
|
Архитектура Аудит Военная наука Иностранные языки Медицина Металлургия Метрология Образование Политология Производство Психология Стандартизация Технологии |
|
|
Архитектура Аудит Военная наука Иностранные языки Медицина Металлургия Метрология Образование Политология Производство Психология Стандартизация Технологии |
Механизированные инструменты ⇐ ПредыдущаяСтр 4 из 4
Для обработки отверстий, ложков, пазов и выемок небольших размеров целесообразно применять электрические шлифовальные машины с частотой вращения 10 000—60 000 об/мин. Шлифование производят ручным перемещением абразивного или алмазного круга по обрабатываемой поверхности. Для облегчения работы и повышения качества шлифования используют различные приспособления, которые позволяют закрепить изделие на рабочем месте камнереза или на токарном станке.
Электрифицированные установки 2УМД и ЗУМД позволяют обрабатывать прямые или наклонные открытые поверхности различной конфигурации. Наличие виброголовки позволяет обрабатывать труднодоступные места изделий брусками различной зернистости. Для выполнения художественной резьбы на камне твердой породы применяют универсальную ручную электрическую шлиф-бормашину ШБМ-4. Шлиф-бормашину с гибким валом устанавливают обычно на рабочем месте камнереза.
Если на шпинделе вращается обрабатываемый камень, наклеенный на специальную оправку, обработку производят абразивной суспензией с карбидом кремния или кусочками соответствующего абразивного круга. Станки для резки камней Разрезать камень на штучные заготовки рекомендуется на специальных станках алмазными кругами. Для этой цели можно использовать также универсальную бабку и универсальные станки, применяемые в машиностроении. Одним из лучших отечественных станков для предварительной резки камня, т. е. раскроя плит, глыб, блоков неправильной формы из цветного камня (яшмы, родонита, агата, нефрита, кварцита и др. твердых пород), является распиловочный станок типа КР-909. Резка камня производится алмазными кругами.
Камень устанавливается на столе станка. Все операции по перемещению стола вдоль направляющих рельсов и перемещение суппорта по направлению станка производятся с пульта управления кнопками и рукоятками. Стол с камнем подводится под алмазный отрезной круг и настраивается на глубину резания. На станке можно резать камни в полуавтоматических режимах и вручную. Ручную резку применяют при толщине камня не более 50 мм (за один проход). Блок из цветного камня может быть разрезан на плиты без поворота стола только до середины. Затем стол необходимо повернуть на 180° и повторить цикл резки на второй половине блока. Положение стола фиксируется автоматическим фиксатором. Станок СРК. Станки этого типа, например, СРК-200, СРК-400 и др., являются самыми распространенными станками для резки камня абразивно-алмазным инструментом (цифры характеризую' максимальный диаметр инструмента). Эти станки были первым! резательными станками с алмазным инструментом для резш камня твердых пород. Их применяют не только для резки цветного камня, предназначенного для изготовления художественных изделий или вставок к ним, но и для изготовления технической продукции из кварца турмалина и других камней для электронной и радиотехническое пр омышленности.
