
|
Архитектура Аудит Военная наука Иностранные языки Медицина Металлургия Метрология Образование Политология Производство Психология Стандартизация Технологии |
|
|
Архитектура Аудит Военная наука Иностранные языки Медицина Металлургия Метрология Образование Политология Производство Психология Стандартизация Технологии |
Спецификация: двигатель, сцепление и трансмиссияСтр 1 из 20Следующая ⇒
Спецификация: двигатель, сцепление и трансмиссия Распределительный вал Высота кулачка ( D модель) Впуск Стандарт............................................. ………... 34.93 до 35.07 мм Минимум............................................................ 34.83 мм Выпуск Стандарт............................................................ 34.43 до 34.57 мм Минимум............................................................ 34.33 мм Высота кулачка ( E модель) Впуск Стандарт............................................................ 34.946 до 35. 054 мм Минимум............................................................ 34. 846 мм Выпуск Стандарт............................................................ 34.346 до 34. 454 мм Минимум............................................................ 34.246 мм Масляный зазор подшипника Стандарт............................................................... 0.028 до 0.071 мм Максимум.............................................................. 0.16 мм Диаметр шейки распределительного вала (наружный) Стандарт............................................................... 23.950 до 23.972 мм Минимум ……...................................................... 23.92 мм Внутренний диаметр посадочный под шейку распредвала Стандарт............................................................... 24.000 до 24.021 мм Максимум.......................................................... 24.08 мм Радиальный люфт распредвала Стандарт............................................................... 0.02 мм или менее Максимум............................................................ 0.1 мм Длина 20-ти линков цепи ГРМ Стандарт............................................................... 127.0 до 127.4 мм Максимум........................................................... 128.9 мм Головка цилиндров, клапана и клапанные пружины Предельная деформация головки цилиндров … 0.05 мм Зазоры клапанов (холодный двигатель) Впуск …………………………………………… 0.15 до 0.24 мм Выпуск ………………………………………… 0.22 до 0.31 мм Биение (эксцентриситет) штока клапана Стандарт........................................................... 0.01 мм или менее Максимум......................................................... 0.05 мм Диаметр штока клапана ( D модель) Впускной клапан Стандарт......................................................... 4.475 to 4.490 мм Минимум......................................................... 4.46 мм Выпускной клапан Стандарт......................................................... 4.455 до 4.470 мм Минимум......................................................... 4.44 мм ( E модель) Впускной клапан Стандарт......................................................... 3.975 до 3.990 мм Минимум......................................................... 3.945 мм Выпускной клапан Стандарт......................................................... 3.955 to 3.970 мм Минимум......................................................... 3.925 мм Внутренний диаметр направляющей клапана (входные и выходные) ( D модель) Стандарт............................................................ 4.500 до 4.512 мм Максимум........................................................ 4.58 мм ( E модель) Стандарт............................................................ 4.000 до 4.012 мм Максимум......................................................... 4.07 мм Зазор шток клапана – направляющая Впускной клапан Стандарт............................................................ 0.034 до 0.116 мм Максимум........................................................ 0.33 мм
Выпускной клапан Стандарт............................................................ 0.088 до 0.167 мм Максимум......................................................... 0.37 мм
Ширина фаски седла клапана (впускной и выпускной) - 0.5 до 1.0 мм
Длина пружины клапана в свободном состоянии ( D модель) Впускные (от исх. до DE021419) Стандарт............................................................ 42.9 мм Максимум........................................................ 41.2 мм Впускные (от DE021420 и далее) Внутренние пружины Стандарт............................................................ 44.5 мм Максимум........................................................ 43.1 мм Внешние пружины Стандарт............................................................ 44.1 мм Максимум........................................................ 42.7 мм Выпускные Стандарт........................................................... 46.8 мм Максимум........................................................ 45.1 мм ( E модель) Впускные Внутренние пружины Стандарт............................................................ 40.00 мм Максимум........................................................ 38.6 мм Внешние пружины Стандарт............................................................ 42.69 мм Максимум........................................................ 41.29 мм Выпускные Стандарт........................................................... 43.95 мм Максимум........................................................ 42.25 мм Цилиндры блоков Диаметр цилиндров Стандарт............................................................ 64.000 до 64.012 мм Максимум........................................................ 64.10 мм Поршни Диаметр поршня Стандарт............................................................ 63.940 до 63.960 мм Минимум......................................................... 63.79 мм Зазор цилиндр-поршень ……………………. 0.040 – 0.072 мм Зазор поршневое кольцо-канавка поршня Стандарт............................................................ 0.03 до 0.07 мм Максимум........................................................ 0.17 мм Ширина кольцевых канавок поршня Стандарт............................................................ 0.82 до 0.84 мм Максимум........................................................ 1.12 мм Толщина поршневого кольца Стандарт............................................................ 0.77 до 0.79 мм Минимум......................................................... 0.70 мм Зазор поршневых колец Стандарт............................................................ 0.15 до 0.3 мм Максимум........................................................ 0.6 мм
