
|
Архитектура Аудит Военная наука Иностранные языки Медицина Металлургия Метрология Образование Политология Производство Психология Стандартизация Технологии |
|
|
Архитектура Аудит Военная наука Иностранные языки Медицина Металлургия Метрология Образование Политология Производство Психология Стандартизация Технологии |
Основные размеры колпачковых отдушин, мм
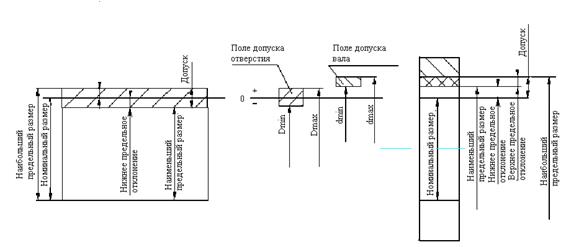
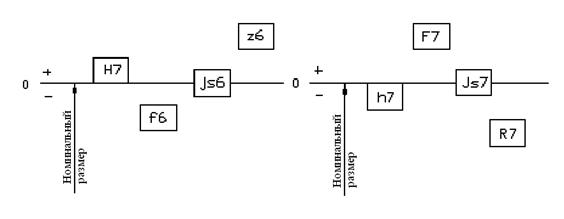
14. НОРМИРОВАНИЕ ГЕОМЕТРИЧЕСКИХ Одним из принципов конструирования и производства, независимо изготовленных деталей и узлов, обеспечивающих правильную сборку, работоспособность и замену их при ремонте без дополнительной обработки с соблюдением требований качества и экономичности является взаимозаменяемость. Для обеспечения взаимозаменяемости деталей и узлов и упорядочения их производства должны выполняться определенные требования, предъявляемые к точности геометрических, механических и других параметров качества, устанавливаемых соответствующими стандартами. Точность геометрических параметров оценивается точностью размеров, форм, взаимным расположением и шероховатостью поверхностей и должна быть соответствующим образом задана в технической документации (на чертежах). 14.1. Нормирование размеров деталей, некоторые сведения Для изготовления деталей на чертежах необходимо проставить все ее номинальные размеры. Номинальный размер – это размер полученный в результате расчета на прочность, жесткость или принятый из конструктивных соображений, округленный до стандартного и поставленный на чертеже. Так как в реальных условиях абсолютно точно получить действительный размер невозможно (погрешность станка, приспособления, инструмента и т. д.) вводятся понятие предельных размеров (dmax, Dmax, dmin, Dmin), между которыми должно находиться значение действительного размера годной детали. Действительный размер – это размер полученный в результате изготовления и замеренный с определенной точностью. Принято обозначать dmax, dmin для вала Dmax, Dmin для отверстия. Для изготовления и контроля детали информация о предельных (допускаемых) размерах должна быть известна из чертежа. Однако для упрощения чертежей на них обозначают не предельные размеры, а предельные отклонения размера от номинального значения (верхнее и нижнее), которые представляют собой алгебраическую разность между соответствующим предельным размером и номинальным. Величины отклонений могут быть как положительными, так и отрицательными. Разность между наибольшим и наименьшим предельными размерами или алгебраическая разность между верхним и нижним предельными отклонениями называется допуском размера. Зона (область значений), ограниченная нижним и верхним предельными отклонениями или наименьшим и наибольшим предельными размерами, называется полем допуска (рис. 14.1). Расположение полей допусков относительно номинального размера (нулевой линии) определяется одним из предельных отклонений, называемым основным, и обозначается одной (или двумя) буквами латинского алфавита – прописной для отверстий и строчной для валов (например, H, N, Ys, h, n, js и т.д.) Основным всегда является предельное отклонение, ближайшее к номинальному размеру (нулевой линии). Его величина зависит от номинального размера и буквенного обозначения.
