
|
Архитектура Аудит Военная наука Иностранные языки Медицина Металлургия Метрология Образование Политология Производство Психология Стандартизация Технологии |
|
|
Архитектура Аудит Военная наука Иностранные языки Медицина Металлургия Метрология Образование Политология Производство Психология Стандартизация Технологии |
Материалы, применяемые при обработке цветного камняСтр 1 из 4Следующая ⇒
Материалы, применяемые при обработке цветного камня При изготовлении изделий из цветных камней применяются различные материалы: Черные металлы (чугуны, стали), цветные металлы и сплавы из них, благородные металлы, абразивные материалы, склеивающие, охлаждающие, промывочные и другие средства. Основными материалами для изготовления режущих инструментов для обработки цветных камней являются абразивные. Из них изготавливают инструменты для разрезки, сверления, чернового и чистового шлифования, доводки и полирования. Черные металлы К черным металлам относятся чугун и стали, представляющие собой сплавы железа с углеродом, в состав которых входят еще и кремний, фосфор, марганец, сера и другие элементы. Чугун. Чугуном называют сплав железа с углеродом, содержащий от 2 до 4,3% углерода. В состав чугуна входят кремний; марганец, фосфор и сера. Чугуны выплавляются в доменных печах из железных руд. Кроме руды исходными материалами для его получения служат топливо и флюсы. Из серого чугуна изготавливают планшайбы (притиры) для шлифовки цветного камня свободным абразивом, который в виде суспензии наносится на чугунную планшайбу, так же полировальники. Сталь. Сплав железа с углеродом, содержащий не более 2% углерода, называется сталью. По сравнению с чугуном сталь имеет более высокие физико-механические свойства. Обладает высокой прочностью, хорошо обрабатывается резанием, ее можно ковать, прокатывать, закаливать. Конструкционные углеродистые стали применяют для изготовления деталей технологической оснастки и измерительных инструментов — скоб, шаблонов, калибров и др. Недостаток углеродистых сталей — низкая теплостойкость (200-250°С). Нержавеющая сталь по своему химическому составу относится к высоколегированной стали с малым содержанием углерода (0,15—0,35%) и большим содержанием хрома (12 — 15%). Нержавеющая сталь легко поддается всем видам горячей и холодной обработки. Она обладает приятным серебристым цветом и блеском, отличается высокой коррозионной стойкостью, что очень важно для художественных изделий. Из нержавеющей стали изготавливают оправы к различным ювелирным изделиям — кольцам, браслетам и др. Цветные металлы и сплавы Все металлы, кроме железа и сплавов на его основе, относятся к цветным, которые широко применяются в промышленности. При обработке изделий из камня применяются медь, олово, свинец, цинк, алюминий, никель, медные сплавы. Благодаря своей высокой пластичности и вязкости медь успешно применяется в художественной промышленности. Из нее штампуют сложные рельефы и орнаменты. Изготовляют филигранные изделия. До появления алмазных инструментов из красной меди изготавливали притиры (планшайбы) для полирования самоцветов группы корунда. В настоящее время медные притиры применяют для полирования граненых самоцветов. Олово — серебристо-белый мягкий и пластичный металл, медленно тускнеющий на воздухе. Наиболее устойчиво белое олово плотностью 7,29 г/см3. Плавится олово при температуре 231,9°С. Из олова изготавливают притиры (полировальники) для обработки изделий из твердых пород цветного камня. Свинец — мягкий, ковкий металл синевато-серого цвета плотностью 11,34 г/см3 и с температурой плавления 327,4°С. На воздухе свинец покрывается пленкой окисла. Вода снимает пленку окисла и способствует дальнейшему окислению свинца. Свинец хорошо растворяется в разбавленной азотной кислоте, концентрированной серной кислоте и щелочах. Свинец применяется чаще всего для типографского сплава припоев, легкоплавких сплавов, для литья под давлением и др. С давних времен применяется и при обработке цветных камней. Из свинца изготавливались притиры — круг (планшайбы) и бруски (терки). Цинк — металл синевато-белого цвета плотностью 7,1 г/см3 и с температурой плавления 419,5°С. На воздухе цинк покрывается пленкой окисла и теряет блеск. При обычных условиях цинк хрупок, становится ковким и вязким при температуре 100—150°С. Стоек к воздействию воды; легко растворяется в кислотах (соляной, азотной, серной). Цинк применяется при изготовлении припоев, входит в состав многих сплавов. Цинк является компонентом золотых сплавов белого цвета —белого золота, применяемого в художественной промышленности для ювелирных изделий. Никель — серебристо-белый тугоплавкий