|
Архитектура Аудит Военная наука Иностранные языки Медицина Металлургия Метрология Образование Политология Производство Психология Стандартизация Технологии |
|
|
Архитектура Аудит Военная наука Иностранные языки Медицина Металлургия Метрология Образование Политология Производство Психология Стандартизация Технологии |
И АВТОМАТИЧЕСКИЕ ЛИНИИ ИЗГОТОВЛЕНИЯ ОТЛИВОК В РАЗОВЫХ ФОРМАХ
ОСНОВНЫЕ ПОНЯТИЯ. КЛАССИФИКАЦИЯ ФОРМОВОЧНЫХ Линий, компоновки
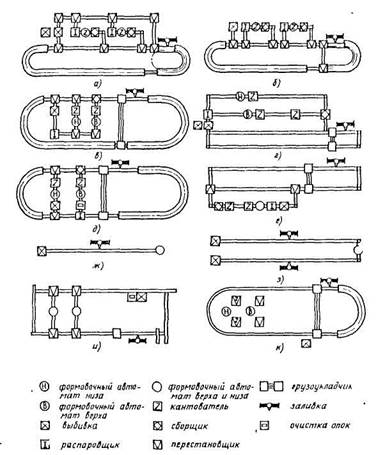
Изготовление отливок в разовых песчано-глинистых формах остается главным способом, которым получают около 80 % всех отливок, несмотря на совершенствование и развитие производства отливок в металлических формах, по выплавляемым моделям, в оболочковых формах из термореактивных смесей, непрерывным литьем и другими специальными способами. Эго объясняется достижением высокого уровня технологии, а также механизации и автоматизации изготовления отливок в песчаных формах, что позволяет получать отливки необходимой точности при высокой производительности с соблюдением необходимых санитарно-гигиенических условий. Поточно-механизированные и автоматические линии формовки, заливки, выбивки — основные технологические комплексы современного литейного производства, определяющие состав и номенклатуру всего оборудования цеха. В зависимости от характера производства (единичное, серийное, массовое), сложности и массы отливок, требований к физико-механическим свойствам и качеству поверхности отливок в литейных цехах применяют линии с различными формообразующими агрегатами, средствами транспорта и планировками. Рассмотрим определения и термины, относящиеся к поточно-механизированным и автоматическим линиям. Автомат — такая единица оборудования, па которой без непосредственного участия человека, т. с. автоматически, как минимум, осуществляется: ввод предмета в рабочую зону; выполнение всех операций по непосредственному воздействию на предметы труда на данном оборудовании; установка предметов труда; снятие предметов труда; удаление отходов из зоны обработки. Циклы обработки на автомате повторяются непрерывно, без вмешательства человека. Если для повторения операций на дайной единице оборудования требуется вмешательство человека, то ее называют полуавтоматом. Поточная линия — комплекс основного, вспомогательного и подъемно-транспортного оборудования, машин и механизмов (состоящий, как минимум, из двух единиц основного оборудования для различных операций), в котором операции обработки или сборки, выполняемые с участием человека, закреплены за определенными рабочими местами. При этом оборудование или рабочие места расположены, как правило, в порядке выполнения операции. Механизированная поточная линия — поточная линия, в которой большая часть операции производственного процесса выполняется механизмами, машинами и оборудованием других видов и, кроме того, механизированы процессы перемещения предметов обработки от одного рабочего места к другому. Комплексная механизированная поточная линия — поточная линия, в которой все основные операции производственного процесса выполняются механизмами, машинами и оборудованием других видов с взаимно увязанной производительностью и, кроме того, механизированы процессы перемещения предметов обработки от одного рабочего места к другому. Автоматическая линия — комплекс основного, вспомогательного и подъемно-транспортного технологического оборудования, машин и механизмов (состоящий, как минимум, из двух единиц основного оборудования, выполняющих различные операции), на котором без непосредственного участия человека в требуемой технологической последовательности с определенным ритмом выполняются операции части производственного процесса. При этом имеется общее управление и автоматические транспортные устройства для перемещения предметов обработки от одного вида оборудования к другому, а человек выполняет только наладку и наблюдение за ходом процесса. Комплексная