|
Архитектура Аудит Военная наука Иностранные языки Медицина Металлургия Метрология Образование Политология Производство Психология Стандартизация Технологии |
|
|
Архитектура Аудит Военная наука Иностранные языки Медицина Металлургия Метрология Образование Политология Производство Психология Стандартизация Технологии |
По оконцеванию, соединению и ответвлению алюминиевых и медных жил изолированных проводов и кабелей и соединению их с контактнымИ выводами электротехнических устройствСтр 1 из 7Следующая ⇒
Инструкция По оконцеванию, соединению и ответвлению алюминиевых и медных жил изолированных проводов и кабелей и соединению их с контактнымИ выводами электротехнических устройств ВСН 139-83 ММСС СССР
Срок введения 1 июля 1983 г.
Утверждена Минмонтажспецстроем СССР 5 марта 1983 г.
Согласована с Главным техническим управлением по эксплуатации энергосистем Минэнерго СССР 20 августа 1980 г.
Внесены ВНИИпроектэлектромонтажем
Инструкция разработана Всесоюзным государственным научно-исследовательским и проектным институтом ВНИИпроектэлектромонтаж. Распространяется на способы выполнения разборных и неразборных контактных соединений, оконцеваний и ответвлений жил изолированных проводов и кабелей, а также соединений жил с контактными выводами электротехнических устройств. С введением в действие настоящей инструкции отменяются: МСН 139-67/ММСС СССР; ВСН 300-72/ММСС СССР; "Инструктивные указания по соединению, ответвлению и оконцеванию гибкого токопровода (кабеля) сечением 1000 и 1500 мм2"; "Инструктивные указания по оконцеванию алюминиевых жил проводов и кабелей путем сплавления их в форму стержня". Инструкция предназначена для инженерно-технических работников и квалифицированных рабочих электромонтажных организации.
ОБЩИЕ ПОЛОЖЕНИЯ
Инструкция распространяется на способы соединения, оконцевания и ответвления жил изолированных проводов и кабелей, а также соединения жил с контактными выводами электротехнических устройств, установочными изделиями и шинопроводами и предусматривает выполнение неразборных (сварных, паяных и спрессованных) и разборных (винтовых, болтовых и сжимных) соединений. Смонтированные сварные, паяные и опрессованные соединения, не работающие на растяжение, а также соединения проводников с гнездовыми выводами и зажимами согласно ГОСТ 10434-82 должны выдерживать осевые статические нагрузки на растяжение, составляющие не менее 30% временного сопротивления разрыву целого проводника. В соответствии с требованиями ГОСТ 10434-82 электрическое сопротивление смонтированного соединения (кроме штыревого) должно быть не выше сопротивления целого участка соединяемого проводника такой же длины, что и контактное соединение. Предельная длительно допустимая рабочая температура жил кабелей не должна превышать значений, указанных в документации на конкретный вид кабеля или провода. В установках до 1000 В допустимые абсолютные температуры контактных соединений проводов или кабелей из меди, алюминия и его сплавов без защитных покрытий контактных поверхностей составляют 95, с защитными покрытиями неблагородными металлами 105 °С. В инструкцию не включены (или изложены сокращенно) устаревшие способы выполнения контактных соединений: бензо- и ацетилено-кислородная сварка, сварка контактным разогревом и электродуговая сварка угольным электродом. В табл. 1.1 указаны области применения способов оконцевания, соединения и ответвления. Приняты следующие термины: следует применять - способ является лучшим и должен применяться в первую очередь; рекомендуется - способ является одним из лучших, но не обязательным; допускается - способ является удовлетворительным, а в ряде случаев вынужденным. Выбор способов зависит от материала и сечения жил, напряжения, требований к надежности электроустановки.
Таблица 1.1
Примечания: 1. Оконцевание, соединение и ответвление жил кабелей, выполняемые пропано-кислородной сваркой в стальных формах, электродуговой сваркой плавящимся и неплавящимся электродами в защитном газе, выштамповкой на конце однопроволочной жилы наконечника пороховым прессом могут быть применены в организациях Минэнерго СССР по согласованию с энергосистемами для опытно-промышленной эксплуатации (1984-1988 гг.). 2. В процессе эксплуатации следует периодически контролировать нагрев контактных соединений путем измерения сопротивления жил, а также строго учитывать все повреждения с установлением причин. При этом аварийные выходы из строя арматуры из-за повреждения контактных соединений необходимо учитывать особо. 3. Все материалы по выходу из строя арматуры из-за повреждения контактных соединений (аварийные акты, акты вскрытия и разборки, фотографии и др.) следует направлять в ПО Союзтехэнерго (105023, Москва, Семеновский пер., 15). Информация о необходимых механизмах, инструментах, оборудовании и материалах для выполнения контактных соединений, изготовляемых ведомственными заводами, дана в приложении 1. Монтировать контактные соединения должны только специально обученные рабочие, квалификацию которых необходимо проверять в установленном порядке не реже 1 раза в 3 года.