Коленчатый вал Осевой люфт коленчатого вала Стандарт............................................................ 0.05 до 0.21 мм Максимум........................................................ 0.40 мм Радиальный люфт коленчатого вала Стандарт............................................................ 0.02 мм Максимум........................................................ 0.05 мм Зазор в коренных подшипниках (масляный) Стандарт............................................................ 0.014 до 0.038 мм Максимум........................................................ 0.070 мм Посадочный диаметр под подшипники коленчатого вала в картере С маркой “O” ………………………………….. 36.000 до 36.008 мм Без марки ……………………………………… 36.009 до 36.016 мм Диаметр шейки цапф под коренные подшипники Без марки на кривошипе КВ …………………... 31.984 до 31.992 мм С маркой “1” на кривошипе КВ ………………… 31.993 до 32.000 мм Боковой зазор нижней головки шатуна и щек КВ ( D модель) Стандарт............................................................ 0.05 до 0.21 мм Максимум........................................................ 0.4 мм ( E модель) Стандарт............................................................ 0.13 до 0.33 мм Максимум........................................................ 0.5 мм Масляный зазор подшипника нижней головки шатуна Стандарт............................................................ 0.035 до 0.059 мм Максимум........................................................ 0.1 мм Внутренний диаметр нижней головки шатуна ( D модель) Без марки на боковой поверхности шатуна …. 36.000 до 36.008 мм С маркой “O” на боковой поверхности ……….. 36.009 до 36.016 мм ( E модель) Без марки на боковой поверхности шатуна …. 33.000 до 33.008 мм С маркой “O” на боковой поверхности ……….. 33.009 до 33.016 мм Диаметр пальца под нижнюю головку шатуна ( D модель) Без марки на радиусе кривошипа ………….…. 32.984 до 32.992 мм С маркой “O” на радиусе кривошипа ……….. 32.993 до 33.000 мм ( E модель) Без марки на радиусе кривошипа ………….…. 29.984 до 29.994 мм С маркой “O” на радиусе кривошипа ……….. 29.995 до 30.000 мм Масляный насос и предохранительный клапан Давление масла при 4000 об\мин. ........ от 60 до 68 psi (4.2 до 4.8 bars) Срабатывание предохранительного клапана при давлении …………… …………………………………………………….от 54 до 77 psi (3.8 до 5.4 bars)
Сцепление Длина пружин сцепления в свободном состоянии Стандарт............................................................ 33.6 мм Минимум......................................................... 32.6 мм Допустимое коробление стальных и фрикционных дисков Стандарт............................................................ 0.2 мм или менее Максимум........................................................ 0.3 мм Толщина фрикционного диска Стандарт............................................................ 2.9 до 3.1 мм Максимум........................................................ 2.8 мм
Трансмиссия Толщина уса вилки переключения передач Стандарт............................................................ 4.9 до 5.0 мм Минимум......................................................... 4.8 мм Ширина канавки шестерни под вилку переключения передач Стандарт............................................................ 5.05 до 5.15 мм Максимум........................................................ 5.2 мм Основная информация 1 До разборки двигателя очистите наружные поверхности при помощи чистящего средства и промывки водой. Довольно простая процедура очистки двигателя предотвращает возможное попадание во внутренние части двигателя грязи.
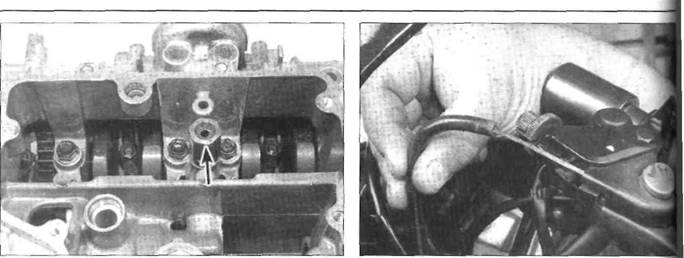
2 В дополнении, к точным измерительным инструментам упомянутым ранее, вы будете нуждаться в динамометрических ключах, компрессе клапанных пружин, щетки для чистки от масла, приспособления для снятия и установки поршневых колец, компрессора поршневых колец, силового гайковерта и фиксатора сцепления (подробное описание в Разделе 20). Потребуется применение новых очистителей двигателя от масла соответствующего класса и типа, некоторых двигательных смазок для сборки (или жидких сборочных масел), тюбика Kawasaki жидкого герметика (part no. 92104-1003) или подобных им, а так же тюбик Kawasaki силиконового герметика (part no. 56019-120) или подобных. Так же потребуется пластичные индикаторы для определения зазоров в подшипниках (см рис). Инспекция Примечание: Прежде чем заменять распредвалы или ГБЦ с постелями распредвалов при их повреждениях проверьте эти механизмы в специализированных мото сервисах. В случае с распределительными валами, может быть возможным наваривание кулачков, проточка и закалка, что в конечном итоге дешевле покупки новых распредвалов. Если поверхности подшипников в ГБЦ повреждены они могут быть рассверлены для установки ремонтных втулок. Так как цена новой ГБЦ велика мы рекомендуем Вам рассмотреть все возможные методы ремонта прежде чем списывать деталь в утиль! 8 Осмотрите поверхности подшипников ГБЦ и постелей на предмет царапин задиров и трещин, питтинга. 9 Осмотрите поверхности кулачков распредвалов на перегрев (синий цвет), царапины, задиры, сколы поверхностей, питтинг и трещины (см рис). Измерьте высоту кулачков микрометром (см рис) и сравните с минимальным значением приведенным в Спецификации этой главы. Если дефекты значительны и износ большой то распредвал должен быть заменен. Для полной уверенности в замене ознакомьтесь с возможными повреждениями деталей описанными в этой Главе далее. 10 Следующее, замерьте масляный зазор в подшипниках распредвалов. Очистите распредвалы, поверхности подшипников ГБЦ и постелей без ворсовой тканью. Введите в зацепление цепь ГРМ с звездами, таким образом чтобы распредвалы не поворачивались во время затяжки постелей ГРМ. 11 Нарежьте восемь полосок пластиковых индикаторов и расположите каждую полоску на проверяемой поверхности параллельно оси распредвалов (см рис). Установите постели распредвалов на свои места и установите болты (см рис 9.21). Затяните болты равномерно крест-накрест согласно схеме затяжки и применяя усилия затяжки приведенной в Спецификации. Не допускайте при этом вращение распредвалов. 12 Далее открутите болты и потихоньку приподнимите пастели распредвалов. 13 Определите масляный зазор сравнивая сдавленные пластиковые индикаторы с значением на распечатанном масштабе нанесенном на коробке с индикаторами (см рис). Сравните результаты измерений с допуском зазоров приведенных в Спецификации этой главы. Если зазор велик измерьте при помощи микрометра диаметр вала соответствующий зазору (см рис). Если диаметр меньше допустимого по Спецификации замените распредвал и повторите повторную проверку масляного зазора. Если зазор в этом случае так же увеличен, замените постели распредвалов и ГБЦ на новые. 14 За исключением случаев масляного голодания цепь ГРМ изнашивается очень мало.
