|
Архитектура Аудит Военная наука Иностранные языки Медицина Металлургия Метрология Образование Политология Производство Психология Стандартизация Технологии |
|
|
Архитектура Аудит Военная наука Иностранные языки Медицина Металлургия Метрология Образование Политология Производство Психология Стандартизация Технологии |
РЕАЛЬНОЕ БАЗИРОВАНИЕ ПРИ ИЗГОТОВЛЕНИИСтр 1 из 5Следующая ⇒
ВВЕДЕНИЕ Анализ работ по теории базирования разных авторов показывает разнообразие терминологии и различия в толковании ряда понятий. Теорией базирования в машиностроении занималось много крупных исследователей. В ранних работах (Гладков К.М., Маслов Д.П., Глущенко Е.И., Каратыгин А.М., Анненкова Е.Г. и др.) не наблюдался единый подход к классификации баз и к формированию основных понятий и определений теории. Выбор комплекта технологических баз рекомендовалось осуществлять на основе рекомендаций общего характера, пригодных для некоторых типов деталей (Якобсон М.О., Эттель А.В., Беспалов Б. Л., Глейзер Л.А. и др.) [1-11]. К 1976 году под руководством Б.С. Балакшина была разработана четкая иерархическая классификация основных понятий и определений теории базирования, отраженная в ГОСТ 21495-76 «Базы в машиностроении. Термины и определения» (далее ГОСТ). Последователи и ученики Б.С. Балакшина (Воробьев Л.Н., Гусев А.А., Соломенцев Ю.М., Колесов И.М. и др.) в своих исследованиях часто использовали основные положения ГОСТа [12-21]
Но после издания ГОСТа появились работы [22-30], авторы которых не согласны с некоторыми его положениями. В работах [22-24] говорится о том, что в зависимости от технологической задачи, решаемой при обработке заготовки, при ее базировании в приспособлении или на станке может быть использована одна, две или три базы, несущие на себе в общей сложности три, четыре, пять или шесть опорных точек. В работах [22,23] введено понятие настроечной базы, под которой понимается поверхность заготовки, по отношению к которой ориентируются обрабатываемые поверхности, связанная с этими поверхностями непосредственными размерами и образуемая при одном установе с рассматриваемыми обрабатываемыми поверхностями заготовки. В работе [25] утверждается то, что количество опорных точек (точек соприкосновения с установочными компонентами) на схеме базирования может быть и больше, и меньше шести. Приводятся примеры «схем базирования» с тремя, семью и даже девятью опорными точками (Рис. 1). Но автор этой работы смешал понятия реального базирования, когда на количество реальных точек сопряжения влияют погрешности технологических баз и установочных элементов, и проектного базирования, результатом которого является разработанная схема базирования.
В работе [26] поддерживается идея о разграничении понятий реального и проектного базирования, однако в ней не определена цель разработки теоретической схемы базирования и отсутствует понятие теоретической схемы установки. В связи с этим у автора в примерах не всегда верно проводится базовая система координат, а также смешиваются понятия теоретической схемы базирования и теоретической схемы установки (Рис. 2).