металл, не изменяющийся на воздухе, плотностью 8,9 г/см3 и с температурой плавления 1453°С. Никель применяется главным образом в сплавах. Никель применяется для изготовления алмазного инструмента гальваническим методом. Бронза — сплав меди с оловом, алюминием, свинцом, никелем и другими металлами. В Государственном Эрмитаже многие из ваз, канделябров, столешниц, изготовленные из цветного камня, богато отделаны бронзой (работы XVIII и XIX в,в). Латунь — сплав меди с цинком. Цинк увеличивает твердость, прочность и хрупкость (но в меньшей степени, чем олово). Латунь обладает высокими механическими свойствами, легко поддается пластической деформации, хорошо обрабатывается режущим инструментом и легко полируется. Латунь применяется в ювелирной промышленности; часто используется в изделиях в сочетании с цветным камнем. Из латуни изготавливают различные декоративные изделия. Большинство латуней имеют красивый золотисто-желтый цвет. Латунь, содержащая до 20% цинка, называется томпаком. Мельхиор — сплав меди с никелем серебристого цвета. Его физико-механические и декоративные свойства делают его прекрасным материалом для художественных изделий с цветным камнем. Кроме этого, из мельхиора изготавливаются предметы сервировки стола и ювелирные изделия. 1.6.3. Благородные металлы — золото, серебро, платина и металлы платиновой группы —высокой химической стойкости и красивому внешнему виду в изделиях. Абразивные материалы Абразивами называются вещества, применяемые при обработке твердых тел для резания, сверления, шлифования и полирования. Абразивные материалы делятся на естественные и искусственные. К естественным относятся алмаз, кварц, наждак, корунд, трепел, известь и др., а к искусственным —электрокорунд, карбиды кремния и бора, синтетические алмазы, окись хрома и др. Естественные материалы. Алмаз Из кристаллов и их осколков изготавливают однолезвийные режущие инструменты и алмазно-металлические карандаши для правки шлифовальных кругов. Из классифицированных алмазных порошков изготавливают абразивно-алмазные инструменты для обработки цветного камня. Кварц Применяется для изготовления шлифовальных шкурок на бумажной и тканевой основах и в виде шлифовальных зерен в свободном состоянии. Наждак —Предназначен для изготовления наждачного полотна и брусков. Корунд —Естественный корунд имеет ограниченное применение и используется главным образом в виде порошков и паст для доводочных операций. Трепел — рыхлая несцементированная кремнистая порода, содержащая 75—90% водного кремнезема SiO2. Обладает высокой прочностью. Легко растирается в тончайший порошок. Применяется для полирования цветного камня и само цветов. Известь — мягкий и тонкий полирующий материал, более известный под названием венской извести. Получается в результате обжига известняка СаС03 и очистки от примесей песка и глины путем отмачивания. Хвощ —естественный абразив. Он растет в виде травянистых побегов, стебли которых расчленены на правильно чередующиеся узлы и полые междоузлия. Стебли хвоща покрыты волосками, пропитанными кремнеземом, который придает им особую прочность и абразивную способность. После специального приготовления хвощ применяется для шлифования изделий из мягкого камня. Искусственные материалы. Наибольшее распространение в промышленности находят искусственные абразивные материалы, отличающиеся высокой твердостью и однородностью состава. Они являются основными полуфабрикатами для изготовления различных видов абразивных инструментов. Электрокорунд Применяется для тонкого шлифования цветного камня. Карбид кремния—Порошки карбида кремния применяют для грубой и средней шлифовки цветного камня. Из зерен зеленого карбида кремния изготавливают абразивные инструменты и пасты. Синтетический алмаз (АС) имеет то же строение, что и природный; физико-механические свойства синтетических алмазов хороших сортов аналогичны свойствам природных алмазов. По ГОСТ 9206—70 синтетические алмазы выпускают пяти марок: АСО — зерна с наиболее развитой режущей поверхностью, повышенной хрупкости; рекомендуются для инструментов на органических связках; АСР — зерна меньшей хрупкости и большей прочности по сравнению с АСО; рекомендуются для инструментов на керамических и металлических связках; АСВ — зерна меньшей хрупкости и большей прочности по сравнению с марками АСО и АСР; рекомендуются для инструментов на металлических связках, работающих при повышенных удельных нагрузках; АСК — зерна меньшей хрупкости и большей прочности по сравнению с марками АСО, АСР и АСВ; рекомендуются для инструментов на металлических связках, применяемых в особо тяжелых условиях (обработка гранита, мрамора и других