|
Архитектура Аудит Военная наука Иностранные языки Медицина Металлургия Метрология Образование Политология Производство Психология Стандартизация Технологии |
|
|
Архитектура Аудит Военная наука Иностранные языки Медицина Металлургия Метрология Образование Политология Производство Психология Стандартизация Технологии |
Экструзия (или выдавливание) ⇐ ПредыдущаяСтр 6 из 6
Отличается от других способов переработки термопластов непрерыностью, высокой производительностью и возможностью получения на одном и том же оборудовании большого разнообразия деталей. Выдавливание осуществляют на специальных машинах. Перерабатываемый материал в виде порошка или гранул из бункера 1 попадает в рабочий цилиндр 3, где захватывается вращающимся штоком 2. Шток продвигает материал, перемешивает и уплотняет его. В результате передачи теплоты от нагревательного элемента 4 и выделения теплоты при трении частиц материала друг о друга и о стенки цилиндра перерабатываемый материал переходит в мягкое состояние и непрерывно выдавливается через калиброванное отверстие головки 6 расплавленные материал проходит через радиальные канавки оправки 5. Оправку применяют для получения отверстия при выдавливании труб.
Рисунок 32. Синтез алмазов Промышленный синтез алмазов в настоящее время осуществляется в специальных камерах (рисунок 33) при давлении (50-100)*103 кгс/см2 и температуре 25000С. Время синтеза колеблется от десятков секунд до нескольких часов. Синтез производят в присутствии металлов-растворителей (например: никеля, марганца, железа и целого ряда других материалов, различных соединений и сплавов) на специальных полуавтоматических установках, создающих усилие прессования 500 –2000 тс и более.
Рисунок 33. Схема камеры высокого давления: а – разрез камеры до приложения силы; б – то же, после приложения силы; Качественный анализ технологичности При конструировании прессуемых изделий необходимо предусматривать такое сочетание формы, размеров и допусков, которое должно способствовать наиболее простому и экономичному изготовлению изделий и пресс-форм. В таблице приведены основные требования, обеспечивающие технологичность прессуемых изделий. Таблица №1. Технологичность прессуемых изделий
Количественный анализ технологичности
Технологичность деталей из пластмасс количественно оценивают по значению комплексного показателя технологичности
Номенклатура частных показателей технологичности Таблица №2. Частные показатели для количественной
Если для данной конструкции пресс-формы требуется последующая механическая обработка детали (включая удаление литниковой системы), то Рассчитанное по формуле (1) значение · для прямого (компрессионного) прессования [ · для литьевого прессования [ Показатель обрабатываемости материала Этот показатель зависит от материала детали, который относится к реактопластам или резинам. Считается, что применение реактопластов менее прогрессивно, чем резин, поскольку вызывает ухудшение санитарно - гигиенических условий труда при его невысокой производительности. Для реактопластов Резины на основе натуральных и синтетических каучуков характеризуются коэффициентом обрабатываемости Показатель соответствия Этот показатель является результатом качественного анализа технологичности детали. Если по результатам качественного анализа технологичности делают вывод, что конструкция детали выполнена в соответствии с правилами изготовления пластмассовых деталей (квалитеты полей допуска элементов детали; уклоны; толщины стенок, радиусы округлении), то принимают Показатель сложности детали Необходимо учитывать тот факт, что основную часть стоимости пластмассовой детали обычно составляет амортизация цены пресс-форм, которая представляет собой весьма дорогостоящее изделие. Очевидно, что цена пресс-формы напрямую зависит от сложности формообразуемой пластмассовой детали, т. е. от тех решений, которые необходимо принять для получения заданной конструкции детали. Показатель сложности пластмассовой детали определяют по формуле где
В формуле (2) учитываются только те поднутрения, которые по своему относительному размеру превышают допустимые значения (см. таблицу №3). Таблица №3. Допустимый относительный
Поскольку количество отверстий в детали соответствует количеству оформляющих их знаков (стержней), то, определяя общее количество отверстий для формулы (2), следует прибавить к их числу количество надписей, рисунков и других элементов детали, оформляемых отдельными знаками. Показатель равномерности толщин стенок Показатель разнотолщинности стенок Значения этого показателя представлены в таблице №4. Таблица №4. Значения показателя
Показатель соотношения толщин ребер жесткости и стенок Показатель соотношения толщины ребер жесткости и стенок определяют по отношению Значения этого показателя приведены в таблице №5. В случае отсутствия в конструкции детали ребер жесткости данный частный показатель в комплексном показателе технологичности не учитывается. Таблица №5.