ОБЩИЕ СВЕДЕНИЯ Опрессовка давлением применяется для оконцевания, соединения и ответвления алюминиевых и медных жил проводов и кабелей с использованием стандартных гильз и наконечников. Оконцевание однопроволочных жил, кроме того, может быть выполнено формированием наконечника из конца однопроволочной жилы. В основу опрессовки с применением стандартных гильз и наконечников положен принцип деформирования материала контактной пары жила - наконечник (гильза) с образованием зоны контактирования между ними. Форму деформирования и степень деформации определяют с помощью специального инструмента согласно требованиям ГОСТ 10434-82 и ГОСТ 17441-78 к качеству контактных соединений. Для получения требуемого качества контактного соединения перед опрессовкой необходимо выполнить подготовительные технологические операции: с поверхности алюминиевых жил удалить слой окисной пленки и нанести на зачищенные жилы слой кварцево-вазелиновой пасты; зачистить поверхность медных жил и внутренние поверхности гильзы или хвостовика наконечника. Механизмами для опрессовки наконечников и гильз на жилах проводов и кабелей служат ручные пресс-клещи, механические и гидравлические прессы, гидравлические прессы с электроприводом, в которых устанавливаются сменные матрицы и пуансоны в зависимости от материала, сечения и класса жил. Для формирования наконечников из однопроволочных жил применяются пороховые прессы с наборами сменных комплектов матриц и пуансонов. ОПРЕССОВКА АЛЮМИНИЕВЫХ ЖИЛ
СОЕДИНЕНИЕ И ОТВЕТВЛЕНИЕ ОДНОПРОВОЛОЧНЫХ ЖИЛ СЕЧЕНИЕМ 2,5 - 10,0 мм2 С ПРИМЕНЕНИЕМ ГИЛЬЗ ГАО
2.2.1. Для выполнения соединений и ответвлений применяют механизмы и инструмент (табл. 2.1), стальную щетку и щетку-ежик, гильзы ГАО (приложение 2), изолирующие колпачки К, изоляционную ленту, кварцево-вазелиновую пасту, ветошь, бензин (приложение 3).
Таблица 2.1
* Допускается применять.
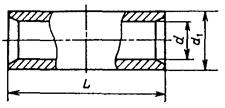
Рис. 2.1. Опрессовка гильз ГАО
2.2.2. Соединение и ответвление жил выполняют одним местным вдавливанием с односторонним вводом проводов в гильзу. При большом количестве соединяемых жил применяют гильзы двойной длины с двусторонним вводом проводов; их опрессовывают двумя вдавливаниями. 2.2.3. С концов жил удаляют изоляцию на длине 20 мм при использовании гильз ГАО-4; 25 мм - гильз ГАО-5; 30 мм - гильз ГАО-6 и ГАО-8. Жилы и внутреннюю поверхность гильз зачищают до металлического блеска и немедленно смазывают контактирующие поверхности кварцево-вазелиновой пастой плоской лопаткой шириной 4 мм (зачистку и смазку производят, если они не были выполнены на заводе-изготовителе). 2.2.4. Гильзы, матрицы и пуансоны выбирают по табл. 2.1 в зависимости от суммарного сечения жил и устанавливают в соответствующий механизм. При суммарном сечении соединяемых жил менее указанного в табл. 2.1 в гильзы вводят дополнительные проволоки жил (рис. 2.1, а, б). 2.2.5. Гильзу с размещенными в ней жилами устанавливают в матрице (рис. 2.1, в) и спрессовывают до соприкосновения пуансона с матрицей; измеряют остаточную толщину h материала в месте опрессовки (рис. 2.1, г), которая должна соответствовать указанной в табл. 2.1. Контактное соединение (рис. 2.1, д) снаружи протирают ветошью, смоченной в бензине. 2.2.6. Место соединения или ответвления изолируют полиэтиленовыми колпачками К-1, К-2, К-3 соответственно для гильз ГАО-4-1, ГАО-5-1, ГАО-6-1 и изоляционной лентой для гильз ГАО-4-2, ГАО-5-2, ГАО-6-2, ГАО-8-1, ГАО-8-2 (рис. 2.1, е).