В работе [27] приводятся классификация схем базирования «с замыканием по силе и по моменту». Так называемая осеопорная база с замыканием по моменту имеет вид, приведенный на рис. 3. В работе [28] вообще отсутствуют значки баз, а приводятся лишь схемы установки некоторых классов деталей. В работе [29] высказывается идея о том, что в некоторых случаях механической обработки функцию базирующей подсистемы полностью или частично может выполнять инструмент. В работе [30] теория базирования рассматривается с системных позиции. Справедливо утверждается необходимость разграничения понятия «база» и «базирование» на различных областях их действия, т.е. при конструировании, механической обработке и сборке. Однако идея не получила дальнейшего развития. Одной из причин подобного неоднозначного отношения исследователей к положениям ГОСТ21495-76 «Базирование и базы в машиностроении», авторы работы видят в том, что согласно ГОСТ в один уровень классификации баз (согласно которой все базы подразделяются на конструкторские (основные и вспомогательные), технологические и измерительные выделены понятия по разным признакам. Первое понятие относится к детали, а два других к поверхностям детали. Под понятием «базирование» согласно ГОСТ понимается «придание заготовке или изделию требуемого положения относительно выбранной системы координат». Таким образом, понятие базирования относится исключительно к заготовке или изделию целиком, а не к поверхностям. Еще одним важным моментом является то обстоятельство, что в положениях ГОСТ (несмотря на то, что имеются понятия проектной и действительной базы, приводятся примеры разработки схем базирования) четкого разграничения понятий проектного и реального базирования теоретической схемы базирования и установки для каждого из этапов «жизни» объекта производства (конструирования, механической обработки, сборки и контроля) нет. Так при иллюстрации технологической базы (под которой понимается база, используемая для определения положения заготовки или изделия в процессе изготовления или ремонта) приводится пример реальной установки заготовки в приспособлении при механической обработке. В определении технологической базы ничего не говорится о цели проектирования комплекта баз при механической обработке и сборке, о том, что при проектировании схемы базирования механической обработки относительно комплекта технологических баз (под которыми понимаются совокупность поверхностей заготовки) ориентируется обрабатываемая поверхность или их сочетание. Если на схеме базирования не указывать обрабатываемые поверхности, размеры и базовую систему координат, то процесс ее разработки теряет смысл. На этапе проектирования схемы установки – заготовка ориентируется относительно проектных установочных компонентов, а на этапе реальной установки заготовки на станке происходит ориентация заготовки относительно приспособления. Одним из ключевых понятий теории базирования является понятие погрешности базирования и погрешности установки. Под погрешностью базирования согласно ГОСТ21495-76 «Базирование и базы в машиностроении» понимается отклонение фактически достигнутого положения заготовки или изделия при базировании от заданного, а под погрешностью установки – отклонение фактически достигнутого положения заготовки или изделия при установке от требуемого. Под установкой понимается процесс базирования и закрепления заготовки. Однако в работах [31, 32] под погрешностью установки понимается неточность положения заготовки, режущего инструмента, приспособления и др. относительно баз станка. За них принимают вспомогательные базы (как правило, направляющие) по которым перемещаются сборочные единицы, несущие исполнительные поверхности. Базы станка называются базами установки. Эта идея поддерживается в работах [33, 34] и приводится методика расчета погрешности базирования, под которой понимается несовпадение измерительных и технологических баз, с помощью матриц влияния. Для развития и корректировки положений теории базирования авторы разграничивают понятия теоретической схемы базирования и схемы установки, проектного и реального базирования при механической обработке. Четко определяются цели проектного и реального базирования [35, 36]. ОСНОВНЫЕ ПОЛОЖЕНИЯ База – элемент детали, заготовки, сборочной единицы (или сочетание элементов детали, заготовки, сборочной единицы), определяющий одну из плоскостей или осей системы координат, по отношению к которой может осуществляться ориентирование других: компонентов детали, заготовки, компонентов заготовки, деталей, сборочных единиц или средств измерения. По назначению базы делятся на: конструкторские, технологические, сборочные и измерительные. Конструкторские базы используются для задания взаимного расположения (параллельности, перпендикулярности или в общем случае угла) элементов детали. При простановке размеров между двумя элементами детали последние являются равноправными, и поэтому ни один из них не может быть признан конструкторской базой. Технологические базы используются для ориентации заготовки или элементов заготовки при обработке и при проектировании технологического процесса обработки детали. В первом случае технологические базы называют реальными базами, а во втором – проектными базами. Сборочные базы используются для взаимной ориентации деталей и сборочных единиц при сборке изделия. Основной сборочной базой называют совокупность поверхностей детали или сборочной единицы, которая определяет ее положение в изделии. Вспомогательной сборочной базой называют совокупность поверхностей детали или сборочной единицы, которая определяет положение присоединяемой к ней детали или сборочной единицы. Измерительные базы используются при измерении отклонений взаимного расположения (параллельности, перпендикулярности или в общем случае угла). Измерительная база служит для ориентации средств измерения. Она должна совпадать с конструкторской во избежание погрешности схемы измерения.