цветных камней). АСС — зерна наибольшей прочности по сравнению со всеми указанными выше марками; рекомендуются для правки абразивных кругов и резки корунда. Из алмазных классифицированных порошков изготавливаются абразивно-алмазные инструменты. Карбид бора — Карбид бора в виде порошка применяется при ультразвуковой обработке изделий из камней и в виде паст — для операции доводки. Окись хрома — порошок темно-зеленого цвета, получаемый из бихромата калия и порошкообразной серы. Применяется в полировальных операциях при обработке цветного камня и самоцветов. Окись железа — тонкий однородный полировальный порошок, состоящий в основном из кристаллической окиси железа. Применяется для полирования. Окись алюминия (глинозем) — мелкодисперсный абразивный материал, идущий для изготовления шлифовальных и доводочных паст для средних пород камня. Зернистость. Совокупность однородных по крупности зерен называется зернистостью. По ГОСТ 3647—71 абразивный материал делят на шлифзерно, шлифпорошки и микропорошки. Существенное влияние на качество и производительность технологических операций при обработке камня оказывает однородность размеров зерен в пределах данного номера зернистости абразива. Зерна крупнее допустимых создают царапины, а наличие большого процента зерен мельче допустимых снижает производительность труда в данной операции. Твердость. Абразивные материалы должны иметь более высокую твердость, чем обрабатываемый материал. Устанавливают ее методом вдавливания в абразивный материал алмазной пирамиды с углом при вершине 136°. В этом случае микротвердость определяют на приборе ПМТ-3. Кроме металла и абразивных материалов при обработке цветного камня большое значение имеют такие вспомогательные материалы, как склеивающие, охлаждающие, промывающие, растворяющие, а также смазывающие составы. Для приклеивания войлока, фетра к фланцам или планшайбам применяют шеллак, сургуч и эпоксидный клей. Для промывки —обезжиривания готового изделия из цветного камня применяется спирт марки «А» (ГОСТ 17299 —71). При обработке камня абразивно-алмазным инструментом применяют смазывающую охлаждающую жидкость (СОЖ) на основе эмульсола. Абразивные инструменты К абразивным инструментам относятся шлифовальные круги, бруски, головки, шкурки, пасты. Каждый абразивный инструмент характеризуется материалом, зернистостью, связкой, твердостью и структурой, а также степенью уравновешенности, механической прочностью, формой и размерами. Зернистость инструмента, определяемая величиной зерен абразива, оказывает влияние на шероховатость обработанных поверхностей, качество поверхностного слоя, точность обработки и производительность труда. При обработке изделий из цветных камней инструменты зернистостью 200 —160 применяют при сверлении и предварительном плоском шлифовании, 40—32 —при формообразовании, 12—5 — при обычном шлифовании и М28 — при тонком шлифовании и Доводке. Абразивные инструменты изготавливают на керамической, силикатовой, бакелитовой и вулканитовой связках. Твердостью абразивного инструмента принято называть сопротивление связки вырыванию зерен. Для облегчения выбора абразивного инструмента по твердости стандарт предусматривает шкалу степеней твердости: Мягкий, среднемягкий, средний. Среднетвердый, твердый, весьма твердый, чрезвычайно твердый. Мягкие абразивные инструменты применяют для обработки твердых пород камня, среднемягкие — средних пород, весьма твердые и чрезвычайно твердые — для правки шлифовальных кругов. Структура (строение) абразивного инструмента характеризуется количественным соотношением объема абразивных зерен, связки и пор. Различают три группы структур. Структуры номеров О, 1, 2 и 3 называют плотными, структуры 4, 5, 6, 7 и 8 —средними, а структуры 9, 10, И и 12 -- открытыми. Инструменты с плотной структурой, содержащей много зерна и имеющей поры малых размеров, используют при доводке изделий. Изготавливаются они на бакелитовой связке. Со средней или открытой структурой изготавливаются инструменты на керамической связке.
Шлифовальные круги. В соответствии с ГОСТ 2424—75 абразивная промышленность выпускает 14 типов шлифовальных кругов, различных по форме и размерам. Чтобы правильно выбрать круг, необходимо знать его характеристику. Такая характеристика в виде условных обозначений наносится несмываемой краской на поверхность круга. Например, маркировка ЧА324А25СМ1К5ПП250Х 25 X 7635 м/с обозначает: ЧАЗ — Челябинский абразивный завод; 24А — электрокорунд белый; 25 — зернистость; СМ1 — твердость; К — связка керамическая; 5 —структура; ПП —форма круга; 250 X 25 X 76 мм — размеры круга; 35 м/с — допустимая рабочая окружная скорость.
