|
Архитектура Аудит Военная наука Иностранные языки Медицина Металлургия Метрология Образование Политология Производство Психология Стандартизация Технологии |
|
|
Архитектура Аудит Военная наука Иностранные языки Медицина Металлургия Метрология Образование Политология Производство Психология Стандартизация Технологии |
Получение заготовок и деталей методами обработки давлениемСтр 1 из 6Следующая ⇒
Получение заготовок и деталей методами обработки давлением Рисунок 1. Модель технологического
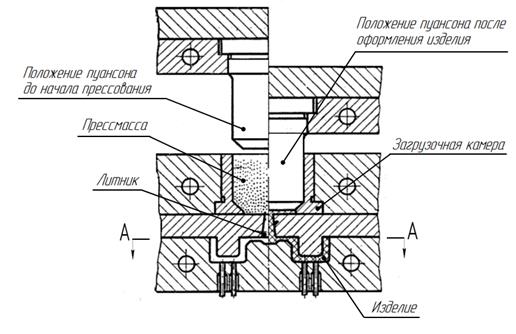
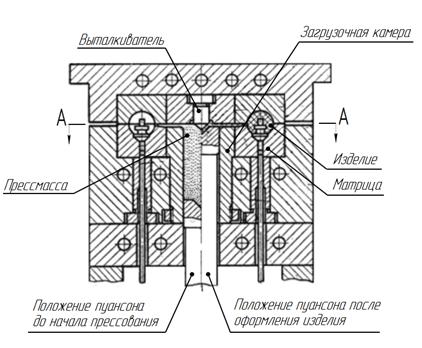
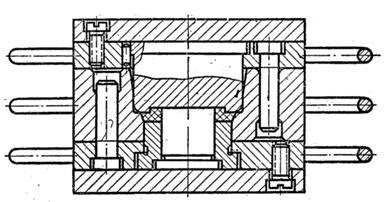
Рисунок 2. Характерная зависимость давления Независимо от характера процесса ОД необходимо учитывать следующие общие положения: 1. Объем металла при деформации не изменяется. 2. При пластическом деформировании механическая энергия деформирования в значительной мере превращается в тепловую, и металл нагревается. 3. Если деформирование осуществляется без предварительного нагрева, отдельные кристаллы повреждаются и частично разрушаются, в металле возникают остаточные внутренние напряжения, и он приобретает «наклеп», который затрудняет дальнейшее пластическое деформирование. Достигнув определенной стадии наклепа, металл при увеличении деформирующих усилий начинает разрушаться. Наклеп металла устраняется «рекристаллизационным отжигом». Остаточные внутренние напряжения, возникающие в металле в результате холодной обработки давлением, со временем несколько уменьшаются – это явление «возврата». Возврат ускоряется при применении искусственного старения. Литьевое прессование При литьевом прессовании прессмасса загружается в специальную камеру и под воздействием давления и нагрева перетекает через литниковую систему в оформляющее гнездо пресс-формы. При этом имеет место значительный (до 50%) перепад давления между загрузочной камерой и оформляющим гнездом. Различают два варианта литьевого прессования: в пресс-формах с верхней загрузочной камерой (рисунок 11) и в пресс-формах с нижней загрузочной камерой (рисунок 12). Литьевое прессование в пресс-формах с нижней загрузочной камерой является предпочтительным вследствие меньшего числа плоскостей разъема пресс-формы, а также удобства удаления литникового остатка. Применение пресс-форм с нижней загрузочной камерой требует наличия прессов с двумя гидравлическими цилиндрами, причем усилие нижнего цилиндра должно быть достаточным для продавливания прессмассы в оформляющее гнездо пресс-формы, а усилие верхнего цилиндра для прижима пресс-формы в момент прессования должно превышать давление, развиваемое пластмассой в oфopмляющем гнeздe и в литниковой системе. Этим методом можно получать детали с малопрочной сквозной арматурой и с глубокими отверстиями. Это объясняется тем, что прессматериал, проходя через узкое сечение литника, нагревается и поступает в оформляющую полость уже равномерноразмеченным. На рисунке 13 обозначены цифрами следующие позиции: 1 – корпус; 2 – матрица; 3 – загрузочная камера; 4 – пуансон; 5 – изделие; 6 – выталкивающая система.