Инспекция 30 Отклонение от формы определяет изношенность толкателей или посадочных отверстий. Осмотрите толкатели на предмет чрезмерного износа или задиров, и при необходимости их замените. Износ соответствующих им посадочных отверстий влечет за собой замену ГБЦ. Монтаж 31 Плотно посадите каждую регулировочную шайбу в свое место на соответствующий клапан убедившись при этом что она правильно расположена относительно фиксатора клапанной пружины. Примечание: Определяющее то, что шайбы должны быть возвращены к своим клапанам, иначе масляный зазор будет некорректен. 32 Нанесите моторное масло на поверхности толкателей перед их установкой в отверстия ГБЦ, убедитесь что толкатели вошли в отверстия без заеданий и перекосов на свои места. 33 Установите распредвалы на места и проверьте масляный зазор в клапанах.
Демонтаж Монтаж 17 Установите центрирующие штифты, наложите новую прокладку на блок цилиндров. Убедитесь что метка UP на прокладке расположена с левой части двигателя (см рис). Никогда не используйте повторно старую прокладку ГБЦ и не применяйте никакие герметики при сборке. 18 Тщательно и не торопясь установите ГБЦ на место по центровочным штифтам. При этой операции не будет лишним воспользоваться помощником, который протянет цепь ГРМ при помощи захвата к головке ГБЦ. После установки ГБЦ на свое место закрепите цепь к ГБЦ что бы она не упала в картер. 19 Установите болты головки на свои места и равномерно и постепенно затягивайте их согласно схеме затяжки и моменту указанному в Спецификации (см рис). Напомним, что более длинные болты должны быть установлены в свои посадочные места, не перепутайте их с остальными болтами. Если вы устанавливаете головку на D модели без снятого двигателя с рамы, то два болта с краев должны быть затянуты номинальным моментом с использованием шестигранного ключа. На расстоянии в 150 мм головки ключа нужно приложить усилие в 32 кг силы ко всем внешним болтам (29.4 кг если болты устанавливаются повторно) (см рис). 20 Установите переднюю направляющую цепи ГРМ с меткой " UP" направленной в верх (см Раздел 27). 21 Установите распредвалы (см Раздел 9), натяжитель цепи ГРМ (см Раздел 8) и клапанную крышку (см Раздел 7). 22 На E моделях установите двигатель (см Раздел 5). 23 На D моделях установите трубопровод охлаждающей жидкости (см Главу 3) и наружный масляный трубопровод (см рис 5.9a и 5.9b). Используйте только новые шайбы при монтаже банджо болтов масляного трубопровода, применяя усилие затяжки указанное в Спецификации этой Главы. Установите выпускную систему (см Главу 4), радиатор (см Главу 3), верхний и нижний обтекатели (см Главу 8), карбюраторы и топливный бак (см Главу 4). 24 На всех моделях смените масло (см Главу 1).
Демонтаж 3 Удалите толкатели и регулировочные шайбы как это было описано выше (см Секцию 9). Поместите удаленные толкатели и шайбы в отдельные емкости или пластиковые коробки что бы не перепутать их, предварительно пометив их принадлежность конкретному клапану. 4 Перед разборкой клапанов очистите поверхности головки от старого уплотнения (герметика) крышки головки. Работайте не спеша, и не делайте возможных повреждений (забоин царапин) алюминиевой головки ГБЦ твердым инструментом. Герметик удалите сольвентом, который вы можете приобрести в автомобильном магазине. 5 Тщательно удалите нагар камер сгорания при помощи ручной щетки или кусочка мелкозернистой наждачки. Не используйте металлическую проволочную насадку с дрелью, так как она жесткая и может повредить покрытие камеры сгорания. 6 До процедуры разборки клапанов клапана должны быть помечены и в дальнейшем должны быть установлены на свои прежние места в головке блока, при извлечении клапана он должен быть так же как и толкатели с регулировочными шайбами помещен в отдельную промаркированную коробку во избежание ошибки при сборке. 7 Сожмите пружину(ы) клапана приспособлением для сжатия пружин клапанов, извлеките сухари (стопоры) (см рис). Не сжимайте пружины более чем достаточно для их демонтажа. Не спеша, ослабьте усилие зажима приспособления, снимите его, удалите пружины (см рис). Если клапан зажат в направляющей (не пытайтесь проталкивать клапан дальше) протолкните его обратно в головку и аккуратно удалите наплыв металла возле стопорной канавки с помощью абразивного камня, извлеките клапан из седла (см рис).