ДЕТАЛЕЙ МАШИН При механической обработке на станках реальным базированием называется ориентация заготовки относительно выбранной системы координат, связанной с приспособлением или элементами станка, определяющими траектории движения подачи. (Рис. 4). Поверхности, линии или точки заготовки, используемые для базирования при механической обработке на станках, называют реальными технологическими базами. В технологии машиностроения используются три метода реального базирования: 1) выверкой по разметке; 2) выверкой по реальной технологической базе; 3) сопряжением. Базирование по разметке применяется в единичном и мелкосерийном производстве, а также при обработке крупногабаритных заготовок. Технологической базой в случае базирования заготовки в приспособлении-спутнике (Рис. 5) являются линии разметки 2. Контроль их положения осуществляется обычно штангенрейсмусом 4. Регулировка положения заготовки 1 осуществляется домкратами 3 и кулаками 5. При базировании заготовки показанной на рис. 6 на столе станка контроль положения линий разметки осуществляется штангенрейсмусом, а также с помощью чертилки 1 закрепленной в оправке 2.
Рис. 4. Пример взаимного расположения систем координат: сб- заготовки (собственной или базовой системы координат; су- схемы установки; пр- приспособления; с- станка; и- инструмента.
К недостаткам метода выверки по разметке следует отнести: 1) низкую точность (0,8...1.3 мм); 2) высокие требования к квалификации рабочего; 3) низкую производительность. А к достоинствам: 1) возможность проверки пригодности заготовки до начала её обработки; 2) возможность наиболее рационального размещение контура детали в теле заготовки.
При базировании выверкой по реальной технологической базе правильность положения объекта контролируется точными средствами (индикатором, микроскопом и т.д.). При механической обработке выверяется параллельность технологической базы направлению подачи (рис. 7, а), положение оси отверстия относительно оси шпинделя станка, биение заготовки (рис. 7, б). К достоинству метода следует отнести высокую (0,02...0,1 мм) точность базирования, зависящую только от точности контролирующего инструмента и точности технологической базы. А к недостаткам – низкую производительность и высокие требования к квалификации рабочего.
Базирование сопряжением осуществляется при соприкосновении технологических баз заготовки с установочными элементами приспособления. Пример базирования сопряжением при механической обработке показан на рис.8. Данный метод обеспечивает как высокую производительность, так и достаточно высокую точность базирования.
Чаще всего в качестве баз используются плоские и цилиндрические поверхности в различных сочетаниях. Реже используются конические и сферические. Реальные поверхности, линии и точки их пересечения относятся к явным базам. А условные точки, линии и плоскости (например, симметрии) относятся к скрытым базам. На рис. 9 приведен пример использования скрытых баз (плоскость симметрии 5 и 4 заготовки 3). На рис. 8 подвижная призма 3 позволяет реализовать скрытую базу (плоскость симметрии 6). Для сохранения полученного при базировании относительного положения заготовки под действием нагрузок, возникающих во время ее обработки, необходимо силовое замыкание. Силы (моменты сил), создающие силовое замыкание, должны быть больше сил (моментов), стремящихся нарушить относительное положение заготовки, которое было получено при базировании. Для создания силового замыкания используются: 1) упругие деформации отдельных деталей или механизмов станочного приспособления; 2) силы трения; 3) сила тяжести; 4) давление жидкости или газа; 5) магнитные и электромагнитные силы; 6) сочетание различных сил.
Таблица 1 Варианты комплектов баз ориентации поверхностей
5. При определении вида компонента комплекта баз (числа накладываемых связей) самым важным показателем взаимного расположения является перпендикулярность, затем угол, затем параллельность. Соосность и симметричность являются производными параллельности. 6. Точность взаимного углового расположения обеспечивают только установочная, направляющая, двойная направляющая базы и сочетание двойной опорной и опорной баз. 7. Та технологическая база, по отношению к которой удельный допуск взаимного расположения или расстояний более жесткий должна накладывать больше связей. Под удельным допуском понимается допуск взаимного расположения, приведенный к одной базовой длине. 8. Необходимое относительное угловое расположение поверхностей может быть обеспечено прямым и косвенным путями. Косвенное обеспечение заданных допусков взаимного расположения предполагает определение расчетным путем возможности обеспечения допуска. Прямое обеспечение заданных требований к угловому расположению поверхностей может быть реализовано обработкой: 1. от единой базы всех поверхностей, связанных указанными требованиями за один установ (Рис. 31-а, поверхности 1); 2. от единой базы за несколько установов (Рис. 31-в); 3. от разных баз при использовании одной из связанных требованиями точности относительного расположения поверхностей в качестве базы (Рис. 31-б).