Рисунок 10. Общий вид стационарной одногнездной Основным недостатком метода литьевого прессования является повышенный расход материала по сравнению с обычным прессованием, т.е. в загрузочной камере остается часть необработанного прессматериала.
Рисунок 11. Схема пресс-формы
Рисунок 12. Схема пресс-формы
Типы пресс-форм Пресс-формы для прессования изделий из реактопластов разделяются на две принципиально отличные группы: а) пресс-формы прямого прессования, б) пресс-формы литьевого прессования с верхней или нижней загрузочной камерой. Вышеуказанные группы пресс-форм классифицируются по следующим основным признакам:
Рисунок 13. Пресс-форма для литьевого прессования с верхней загрузочной камерой
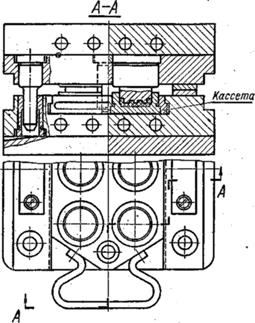
а) по связи с прессом; б) по направлению разъема; в) по конструктивному выполнению оформляющих гнёзд пресс-форм прямого прессования; г) по числу оформляющих гнезд. По связи с прессом пресс-формы разделяются на съемные, полустационарные и стационарные. Съемные пресс-формы (рисунок 14) не закрепляются на прессе и не имеют собственного обогрева; после оформления изделия они снимаются с пресса для разъема, извлечения изделия и загрузки прессмассой. Применяются в мелкосерийном производстве. Конструкции, детали и узлы съемных пресс-форм нормализованы МН 1451-61 – МН 1513-61. Полустационарные пресс-формы (рисунок 15) закрепляются на прессе, имеют собственный обогрев и снабжены выдвижной кассетой с укрепленными в ней пуансонами, матрицами или знаками. Разгрузка (а в некоторых случаях и загрузка) кассет производится .вне пресса. Полустационарные пресс-формы применяются для изготовления резьбовых и армированных изделий. Стационарные пресс-формы закрепляются на прессе и имеют собственныйобогрев; весь цикл изготовления изделий осуществляется непосредственно на прессе. Применяются в массовом производстве. Конструкции, детали и узлы стационарных пресс-форм нормализованы MH 1514-61– МН 1535-61. В целях экономии материала и уменьшения трудоемкости изготовления пресс-форм рекомендуется применять полустационарные и стационарные пресс-формы со сменными пакетами к универсальному блоку (рисунок 16). Конструкции, детали и узлы универсальных блоков и сменных пакетов пресс-форм нормализованы МН 1515-61 – МН 1518-61.
Рисунок 14. Съемная пресс-форма
Рисунок 15. Полустационарная пресс-форма По направлению плоскости разъема оформляющих деталей пресс-формы разделяются на следующие: · пресс-формы с горизонтальным разъемом, в которых оформляющие детали раскрываются по плоскости А – А в направлении хода плунжера пресса (рисунки 7, 11, 12); · пресс-формы с матрицами, имеющими – вертикальный разъем (например, клиновые рисунок 17), в которых матрица разнимается по плоскости Б – Б перпендикулярно направлению хода плунжера пресса (МН 1463-61 – МН 1467-61). По конструктивному выполнению оформляющего гнезда пресс-формы прямого прессования разделяются на следующие типы: 1. Пресс-формы открытые (рисунок 18), в которых оформляющее гнездо является одновременно и загрузочной полостью. Применяются для изготовления изделий больших габаритов при сравнительно тонких стенках, когда прессмасса полностью помещается в оформляющем гнезде матрицы. К недостаткам пресс-форм данного типа относятся повышенный процент брака изделий из-за недопрессовки, а также повышенный расход прессмассы на единицу изделия- Преимущество таких пресс-форм заключается в их простой конструкции. 2. Пресс-формы закрытые поршневые (рисунок 19, а), в которых оформляющее гнездо является непосредственным продолжением загрузочной полости; применяются для прессования волокнистых материалов, а также материалов с малой текучестью. По числу оформляющих гнезд пресс-формы разделяются на одногнездные и много-гнездные. Применение многогнездных пресс-форм повышает производительность процесса прессования и снижает себестоимость прессуемых изделий.