автоматическая линия — такая автоматическая линия, на которой все операции производственного процесса осуществляются без участия человека. В литейных цехах применяют линии всевозможного назначения и состава. Наряду с поточными формовочными линиями, на которых лишь часть операций формовки механизирована, имеются комплексные автоматические линии, где все процессы — от изготовления формы до получения охлажденной отливки и подачи ее на очистные операции — автоматизированы. Формовочные линии можно классифицировать но следующим признакам: но наличию опок — линии опочной и безопочной формовки; по принятому технологическому процессу изготовления форм — встряхивающе-прессовые, прессовые, пескодувно-прессовые, пескометные, на основе химически твердеющих жидкоподвижных или сыпучих смесей и т. д.; по типу применяемого автомата — однопозиционный, многопозиционный; проходной, челночный, карусельный; изготовляющий форму целиком или только полуформу и т. п.; по характеру, применяемой модельной оснастки — с жестко-установленной оснасткой, с быстросменной оснасткой, со скользящей оснасткой и др.; по схеме транспортного потока — конвейерные линии с заливкой и охлаждением на замкнутом конвейере с жесткой связью (с не- Рис. 13.1. Схемы компоновки комплексных автоматических и механизированных линий формовки, заливки, выбивки
прерывно движущимся или с пульсирующим перемещением конвейера) и с роликовым или тележечным перемещением форм (без жесткой связи); с расположением автомата вне или внутри конвейера. На рис. 13.1 представлены схемы компоновки комплексно-механизированных и автоматических линий различного назначения. Состав автоматических и комплексно-механизированных линии формовки-заливки-выбивки и их компоновка определяются их назначением. Решающее значение имеет характер производства (массовый, серийный, мелкосерийный) и вид отливок, получаемых на линиях (вид сплава, масса и конфигурация отливок, наличие отсутствие стержней и др.). Автоматическая линия мод. АЛ91265СМ на базе формовочных автоматических блоков (рис. 13.1, а) предназначена для изготовления сложных отливок в условиях разносерийного производства с широкой и часто меняющейся номенклатурой. В зависимости от требуемой производительности на линни может быть установлено различное число независимо работающих формовочных блоков. На каждом формовочном блоке с проходными автоматами форма изготовляется целиком. Такая компоновка линии позволяет изготовлять формы на каждом блоке независимо друг от друга и отлаживать технологический процесс на одном из автоматов и производить ремонт и обслуживание одною блока без остановки другого. Для повышения технологических возможностей на автоматах предусмотрена двойная засыпка смеси — облицовочной, обеспечивающей высокое качество поверхности, и более дешевой наполнительной и верхняя вытяжка модели, которая позволяет изготовлять формы с высокими болванами. Па автоматах линии мод. АЛ91265СМ предусмотрена верхняя протяжка моделей. Автоматическая линия мод. АЛ92265 (рис. 13.1, б) аналогична линии мод. АЛ91265СМ и отличается от нее системой возврата опок, которые здесь передаются непосредственно с литейного конвейера, а не с помощью дополнительной транспортной ветви. Па рис. 13.1, в представлена комплексная автоматическая линия мод. АЛ22914 для получения мелких отливок в условиях массового производства на базе двух челночных автоматов, раздельно изготовляющих нижнюю и верхнюю полуформы. Производительность линии около 200 форм в час. Крайне редкая смена оснастки на линиях для массового производства допускает тщательную отладку при нижней вытяжке, без поворота полуформы, что, в свою очередь, дает возможность повысить производительность формовочного автомата. Линии, показанные на рис. 13. 