В случае, показанном на рисунке 31-б, при обработке поверхности 2 в качестве базы применяется предварительно обработанная поверхность 1. В случае показанном на рисунке 31-в невозможность обработки без специального приспособления и поворотного стола на горизонтально-расточном станке за один установ нескольких отверстий, параллельных базе А, и одного перпендикулярного к ней, вынуждает вести обработку последнего либо на другом станке, либо с установкой в другом приспособлении. Однако принимать решение о возможности обработки тех или иных комплексов поверхностей на том или ином оборудовании необходимо на стадии проектирования структуры операции, что не является целью данной лабораторной работы. В лабораторной работе, как правило, рассматриваются вопросы прямого обеспечения допусков взаимного расположения третьим способом. В приложении 3 приводятся формальные правила назначения вида компонентов комплектов баз при проектировании схемы базирования для обрабатываемой оси или плоскости. Код правила назначения вида компонента соответствует коду варианта ориентации поверхности относительно комплекта (приложение 1). Синтез схемы базирования рекомендуется выполнять согласно приведенным ниже шагам. Причем следует отметить, что в заданиях отражается объект производства в состоянии на последней операции технологического процесса с указанием выделенных обрабатываемых поверхностей и размеров окончательно полученных на предыдущих операциях и тех, которые необходимо получить. Первый шаг. Построить ГМЗ с выделением обрабатываемых поверхностей и выявлением угловых и размерных связей, которые необходимо обеспечить на операции. Второй шаг. С помощью анализа заданных допусков относительных поворотов и размерных связей установить комплект баз ориентации обрабатываемых поверхностей.
Третий шаг. Проверить правильность задания относительных поворотов (согласно правилам 1-2 и приложения 1). Выявить, если необходимо, неуказанные допуски относительного расположения (перпендикулярность, соосность, симметричность). Четвертый шаг. Сформировать базовую систему координат. Пятый шаг. Определить вид каждого из компонентов установленного комплекта баз. (Правила 3-7, приложение 3). Пример. Пусть необходимо спроектировать схему базирования заготовки на операции обработки поверхности О при заданных показателях точности линейных размеров и допусков взаимного расположения (Рис. 32). Первый шаг.
Геометрическая модель заготовки для проектирования схемы базирования изображена на рис. 32. Обрабатываемая поверхность цилиндрическая открытая. Второй шаг. Согласно задания необходимо выдержать размер от оси цилиндрической поверхности О до плоскости Pj 20±0.1 и размер 41±0.3 от оси цилиндрической поверхности О до оси С, а также перпендикулярность оси поверхности О относительно базы А (Pi) с допуском 0.01. База А– плоскость. Следовательно комплект технологических баз – №2 (Две взаимно перпендикулярные плоскости (Pi, Pj) и ось перпендикулярная одной из плоскостей Ol). Третий шаг. Задан допуск перпендикулярности оси относительно базы А. База А – плоскость. Согласно правилу 3 и пункту О21 приложения 1 допуск задан корректно и однозначно. Четвертый шаг . Согласно таблице 1 строится базовая система координат Пятый шаг. Согласно правилам 4-7 и алгоритму О21 приложения 3 плоскость Pi назначается установочной базой, Pj – направляющей, ось Ol– опорной. (Рис. 33).