Абразивные бруски. При ручной обработке изделий из камня применяют абразивные бруски из белого электрокорунда и зеленого карбида кремния на керамической и бакелитовой связках (рис. 47). Бруски могут быть в сечении квадратные, плоские, трехгранные, полукруглые, круглые. Шлифовальные шкурки. На бумагу или ткань наносят слой абразивного зерна и закрепляют его с помощью клеевых средств. Абразивные пасты. Для доводки и полирования применяют абразивные пасты из плавких связок и абразивных или полируемых материалов вместе с добавками поверхностно-активных веществ в виде олеиновой и стеариновой кислот. Пасты делятся на две группы — из твердых абразивных материалов и мягких. Основные виды твердых материалов — электрокорунд, наждак, карбид кремния, карбид бора, алмаз, а мягких — окись железа, окись хрома, венская известь, маршалит, окись алюминия. Зернистость абразивных материалов в пастах от 12 до М5. Мягкие материалы применяются только в виде тончайшей пыли, а твердые в виде порошков зернистостью 4—3 для предварительной доводки и зернистостью М28—М5 —для чистовой доводки. Инструменты для полирования К инструментам для выполнения заключительных операций относятся притиры (шлифовальники), круги войлочные, щетки и др. Притиры (шлифовальники, полировальники). Форма притира является зеркальным отображением обрабатываемой поверхности, и точность его поверхности определяет точность поверхности обрабатываемого изделия. Однако форма притира непрерывно изменяется в процессе доводки, поэтому он должен быть достаточно жестким и мало изнашиваться под действием паст и абразивной суспензии. Материал притира должен отличаться однородностью состава, структуры и твердости. Притиры для обработки камней изготавливают из чугуна, олова, свинца, цветных камней(халцедон, агат – «курант»), дерева(твердые породы – бук, кедр), фторопласта и других материалов. Полировальные круги. Полирование с помощью кругов — наиболее распространенный вид обработки камня, проведение которого возможно как вручную, так и с любой степенью механизации, вплоть до полной автоматизации. Большое разнообразие типоразмеров полировальных кругов, возможность придания им различных свойств, изготовление в условиях предприятия, относительная дешевизна обуславливают их широкое применение. Материалами для полировальных кругов служат войлок, фетр, хлопчатобумажные ткани, набираемые в круги различной конструкции и плотности в зависимости от характера обрабатываемых изделий. При изготовлении индивидуальных сложных изделий полирование проводят вручную специальными хлопчатобумажными полировальниками, называемыми «куклами», которые также пропитывают увлажненной окисью хрома. Хлопчатобумажные круги и «куклы» обеспечивают яркую полировку цветных камней, но требуют более тщательной подготовки поверхности под полирование. Щетки. В последнее время для полирования изделий из цветных камней успешно применяют щетки. Форма щеток зависит от формы полируемого изделия. Эластичность щеток определяется жесткостью и длиной ворса. Вращающиеся щетки широко используют в промышленности для выполнения самых разнообразных операций — от доводки поверхностей (тонкой шлифовки) до полирования. Они достаточно равномерно облегают обрабатываемую поверхность, особенно фасонную. Ворсовую часть щеток для полирования камней изготавливают из мексиканской травы, дающей древесное волокно белого цвета длиной 60—70 см. Особенностью волокон мексиканской травы является наличие на стволе волокна налета тонкой кремнистой пыли, благодаря чему эти щетки хорошо шлифуют и полируют камни. При полировании изделий из обсидиана, лазурита, орлеца, яшмы, кварца и других камней применяют щетки цилиндрические, торцевые, профильные, ерши и др. Щетки пропитывают алмазной пастой или окисью хрома. 1.8. Оборудование для обработки цветного камня В настоящее время почти все операции по изготовлению художественных изделий из цветных камней механизированы. Они выполняются либо с помощью ручного механизированного инструмента, либо на станках. К ручным механизированным инструментам относятся электрические машины вращательного действия, где в качестве режущего инструмента используются алмазные или абразивные круги, головки и т. д. В последнее время для обработки, разрезания, сверления, шлифования, полирования и художественной резки камня применяются универсальные опиловочные и шлифовальные машины с гибким валом — так называемые бормашины. Станки для обработки цветных камней применяются либо универсальные металлорежущие с последующей модернизацией, либо специальные, предназначенные только для обработки камней. Универсальные металлорежущие станки применяют только тех моделей, которые легко модернизировать для обработки камней алмазными инструментами на соответствующих режимах резания. К ним относятся сверлильные, токарные, фрезерные и полировальные станки. К специальным станкам относятся разрезные, алмазно-сверлильные, шлифовальные, доводочно-полировальные и ультразвуковые. Станки для резки камней Разрезать камень на штучные заготовки рекомендуется на специальных станках алмазными кругами. Для этой цели можно использовать также универсальную бабку и универсальные станки, применяемые в машиностроении. Одним из лучших отечественных станков для предварительной резки камня, т. е. раскроя плит, глыб, блоков неправильной формы из цветного камня (яшмы, родонита, агата, нефрита, кварцита и др. твердых пород), является распиловочный станок типа КР-909. Резка камня производится алмазными кругами.
Камень устанавливается на столе станка. Все операции по перемещению стола вдоль направляющих рельсов и перемещение суппорта по направлению станка производятся с пульта управления кнопками и рукоятками. Стол с камнем подводится под алмазный отрезной круг и настраивается на глубину резания. На станке можно резать камни в полуавтоматических режимах и вручную. Ручную резку применяют при толщине камня не более 50 мм (за один проход). Блок из цветного камня может быть разрезан на плиты без поворота стола только до середины. Затем стол необходимо повернуть на 180° и повторить цикл резки на второй половине блока. Положение стола фиксируется автоматическим фиксатором. Станок СРК. Станки этого типа, например, СРК-200, СРК-400 и др., являются самыми распространенными станками для резки камня абразивно-алмазным инструментом (цифры характеризую' максимальный диаметр инструмента). Эти станки были первым! резательными станками с алмазным инструментом для резш камня твердых пород. Их применяют не только для резки цветного камня, предназначенного для изготовления художественных изделий или вставок к ним, но и для изготовления технической продукции из кварца турмалина и других камней для электронной и радиотехническое пр омышленности.
