|
Архитектура Аудит Военная наука Иностранные языки Медицина Металлургия Метрология Образование Политология Производство Психология Стандартизация Технологии |
|
|
Архитектура Аудит Военная наука Иностранные языки Медицина Металлургия Метрология Образование Политология Производство Психология Стандартизация Технологии |
Функции, используемые при программировании
Подготовительные функции G, используемые при программировании, делятся на функциональные классы, в зависимости от предназначения (см. таблицу 1): - определение типа движения: GOO...G03, G33 (класс а); - определение плоскости интерполяции: G17-G19 (класс b); - определение динамического режима - от точки к точке или непрерывный: G27...G29 (класс с); - вход / выход из среды программирования GTL: G21, G20 (класс d); - активизация / отмена компенсации радиуса инструмента: - постоянные циклы обработки отверстий: G80...G86, G89 (класс f); - программирование абсолютное / в приращениях: G90 / G91 (класс h); - программирование относительно нуля станка: G79 (класс i); - определение динамического типа: G04, G09 (класс j); - циклы измерений: G72...G74 (класс к); - скорость подачи: G93...G95 (класс l); - скорость вращения шпинделя: G96, G97 (класс m).
Таблица 1 - Описание подготовительных функций для программирования УЧПУ и их задание
При создании кадров УП с функциями G оператор G определяется двумя цифрами (00...99), которые декодируются системой и записываются после номера кадра. В одном кадре можно программировать несколько операторов G, если они конгруэнтны (совместимы). Конгруэнтность операторов определяется по таблице 2.
Таблица 2 - Конгруэнтность операторов G в кадре («1» / «0» - несовместимы / совместимы)
Функции М, используемые при написании УП, являются вспомогательными и осуществляют следующие управляющие воздействия: - М00 - останавливает выполнение программы, вращение шпинделя, охлаждение; сохраняет всю информацию, накопленную в памяти; - М01 - условная остановка УП (если USO=1); - М02 - конец УП без установки на начало; - М0З - вращение шпинделя по часовой стрелке; - М04 - вращение шпинделя против часовой стрелки; - М05 - остановка шпинделя и охлаждения; - М06 замена инструмента с остановкой обработки, подтверждает корректировки, выбранных функций Т, не отменяет М0З, М04, М08, М13, М14; - М08 - подача охлаждения; - М09 - остановка охлаждения; - М10 - блокировка осей, не участвующих в процессе обработки; - М11 - отмена М10; - М12 - блокировка вращающихся осей, не участвующих в процессе обработки; - М13 - вращение шпинделя по часовой стрелке с подачей охлажде- - М14 - вращение шпинделя против часовой стрелки с подачей охлаждения; - М19 - остановка вращения шпинделя с угловой ориентацией после - М30 - автоматический сброс информации в динамическом буфере, - М40 - отмена диапазона вращения шпинделя; - М41...44-активизация диапазонов вращения шпинделя 1, 2, 3, 4; - М45 - автоматическая смена диапазона вращения шпинделя; - М60 - замена детали. М - функции модифицируются программой логики станка, которая расширяет или сужает их возможности. В одном кадре УП можно применять до 4-х функций. Включение и отмена М - функций описаны в таблице 3.
Таблица 3 – Включение и отмена М - функций
Скорость главного движения (функция S) может быть запрограммирована в пределах от 0, 01 до 99999, 99 и выражает: - число оборотов в минуту шпинделя (G97); - скорость резания в метрах в минуту (G96). Установка режущего инструмента в рабочую позицию (функция Т) задается программируемой величиной от 1.0 до 9999.9999. Цифры перед десятичной точкой определяют номер инструмента (0...6), после точки -номер корректора. Величина подачи по осям (функция F) может принимать значение от 0.01 до 99999.99 и задается: - отношением: скорость подачи / расстояние (G93); - в миллиметрах (дюймах) в минуту (G94); - в миллиметрах на оборот (G95).
Форматы кадров УП Быстрое позиционирование осей Формат: N20G00 [другие G] [оси] [операции корректировки] [скорость подачи] [вспомогательные функции], где [другие G] - другие функции G, совместимые с G00 и друг с другом; [оси] - представляются символом, за которым следует численное значение в явной или неявной форме (параметр Е); [операции корректировки] - коэффициенты коррекций на плоскости (U, V, W); [скорость подачи] - F; определяется скоростью быстрого хода в файлах характеризации УЧПУ; [вспомогательные функции] - M, S, T; в одном кадре можно программировать до 4-х функций М, по одной функции S и Т. Линейная интерполяция (рисунок 2) Формат: N5G01 [другие G] [оси] [операнды корректировки] [скорость подачи] [вспомогательные функции], где [скорость подачи] выражает рабочую величину подачи F; в случае отсутствия заданной F в текущем кадре используется ранее заданная в УП величина. В обратном случае подается сигнал об ошибке. Круговая интерполяция (рисунок 3) Формат: N10 [G02, G03] [другие G] [оси] i j [операнды корректировки] [скорость подачи] [вспомогательные функции], где [оси] - если третья ось не запрограммирована, то интерполяция будет осуществляться в определенной имеющимися осями плоскости (X, Z); i, j - являются адресными словами, выражающими координаты центра окружности.