Рисунок 16. Пресс-форма со сменными пакетами
Рисунок 17. Прессформа с матрицей,
Рисунок 18. Открытая прессформа

Рисунок 19. Схема закрытой (а) и закрытой с перетеканием (б) пресс-форм
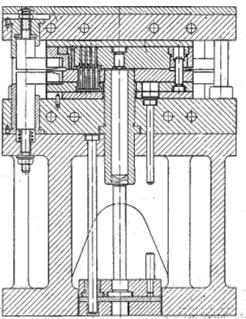
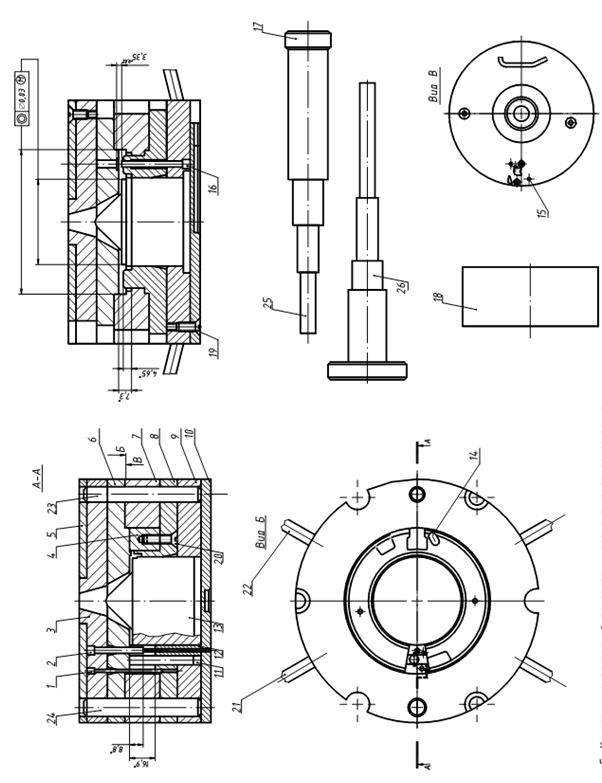
Конструкция стационарной пресс-формы для литьевого прессования представлена на рисунке 21. Устройство и принцип действия пресс-формы следующие: Принцип ее работы заключается в использовании движения нижнего цилиндра выталкивателя пресса для осуществления процессов литьевого прессования и извлечения изделия. Смыкание пресс-формы происходит за счет усилия основного (верхнего) цилиндра пресса. Формующие полости выполнены в верхней подвижной плите 12, которая является пуансоном. Там же расположена литниковая система со вставным рассекателем 1. Верхний конец цилиндра 4 для размещения пресс-материала имеет наклонные канавки, совпадающие с литниковыми каналами, выполненными в пуансоне. Под действием плунжера 5 пресс-материал по этим каналам поступает в формующие полости.
Рисунок 20 Литниковая система в рассмотренной конструкции пресс-формы состоит по существу только из одного канала. В конструкциях с верхней загрузочной камерой литниковая система, как правило, более разветвленная, состоит из нескольких элементов: основного литника, по которому пресс-масса поступает из камеры (он имеет круглое, реже – прямоугольное поперечное сечение); разводящих литников, ответвляющихся от основного; они имеют прямоугольное или трапецеидальное поперечное сечение; впускных литников, через которые пресс-масса поступает непосредственно в оформляющее гнездо пресс-формы (они выполняются в основном прямоугольными). Конструкция разборной пресс-формы для литьевого прессования представлена на рис. 22. Конструктивно любая пресс-форма для прессования резины или пластмасс состоит из плит (поз. 3, 5, 6, 7, 8, 9, 10) и формообразующих стержней (поз. 13, 11, 1, 2, 16) и вкладышей (поз. 4). Для базирования плит относительно друг друга при сборке пресс-формы в ее конструкцию входят также направляющие колонки (поз. 24, 23). Основная особенность разборных пресс-форм заключается в том, что они разбираются для извлечения каждой отпрессованной детали и вновь собираются для подготовки прессования следующей детали. Для повышения технологичности конструкции пресс-формы за счет возможности применения подгонных операций при ее изготовлении, в конструкции пресс-формы могут применяться направляющие втулки (поз. 12). Кроме того, при необходимости, пресс-форма содержит гнезда (поз. 14, 15) для установки закладываемой в пресс-форму перед прессованием арматуры. Работа с разборной пресс-формой практически невозможна без применения съемников (поз. 17, 18) – деталей, при помощи которых осуществляется разделение плит пресс-формы при ее разборке. Не подлежащие разделению при извлечении детали плиты свинчены винтами (поз. 19, 20). Поскольку разборная пресс-форма устанавливается на нагреваемые плиты пресса, она содержит ручки (поз. 21, 22) для переноса пресс-формы вручную с верстака на нагреваемые плиты пресса и обратно. Разборка пресс-формы на верстаке производится посредством упора соответствующих элементов съемников (поз. 25, 26) в ступенчатые специальные пазы, выполненные на плитах пресс-формы.