На станках СРК можно выполнять предварительную резку, а также резку на штучные заготовки. Поворотный стол позволяет резать каменную фанеру (плиты) на заготовки разнообразной геометрической формы для вставок к ювелирным изделиям (прямоугольники, квадраты, ромбы, параллелепипеды, треугольники и др). Сверлильные станки Сквозные и глухие отверстия, а также цилиндрические заготовки из цветных камней высверливают на универсальных металлообрабатывающих сверлильных станках и на специальных станках, предназначенных только для обработки камня. К универсальным сверлильным станкам относятся настольные для сверления отверстий диаметром от 0,25 до 12 мм и вертикально-сверлильные для сверления отверстий диаметром от 18 до 50 мм. Настольно-сверлильный станок 2М112 (как у нас в подвале) предназначен для сверления отверстий диаметром не более 12 мм в небольших изделиях и получения цилиндрических заготовок. Вертикально-сверлильные станки применяются для сверления отверстий и получения круглых заготовок сравнительно небольшого размера. К ним относятся станки моделей 2Н118 (напольные), 2Н125, 2Н135 и 2Н150 с условным диаметром сверления соответственно 18, 25, 35 и 50 мм. В зависимости от конструкции алмазного сверла и способа подачи СОЖ в зону обработки универсальные сверлильные станки модернизируются. Существует несколько способов подвода СОЖ в зону обработки. Наиболее рациональный из них — подача СОЖ во внутреннюю полость сверла через полый шпиндель (рис. 61, а). Способы обработки камня, погруженного в ванну (рис. 61, б), или подводка СОЖ к режущей части сверла по трубкам (рис. 61, в) не обеспечивают вымывание отходов материала из-под торца сверла. Учитывая все особенности обработки цветного камня Центральной научно-исследовательской лабораторией камней-самоцветов разработан и изготовлен опытный станок ЛСТ-1 для образования отверстий или заготовок диаметром до 60 мм с внутри-шпиндельной системой охлаждения. Для образования отверстий диаметром до 35 мм предназначен специальный станок модели ВГ-2. Особенностью станка является применение вмонтированного в станине станка электрошпинделя Э-24, обеспечивающего скоростное сверление. Станок комплектуется двумя типами электропшинделя. Для сверления отверстий диаметром до 10 мм применяется электропшиндель Э-24/1 мощностью 1 кВт, а отверстий от 10 до 35 мм — электрошпиндель Э-24/2 мощностью 2 кВт. На станке ВГ-2 можно обрабатывать любые неметаллические материалы с твердостью 4—9 по Моосу. 1.8.4. Станки для формообразования изделий из цветного камня. Все операции предварительного и окончательного формообразования изделий из цветного камня выполняются шлифованием. Предварительное и окончательное шлифование производят на модернизированных фрезерных, токарных, шлифовальных и специальных станках. Шлифовальные станки. Предварительное и окончательное шлифование плоских поверхностей изделий из цветных камней выполняют на плоскошлифовальных станках. По принципу работы эти станки делятся на станки, шлифующие периферией, и станки, шлифующие торцом круга. По форме стола и характеру его движения различают стайки с возвратно-поступательным и вращательным движением стола. Приспособление с изделиями закрепляются на столах станков при помощи магнитной плиты. Благодаря большой мощности и высокой жесткости конструкции станки дают возможность шлифовать цветные камни с высокой производительностью и необходимой шероховатостью поверхностей. На универсальном плоскошлифовальном станке с горизонтальным прямоугольным столом изделия обрабатываются периферией круга. Простые фасонные изделия можно обрабатывать непрофилированным и профильным кругами с помощью различных приспособлений. Шлифовальный круг размером 250 X 25 X 75 мм, закрепленный на шпинделе, получает движение от электродвигателямощностью 2,2 кВт и частотой вращения 2860 об/мин; частота вращения шпинделя 2700 об/мин, а скорость резания 33,5 м/с. Круглошлифовальный станок для наружного шлифования изделий типа тел вращения можно применять для формообразования одиночных заготовок крупных размеров и соединенных в столбики заготовок изделий серийного производства. На этом станке можно шлифовать цилиндрические изделия со сложным профилем. Поворот верхнего стола станка на угол +6 позволяет шлифовать конусные поверхности с малым углом при вершине. Кроме поворота верхнего стола возможен поворот как шлифуемого изделия, так и алмазного круга за счет поворота передней 13 (рис. 65) и шлифовальной 1 бабок вокруг их вертикальных осей и устанавливание под любым углом. Модернизированный токарный станок. Опыт работы ВНИИ ювелирной промышленности показал, что наиболее рациональным и прогрессивным является метод высокоскоростного шлифования твердых пород камня алмазными инструментами. Для этого был модернизирован токарный станок. В качестве привода алмазного инструмента применяются прецизионные электрошпиндели с частотой вращения 24000—36000 об/мин, что обеспечивает скорость резания на операциях формообразования до 120 м/с.