Рисунок 2 - Пример линейной интерполяции
Рисунок 3 - Пример круговой интерполяции
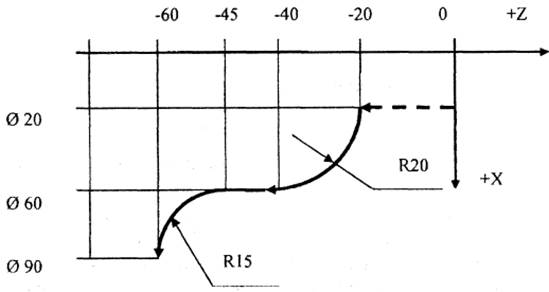
Максимальная программируемая дуга траектории 360° Программирование дуги менее 360° осуществляется через задание координат конечной точки и радиуса (рисунок 4). Начало и конец дуги определяются заданными параметрами и точками пересечения с другими образующими линиями (дугами).
Формат: N35 [G02, G03] [другие G] [оси] R\ [операнды корректировки] [скорость подачи] [вспомогательные функции], где R - адресное слово, выражающее радиус дуги окружности, цифровая часть которой может быть выражена в явной или неявной форме (параметр Ё). Знак «+» или «-» перед значением R определяет одно из двух возможных решений: «+» - для дуги от 0° до 179, 999°; «-» - для дуги от 180° до 359, 999°.
№110 G02 Х200 Z20 R+40 F0.2 №120 G02 Х120 Z115 R- 50 F0.1 Рисунок 4 - Пример программирования дуги менее 360°
ЦИКЛЫ ОБРАБОТКИ Нарезание резьбы Нарезание резьбы с постоянным или переменным шагом на цилиндрической или конической поверхности определяет цикл G33. При этом координируются (связываются) движение подачи с вращением шпинделя (рисунок 5). Формат: G ЗЗ [оси] К [ +- l ] [ R ], где [оси] представлены символом оси и цифровым значением в явной или неявной форме (параметр Е); К - шаг резьбы (в случае переменного шага необходимо ставить начальное значение); [+- 1] – изменение шага («+» - увеличивающийся шаг; «-» уменьшающийся шаг; [ R ] – задает полярную координату (угол поворота) шпинделя в градусах относительно нулевой точки при нарезаний многозаходной резьбы. Программирование функции возможно при условии отключения коррекции подачи, скорости вращения шпинделя и наличия датчика положения шпинделя. Нарезание резьбы осуществляется с постоянным и переменным шагом. Примеры нарезания резьбы различных видов с постоянным шагом приведены на рисунке 5. Выполнение данной операции возможно с применением дублирующей функции G34.
№65 GЗЗ Х50 Z-50 К5.1 б - коническая резьба
Рисунок 5 - Примеры нарезания резьбы с постоянным шагом
Цикл нарезания одно - и многозаходной резьбы на цилиндрической или конической поверхности за несколько проходов осуществляется при заданий трехбуквенного кода «FIL». Формат: FIL, Z..., X..., K +-…, L..., R..., T..., P …, а..., b..., где Z - конечный размер по Z; X - конечный размер по X; К - шаг резьбы (знак «+» означает нарезание резьбы вдоль оси Z); L - число проходов черновых и чистовых (задаются через точку); R - расстояние между инструментом и деталью (по умолчанию R= 1); Т - четырехзначный код, определяющий тип нарезаемой резьбы; первые две цифры могут означать: 00 - нарезание с конечным пазом; 01 - без конечного паза - врезание под углом; 10 - нарезание с конечным пазом; 11 - нарезание без конечного паза - врезание радиально; третья цифра: «0» или «1» - внешнее или внутреннее нарезание резьбы соответственно; четвертая цифра: «0» или «1» или «2» - нарезание метрической, дюймовой и нестандартной резьбы (по умолчанию Т0000); Р - число заходов резьбы (по умолчанию Р = 1); а - угол резьбы (для нестандартной); b - глубина резьбы. Примечание. Резьба без конечного паза не может быть получена в кадровом режиме. Пример нарезания резьбы с использованием цикла «FIL» изображен на рисунке 6.
№30 FIL, Z4, К2, L5.1, R2
Рисунок 6 - Пример нарезания резьбы с использованием цикла «FIL»
|
|||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
Последнее изменение этой страницы: 2019-03-29; Просмотров: 363; Нарушение авторского права страницы