Показатель сложности линии разъема пресс-формы Показатель сложности линии разъема определяют по формуле: где Обычно в стационарных пресс-формах принимают Если при изготовлении деталей из реактопласта необходимо произвести разборку пресс-формы по нескольким плоскостям, то за Показатель использования пластмассы Показатель использования пластмассы Таблица №6.
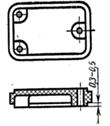
Отношение где п – количество деталей, получаемых в пресс-форме за одну операцию литья под давлением или прессования; Объем детали Пример качественного анализа технологичности конструкции детали В качестве анализа приведем качественный анализ технологичности детали, представленной на рисунке 34.
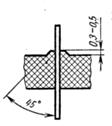
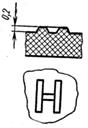
Рисунок 34. Деталь типа «Плата» из реактопласта 1. Однородность сечения и толщины стенки Деталь представляет собой изделие плоской формы, и состоят из одной стенки, т. е. деталь недорогая. Толщина этой стенки (6 мм) велика (рекомендуемая толщина стенки 3 – 4 мм). Это плохо, поскольку снижается ударная прочность детали, возрастают склонность к растрескиванию и время прессования. 2. Радиусы закруглений На углах детали предусмотрены радиусы закругления, это хорошо. Однако, радиус закругления принят равным 6,5 мм, что неправильно, поскольку не рекомендуется по стандарту. Судя по расположению знака, оформляющего шестигранник в пресс-форме (см. рисунок 12), на левом торце сечения А – А детали (см. рисунок 11) должны быть представлены радиусы закругления 3. Ребра жесткости Конструкция детали ребер жесткости не предусматривает, однако, было бы правильно, уменьшив толщину детали до 3 – 4 мм, обеспечить за счет применения ребер жесткости требуемую прочность конструкции. 4. Технологические уклоны Расположение формообразуемой детали в полости пресс-формы (рисунок 12) таково, что для облегчения ее выталкивания размер левого торца сеченая А – А (см. рисунок 11) должен быть меньше правого (см. рисунок 11). В этом же направлении должна быть проставлена конусность на шести сложных отверстиях диаметром 6 мм с расширениями диаметром 8 мм. Обратные данному направления конусности должны иметь три отверстия диаметром 3,5 мм с шестигранными расширениями, а также четыре отверстия диаметром 6 мм, расположенные в углах детали. Если принять, что неуказанные предельные отклонения размеров должны выполняться в пределах IT 12, то расчет показывает, что допускаются уклоны наружного контура детали 20, а отверстий – 300. Это хорошо, постольку данные значения обеспечивают легкое выталкивание деталей из полости пресс-формы. 5. Армирование Деталь арматуры не содержит. Применение арматуры для формообразования трех шестигранных углублений повысила бы стойкость детали. Допустимость конструктивного решения, принятого на рисунке 11, может быть установлена лишь при эксплуатации этой детали. 6. Отверстия Все отверстия на рассматриваемой детали сквозные. Соотношения между их диаметрами и глубинами правильные. По критериям «торцы полых деталей», «рифления», «поднутрения», «надписи и рисунки», «опорные поверхности», «резьба» данная деталь не оценивается.
