|
Архитектура Аудит Военная наука Иностранные языки Медицина Металлургия Метрология Образование Политология Производство Психология Стандартизация Технологии |
|
|
Архитектура Аудит Военная наука Иностранные языки Медицина Металлургия Метрология Образование Политология Производство Психология Стандартизация Технологии |
СИСТЕМЫ УПРАВЛЕНИЯ АВТОМАТИЧЕСКИМИ ЛИНИЯМИ
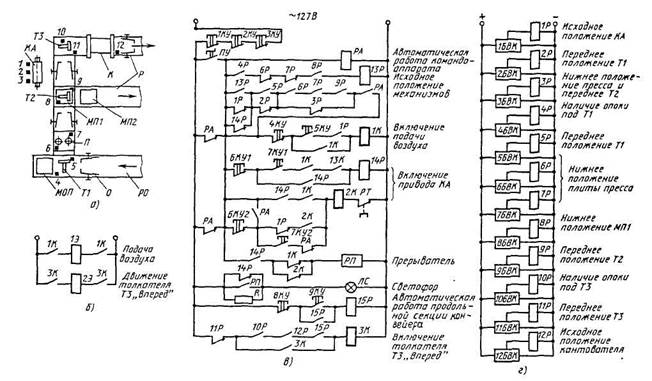
Автоматическая литейная линия компонуется из отдельных участков, включает большое число узлов и занимает значительную площадь. В ряде случаев растянутая длина комплексных автоматических формовочных линий превышает километр. Технический уровень автоматической линии зависит от уровня примененной системы управления и ее эксплуатационной надежности. Применяемые в современных линиях системы управления обладают высокой надежностью. Коэффициент готовности системы управления линий (отношение времени работы линии к времени работы плюс простой по вине системы управления) приближается к 1, 0. Носителями информации в автоматической формовочной линии являются опоки (формы). При передвижении от участка к участку они обеспечивают срабатывание систем автоматики, фиксирующих и зажимных устройств, воздействуют на конечные выключатели, вызывая подачу соответствующих команд. Ввиду большого числа перемещений опок и форм на линии и большого числа различных механизмов, связанных с их перемещением, на современных линиях устанавливают 100 и более конечных выключателей. Для управления современными автоматическими литейными линиями используют главным образом электрические системы управления с релейно-контактными и бесконтактными элементами. Широко внедряют в производство электронные системы управления с логическими элементами и с программным управлением с помощью ЭВМ. Система управления современной линией достаточно сложна. В качестве примера рассмотрим управление работой участка выбивки — распаровки автоматической формовочной линии, приведенной на рис. 13.14. Электрическая схема управления участка выбивки — распаровки приведена на рис. 13.18. Управление участком выбивки—распаровки осуществляется методом - путевого контроля. С этой целью в определенных местах участка и комапдоаппарата установлены бесконтактные конечные выключатели (БВК). Участок может начать работу, если формы размещены перед толкателем Т1 (срабатывает реле 4Р), пресс для выдавливания кома Рис. 13.18. Электрическая схема управления участка выбивки—распаровки автоматической формовочной линии: а — мнемосхема участка; б — электрическая схема подачи воздуха на участок: в — электрическая схема управления механизмами- г — электрическая схема контроля механизмов; РО — роликовый конвейер охлаждения форм; О — отсекатель Tl Т2 ТЗ — толкатети, МОП — механизм опускания подопочных плит; П — пресс выбивной установки; МП1 и МП2 — механизмы подъема опок- К — кантователь, Р — роликовые конвейеры; КА — командоаппарат; РП — релейный прерыватель; ЛС — выключатели БВК-24 находится в верхнем положении (реле 6Р и 7Р обесточены, их нормально закрытые контакты замкнуты), а механизм подъема МП1 —в нижнем (срабатывает реле 8Р), все механизмы и командоаппарат установлены в исходное положение (реле 1 P работает). При выполнении перечисленных условий переключатель ПУ включает реле исходных положений механизмов 13Р участка и автоматической работы РА командоаппарата. При нажатии на кнопку 5КУ замыкается цепь пускателя 1К (нормально закрытые контакты 1 4Р, 2Р и ЗР, замкнутый контакт РА, кнопки 4КУ, 5КУ, замкнутый контакт 1 P ). Срабатывает электромагнит 1Э пневмоклапана, и на участок подается сжатый воздух. При нажатии на кнопку 7КУ реле 14Р включается и подает команду на срабатывание магнитного пускателя 2К, если на участок подан воздух (замкнут контакт 1К), и на привод командоаппарата. Вал последнего начинает вращаться. Включение контролируется лампой светофора; она горит вполнакала, так как ток идет через сопротивление R. Нормально замкнутый контакт 14Р в цепи пускателя 1К размыкается, благодаря чему с помощью реле 2Р и ЗР контролируется положение механизмов в середине цикла. При вращении вала командоаппарата поочередно срабатывают конечные выключатели 1БВК, 2БВК и ЗБВК. В момент включения 2БВК, а следовательно, и реле 2Р (на 5—6 секунде цикла) толкатель 11 должен находиться в переднем положении (срабатывают выключатели 5БВК и реле 5Р), иначе цепь пускателя 1К разорвется и прекратится подача сжатого воздуха. В момент включения выключателя ЗБВК и реле ЗР (на 14— 16 секунде никла) пресс должен находиться в нижнем (включены реле 6Р и 7Р), а толкатель Т2 в переднем (включено реле 9Р) положении, иначе снова обесточится магнитный пускатель 1К Если указанные условия не выполняются, воздух из механизмов сбрасывается в атмосферу, а вал командоаппарата вращается до исходного положения. При этом срабатывает реле 1 P, блокировочная цепь магнитного пускателя 2К разрывается, и командоаипарат останавливается. При прекращении подачи воздуха отключается реле 14Р и загорается полным накалом лампа светофора. В случае аварии в цепи 1К и 2К срабатывает релейный прерыватель РП, одновременно включающий лампу ЛС на полный-накал. Толкатель ТЗ продольной секции конвейера включается нажатием кнопки 9КУ, в результате чего срабатывают магнитный пускатель 3К и электромагнитный клапан 2Э, воздух подается в рабочую полость пневмотолкателя. При этом опоки должны находиться перед толлкателем (работает реле 12Р), сам толкатель — в заднем (обесточено реле 11Р), а кантователь — в исходном (работает реле 12Р) В случае аварии участок останавливают с помощью кнопки 1КУ (или нескольких кнопок - — 2КУ, ЗКУ, расположенных в разных местах). Кнопкой 6КУ осуществляют «Стоп» цикла, при этом по- дается сигнал на останов командоаппарата. Кнопкой 4КУ выключается подача воздуха на участок. Работа механизмов контролируется лампами 1—12 светофоров, горящими вполнакала. Лампы расположены на щите мнемосхемы, что позволяет оператору контролировать работу линии. Наладочный режим обеспечивается включением пневмоклапанов, установленных на панели командоаппарата. |
Последнее изменение этой страницы: 2019-04-09; Просмотров: 467; Нарушение авторского права страницы