Рисунок 21. Общий вид стационарной многогнездной пресс-формы для литьевого прессования
Рисунок 22. Конструкция разборной пресс-формы для литьевого прессования Прессование резины На приборостроительных предприятиях изготовляются специальные резиновые изделия довольно обширной номенклатуры. Эти изделия получают путем вырезки из стандартной листовой резины, а также из сырой резины, подвергаемой прессованию и вулканизации. Довольно разнообразна номенклатура изделий и из обрезиненной металлической арматуры. Типовые технологические процессы изготовления изделий Подготовка сырой резины Поступившая на предприятие партия сырой резины проверяется на соответствие требованиям ГОСТ или ТУ, после чего производятся следующие операции. 1. Вальцевание Резина провальцовывается в течение 3 – 4 минут при температуре валков 16 – 25°. При пользовании клеем «лейконат» провальцованная резина может быть использована примерно через 6 суток после вальцевания. 2. Освежение Листы резины освежаются 1 – 2 раза марлевым тампоном, смоченным в бензине. После каждого освежения производится просушка в естественных условиях по 10 – 20 мин. 3. Дублирование Этой операции подвергаются только листы сырой резины, изготовленной на натуральном каучуке, при отсутствии листов требуемой толщины. Процесс дублирования заключается в том, что листы резины накладываются в несколько слоев и прокатываются при помощи роликов, в результате чего получаются листы нужной толщины. 4. Резка заготовок Из подготовленной резины нарезаются заготовки требуемых размеров и конфигурации с помощью ножниц, ножа, вырубных просечек и т. п. Оптимальные размеры, форма и вес заготовки для прессования той или другой детали определяются экспериментальным путем при опробовании пресс-формы. Каждая заготовка проверяется взвешиванием на весах. 5. Подготовка арматуры Металлическая арматура для изготовления армированных деталей из сырой резины подвергается следующим операциям. 6. Пескоструйная обработка Арматура обдувается на пескоструйных аппаратах сухим песком, зерна которого проходят через сито № 085, но не должны проходить через сито № 063. 7. Латунирование Для обеспечения прочной связи металла с резиной производится латунирование арматуры. Процесс латунирования заключается в химическом и электрохимическом обезжиривании арматуры, в промывке ее горячей и холодной водой, декапировании в серной кислоте, латунировании в ванне с электролитом следующего состава: медь – 4 г, цинк – 4 г, натрий цианистый свободный – 10 г, сода кальцинированная – 15 г. Латунирование производится при плотности тока 0,3 – 0,5 А/дм2 и напряжении 6 – 8 В. Расстояние между электродами 100 – 150 мм. Арматура после латунирования промывается в холодной и горячей воде, в течение 2 – 3 минут просушивается в сушильном шкафу при температуре 80 – 90° и завертывается в листовой целлофан или триацетатную пленку. Перед опрессовкой резиной арматура в таком виде может храниться не более 2 суток. В случае, если на арматуре имеются масляные, жировые и другие загрязнения, ржавчина и т. п., которые не удается удалить при декапировании, производится травление в серной или соляной кислотах, с последующей крацовкой металлическими щетками. На ряде предприятий довольно широко применяется латунирование деталей перед обрезиниванием. Однако этот способ страдает целым рядом существенных недостатков. Поэтому вместо латунирования в настоящее время все чаще применяется нанесение клея – «лейконат» на поверхности арматуры. 