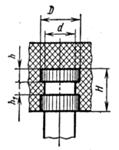
Рисунок 35. Пресс-форма для изготовления детали (см. рисунок 34) Пример расчета комплексного показателя технологичности Приведем количественный расчет технологичности по предлагаемой методике для детали, показанной на рисунок 34. 1. Поскольку деталь изготовлена из фенопласта, то принимаем 2. Конструкция детали выполнена в соответствии с требованиями изготовления пластмассовых деталей. Принимаем 3. После определения показателя сложности детали располагаем плоскость разъема пресс-формы перпендикулярно осям имеющихся на детали отверстий. Тогда получаем: 4. Показатель равномерности толщины стенок определяем после установления наименьшей 5. Так как ребра жесткости отсутствуют, то 6. Поскольку в предполагаемой конструкции пресс-формы (рисунок 35) имеется только одна плоскость разъема, то по формуле (3) имеем.
7. Определим показатель использования пластмассы 8. По формуле (1) определим значение
9. Сравним полученное значение
|
||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
Последнее изменение этой страницы: 2019-04-01; Просмотров: 371; Нарушение авторского права страницы

































 , определяемому как совокупность частных показателей технологичности по формуле:
, определяемому как совокупность частных показателей технологичности по формуле: (1) где
(1) где  - й частный показатель технологичности;
- й частный показатель технологичности; ;
; коэффициент, учитывающий необходимость механической обработки после основного формообразования детали способами прямого (компрессионного) или литьевого прессования.
коэффициент, учитывающий необходимость механической обработки после основного формообразования детали способами прямого (компрессионного) или литьевого прессования. и весовых коэффициентов их значимости
и весовых коэффициентов их значимости  приведены в таблице №2.
приведены в таблице №2.






 . Если механической обработки нет, то принимают
. Если механической обработки нет, то принимают  .
. , то считают, что конструкция данной детали технологична. Значение [
, то считают, что конструкция данной детали технологична. Значение [ 
 = 0,85.
= 0,85.
 = 1. В противном случае считают
= 1. В противном случае считают 
 (2)
(2) количество поднутрений на внутренних поверхностях детали;
количество поднутрений на внутренних поверхностях детали; количество поднутрений на наружных поверхностях детали;
количество поднутрений на наружных поверхностях детали; общее количество отверстий в детали;
общее количество отверстий в детали; количество отверстий, направление которых отличается от перпендикулярного к плоскости разъема пресс-формы;
количество отверстий, направление которых отличается от перпендикулярного к плоскости разъема пресс-формы; ,
,  ,
,  ,
,  - эмпирические коэффициенты, которые рекомендуется принимать равными:
- эмпирические коэффициенты, которые рекомендуется принимать равными:
 , где
, где  допустимый относительный размер поднутрения, приведенный для характерных материалов.
допустимый относительный размер поднутрения, приведенный для характерных материалов.
 , где
, где  и
и  – наибольшая и наименьшая толщины стенок анализируемой детали. При определении не учитываются толщины ребер жесткости, бобышек, приливов вокруг арматуры, рифленых поверхностей пластмассовой детали.
– наибольшая и наименьшая толщины стенок анализируемой детали. При определении не учитываются толщины ребер жесткости, бобышек, приливов вокруг арматуры, рифленых поверхностей пластмассовой детали. £1,10
£1,10

 , где
, где  и
и  – толщины ребра жесткости и сопрягаемой с ним стенки.
– толщины ребра жесткости и сопрягаемой с ним стенки.

 £ 0,5
£ 0,5
 >1,3
>1,3

 (3)
(3) число плоскостей разъемов в пресс-форме.
число плоскостей разъемов в пресс-форме. . Однако возможны случаи, когда пресс-форма смыкается по поверхности образованной сочетанием плоскостей. В этом, случае за
. Однако возможны случаи, когда пресс-форма смыкается по поверхности образованной сочетанием плоскостей. В этом, случае за  принимают количество плоскостей, по которым необходимо обеспечить смыкание пресс-формы.
принимают количество плоскостей, по которым необходимо обеспечить смыкание пресс-формы.
 , где
, где  и
и  - масса пластмассы в детали, и масса пластмассы, расходуемой на одну деталь. Численное значение этого показателя представлено в таблице №6.
