНКА МОДЕЛИ 16К20ФЗ (УЧПУ NC - 201)
Методические указания к выполнению лабораторных работ по курсам «Программное управление технологическим оборудованием», «Управление системами и процессами», «Управление станками и станочными комплексами» для студентов специальностей 220301, 151001, 151002
Курган 2012 Кафедра: «Автоматизация производственных процессов» Дисциплины: «Программное управление технологическим оборудованием», «Управление системами и процессами», «Управление станками и станочными комплексами»
Составили: канд. техн. наук, доцент А.Б. Переладов; аспирант И. П. Камкин. Утверждены на заседании кафедры «14» декабря 2011 г. Рекомендованы методическим советом университета «29» декабря 2011 г. ВВЕДЕНИЕ Данные методические указания предназначены для ознакомления с возможностями и принципом работы устройства числового программного управления NC-201, а также правилами составления управляющих программ, обеспечивающих работу токарного станка 16К20ФЗ в автоматическом режиме. Перечень сокращений: УЧПУ - устройство числового программного управления; ПО - пульт оператора; ПрО - программное обеспечение; УП - управляющая программа.
ЦЕЛЬ РАБОТЫ Ознакомиться с функциональными возможностями УЧПУ NC - 201 (токарный вариант) и правилами подготовки УП для обработки заготовок.
|
||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
Последнее изменение этой страницы: 2019-03-29; Просмотров: 1679; Нарушение авторского права страницы