1, а-в, работают на базе встряхивающе-прессовых автоматов. Первые две линии работают с обычным литейным тележечным конвейером непрерывного действия, линия мод. АЛ22914 — с конвейером, имеющим пульсирующее перемещение. Комплексная автоматическая линия по типу мод. ИЛ-225 (рис. 13.1, г) предназначена для изготовления мелких отливок сравнительно простой конфигурации в условиях массового производства на базе двух прессовых автоматов. Производительность линии 180 форм/ч. Опоки и формы транспортируются приводными роликовыми конвейерами. Линию выпускают также с усовершенствованным автоматом, на котором предусмотрено прессование дифференцированными колодками, что повышает технологические возможности линии. Комплексная автоматическая линия мод. Л450 для массового производства автомобильных и тракторных отливок на базе двух проходных встряхивающе-прессовых автоматов с раздельным изготовлением верхней и нижней полуформ представлена на рис. 13.1, д. На линии установлен литейный конвейер с пульсирующим перемещением. Комплексная механизированная линия по типу Л651 для получения средних, отливок в условиях крупносерийного и серийного Рис. 13.2. Поточная линия изготовления нижних полуформ
производства на базе встряхивающе-прессовых проходных формовочных установок представлена на рис. 13.1, е. Для изготовления мелких отливок все больше применяют автоматические линии безопочной формовки. Ввиду отсутствия па них дорогостоящей опочной оснастки, упрощения выбивки и системы транспортирования эти линии требуют меньше капиталовложений и дешевле в эксплуатации. Линия безопочной формовки с вертикальным разъемом форм мод. КЛ2002 (рис. 13.1, ж) позволяет получить до 300—360 форм/ч. Дальнейшее увеличение производительности ограничивается возможностями заливки. Для повышения производительности заливку ведут на двух потоках (рис. 13.1, з). Еще более высокая производительность может быть достигнута при укладке форм в вертикальные стопки. Линия мод. КЛ1012 (рис. 13.1, и) такого типа позволяет достигнуть производительности 600 форм/ч. Внедрение автоматизации в мелких литейных цехах при их реконструкции и техническом перевооружении, иногда создает большие затруднения вследствие ограниченности площадей. В таких случаях положительный результат дает внедрение автоматических линий на основе формовочных машин и манипуляторов (рис. 13.1, к). Приведенные схемы не исчерпывают все типы линий, применяемые в литейных цехах. Так, в схемах линий, приведенных на рис. 13.1, а—г, могут быть применены карусельные автоматы. Карусельный автомат позволяет без смены моделей изготовлять одновременно различные формы. Четырехпозиционный —две, шестипозиционный — три. В условиях мелкосерийного многономенклатурного производства наибольший эффект дает применение механизированных поточных линии. В таких линиях верх и низ формы изготовляются отдельно, имеются участки отделки и сборки формы. Участок линии для изготовления нижних полуформ на базе проходного автомата со скользящей оснасткой показан на рис. 13.2. Участок включает трехпозиционный формовочный автомат 1, поворотно-вытяжную машину 2, сталкиватель 5 готовых полуформ, а также механизмы перемещения и подъема оснастки и кромочные роликовые конвейеры для перемещения опок и плит. Простановка стержней выполняется на тележечном конвейере 3. Последовательность работ па участке следующая: рабочий с помощью подъемника на специальной позиции 4 устанавливает пустую опоку на модельную плиту и направляет плиту вместе с опокой в автомат. В автомате происходит уплотнение формы, после чего она вместе с плитой подается на поворотно-вытяжную машину. После протяжки модели формы выталкиваются на участок простановки стержней литейного конвейера, а плита возвращается на позицию установки опок. Аналогично (без участка простановки стержней) изготовляют верхние полуформы. Специальный сборщик накрывает па литейном конвейере нижнюю полуформу с проставленными стержнями верхней полуформой. На рис. 13.3 и 13.4 представлены различные компоновки комплексных автоматических линий формовки — заливки — выбивки. Комплексная автоматическая линия (см. рис. 13.3) включает три замкнутые взаимосвязанные линии с дополнительными транспортными и технологическими участками: формовочно-заливочную, линию предварительного и линию окончательного охлаждения. На формовочно-заливочной линии установлен формовочный автомат), последовательно изготовляющий верхнюю и нижнюю полуформы. Нижняя полуформа передается на пульсирующий конвейер, на скруглении которого проставляются стержни. Далее она накрывается верхней полуформой и загружается с помощью специального вертикально-замкнутого устройства (грузоукладчика) 3, работающего синхронно с литейным конвейером. После заливки из ковшей 2 и предварительного охлаждения на специальной охладительной ветви конвейера 4 с формы снимается груз, и она поперечным вертикально-замкнутым конвейером 5 передается на участок выбивки. После выбивки методом продавливания пустые опоки возвращаются к формовочному автомату. Выдавленный ком (так принято называть выдавленную из опоки смесь с отливкой) подается на вторую горизонтально-замкнутую ветвь конвейера 6 для дополнительного охлаждения. Охлажденный ком далее сбрасывается на выбивную вибрационную установку, на которой отработанная смесь отделяется от отливки и передается в систему регенерации, а отливка на вертикально-замкнутый конвейер 7, составляющий третью линию, где происходит окончательное охлаждение отливок, их промежуточное складирование и, наконец, передача на участок очистки. Автоматическая линия, показанная на рис. 13.4, работает следующим образом. На карусельном четырехпозиционном формовочном автомате 1 последовательно изготовляются нижние и верх-
Рис 13.3 Компоновка комплексной автоматической линии изготовления отливок с отдельными линиями охлаждения кома и отливок и включёнными в линию участком регенерации смеси
Рис. 13.4. Комплексная автоматическая линия формовки-заливки—выбивки с заливкой и охлаждением форм на роликовых конвейерах Рис. 13.5. Комплексная автоматическая линия безопочной формовки ние полуформы, которые направляются в два различных потока. Нижняя полуформа проходит через кантователь 2 и передается на вертикально-замкнутый конвейер 5 с пульсирующим перемещением тележек. Здесь осуществляется простановка стержней, сборка формы, автоматическая заливка на установке 3 и предварительное охлаждение на нижней ветви конвейера, проходящей ниже уровня пола. Верхняя полуформа на специальной ветви конвейера проходит через два кантователя, что даст возможность проверить се состояние, и передается на установку для сборки форм (сборщик 4). В линии предусмотрены три охладительные ветви 6 для длительного охлаждения отливок в форме. Охлажденные формы подаются па выбивную установку 7, где ком продавливается на вибрационную решетку 8, па которой смесь отделяется от отливок. Затем смесь направляется на регенерацию, а опоки по транспортной ветви 9 возвращаются к формовочному автомату. В состав комплекта линии входят установка 10 охлаждения отработанной смеси и смесеприготовительная система 11. Па рис. 13.5 показана комплексная автоматическая линия безопочной формовки. В состав линии входит пескодувно-прессовый автомат 1 безопочпой формовки челночного типа, который последовательно выдает формы на две горизонтально-стопочные транспортные ветви. На этих ветвях (участок заливки 2) заливаются формы и транспортируются отливки в галтовочные барабаны непрерывного действия (участок выбивки 4). Между участками заливки и выбивки находится участок 3 охлаждения форм. После выбивки отливки в коробах подают на участок зачистки 5, а смесь на участок регенерации, входящий в систему смесеприготовления 6. Как видно из приведенных выше схем современных комплексных автоматических линий, все они составляют единую систему с автоматизированным смесеприготовительным отделением, которое предназначено специально для обслуживания этих линий. |
Последнее изменение этой страницы: 2019-04-09; Просмотров: 1289; Нарушение авторского права страницы