- масса пластмассы в детали, и масса пластмассы, расходуемой на одну деталь. Численное значение этого показателя представлено в таблице №6. £0,4
£0,4
 (4)
(4) – объем детали;
– объем детали;  – объем литниковой системы.
– объем литниковой системы.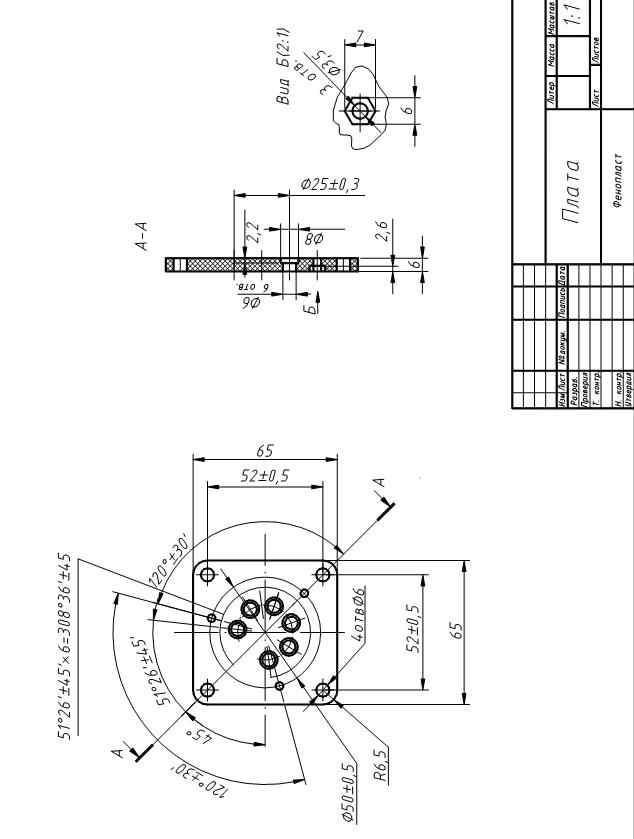
 , а на правом торце радиусов закруглений быть не должно.
, а на правом торце радиусов закруглений быть не должно.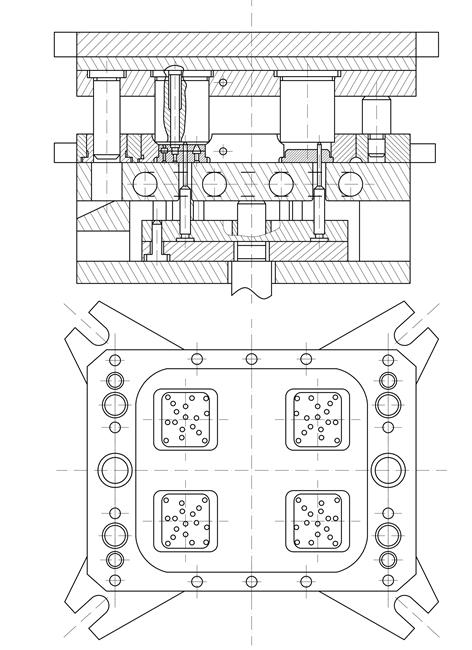
 .
. .
. ;
;  (в случае отсутствия поднутрений на детали);
(в случае отсутствия поднутрений на детали);  – общее количество отверстий;
– общее количество отверстий;  – отверстий, ось которых не перпендикулярна плоскости разъема пресс-формы. По формуле (2) имеем
– отверстий, ось которых не перпендикулярна плоскости разъема пресс-формы. По формуле (2) имеем  .
. и наибольшей
и наибольшей  толщины стенок. При
толщины стенок. При  по табл. 3 находим
по табл. 3 находим  .
.

 . Из рисунка пресс-формы видно, что поскольку применяется прямое прессование, то литниковая система отсутствует и коэффициент
. Из рисунка пресс-формы видно, что поскольку применяется прямое прессование, то литниковая система отсутствует и коэффициент  .
.
 (условие выполняется), следовательно деталь можно считать технологичной. Даже если использовать последующую механическую обработку
(условие выполняется), следовательно деталь можно считать технологичной. Даже если использовать последующую механическую обработку