ВВЕДЕНИЕ Анализ работ по теории базирования разных авторов показывает разнообразие терминологии и различия в толковании ряда понятий. Теорией базирования в машиностроении занималось много крупных исследователей. В ранних работах (Гладков К.М., Маслов Д.П., Глущенко Е.И., Каратыгин А.М., Анненкова Е.Г. и др.) не наблюдался единый подход к классификации баз и к формированию основных понятий и определений теории. Выбор комплекта технологических баз рекомендовалось осуществлять на основе рекомендаций общего характера, пригодных для некоторых типов деталей (Якобсон М.О., Эттель А.В., Беспалов Б. Л., Глейзер Л.А. и др.) [1-11]. К 1976 году под руководством Б.С. Балакшина была разработана четкая иерархическая классификация основных понятий и определений теории базирования, отраженная в ГОСТ 21495-76 «Базы в машиностроении. Термины и определения» (далее ГОСТ). Последователи и ученики Б.С. Балакшина (Воробьев Л.Н., Гусев А.А., Соломенцев Ю.М., Колесов И.М. и др.) в своих исследованиях часто использовали основные положения ГОСТа [12-21]
Но после издания ГОСТа появились работы [22-30], авторы которых не согласны с некоторыми его положениями. В работах [22-24] говорится о том, что в зависимости от технологической задачи, решаемой при обработке заготовки, при ее базировании в приспособлении или на станке может быть использована одна, две или три базы, несущие на себе в общей сложности три, четыре, пять или шесть опорных точек. В работах [22,23] введено понятие настроечной базы, под которой понимается поверхность заготовки, по отношению к которой ориентируются обрабатываемые поверхности, связанная с этими поверхностями непосредственными размерами и образуемая при одном установе с рассматриваемыми обрабатываемыми поверхностями заготовки. В работе [25] утверждается то, что количество опорных точек (точек соприкосновения с установочными компонентами) на схеме базирования может быть и больше, и меньше шести. Приводятся примеры «схем базирования» с тремя, семью и даже девятью опорными точками (Рис. 1). Но автор этой работы смешал понятия реального базирования, когда на количество реальных точек сопряжения влияют погрешности технологических баз и установочных элементов, и проектного базирования, результатом которого является разработанная схема базирования.
В работе [26] поддерживается идея о разграничении понятий реального и проектного базирования, однако в ней не определена цель разработки теоретической схемы базирования и отсутствует понятие теоретической схемы установки. В связи с этим у автора в примерах не всегда верно проводится базовая система координат, а также смешиваются понятия теоретической схемы базирования и теоретической схемы установки (Рис. 2).
В работе [27] приводятся классификация схем базирования «с замыканием по силе и по моменту». Так называемая осеопорная база с замыканием по моменту имеет вид, приведенный на рис. 3. В работе [28] вообще отсутствуют значки баз, а приводятся лишь схемы установки некоторых классов деталей. В работе [29] высказывается идея о том, что в некоторых случаях механической обработки функцию базирующей подсистемы полностью или частично может выполнять инструмент. В работе [30] теория базирования рассматривается с системных позиции. Справедливо утверждается необходимость разграничения понятия «база» и «базирование» на различных областях их действия, т.е. при конструировании, механической обработке и сборке. Однако идея не получила дальнейшего развития. Одной из причин подобного неоднозначного отношения исследователей к положениям ГОСТ21495-76 «Базирование и базы в машиностроении», авторы работы видят в том, что согласно ГОСТ в один уровень классификации баз (согласно которой все базы подразделяются на конструкторские (основные и вспомогательные), технологические и измерительные выделены понятия по разным признакам. Первое понятие относится к детали, а два других к поверхностям детали. Под понятием «базирование» согласно ГОСТ понимается «придание заготовке или изделию требуемого положения относительно выбранной системы координат». Таким образом, понятие базирования относится исключительно к заготовке или изделию целиком, а не к поверхностям. Еще одним важным моментом является то обстоятельство, что в положениях ГОСТ (несмотря на то, что имеются понятия проектной и действительной базы, приводятся примеры разработки схем базирования) четкого разграничения понятий проектного и реального базирования теоретической схемы базирования и установки для каждого из этапов «жизни» объекта производства (конструирования, механической обработки, сборки и контроля) нет. Так при иллюстрации технологической базы (под которой понимается база, используемая для определения положения заготовки или изделия в процессе изготовления или ремонта) приводится пример реальной установки заготовки в приспособлении при механической обработке. В определении технологической базы ничего не говорится о