12.7 a Сожмите клапанные пружины 12.7 b... и удалите сухари при помощи компресса пружин. .. 8 Повторите эти процедуры со всеми клапанами. Помните что удаленные детали клапанов должны быть установлены на те же места с которых были удалены. 9 Демонтированные клапана должны быть помечены, демонтируйте сальники стержней клапанов при помощи пассатиж и выбракуйте их (старые поврежденные сальники не используйте повторно), извлеките опорные шайбы пружин клапанов. 10 Следующее, очистите ГБЦ с сольвентом и дайте высохнуть. Используйте воздух компрессора для ускорения процесса сушки, и полного очищения в отверстиях и выемках ГБЦ.
12.7 d Если клапан не извлекается из направляющей уберите наплыв металла возле стопорной канавки клапана
Толкатель (стакан ) Шайба регулиров. Сухари(стопоры) Фиксатор клапанной пружины 5 Внутренняя пружина клапана Внешняя пружина клапана Упорная шайба пружин клапана Сальник клапана Клапан Инспекция 13 Очень тщательно осмотрите ГБЦ на предмет трещин и их возможного образования, в случае обнаружения последних необходима замена ГБЦ новой. Осмотрите поверхности постелей распредвалов на наличие трещин и износа. Проверьте распределительные валы и рокера на износ (см. Раздел 9). 14 Используя прецизионную линейку и точный щуп, проверьте поверхность ГБЦ на деформацию и коробление. Используя прецизионную линейку продольно, пересекая поверхность ГБЦ по диагонали (из угла в угол), ориентируясь на отверстия под болты, плавно перемещайте щуп в 0.05 мм проведите замеры, со всех сторон к камерам сгорания (см рис). Если щуп проходит между линейкой и поверхностью ГБЦ, то поверхность покороблена, в этом случае поверхность шлифуется или ГБЦ заменяется новой. 15 Осмотрите седла клапанов во всех головках цилиндров. Если они имеют питтинг (ямки), трещины или прогары, то дальнейший ремонт поручите специализированной мастерской. Измерьте ширину седла клапана (см рис.) и сравните со значением Спецификации этой Главы. Если имеются отклонения от значений указанных в спецификации по периметру прилегания произведите ремонт в специализированной мастерской. 16 Очистите направляющие клапанов, измерьте внутренние диаметры направляющих калибром (с обоих концов и по центру направляющей) диаметр калибра контролируйте микрометром от 0-до-25 мм (см рис). Запишите значения измерений. Направляющие измерьте по краям и в центре на предмет конусного износа (как правило более изношены к концам). Если направляющие имеют подобный износ - замените их. 17 Тщательно осмотрите поверхность каждого клапана на наличие трещин, раковин и пятен прогаров. Осмотрите стержень клапана и стопорную канавку на наличие трещин (см рис). Осмотрите конец штока клапана на питтинг, чрезмерный износ и соответствие геометрии углов стопорной канавки. Обнаружение любых вышеупомянутых дефектов свидетельствует о необходимом ремонте клапана или его замене. 18 Измерьте диаметр штока клапана (см рис). Вычислите зазор шток клапана - направляющая путем вычитания измеренных значений штока клапана и диаметра направляющей. Сравните полученное значение зазора шток-клапан со значением Спецификации, если оно не соответствует допуску замените предельно изношенные детали на новые. Также проверьте шток клапана на изгиб. Установите клапан на призмы вместе с индикатором часового типа, установив последний по середине штока клапана (см рис). Вращая клапан запишите показания индикатора биение штока клапан. Если показания индикатора превышают допустимые значения приведенные в Спецификации замените клапан (см Спецификацию).
12.16 b... диаметр калибра контролируйте микрометром
Индикатора часового типа Монтаж 22 До установки клапанов в головку, произведите проверку клапанов - они должны обеспечивать герметичное уплотнение между седлом клапана и самим клапаном. Эта процедура заключается в притирке клапанов и седел. При этом используется мелкодисперсная притирочная паста (применяйте пасты использующиеся при ремонтах авто) и притирочный инструмент. Если вы не располагаете притирочным инструментом, воспользуйтесь резиновым прижимом и пластиковой насадкой на шток клапана (после того как клапан будет установлен в направляющей) для плавного прижима и вращения клапана. 23 Нанесите не большое количество мелкодисперсной притирочной пасты на клапан (см рис). Примечание: Убедитесь в том, что клапан правильно установлен в направляющей и притирочная паста не попала на шток клапана!!! 24 Установите притирочный инструмент – прижим и насадку на шток клапана и вращайте инструмент между ладонями ваших рук. Используйте предпочтительнее движение вперед - назад чем движение в одну сторону (см рис). Поднимайте клапан над седлом и вращайте через определенный интервал, тем самым добивайтесь равномерного распределения притирочной пасты по всей поверхности прилегания. Продолжайте процедуру притирки клапана до тех пор, пока фаска клапана и ответная часть седла клапана не будут совпадать по всей окружности и ширине прилегания (см рис).