8. Покрытие клеем Клей «лейконат», изготовляемый по ТУ МХП 2841-52, представляет раствор триизоционата трифенилметана в дихлорэтане. Он применяется для крепления резины к металлам методом горячей вулканизации. Этот клей позволяет получить прочность соединения резины с металлами около 2,5 МПа. Перед нанесением клея «лейконат» поверхности арматуры, подлежащие обрезиниванию, подвергаются пескоструйной обработке, после которой промываются в бензине, протираются чистой ветошью или марлей и выдерживаются на воздухе 5 – 10 мин. Если операция нанесения клея задерживается, арматура должна храниться в бензине. На арматуру клей «лейконат» наносится ровным и тонким слоем мягкой кистью, после чего арматура выдерживается в термошкафу в течение 5 – 10 мин при температуре 50 – 60°. После сушки арматура завертывается в целлофан или пергаментную бумагу; в таком виде она может храниться не более 4 часов. Латунированные поверхности арматуры, подлежащие обрезиниванию, покрываются с помощью кисти термопреновым клеем. Во избежание брака покрытие клеем должно производиться не позднее, чем через 1 – 1,5 часа после латунирования. 9. Сушка Покрытая клеем арматура просушивается при комнатной температуре в течение 4 – 5 часов или в термошкафу в течение 2 часов при температуре 40 ± 5°. Арматура, подготовленная к обезжириванию, для предохранения от пыли обертывается целлофаном или бумагой и укладывается в тару. Прессование изделий Путем прессования и вулканизации сырой резины непосредственно на прессе в открытых и литьевых пресс-формах с подогревом изготовляются армированные и неармированные детали. Технологический процесс прессования состоит из следующих операций. 1. Подготовка пресс-форм к прессованию Пресс-формы нагреваются до 150 ± 5° и смазываются 10%-ным раствором мыла. Прессование После подсушки смазки в пресс-форму закладывается подготовленная арматура и заготовка (сырая резина). При прессовании в открытых пресс-формах арматура закладывается в гнездо пресс-формы, а в свободное пространство гнезда – сырая резина. Если прессование производится в литьевых пресс-формах, арматура закладывается в гнездо пресс-формы, а сырая резина – в загрузочную камеру. Пресс-форма для изготовления деталей из резины устанавливается на прессе, после чего дается необходимое давление до полного смыкания пресс-формы. Величина удельного давления на пресс-форму должна быть: для армированных деталей – не менее 50 – 60 МПа, для неармированных деталей – не менее 25 – 30 МПа. 2. Вулканизация Пресс-форма с арматурой и резиновой заготовкой выдерживается на прессе в течение 30 –60 минут при температуре 145 ± 3°. Оптимальное время выдержки и рабочая температура подбираются экспериментальным или опытным путем, в зависимости от марки сырой резины, толщины стенок и конфигурации детали. По окончании процесса вулканизации пресс-форма снимается с пресса, разбирается, из нее извлекается готовая деталь, 3. Обрезка облоя Облой на готовой детали обрезается ножницами или специальными просечками. Готовые детали подвергаются техническому контролю. Этот широко распространенный способ изготовления резиновых деталей обладает весьма существенным недостатком из-за того, что вулканизация производится непосредственно на прессах, которые имеют низкую пропускную способность. Если учесть, что выдержка отдельных деталей при вулканизации доходит до 1 часа, то пропускная, способность одного пресса при одноместной пресс-форме составит всего 8 деталей за смену. Более производительным является способ вулканизации в термошкафах, когда пресс-формы снимаются с прессов после опрессования заготовок. В этом случае вулканизация производится следующим образом. Пресс-форма снимается с пресса и в неразобранном виде помещается в нагретый до температуры 147° ± 3° термошкаф, где выдерживается в течение 30 – 60 мин. Затем пресс-форма извлекается из термошкафа, разбирается, из нее вынимается готовая деталь и закладывается новая заготовка, после чего процесс прессования и вулканизации повторяется. Этот способ прессования и вулканизации при наличии достаточного количества Изготовление неармированных резиновых деталей с При этом способе изготовления резиновых деталей в условиях их мелкосерийного производства могут использоваться в качестве оборудования переносные медицинские автоклавы по ГОСТ 341-44. Подготовка пресс-форм к прессованию производится так же как это описано в начале настоящей главы. Затем заготовки из сырой резины закладываются в пресс-форму. Прессование