цели проектирования комплекта баз при механической обработке и сборке, о том, что при проектировании схемы базирования механической обработки относительно комплекта технологических баз (под которыми понимаются совокупность поверхностей заготовки) ориентируется обрабатываемая поверхность или их сочетание. Если на схеме базирования не указывать обрабатываемые поверхности, размеры и базовую систему координат, то процесс ее разработки теряет смысл. На этапе проектирования схемы установки – заготовка ориентируется относительно проектных установочных компонентов, а на этапе реальной установки заготовки на станке происходит ориентация заготовки относительно приспособления. Одним из ключевых понятий теории базирования является понятие погрешности базирования и погрешности установки. Под погрешностью базирования согласно ГОСТ21495-76 «Базирование и базы в машиностроении» понимается отклонение фактически достигнутого положения заготовки или изделия при базировании от заданного, а под погрешностью установки – отклонение фактически достигнутого положения заготовки или изделия при установке от требуемого. Под установкой понимается процесс базирования и закрепления заготовки. Однако в работах [31, 32] под погрешностью установки понимается неточность положения заготовки, режущего инструмента, приспособления и др. относительно баз станка. За них принимают вспомогательные базы (как правило, направляющие) по которым перемещаются сборочные единицы, несущие исполнительные поверхности. Базы станка называются базами установки. Эта идея поддерживается в работах [33, 34] и приводится методика расчета погрешности базирования, под которой понимается несовпадение измерительных и технологических баз, с помощью матриц влияния. Для развития и корректировки положений теории базирования авторы разграничивают понятия теоретической схемы базирования и схемы установки, проектного и реального базирования при механической обработке. Четко определяются цели проектного и реального базирования [35, 36]. ОСНОВНЫЕ ПОЛОЖЕНИЯ База – элемент детали, заготовки, сборочной единицы (или сочетание элементов детали, заготовки, сборочной единицы), определяющий одну из плоскостей или осей системы координат, по отношению к которой может осуществляться ориентирование других: компонентов детали, заготовки, компонентов заготовки, деталей, сборочных единиц или средств измерения. По назначению базы делятся на: конструкторские, технологические, сборочные и измерительные. Конструкторские базы используются для задания взаимного расположения (параллельности, перпендикулярности или в общем случае угла) элементов детали. При простановке размеров между двумя элементами детали последние являются равноправными, и поэтому ни один из них не может быть признан конструкторской базой. Технологические базы используются для ориентации заготовки или элементов заготовки при обработке и при проектировании технологического процесса обработки детали. В первом случае технологические базы называют реальными базами, а во втором – проектными базами. Сборочные базы используются для взаимной ориентации деталей и сборочных единиц при сборке изделия. Основной сборочной базой называют совокупность поверхностей детали или сборочной единицы, которая определяет ее положение в изделии. Вспомогательной сборочной базой называют совокупность поверхностей детали или сборочной единицы, которая определяет положение присоединяемой к ней детали или сборочной единицы. Измерительные базы используются при измерении отклонений взаимного расположения (параллельности, перпендикулярности или в общем случае угла). Измерительная база служит для ориентации средств измерения. Она должна совпадать с конструкторской во избежание погрешности схемы измерения.
РЕАЛЬНОЕ БАЗИРОВАНИЕ ПРИ ИЗГОТОВЛЕНИИ ДЕТАЛЕЙ МАШИН При механической обработке на станках реальным базированием называется ориентация заготовки относительно выбранной системы координат, связанной с приспособлением или элементами станка, определяющими траектории движения подачи. (Рис. 4). Поверхности, линии или точки заготовки, используемые для базирования при механической обработке на станках, называют реальными технологическими базами. В технологии машиностроения используются три метода реального базирования: 1) выверкой по разметке; 2) выверкой по реальной технологической базе; 3) сопряжением. Базирование по разметке применяется в единичном и мелкосерийном производстве, а также при обработке крупногабаритных заготовок. Технологической базой в случае базирования заготовки в приспособлении-спутнике (Рис. 5) являются линии разметки 2. Контроль их положения осуществляется обычно штангенрейсмусом 4. Регулировка положения заготовки 1 осуществляется домкратами 3 и кулаками 5. При базировании заготовки показанной на рис. 6 на столе станка контроль положения линий разметки осуществляется штангенрейсмусом, а также с помощью чертилки 1 закрепленной в оправке 2.