Демонтаж 3 Нанесите на головку поршней острым инструментом их порядковые номера (см рис). Так же на головке должна быть стрелка указывающая направление установки поршня по ходу движения мотоцикла. Если этой стрелки нет, возобновите ее. Придерживая поршень проверните в канавках стопорные кольца небольшой отверткой(см рис). Крепко сжав стопорное кольцо осторожно извлеките его из канавки при помощи щипцов (см рис). 4 Вытолкнете поршневой палец наружу из поршня не применяя при этом ударов по пальцу (см рис). Если поршневой палец не выходит от усилия руки примените спец. инструмент (Kawasaki инстр. номер 57001-910). Возможно выходу поршневого пальца препятствует наплыв металла возле стопорной канавки поршня – удалите этот наплыв (используйте для этого небольшой напильник).Повторите эту операцию со всеми поршнями. Инспекция 5 Прежде чем приступить к процессу осмотра очистите наружные и внутренние поверхности от нагара. Демонтируйте старые поршневые кольца с поршня. 6 Используя специальный инструмент для съема поршневых колец демонтируйте кольца с поршня (см рис). В процессе демонтажа не делайте задиров и заусенец на поршне. 7 Ручной металлической щеткой или кусочком чистой наждачной бумаги вы можете отчистить большинство нагара и отложений. В любом случае не используйте металлическую щетку с электроприводом, так как при такой обработке неизбежно повреждение мягкого металла поршня.
Раздел 15. Поршневые кольца Монтаж 1 До установки новых поршневых колец произведите осмотры и замер зазора между торцами кольца. 2 Устанавливайте комплекты колец у которых был произведен замер зазоров с соответствующим поршнем к соответствующему цилиндру. 3 Вставьте верхнее кольцо(No.1) в нижнюю часть первого цилиндра и выровняйте перпендикулярно к стенке цилиндра надавливанием верхней части поршня. Кольцо должно быть расположено около одного дюйма над нижней частью цилиндра. Измерьте зазор в стыке щупом (см рис), сравните результат с данными Спецификации. 4 Если зазор мал или велик по сравнению со Спецификацией произведите повторный замер. 5 Если зазор мал он должен быть увеличен так как при работе двигателя с малыми зазорами в кольцах может произойти заклинивание поршня в цилиндре. Зазор должен быть увеличен очень тщательно при помощи некрупного напильника (см рис). Обрабатывайте только внутренние поверхности торцов. 6 Критическим значением зазора является 1 мм. После подгонки зазора произведите повторную операцию замера зазора в цилиндре.
До получения нужного зазора 7 Повторите процедуру замера зазоров для всех колец которые должны быть установлены в цилиндры. Помните подобранные кольца поршни и цилиндры должны соответствовать друг другу. 8 После процедуры проверки/подгонки торцов, кольца должны быть установлены на поршни. 9 Маслосъемное кольцо (нижнее на поршне) устанавливается в первую очередь. Оно состоит из тех отдельных составляющих. Аккуратно установите экспандер в канавку, установите тут же верхнюю направляющую (см рис). Не используйте никакого вспомогательного инструмента при установке направляющих, так как это может повредить их. Далее, разместите один конец направляющей в канавке между экспандером и направляющей фаской. Плотно обожмите направляющую вокруг поршня, продвигая ее в канавку. Установите подобным образом нижнюю направляющую. 10 После установки трех составляющих убедитесь что верхняя и нижняя направляющие могут плавно вращаться в канавках. 11 Установите второе поршневое кольцо (средне) в канавку поршня (см рис). Убедитесь что поверхность " R" индетефикатор марка направлена в верх (см рис). Не спутайте при установке верхнее и среднее кольцо местами. Они различаются по форме в поперечном разрезе. В заключении, не растягивайте чрезмерно кольца более того чем нужно для установки их на место. 12 Установите первое поршневое кольцо (верхнее) в канавку. Так же убедитесь что поверхность индетефикатор марка направлена в верх. 13 Повторите эти процедуры со всеми поршнями и кольцами. Будьте внимательны и не спутайте верхнее и нижнее кольца при установке. 14 Вращая кольца в канавках установите зазоры соответствующих колец согласно схеме (см рис).
Отсоедините внешние 17.14 a Отсоедините вал ( A) и 17.14 b Не потеряйте эти штифты роторы ( A) и корпус масло внутренние роторы ( B); для внутренних роторов насоса ( B) не потеряйте штифты ( C) так как они являются стопорами
Установлен в масло поддоне
Оба эти клапана в нормальном состоянии системы не задействованы; они вступают в действие при превышение давления масла (причиной которой может быть не герметичность уплотнения) или в результате того что забит масляный канал. Однако если вы устанавливаете новый масляный поддон или планируете вымачивать нижнюю часть двигателя и \ или поддон в некоторых разновидностях чистящих растворителей то клапан(а) должны быть демонтированы. Когда устанавливается любой из клапанов убедитесь что на поверхности резьбы нанесен жидкий фиксатор резьбы и клапан закручивается с моментом указанным в Спецификации этой Главы. Инспекция 3 Вымойте клапана в сольвенте и просушите их при помощи сжатого воздуха. 4 Используя деревянный или резиновый инструмент нажмите на стальной шарик внутри клапана и плавно утопите его. Убедитесь в том, что шарик возвращается на свое место. Если этого не происходит замените клапан на новый (не пытайтесь разбирать и ремонтировать клапана). Монтаж 5 Примените не твердеющий резьбовой фиксатор при закручивании резьбы клапанов, при установке в масло поддон или перегородку коленвала применяйте усилие затяжки согласно Спецификации Главы. 6 Остальные операции по монтажу обратные операциям демонтажа.