Станок ШАСК-70. Предназначен для обработки изделий сложных форм из цветных камней алмазным инструментом. Станок создан на базе универсально-фрезерного станка модели 675 и также оснащен электрошпинделем, необходимыми приспособлениями и технологической оснасткой для скоростного шлифования. На станке ЩАСК-70 можно осуществить следующие виды шлифования: плоское — периферией алмазного инструмента для обработки плоскостей, плоских фасок, прямоугольных выборок и т. п.; фасонное копирное — для обработки радиусных углублений, фасонных граненых ваз, фигурное фасонное шлифование и т. п.; фасонное бескопирное — для обработки сферических углублений, лотков, фасонных фасок, граней и т. п.
Станок Г-102. Предназначен для формообразования сложных по контуру деталей (вставок к ювелирным изделиям), а также для обработки изделий, имеющих форму тел вращения, диаметром от 12 до 80 мм. Для каждой конкретной формы изделия необходим специальный алмазный инструмент, изготовленный гальваническим методом. Если обработка ведется абразивными кругами, то их надо профилировать. Обработка ведется врезным шлифованием - методом копирования. Станок состоит из станины, привода, шпинделя, упора, прижима и бака для охлаждающей жидкости. Копирное устройство (рис. выше) состоит из копира 3 в виде диска и упора 4. Материалы, применяемые при обработке цветного камня При изготовлении изделий из цветных камней применяются различные материалы: Черные металлы (чугуны, стали), цветные металлы и сплавы из них, благородные металлы, абразивные материалы, склеивающие, охлаждающие, промывочные и другие средства. Основными материалами для изготовления режущих инструментов для обработки цветных камней являются абразивные. Из них изготавливают инструменты для разрезки, сверления, чернового и чистового шлифования, доводки и полирования. Черные металлы К черным металлам относятся чугун и стали, представляющие собой сплавы железа с углеродом, в состав которых входят еще и кремний, фосфор, марганец, сера и другие элементы. Чугун. Чугуном называют сплав железа с углеродом, содержащий от 2 до 4,3% углерода. В состав чугуна входят кремний; марганец, фосфор и сера. Чугуны выплавляются в доменных печах из железных руд. Кроме руды исходными материалами для его получения служат топливо и флюсы. Из серого чугуна изготавливают планшайбы (притиры) для шлифовки цветного камня свободным абразивом, который в виде суспензии наносится на чугунную планшайбу, так же полировальники. Сталь. Сплав железа с углеродом, содержащий не более 2% углерода, называется сталью. По сравнению с чугуном сталь имеет более высокие физико-механические свойства. Обладает высокой прочностью, хорошо обрабатывается резанием, ее можно ковать, прокатывать, закаливать. Конструкционные углеродистые стали применяют для изготовления деталей технологической оснастки и измерительных инструментов — скоб, шаблонов, калибров и др. Недостаток углеродистых сталей — низкая теплостойкость (200-250°С). Нержавеющая сталь по своему химическому составу относится к высоколегированной стали с малым содержанием углерода (0,15—0,35%) и большим содержанием хрома (12 — 15%). Нержавеющая сталь легко поддается всем видам горячей и холодной обработки. Она обладает приятным серебристым цветом и блеском, отличается высокой коррозионной стойкостью, что очень важно для художественных изделий. Из нержавеющей стали изготавливают оправы к различным ювелирным изделиям — кольцам, браслетам и др. Цветные металлы и сплавы Все металлы, кроме железа и сплавов на его основе, относятся к цветным, которые широко применяются в промышленности. При обработке изделий из камня применяются медь, олово, свинец, цинк, алюминий, никель, медные сплавы. Благодаря своей высокой пластичности и вязкости медь успешно применяется в художественной промышленности. Из нее штампуют сложные рельефы и орнаменты. Изготовляют филигранные изделия. До появления алмазных инструментов из красной меди изготавливали притиры (планшайбы) для полирования самоцветов группы корунда. В настоящее время медные притиры применяют для полирования граненых самоцветов. Олово — серебристо-белый мягкий и пластичный металл, медленно тускнеющий на воздухе. Наиболее устойчиво белое олово плотностью 7,29 г/см3. Плавится олово при температуре 231,9°С. Из олова изготавливают притиры (полировальники) для обработки изделий из твердых пород цветного камня. Свинец — мягкий, ковкий металл синевато-серого цвета плотностью 11,34 г/см3 и с температурой плавления 327,4°С. На воздухе свинец покрывается пленкой окисла. Вода снимает пленку окисла и способствует дальнейшему окислению свинца. Свинец хорошо растворяется в разбавленной азотной кислоте, концентрированной серной кислоте и щелочах. Свинец применяется чаще всего для типографского сплава припоев, легкоплавких сплавов, для литья под давлением