Рис. 14.1. Размерные параметры вала и отверстия, схемы полей допусков Второе предельное отклонение (не основное) зависит от величины допуска. При увеличении допуска на размер требования к точности снижаются, и деталь в изготовлении будет простой и дешевой. При одном и том же допуске деталь большего размера изготовить сложней, чем деталь меньшего размера. Поэтому величину допуска (IT) определяют по формуле I T = a ∙ i где i – единица допуска, которая зависит от размера и определяется по формуле а – число единиц допуска (коэффициент точности) и зависит от принятой точности изготовления. Стандартом установлено 19 квалитетов точности: 01, 0, 1, 2, …17. При этом в среднем машиностроении квалитеты 5–11 используют для назначения допусков на сопрягаемые размеры деталей, а квалитеты 12–17 для несопрягаемых (свободных) размеров. Числовые значения предельных отклонений и допуски размеров деталей определяются единой системой допусков и посадок (ЕСДП, установленной ГОСТ 25347 и ГОСТ 25346), и указываются на рабочих чертежах деталей для всех размеров. Величины верхнего и нижнего предельных отклонений сопрягаемых размеров указывают на чертежах непосредственно после номинального размера одним из трех способов: 1) числовыми значениями предельных отклонений в миллиметрах (более мелкими цифрами: верхнее – вверху, нижнее – внизу; каждое со своим знаком; отклонение, равное нулю, не проставляется; если верхнее и нижнее отклонения равны по абсолютной величине, но имеют разные знаки, то они записываются один раз со знаком “+” цифрами одинаковой высоты с цифрами номинального размера), например
2) в виде условного обозначения поля допуска, состоящего из буквы и цифры, например 20h8; 35f9; 50Н7; 40К6. 3) одновременным указанием условного обозначения поля допуска и соответствующих ему цифровых значений предельных отклонений (в скобках), например
Выбор способа простановки зависит от типа производства. Предельные отклонения размеров неуказанных на чертежах обозначаются в технических требованиях в виде записи: «неуказанные предельные отклонения размеров: отверстий H14, валов h14, остальных В отдельных случаях в указанных вариантах записи допускается опускать поясняющие слова, например H14, h14, В любом варианте записей для всех размеров ссылка должна быть на один квалитет точности. Числовые значения стандартных допусков и предельных отклонений приведены в ГОСТ 25346 или технической литературе. Отклонения угловых размеров указывают на изображениях непосредственно после их номинального значения, числовыми значениями в градусах, минутах, секундах, например 900±10´.Характер соединения двух деталей (охватываемой – вала и охватывающей – отверстия) называется посадкой. Если диаметр отверстия больше диаметра вала (поле допуска отверстия находится над полем допуска вала), то в соединении между ними образуется зазор (Smax и Smin), обеспечивающий свободное перемещение одной детали относительно другой (рис. 14.2, а). Если размер отверстия меньше размера вала (поле допуска вала находится над полем допуска отверстия), то в соединении образуется натяг (Nmax и Nmin) (рис. 14.2, б). В том случае когда поля допусков перекрываются образуется переходная посадка (Smax = - Nmin; Nmax = - Smin) (рис. 14.2, в).
а) б) в) Рис. 14.2. Схемы полей допусков посадок с зазором (а), Для того чтобы на сборочном чертеже указать характер двух сопрягаемых деталей (посадку), необходимо и достаточно после номинального размера сопрягаемых поверхностей обозначить их поля допусков. Обозначения выполняют в виде дроби: в числителе обозначают поле допуска отверстия, а в знаменателе – поле допуска вала одним из указанных выше способов, например
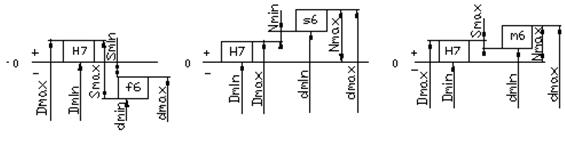
В посадках могут сочетаться поля допусков одинаковых или разных квалитетов в зависимости от технологии изготовления детали. В ЕСДП предусмотрены две системы образования посадок: система основного отверстия система отверстия (СА) и система основного вала система вала (СВ). В основу системы отверстия положена независимость размера отверстия от вида посадки, т.е. предельные отклонения данного размера отверстия одинаковы для всех посадок. Различные посадки достигаются путем изменения предельных отклонений размеров (полей допусков) вала (рис. 14.3.а). Отверстия в такой системе называют основным, а расположение его поля допуска (основное отклонение, нижнее, равное нулю) обозначают буквой Н. Второе отклонение, верхнее, всегда положительно, т.е. поле допуска располагается в “тело” детали. Обозначение посадки в системе отверстия имеет вид При образовании посадок в системе вала принимают, что размер вала не зависит от вида посадки, а различные посадки получают за счет изменения предельных отклонений (полей допусков) отверстий (рис. 14.3.б).
а) б) Рис. 14.3. Схемы полей допусков посадок Вал в такой системе называют основным, а расположение его поля допуска (основное отклонение, верхнее, равное нулю) обозначают буквой h. Второе отклонение, нижнее, всегда отрицательно, т.е. поле допуска располагается также в «тело» детали. Обозначение посадки в системе вала имеет вид На практике в машиностроении система отверстия более распространена, т.к. способствует сокращению ассортимента требуемых инструментов для обработки отверстий и средств контроля. В обеих системах посадки могут быть: с зазором, с натягом, переходные. В том случае, когда экономически нецелесообразно использовать только СА или СВ применяют комбинированную посадку Посадки с зазором применяют в подвижных и неподвижных соединениях, подвергаемых частой разборке и сборке при невысоких требованиях, к точности соединения и небольших нагрузках. Относительная неподвижность деталей соединения достигается за счет дополнительного крепления (шпонками, штифтами, винтами и т.д.) Посадки с натягом применяют для неподвижных соединений деталей без дополнительного крепления. Переходные применяют чаще всего в неразъемных неподвижных соединениях с дополнительным креплением при повышенных требованиях к центрированию сопрягаемых деталей. Посадки назначают на основании расчетов или накопленного в промышленности опыта по методу аналогов. Предельные отклонения (допуски) размеров устанавливают (по ЕСДП) с учетом назначенных посадок, требуемой точности, технологии изготовления и т.д. Посадки основных деталей даны в табл. 14.1, а примеры обозначения – на рис. 14.4. Таблица 14.1. |
Последнее изменение этой страницы: 2019-03-31; Просмотров: 108; Нарушение авторского права страницы
 , мкм (здесь d мм)
, мкм (здесь d мм)

 ».
». .
.
 ;
;  ;
;  .
.

 , в которой отверстие выполнено в отверстии вала, а вал в системе отверстия (рис. 14.4).
, в которой отверстие выполнено в отверстии вала, а вал в системе отверстия (рис. 14.4).