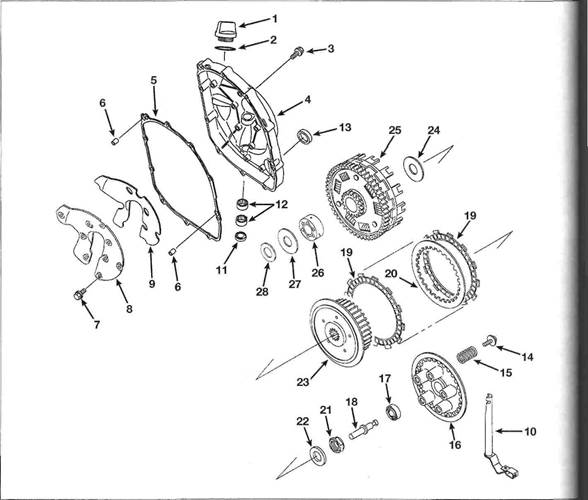
И плоскостью стекла Так же осмотрите ведомое зубчатое колесо корпуса сцепления на выкрашивания и износ. Если шестерня сильно изношена замените корпус сцепления новым. Осмотрите поверхность подшипника скольжения под втулку в корпусе сцепления на трещины и чрезмерный износ. Осмотрите поверхность посадочное место подшипника под первичный вал коробки передач на износ, изменение цвета и др. Осмотрите выжимной диск на износ и повреждения. Негодные детали замените новыми. 16 Очистите крышку сцепления от старой прокладки. Если по уплотнению смотрового окна масла (см рис) есть течь замените уплотнение. Если по валу выжима сцепления есть течь замените уплотнение вала, вытащив вал наружу, при помощи рычага демонтируйте сальник, новый же установите при помощи молотка и втулки меньшего диаметра нежели диаметр сальника, сальник садите легкими ударами не применяя силу. При вынутом выжимном валу осмотрите его пару рабочих игольчатых подшипников на износ иголок. Это маловероятный износ и тем не мене в случае необходимости замените эти игольчатые подшипники на новые. В заключении если планируется устанавливать новую крышку сцепления снимите с старой крышки демпфер звука и установите на новую крышку.
Инспекция и обслуживание 1 После разборки картера и демонтажа коленвала, копирного вала и вилок, компонентов трансмиссии картер должен быть вымыт в чистом сольвенте и высушен. Тщательно продуйте сжатым воздухом каналы по которым циркулирует масло и все поверхности на которых был нанесен герметик. Предупреждение: Будьте очень осторожными и не используйте стамески так как можете повредить поверхности прилегания картеров результатом чего будет течь масла – в отношении используемых инструментов, повторно тщательно проверьте участки картера на наличие трещин и повреждений. 2 Проверьте шариковые и игольчатые подшипники в картере. Если они не вращаются плавно, провращайте их совместно с приводом подшипника, так же вероятно посадочное гнездо может иметь внешний диаметр чуть меньший, чем у подшипника. Заранее до установки охладите подшипники в морозильной камере (около полусуток) и за 15 минут до установки подогрейте посадочное место в бытовой духовке примерно до 200 градусов по Фаренгейту. Этот метод посадки подшипников намного легче, чем посадка с натягом. Внимание: До нагрева картера тщательно вымойте его с мылом и водой, так что бы при нагреве не произошло задымления или возгорания ГСМ попавших на картер при ремонте. Не применяйте открытого огня к поверхностям картера. 3 Если обнаружены повреждения которые не возможно устранить замените половины картера в комплекте. Таблица размеров вкладышей коренных подшипников Монтаж 18 Разъедините половины картера вновь. Очистите посадочные места подшипников в половинах картера и установите вкладыши на свои седла (см рис). Все вкладыши за исключением двух в средних цапфах имеют масло канавки. При установке вкладышей используйте только ваши руки – не пользуйтесь молотком для посадки вкладышей. 19 Смажьте жидкой моторной смазкой вкладыши перед сборкой половин картера. 20 Установите шатуны если они были до этого демонтированы (см Раздел 26). 21 Проденьте цепь ГРМ на звезду коленвала. 22 Тщательно установите нижний картер на свое место. 23 Соберите половины картера (см Раздел 22) и убедитесь в том что коленвал и валы трансмиссии легко вращаются.
25.18 Убедитесь в том что ушко вкладыша подошло к выемке седла картера Совет: Очевидно, что предельный нагрев приводит к изменению цвета вкладышей, указывая на то, что смазки явно недостаточно. Убедитесь до сборки в том, что масло насос и предохранительный клапан а так же каналы подвода масла в полном порядке.