производится в течение 12 – 15 минут при температуре 145° ± 3° и давлении 25 МПа, после чего пресс-форма разбирается, из нее извлекается спрессованная деталь, а в пресс-форму закладывается новая заготовка. Отпрессованные изделия помещаются в автоклав, где в течение 2 – 3 часов производится вулканизация при давлении пара 0,2 МПа. Затем детали извлекаются из автоклава, после чего производится обрезка облоя и упаковка их. Готовые детали должны храниться в прохладном помещении при температуре не выше 20 ± 5°. Следует принять меры, чтобы на изделия не попадало масло, бензопродукты, смазка и другие вещества, которые могут разрушить резину. Детали должны находиться не ближе 1 м от отопительных и нагревательных приборов и устройств и должны быть защищены от солнечных лучей. Дефекты резиновых вулканизированных деталей и способы их устранения В случае неполной вулканизации деталей на них появляется серый налет или поверхность их становится липкой. Такие дефекты устраняются увеличением времени вулканизации или повышением температуры при этой операции. В результате перевулканизации на деталях образуются пузыри и вздутия, а резина приобретает жесткость. Эти дефекты устраняются снижением температуры и времени выдержки при вулканизации. При отсутствии необходимого числа воздушных каналов в пресс-форме или при неравномерном распределении резины во время закладки заготовки в пресс-форму на вулканизированных деталях образуются раковины и утяжки. Поэтому необходимо следить за правильной закладкой заготовок из сырой резины в пресс-форму и не пользоваться пресс-формами с недостаточным числом воздушных каналов. При изготовлении деталей из сырой резины применяются токсичные вещества (дихлорэтан, ксилол), содержащиеся в клее «лейконат» и являющиеся его растворителями, и бензин. Поэтому нужно строго соблюдать необходимые мероприятия по технике безопасности. Рабочие места должны быть обеспечены местной и общей вентиляцией.
Рисунок 29.
Рисунок 29. (Продолжение) Прессование стекла Моллирование стекла – это процесс изменения формы горячей размягченной заготовки под действием собственного веса или внешнего давления. Моллирование осуществляют при температуре 600 – 1000°С. Различают свободное и принудительное моллирование.

Рисунок 30. Схема свободного моллирования стекла При свободном моллировании куски (а) или листы (б) стекла подгоняют по массе, форме и габаритам так, чтобы получить в дальнейшем заготовку необходимого размера. Кусок или лист стекла 1 помещают в форму 2, на дно которой насыпают слой подсыпки. Форму устанавливают в пламенную или электрическую печь, где стекло постепенно разогревается, приобретает пластическое состояние, а затем осдает на форму, приобретая требуемую конфигурацию 3. При принудительном моллировании разогретую до размягчения заготовку формуют с применением вакуума. Этим достигается хорошее заполнение формы стеклом. Моллированные заготовки подвергают отжигу. Прессование стекла Прессование стекла применяется для серийного производства оптических деталей. Куски стекла подбирают с одинаковой массой для получения прессовок заданного размера. При изготовлении прессовок небольшого размера массой 5 – 45 г каждый блок стекла распиливают на пластины, которые затем проверяют на качество, размечают и раскалывают на мелкие квадратики – нарезки, которые нагревают в печах до температуры 800 – 1100°С в зависимости от марки стекла и конфигурации прессуемой заготовки.
Рисунок 31. Прессование стела Нагретые заготовки (на рисунке обозначены пунктиром) укладывают в матрицу 2 прессформы, которая расположена около нагревательной печи. Для получения качестаенной поверхности прессовки пуансон 1 и матрицу 2 прессформы подогревают до температуры 350 –550°С. На поверхности прессовки 3 выдавливают клеймо, указывающее марку и номер партии. Пример качественного анализа технологичности конструкции детали В качестве анализа приведем качественный анализ технологичности детали, представленной на рисунке 34.