и др. С давних времен применяется и при обработке цветных камней. Из свинца изготавливались притиры — круг (планшайбы) и бруски (терки). Цинк — металл синевато-белого цвета плотностью 7,1 г/см3 и с температурой плавления 419,5°С. На воздухе цинк покрывается пленкой окисла и теряет блеск. При обычных условиях цинк хрупок, становится ковким и вязким при температуре 100—150°С. Стоек к воздействию воды; легко растворяется в кислотах (соляной, азотной, серной). Цинк применяется при изготовлении припоев, входит в состав многих сплавов. Цинк является компонентом золотых сплавов белого цвета —белого золота, применяемого в художественной промышленности для ювелирных изделий. Никель — серебристо-белый тугоплавкий металл, не изменяющийся на воздухе, плотностью 8,9 г/см3 и с температурой плавления 1453°С. Никель применяется главным образом в сплавах. Никель применяется для изготовления алмазного инструмента гальваническим методом. Бронза — сплав меди с оловом, алюминием, свинцом, никелем и другими металлами. В Государственном Эрмитаже многие из ваз, канделябров, столешниц, изготовленные из цветного камня, богато отделаны бронзой (работы XVIII и XIX в,в). Латунь — сплав меди с цинком. Цинк увеличивает твердость, прочность и хрупкость (но в меньшей степени, чем олово). Латунь обладает высокими механическими свойствами, легко поддается пластической деформации, хорошо обрабатывается режущим инструментом и легко полируется. Латунь применяется в ювелирной промышленности; часто используется в изделиях в сочетании с цветным камнем. Из латуни изготавливают различные декоративные изделия. Большинство латуней имеют красивый золотисто-желтый цвет. Латунь, содержащая до 20% цинка, называется томпаком. Мельхиор — сплав меди с никелем серебристого цвета. Его физико-механические и декоративные свойства делают его прекрасным материалом для художественных изделий с цветным камнем. Кроме этого, из мельхиора изготавливаются предметы сервировки стола и ювелирные изделия. 1.6.3. Благородные металлы — золото, серебро, платина и металлы платиновой группы —высокой химической стойкости и красивому внешнему виду в изделиях. Абразивные материалы Абразивами называются вещества, применяемые при обработке твердых тел для резания, сверления, шлифования и полирования. Абразивные материалы делятся на естественные и искусственные. К естественным относятся алмаз, кварц, наждак, корунд, трепел, известь и др., а к искусственным —электрокорунд, карбиды кремния и бора, синтетические алмазы, окись хрома и др. Естественные материалы. Алмаз Из кристаллов и их осколков изготавливают однолезвийные режущие инструменты и алмазно-металлические карандаши для правки шлифовальных кругов. Из классифицированных алмазных порошков изготавливают абразивно-алмазные инструменты для обработки цветного камня. Кварц Применяется для изготовления шлифовальных шкурок на бумажной и тканевой основах и в виде шлифовальных зерен в свободном состоянии. Наждак —Предназначен для изготовления наждачного полотна и брусков. Корунд —Естественный корунд имеет ограниченное применение и используется главным образом в виде порошков и паст для доводочных операций. Трепел — рыхлая несцементированная кремнистая порода, содержащая 75—90% водного кремнезема SiO2. Обладает высокой прочностью. Легко растирается в тончайший порошок. Применяется для полирования цветного камня и само цветов. Известь — мягкий и тонкий полирующий материал, более известный под названием венской извести. Получается в результате обжига известняка СаС03 и очистки от примесей песка и глины путем отмачивания. Хвощ —естественный абразив. Он растет в виде травянистых побегов, стебли которых расчленены на правильно чередующиеся узлы и полые междоузлия. Стебли хвоща покрыты волосками, пропитанными кремнеземом, который придает им особую прочность и абразивную способность. После специального приготовления хвощ применяется для шлифования изделий из мягкого камня. Искусственные материалы. Наибольшее распространение в промышленности находят искусственные абразивные материалы, отличающиеся высокой твердостью и однородностью состава. Они являются основными полуфабрикатами для изготовления различных видов абразивных инструментов. Электрокорунд Применяется для тонкого шлифования цветного камня. Карбид кремния—Порошки карбида кремния применяют для грубой и средней шлифовки цветного камня. Из зерен зеленого карбида кремния изготавливают абразивные инструменты и пасты. Синтетический алмаз (АС) имеет то же строение, что и природный; физико-механические свойства синтетических алмазов хороших сортов аналогичны свойствам природных алмазов. По ГОСТ 9206—70 синтетические алмазы выпускают пяти марок: АСО — зерна с наиболее развитой режущей поверхностью, повышенной хрупкости; рекомендуются для инструментов на органических связках; АСР — зерна