26.18 Размещение меток цапф на кривошипах коленвала; сопоставлять с... Подбор подшипников 8 Если подшипники и цапфы в нормальном состоянии проверьте масляный зазор для чего: 9 Начните с шатуна первого цилиндра. Очистите вкладыш подшипника, шатун и его крышку без ворсовой тканью. 10 Вложите вкладыши в шатун и его крышку. Убедитесь что ушко вкладыша вошло в паз на шатуне и его крышке. 11 Протрите вкладыш без ворсовой тканью. Нарежьте полоску пластичного индикатора и расположите ее параллельно оси цапфы (см рис 25.8). 12 Совместите шатун с цапфой, установите крышку и гайки. Закрутите гайки с усилием затяжки согласно спецификации этой Главы, не позволяя при этом шатуну вращаться вокруг цапфы. На E моделях затяжку гаек производите с моментом указанным по отношению к уже пользованным гайкам. 13 Открутите гайки крышки и снимите шатун и крышку с цапфы, не тревожа пластичный индикатор произведите замер его ширины с масштабной линейкой и определите величину масляного зазора (см рис 25.10). 14 Если зазор меньше предельно допустимых значений по Спецификации и подшипник находится в нормальном состоянии, их можно использовать повторно. Если зазор лежит между 0.059 мм и предельным значением в 0.10 мм, замените вкладыш шатуна на вкладыш имеющий цветовую маркировку голубой краской, проверьте повторно масляный зазор. Всегда меняйте вкладыши комплектом. 15 Зазор может быть чуть-чуть большим по сравнению со стандартным, но это не существенно, до тех пор пока зазор не станет больше чем максимальный или меньше минимального зазора. 16 Если зазор больше чем допускается по Спецификации этой Главы измерьте диаметр цапфы шатуна микрометром и сравните полученные значения со Спецификацией этой Главы. Замер производите в нескольких точках по окружности цапфы и вдоль нее для точного определения овальности и конусности цапфы. 17 Если любая цапфа имеет износ превышающий лимит замените коленвал. . 18 Если диаметр цапфы не меньше допустимого предела но отличается от оригинальной метки на кривошипе (см рис) нанесите новую метку при помощи молотка и клейма. a) Если размер цапфы между 32.984 мм до 33.992 мм не делайте никаких меток на кривошипе ( в любом случае меток не должно быть) b) Если размер цапфы между 32.993 мм до 33, 000 мм нанесите метку " 0" на кривошип (если ее уже нет там ). 19 Выньте вкладыши из шатуна и крышки, соедините крышку и шатун и затяните гайки крышки с усилием затяжки согласно Спецификации это Главы. 20 Используя телескопический калибр и микрометр измерьте внутренний диаметр нижней головки шатуна (см рис). Метка на шатуне (если имеется) должна совпадать с измеренным размером, но если метка не совпадает с измеренным размером нанесите новую метку (см рис). a) Если внутренний диаметр головки между 36.000 мм до 36.008 мм не наносите меток на шатун (в любом случае метки быть не должно). b) Если внутренний диаметр головки между 36.009 мм до 36.016 мм нанесите метку 0 на шатун (она уже должна быть там).
21 Используя метки на кривошипах и шатунах подберите нужные вкладыши (см рис 26.21) 26.20 a... метка (без метки) на шатуне (стрелка) для 26.20 b Измерение внутреннего диаметра определения размера вкладыша нижней головки шатуна телескопическим Буква определяет вес шатуна калибром 22 Повторите эти процедуры со всеми шатунами. Подбор вкладышей нижней головки шатуна
Таблица размеров вкладышей шатунов
Монтаж 23 Протрите вкладыши, шатуны и крышки шатунов. Вложите вкладыши в гнезда шатунов и крышки используя при этом только усилия своих рук, убедитесь в том что ушко вкладыша вошло в канавку в шатуне и крышке. Когда вкладыши установлены, смажьте перед сборкой жидкой смазкой внутренние поверхности шатуна и крышки. Не наносите смазку на поверхности сопряжений шатуна и крышки. 24 Соберите шатуны с крышками на цапфах, убедившись в соответствии нанесенных меток на шатуне к цапфе. Внимание: Буква показанная на стыке сторон шатуна с крышкой это метка по весу. Если будут устанавливаться новые шатуны и они все не будут иметь одной и той же метки, два шатуна с одинаковыми метками должны быть установлены с одной стороны картера, с другой же стороны установите шатуны с другими метками. Это минимизирует вибрацию. 25 Когда вы убедитесь в корректном расположении шатунов нанесите небольшое количество двигательного масла на болты и гайки шатунов и соедините их. На D моделях затяните гайки с усилием указанным в Спецификации этой Главы. На E моделях болты удлиняемого типа и должны быть восстановимы всякий раз когда они были откручены; измерьте длину новых болтов и запишите значение, установите болты и затяните их гайки с усилием далее следует тянуть до специального угла. Далее, измерьте длину и сравните ее с исходной длиной: разница не должна превышать 0.25 – 0.35 мм. 26 Прокрутите шатуны на коленвалу. Если какие то из них туго вращаются, обстучите крышку шатуна при помощи молотка – это поможет сесть им на место. Если данная мера не поможет, проверьте повторно масляный зазор подшипника шатуна. 27 В качестве заключительного шага повторно проверьте боковой зазор проверьте (см Шаг 1). Если зазор не правильный выясните причину до сборки двигателя.
Цепь ГРМ 1 Демонтируйте двигатель (см Раздел 5). 2 Разъедините половины картера (см Раздел 22). 3 Демонтируйте коленвал (см Раздел 25). 4 Снимите цепь с коленвала. Направляющие цепи ГРМ 5 Передняя направляющая может быть поднята от блока цилиндров после демонтажа блока или от картера после демонтажа головки с блоком (см рис 13.4). 6 Задняя направляющая закреплена в картере двумя кронштейнами на болтах (см рис). Открутите болты и отсоедините направляющую с кронштейнами от картера. Инспекция Цепь ГРМ 7 Вытяните цепь для исключения провисания и измерьте длину двадцати линков от штифта до штифта (см рис). Сравните полученные значение со значением приведенным в Спецификации этой Главы. 8 Также осмотрите звенья цепи на износ. 9 Если длина линков более допустимой Спецификацией или цепь имеет значительный износ, замените ее. Направляющие цепи ГРМ 11 Осмотрите направляющие на наличие глубоких канавок, трещин и серьезного износа, при необходимости замените направляющие.