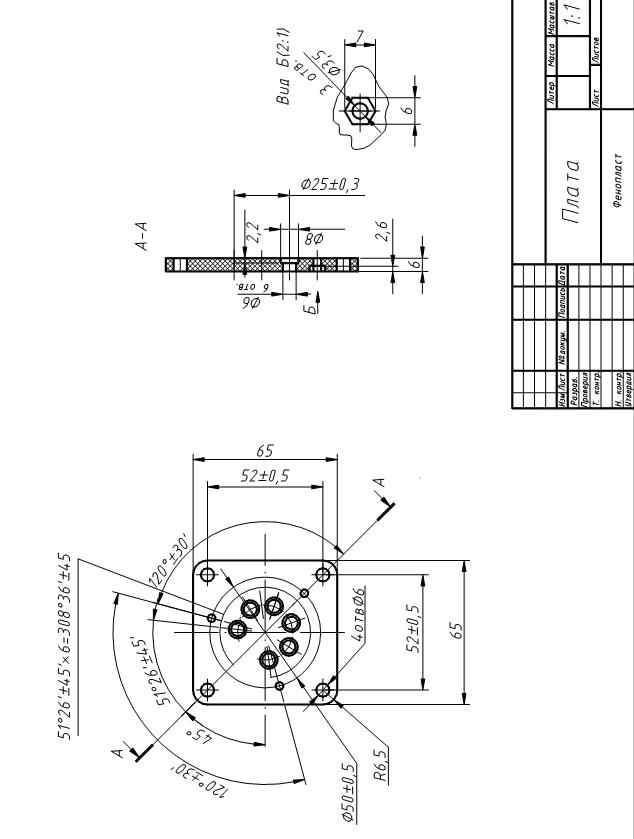
Рисунок 34. Деталь типа «Плата» из реактопласта 1. Однородность сечения и толщины стенки Деталь представляет собой изделие плоской формы, и состоят из одной стенки, т. е. деталь недорогая. Толщина этой стенки (6 мм) велика (рекомендуемая толщина стенки 3 – 4 мм). Это плохо, поскольку снижается ударная прочность детали, возрастают склонность к растрескиванию и время прессования. 2. Радиусы закруглений На углах детали предусмотрены радиусы закругления, это хорошо. Однако, радиус закругления принят равным 6,5 мм, что неправильно, поскольку не рекомендуется по стандарту. Судя по расположению знака, оформляющего шестигранник в пресс-форме (см. рисунок 12), на левом торце сечения А – А детали (см. рисунок 11) должны быть представлены радиусы закругления 3. Ребра жесткости Конструкция детали ребер жесткости не предусматривает, однако, было бы правильно, уменьшив толщину детали до 3 – 4 мм, обеспечить за счет применения ребер жесткости требуемую прочность конструкции. 4. Технологические уклоны Расположение формообразуемой детали в полости пресс-формы (рисунок 12) таково, что для облегчения ее выталкивания размер левого торца сеченая А – А (см. рисунок 11) должен быть меньше правого (см. рисунок 11). В этом же направлении должна быть проставлена конусность на шести сложных отверстиях диаметром 6 мм с расширениями диаметром 8 мм. Обратные данному направления конусности должны иметь три отверстия диаметром 3,5 мм с шестигранными расширениями, а также четыре отверстия диаметром 6 мм, расположенные в углах детали. Если принять, что неуказанные предельные отклонения размеров должны выполняться в пределах IT 12, то расчет показывает, что допускаются уклоны наружного контура детали 20, а отверстий – 300. Это хорошо, постольку данные значения обеспечивают легкое выталкивание деталей из полости пресс-формы. 5. Армирование Деталь арматуры не содержит. Применение арматуры для формообразования трех шестигранных углублений повысила бы стойкость детали. Допустимость конструктивного решения, принятого на рисунке 11, может быть установлена лишь при эксплуатации этой детали. 6. Отверстия Все отверстия на рассматриваемой детали сквозные. Соотношения между их диаметрами и глубинами правильные. По критериям «торцы полых деталей», «рифления», «поднутрения», «надписи и рисунки», «опорные поверхности», «резьба» данная деталь не оценивается.
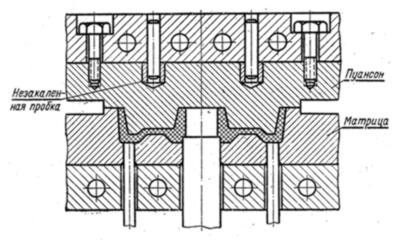
Рисунок 35. Пресс-форма для изготовления детали (см. рисунок 34) Пример расчета комплексного показателя технологичности Приведем количественный расчет технологичности по предлагаемой методике для детали, показанной на рисунок 34. 1. Поскольку деталь изготовлена из фенопласта, то принимаем 2. Конструкция детали выполнена в соответствии с требованиями изготовления пластмассовых деталей. Принимаем 3. После определения показателя сложности детали располагаем плоскость разъема пресс-формы перпендикулярно осям имеющихся на детали отверстий. Тогда получаем: 4. Показатель равномерности толщины стенок определяем после установления наименьшей 5. Так как ребра жесткости отсутствуют, то 6. Поскольку в предполагаемой конструкции пресс-формы (рисунок 35) имеется только одна плоскость разъема, то по формуле (3) имеем.