меньшей хрупкости и большей прочности по сравнению с АСО; рекомендуются для инструментов на керамических и металлических связках; АСВ — зерна меньшей хрупкости и большей прочности по сравнению с марками АСО и АСР; рекомендуются для инструментов на металлических связках, работающих при повышенных удельных нагрузках; АСК — зерна меньшей хрупкости и большей прочности по сравнению с марками АСО, АСР и АСВ; рекомендуются для инструментов на металлических связках, применяемых в особо тяжелых условиях (обработка гранита, мрамора и других цветных камней). АСС — зерна наибольшей прочности по сравнению со всеми указанными выше марками; рекомендуются для правки абразивных кругов и резки корунда. Из алмазных классифицированных порошков изготавливаются абразивно-алмазные инструменты. Карбид бора — Карбид бора в виде порошка применяется при ультразвуковой обработке изделий из камней и в виде паст — для операции доводки. Окись хрома — порошок темно-зеленого цвета, получаемый из бихромата калия и порошкообразной серы. Применяется в полировальных операциях при обработке цветного камня и самоцветов. Окись железа — тонкий однородный полировальный порошок, состоящий в основном из кристаллической окиси железа. Применяется для полирования. Окись алюминия (глинозем) — мелкодисперсный абразивный материал, идущий для изготовления шлифовальных и доводочных паст для средних пород камня. Зернистость. Совокупность однородных по крупности зерен называется зернистостью. По ГОСТ 3647—71 абразивный материал делят на шлифзерно, шлифпорошки и микропорошки. Существенное влияние на качество и производительность технологических операций при обработке камня оказывает однородность размеров зерен в пределах данного номера зернистости абразива. Зерна крупнее допустимых создают царапины, а наличие большого процента зерен мельче допустимых снижает производительность труда в данной операции. Твердость. Абразивные материалы должны иметь более высокую твердость, чем обрабатываемый материал. Устанавливают ее методом вдавливания в абразивный материал алмазной пирамиды с углом при вершине 136°. В этом случае микротвердость определяют на приборе ПМТ-3. Кроме металла и абразивных материалов при обработке цветного камня большое значение имеют такие вспомогательные материалы, как склеивающие, охлаждающие, промывающие, растворяющие, а также смазывающие составы. Для приклеивания войлока, фетра к фланцам или планшайбам применяют шеллак, сургуч и эпоксидный клей. Для промывки —обезжиривания готового изделия из цветного камня применяется спирт марки «А» (ГОСТ 17299 —71). При обработке камня абразивно-алмазным инструментом применяют смазывающую охлаждающую жидкость (СОЖ) на основе эмульсола. |
Последнее изменение этой страницы: 2019-04-10; Просмотров: 118; Нарушение авторского права страницы
 Шлифовальные головки. Для ручных электрических и пневматических машин с гибким валом применяют абразивные шлифовальные головки (рис. 46). Их насаживают на стальную оправку и закрепляют на ней эпоксидным клеем либо ортофосфорной кислотой с окисью меди. При обработке деталей на бормашинах используют шлифовальные головки. Абразивный материал головок — электрокорунд, монокорунд или карбид кремния, связка — керамическая.
Шлифовальные головки. Для ручных электрических и пневматических машин с гибким валом применяют абразивные шлифовальные головки (рис. 46). Их насаживают на стальную оправку и закрепляют на ней эпоксидным клеем либо ортофосфорной кислотой с окисью меди. При обработке деталей на бормашинах используют шлифовальные головки. Абразивный материал головок — электрокорунд, монокорунд или карбид кремния, связка — керамическая.
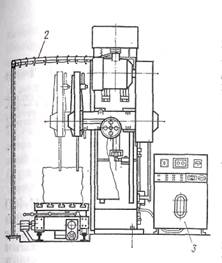
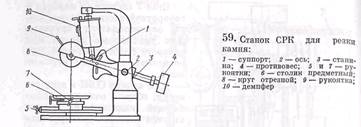 Характерной особенностью станков типа СРК в отличие от предшествующих станков является подача отрезного алмазного круга на камень.
Характерной особенностью станков типа СРК в отличие от предшествующих станков является подача отрезного алмазного круга на камень.
 Для сокращения вспомогательного времени на установку и крепление заготовки, а также для расширения ассортимента и возможности изготовления высокохудожественных изделий станок имеет следующие приспособления; СП-1 — для закрепления заготовок сложных по контуру СП-2 — для закрепления цилиндрических заготовок, СП-3 — для закрепления заготовок при обработке фигурных многолучевых пепельниц, ваз и других изделий.
Для сокращения вспомогательного времени на установку и крепление заготовки, а также для расширения ассортимента и возможности изготовления высокохудожественных изделий станок имеет следующие приспособления; СП-1 — для закрепления заготовок сложных по контуру СП-2 — для закрепления цилиндрических заготовок, СП-3 — для закрепления заготовок при обработке фигурных многолучевых пепельниц, ваз и других изделий.