На станках СРК можно выполнять предварительную резку, а также резку на штучные заготовки. Поворотный стол позволяет резать каменную фанеру (плиты) на заготовки разнообразной геометрической формы для вставок к ювелирным изделиям (прямоугольники, квадраты, ромбы, параллелепипеды, треугольники и др). Сверлильные станки Сквозные и глухие отверстия, а также цилиндрические заготовки из цветных камней высверливают на универсальных металлообрабатывающих сверлильных станках и на специальных станках, предназначенных только для обработки камня. К универсальным сверлильным станкам относятся настольные для сверления отверстий диаметром от 0,25 до 12 мм и вертикально-сверлильные для сверления отверстий диаметром от 18 до 50 мм. Настольно-сверлильный станок 2М112 (как у нас в подвале) предназначен для сверления отверстий диаметром не более 12 мм в небольших изделиях и получения цилиндрических заготовок. Вертикально-сверлильные станки применяются для сверления отверстий и получения круглых заготовок сравнительно небольшого размера. К ним относятся станки моделей 2Н118 (напольные), 2Н125, 2Н135 и 2Н150 с условным диаметром сверления соответственно 18, 25, 35 и 50 мм. В зависимости от конструкции алмазного сверла и способа подачи СОЖ в зону обработки универсальные сверлильные станки модернизируются. Существует несколько способов подвода СОЖ в зону обработки. Наиболее рациональный из них — подача СОЖ во внутреннюю полость сверла через полый шпиндель (рис. 61, а). Способы обработки камня, погруженного в ванну (рис. 61, б), или подводка СОЖ к режущей части сверла по трубкам (рис. 61, в) не обеспечивают вымывание отходов материала из-под торца сверла. Учитывая все особенности обработки цветного камня Центральной научно-исследовательской лабораторией камней-самоцветов разработан и изготовлен опытный станок ЛСТ-1 для образования отверстий или заготовок диаметром до 60 мм с внутри-шпиндельной системой охлаждения. Для образования отверстий диаметром до 35 мм предназначен специальный станок модели ВГ-2. Особенностью станка является применение вмонтированного в станине станка электрошпинделя Э-24, обеспечивающего скоростное сверление. Станок комплектуется двумя типами электропшинделя. Для сверления отверстий диаметром до 10 мм применяется электропшиндель Э-24/1 мощностью 1 кВт, а отверстий от 10 до 35 мм — электрошпиндель Э-24/2 мощностью 2 кВт. На станке ВГ-2 можно обрабатывать любые неметаллические материалы с твердостью 4—9 по Моосу. 1.8.4. Станки для формообразования изделий из цветного камня. Все операции предварительного и окончательного формообразования изделий из цветного камня выполняются шлифованием. Предварительное и окончательное шлифование производят на модернизированных фрезерных, токарных, шлифовальных и специальных станках. Шлифовальные станки. Предварительное и окончательное шлифование плоских поверхностей изделий из цветных камней выполняют на плоскошлифовальных станках. По принципу работы эти станки делятся на станки, шлифующие периферией, и станки, шлифующие торцом круга. По форме стола и характеру его движения различают стайки с возвратно-поступательным и вращательным движением стола. Приспособление с изделиями закрепляются на столах станков при помощи магнитной плиты. Благодаря большой мощности и высокой жесткости конструкции станки дают возможность шлифовать цветные камни с высокой производительностью и необходимой шероховатостью поверхностей. На универсальном плоскошлифовальном станке с горизонтальным прямоугольным столом изделия обрабатываются периферией круга. Простые фасонные изделия можно обрабатывать непрофилированным и профильным кругами с помощью различных приспособлений. Шлифовальный круг размером 250 X 25 X 75 мм, закрепленный на шпинделе, получает движение от электродвигателямощностью 2,2 кВт и частотой вращения 2860 об/мин; частота вращения шпинделя 2700 об/мин, а скорость резания 33,5 м/с. Круглошлифовальный станок для наружного шлифования изделий типа тел вращения можно применять для формообразования одиночных заготовок крупных размеров и соединенных в столбики заготовок изделий серийного производства. На этом станке можно шлифовать цилиндрические изделия со сложным профилем. Поворот верхнего стола станка на угол +6 позволяет шлифовать конусные поверхности с малым углом при вершине. Кроме поворота верхнего стола возможен поворот как шлифуемого изделия, так и алмазного круга за счет поворота передней 13 (рис. 65) и шлифовальной 1 бабок вокруг их вертикальных осей и устанавливание под любым углом. Модернизированный токарный станок. Опыт работы ВНИИ ювелирной промышленности показал, что наиболее рациональным и прогрессивным является метод высокоскоростного шлифования твердых пород камня алмазными инструментами. Для этого был модернизирован токарный станок. В качестве привода алмазного инструмента применяются прецизионные электрошпиндели с частотой вращения 24000—36000 об/мин, что обеспечивает скорость резания на операциях формообразования до 120 м/с.