Рис. 4. Пример взаимного расположения систем координат: сб- заготовки (собственной или базовой системы координат; су- схемы установки; пр- приспособления; с- станка; и- инструмента.
К недостаткам метода выверки по разметке следует отнести: 1) низкую точность (0,8...1.3 мм); 2) высокие требования к квалификации рабочего; 3) низкую производительность. А к достоинствам: 1) возможность проверки пригодности заготовки до начала её обработки; 2) возможность наиболее рационального размещение контура детали в теле заготовки.
При базировании выверкой по реальной технологической базе правильность положения объекта контролируется точными средствами (индикатором, микроскопом и т.д.). При механической обработке выверяется параллельность технологической базы направлению подачи (рис. 7, а), положение оси отверстия относительно оси шпинделя станка, биение заготовки (рис. 7, б). К достоинству метода следует отнести высокую (0,02...0,1 мм) точность базирования, зависящую только от точности контролирующего инструмента и точности технологической базы. А к недостаткам – низкую производительность и высокие требования к квалификации рабочего.
Базирование сопряжением осуществляется при соприкосновении технологических баз заготовки с установочными элементами приспособления. Пример базирования сопряжением при механической обработке показан на рис.8. Данный метод обеспечивает как высокую производительность, так и достаточно высокую точность базирования.
Чаще всего в качестве баз используются плоские и цилиндрические поверхности в различных сочетаниях. Реже используются конические и сферические. Реальные поверхности, линии и точки их пересечения относятся к явным базам. А условные точки, линии и плоскости (например, симметрии) относятся к скрытым базам. На рис. 9 приведен пример использования скрытых баз (плоскость симметрии 5 и 4 заготовки 3). На рис. 8 подвижная призма 3 позволяет реализовать скрытую базу (плоскость симметрии 6). Для сохранения полученного при базировании относительного положения заготовки под действием нагрузок, возникающих во время ее обработки, необходимо силовое замыкание. Силы (моменты сил), создающие силовое замыкание, должны быть больше сил (моментов), стремящихся нарушить относительное положение заготовки, которое было получено при базировании. Для создания силового замыкания используются: 1) упругие деформации отдельных деталей или механизмов станочного приспособления; 2) силы трения; 3) сила тяжести; 4) давление жидкости или газа; 5) магнитные и электромагнитные силы; 6) сочетание различных сил.
|
Последнее изменение этой страницы: 2019-04-01; Просмотров: 475; Нарушение авторского права страницы





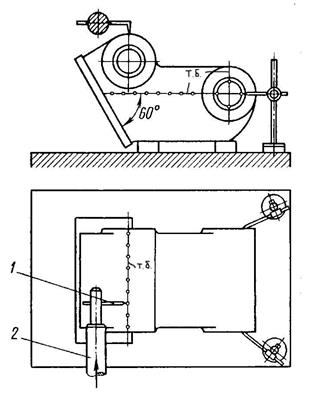
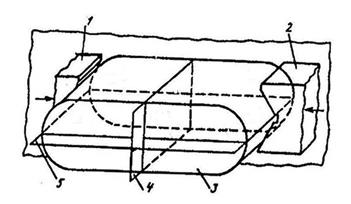
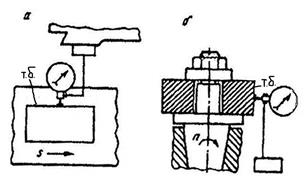
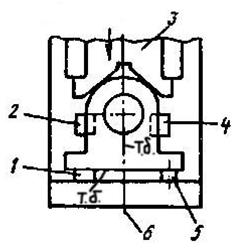





 Рис. 31. Иллюстрация методов прямого обеспечения требований к расположению поверхностей
Рис. 31. Иллюстрация методов прямого обеспечения требований к расположению поверхностей