Монтаж
12 Валы коробки передач соединены с установочными штифтами ( A) и установочными кольцами ( B)
Вторичный вал Демонтаж 14 Снимите наружную обойму игольчатого подшипника (см рис). 15 Снимите упорное кольцо и шестерню первой передачи с вала (см рис). 16 Снимите шестерню пятой передачи с вала, шестерня имеет три стальных шарика для механизма поиска нейтрали. Этот замок шестерни срабатывает при большой скорости вращения вала отбрасывая шарики центробежной силой. Для снятия шестерни пятой передачи сожмите шестерню третей передачи и держа вал в вертикальном положении одной рукой другой рукой вращайте вал вперед назад удерживая шестерню пятой передачи поднимите ее в верх (см рис).; может понадобиться несколько попыток для снятия шестерни пятой передачи с вала, но произойти это должно плавно в расслабленном состоянии. После снятия шестерни пятой передачи соберите три стальных шарика шестерни (см рис).
30.14 b... и подшипник 30.15 Снимите упорное кольцо (стрелка) и шестерню первой передачи
30.16 a Удерживая шестерню третей передачи ( A) 30.16 b Эти шарики перемещаются в пазах вала; одной рукой и вращая вал пока поднимаете вверх они должны отбрасываться наружу шестерню пятой передачи (В) центробежной силой при перемещении
шестерни пятой передачи
30.17 a Снимите упорное кольцо 30.17 b... зубчатую шайбу… 30.17 c..шестерню третей передачи. 30.17 d..вкладыш и шестерню 4 передачи 30, 18 a Снимите зубчатую шайбу 30.18 b.. упорное кольцо...
30.18 c..шестерню шестой передачи 30.19 a Снимите упорное кольцо...
30.19 b... зубчатую шайбу и 30.19 c...эту втулку 30.20 Подшипник и втулка если не имеют шестерню второй передачи... износа могут быть на своем месте Внимание: Не тяните шестерню в верх жестко с рывком – шарики могут разлететься. 17 Снимите упорное кольцо, зубчатую шайбу, шестерню третей передачи, вкладыш и шестерню четвертой передачи с вала (см рис). 18 Снимите зубчатую шайбу, упорное кольцо и шестерню шестой передачи (см рис).
Вид A- A | ||||||||||||||||||||||||||||||||||||||||||||||||||
19 Снимите следующее упорное кольцо, зубчатую шайбу, шестерню второй передачи с вкладышем (см рис). 20 Шарикоподшипник и втулка могут остаться на валу если не должны быть заменены (см рис).
30.22 Вторичный вал коробки передач
1 Втулка 8 Упорное кольцо 15 Стальной шарик
2 Шарикоподшипник 9 Зубчатая шайба 16 Шестерня пятой передачи
3 Вторичный вал 10 Шестерня четвертой передачи 17 Шестерня первой передачи 4 Шестерня второй передачи 11 Втулка 18 Зубчатая шайба
5 Зубчатая шайба 12 Шестерня третьей передачи 19 Игольчатый подшипник
6 Упорное кольцо 13 Зубчатая шайба 20 Обойма игольчатого
7 Шестерня шестой передачи 14 Упорное кольцо подшипника
Инспекция
21 Обратитесь к Шагам от 8 к 12 для проведения инспекции. Они те же самые за исключением проверки ширины канавки на шестернях пятой и шестой передач.
Монтаж
22 Монтаж в основе своей повторяет в обратной последовательности процесс демонтажа, но имеет ряд особенностей таких как (см рис):
a) Используйте новые стопорные кольца и выставляйте ровно кольцо по канавке (см рис 30.13 b). Встречные поверхности стопорного кольца должны быть надежно зафиксированы в канавке вала.
b) Когда устанавливаете втулки в третью четвертую и вторую шестерни передач совмещайте масляные отверстия втулок с отверстиями в валу.
c) Когда устанавливаете шестерню пятой передачи не используйте смазку в отверстиях под шарики – это ослабит работу механизма поиска нейтрали. Правильно установите шарики в их посадочные места (в те отверстия через которые шарики не смогут выйти), удерживая шестерню в вертикальной позиции и внимательно установите ее на вал (двигательное масло поможет удержать шарики на местах). Отверстия в канавках вала под шарики должны быть точно совмещены с посадочными местами шариков на шестерни. Смажьте компоненты двигательным маслом до их сборки.
Спецификация: двигатель, сцепление и трансмиссия
Распределительный вал
Высота кулачка ( D модель)
Впуск
Стандарт............................................. ………... 34.93 до 35.07 мм
Минимум............................................................ 34.83 мм
Выпуск
Стандарт............................................................ 34.43 до 34.57 мм
Минимум............................................................ 34.33 мм
Последнее изменение этой страницы: 2019-04-09; Просмотров: 87; Нарушение авторского права страницы
















 .
.

 Установите цепь и направляющие в обратном порядке их демонтажу. Убедитесь в том что метка " UP" на передней направляющей направлена вверх и перед по направлению движения (см рис). При монтаже кронштейнов задней направляющей нанесите на крепежные болты фиксатор резьбы. Затягивайте болты с усилием затяжки согласно Спецификации этой Главы. Смажьте моторным маслом цепь и направляющие.
Установите цепь и направляющие в обратном порядке их демонтажу. Убедитесь в том что метка " UP" на передней направляющей направлена вверх и перед по направлению движения (см рис). При монтаже кронштейнов задней направляющей нанесите на крепежные болты фиксатор резьбы. Затягивайте болты с усилием затяжки согласно Спецификации этой Главы. Смажьте моторным маслом цепь и направляющие. 