Станок ШАСК-70. Предназначен для обработки изделий сложных форм из цветных камней алмазным инструментом. Станок создан на базе универсально-фрезерного станка модели 675 и также оснащен электрошпинделем, необходимыми приспособлениями и технологической оснасткой для скоростного шлифования. На станке ЩАСК-70 можно осуществить следующие виды шлифования: плоское — периферией алмазного инструмента для обработки плоскостей, плоских фасок, прямоугольных выборок и т. п.; фасонное копирное — для обработки радиусных углублений, фасонных граненых ваз, фигурное фасонное шлифование и т. п.; фасонное бескопирное — для обработки сферических углублений, лотков, фасонных фасок, граней и т. п.
Станок Г-102. Предназначен для формообразования сложных по контуру деталей (вставок к ювелирным изделиям), а также для обработки изделий, имеющих форму тел вращения, диаметром от 12 до 80 мм. Для каждой конкретной формы изделия необходим специальный алмазный инструмент, изготовленный гальваническим методом. Если обработка ведется абразивными кругами, то их надо профилировать. Обработка ведется врезным шлифованием - методом копирования. Станок состоит из станины, привода, шпинделя, упора, прижима и бака для охлаждающей жидкости. Копирное устройство (рис. выше) состоит из копира 3 в виде диска и упора 4. |
Последнее изменение этой страницы: 2019-04-10; Просмотров: 118; Нарушение авторского права страницы
 Электрические бормашины. Широкое распространение при обработке камня получили универсальные опиловочные и шлифовальные машины с гибким валом, или бормашины. На конце гибкого вала установлен цанговый патрон (рис. 54, в), в котором можно закреплять самые разнообразные инструменты — борфрезы, напильники, надфили, абразивные и алмазные головки (рис. 54, а). Используются также бормашины передвижного типа, называемые опиловочно-зачистными станками, а также электрифицированные установки 2УМД, ЗУМД и др.
Электрические бормашины. Широкое распространение при обработке камня получили универсальные опиловочные и шлифовальные машины с гибким валом, или бормашины. На конце гибкого вала установлен цанговый патрон (рис. 54, в), в котором можно закреплять самые разнообразные инструменты — борфрезы, напильники, надфили, абразивные и алмазные головки (рис. 54, а). Используются также бормашины передвижного типа, называемые опиловочно-зачистными станками, а также электрифицированные установки 2УМД, ЗУМД и др. Традиционным оборудованием для художественной обработки камня с давних времен являлась и является универсальная бабка. На этом небольшом станке верстачного типа можно практически полностью обработать изделие, начиная от резки камня (размером не более 200 мм) и до полирования. Можно также обрабатывать объемные изделия, выполнять мозаичные и резные работы, изменяя для каждой операции технологическую оснастку.
Традиционным оборудованием для художественной обработки камня с давних времен являлась и является универсальная бабка. На этом небольшом станке верстачного типа можно практически полностью обработать изделие, начиная от резки камня (размером не более 200 мм) и до полирования. Можно также обрабатывать объемные изделия, выполнять мозаичные и резные работы, изменяя для каждой операции технологическую оснастку.
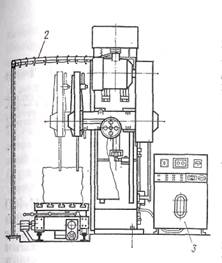
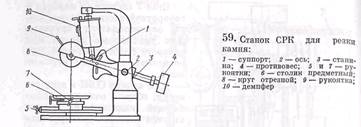 Характерной особенностью станков типа СРК в отличие от предшествующих станков является подача отрезного алмазного круга на камень.
Характерной особенностью станков типа СРК в отличие от предшествующих станков является подача отрезного алмазного круга на камень.
 Для сокращения вспомогательного времени на установку и крепление заготовки, а также для расширения ассортимента и возможности изготовления высокохудожественных изделий станок имеет следующие приспособления; СП-1 — для закрепления заготовок сложных по контуру СП-2 — для закрепления цилиндрических заготовок, СП-3 — для закрепления заготовок при обработке фигурных многолучевых пепельниц, ваз и других изделий.
Для сокращения вспомогательного времени на установку и крепление заготовки, а также для расширения ассортимента и возможности изготовления высокохудожественных изделий станок имеет следующие приспособления; СП-1 — для закрепления заготовок сложных по контуру СП-2 — для закрепления цилиндрических заготовок, СП-3 — для закрепления заготовок при обработке фигурных многолучевых пепельниц, ваз и других изделий.