7. Определим показатель использования пластмассы 8. По формуле (1) определим значение
9. Сравним полученное значение
Получение заготовок и деталей методами обработки давлением Рисунок 1. Модель технологического
Рисунок 2. Характерная зависимость давления Независимо от характера процесса ОД необходимо учитывать следующие общие положения: 1. Объем металла при деформации не изменяется. 2. При пластическом деформировании механическая энергия деформирования в значительной мере превращается в тепловую, и металл нагревается. 3. Если деформирование осуществляется без предварительного нагрева, отдельные кристаллы повреждаются и частично разрушаются, в металле возникают остаточные внутренние напряжения, и он приобретает «наклеп», который затрудняет дальнейшее пластическое деформирование. Достигнув определенной стадии наклепа, металл при увеличении деформирующих усилий начинает разрушаться. Наклеп металла устраняется «рекристаллизационным отжигом». Остаточные внутренние напряжения, возникающие в металле в результате холодной обработки давлением, со временем несколько уменьшаются – это явление «возврата». Возврат ускоряется при применении искусственного старения. |
Последнее изменение этой страницы: 2019-04-01; Просмотров: 495; Нарушение авторского права страницы

 К категории процессов, объединяемых под общим наименованием обработка давлением (ОД), относятся – штамповка в холодном и горячем состоянии, прессование, волочение, прокатка, накатка и т.п. Сущность ОД заключается в том, что металл в холодном или горячем состоянии изменяет свою форму (деформируется) под действием давления, которое больше сил сцепления атомов металла.
К категории процессов, объединяемых под общим наименованием обработка давлением (ОД), относятся – штамповка в холодном и горячем состоянии, прессование, волочение, прокатка, накатка и т.п. Сущность ОД заключается в том, что металл в холодном или горячем состоянии изменяет свою форму (деформируется) под действием давления, которое больше сил сцепления атомов металла.







 , а на правом торце радиусов закруглений быть не должно.
, а на правом торце радиусов закруглений быть не должно.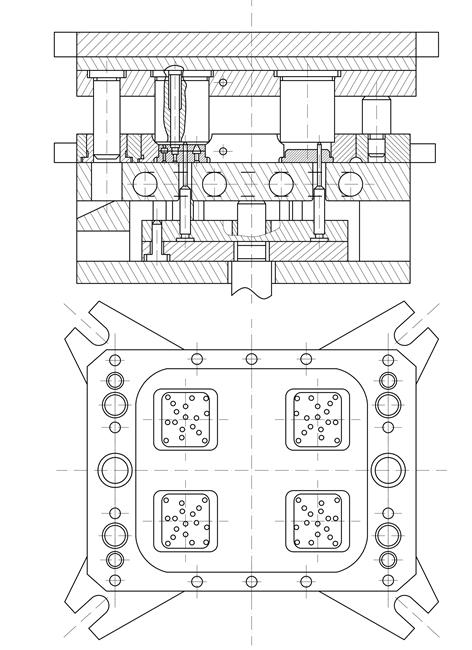
 .
. .
. ;
;  (в случае отсутствия поднутрений на детали);
(в случае отсутствия поднутрений на детали);  – общее количество отверстий;
– общее количество отверстий;  – отверстий, ось которых не перпендикулярна плоскости разъема пресс-формы. По формуле (2) имеем
– отверстий, ось которых не перпендикулярна плоскости разъема пресс-формы. По формуле (2) имеем  .
. и наибольшей
и наибольшей  толщины стенок. При
толщины стенок. При  по табл. 3 находим
по табл. 3 находим  .
.

 . Из рисунка пресс-формы видно, что поскольку применяется прямое прессование, то литниковая система отсутствует и коэффициент
. Из рисунка пресс-формы видно, что поскольку применяется прямое прессование, то литниковая система отсутствует и коэффициент  .
.

 (условие выполняется), следовательно деталь можно считать технологичной. Даже если использовать последующую механическую обработку
(условие выполняется), следовательно деталь можно считать технологичной. Даже если использовать последующую механическую обработку