СОЕДИНЕНИЕ ЖИЛ СЕЧЕНИЕМ 16-240 мм2 С ПРИМЕНЕНИЕМ КАБЕЛЬНЫХ ГИЛЬЗ
2.2.7. Для выполнения соединений применяют механизмы и инструмент (табл. 2.2), стальную щетку и щетку-ежик, универсальные электромонтажные плоскогубцы (в дальнейшем - плоскогубцы), гильзы (приложение 4), кварцево-вазелиновую пасту, ветошь, бензин. 2.2.8. Гильзы, матрицы и пуансоны выбирают по табл. 2.2 в зависимости от сечения соединяемых жил и устанавливают в соответствующий механизм. 2.2.9. Внутреннюю поверхность гильзы протирают ветошью, смоченной в бензине, зачищают до металлического блеска и немедленно смазывают кварцево-вазелиновой пастой (рис. 2.2, а, б). Зачистку и смазку выполняют, если они не были произведены на заводе-изготовителе. 2.2.10. С концов жилы удаляют изоляцию на длине, указанной в табл. 2.2. 2.2.11. Жилы зачищают до металлического блеска и немедленно смазывают кварцево-вазелиновой пастой (рис. 2.2, в, г). Жилы с бумажной изоляцией перед зачисткой протирают ветошью, смоченной в бензине. Концы соединяемых секторных жил предварительно скругляют: многопроволочных - плоскогубцами, однопроволочных и комбинированных - специальным инструментом (табл. 2.3). 2.2.12. Соединяемые жилы размещают в гильзе таким образом, чтобы их торцы упирались друг в друга в середине гильзы (рис. 2.2, д). 2.2.13. Гильзу устанавливают в основание матрицы и спрессовывают (рис. 2.2, е) до полного соприкосновения пуансона и матрицы. Остаточная толщина h материала в месте опрессовки должна соответствовать указанной в табл. 2.2. 2.2.14. Выполненное контактное соединение протирают ветошью, смоченной в бензине, и изолируют в соответствии с действующими нормативными документами.
Таблица 2.2
Примечание. При выполнении контактных соединений жил типа 161 и 162 (с использованием указанных в таблице наконечников и гильз) пресс-клещами ГКМ и ПК-1М применяют матрицы А5,4; 6 (ГКМ) и 1А5,4; 6; 7 (ПК-1М); пуансоны А5,4; 6; 7 и 1А5,4; 6; 7; h= 4,5 ± 0,3 мм; жил 163, 251 и 252 - матрицы А5,4; 7 и 1А5,4; 6; 7; пуансоны А5,4; 6; 7 и 1А5,4; 6; 7; h = 4,5 ± 0,3мм; жил 253, 351 и 352 - матрицы А7 и 1А7; пуансоны А5,4; 6; 7 и 1А5,4; 6; 7; h = 6 ± 0,3 мм; при выполнении контактных соединений жил 353 и 501 пресс-клещами ПК-1М применяют матрицу и пуансон 1А8; h = 7 ± 0,3 мм.
Таблица 2.3
* Секторные комбинированные жилы.
Рис. 2.2. Соединение жил опрессовкой
ОКОНЦЕВАНИЕ ЖИЛ СЕЧЕНИЕМ 16-240 мм2 НАКОНЕЧНИКАМИ (ГОСТ 9581-80, 23598-79)
2.2.15. Для выполнения оконцеваний применяют механизмы, инструмент и материалы (п. 2.2.7), наконечники (приложения 5, 6), стальную щетку и щетку-ежик, плоскогубцы, кварцево-вазелиновую пасту, ветошь, бензин. 2.2.16. Подготовку к оконцеванию и опрессовку выполняют согласно требованиям пп. 2.2.7-2.2.14. Необходимо следить за тем, чтобы жила входила в наконечник до упора, а лунки от вдавливания пуансонов и оси наконечника были соосны.
ОКОНЦЕВАНИЕ ОДНОПРОВОЛОЧНЫХ ЖИЛ СЕЧЕНИЕМ 25-240 мм2 ПУТЕМ ВЫШТАМПОВКИ НАКОНЕЧНИКА ИЗ ЖИЛЫ
2.2.17. Для выполнения оконцеваний применяют механизмы, инструмент и пороховые патроны (табл. 2.4). 2.2.18. Перед оконцеванием с концов жил удаляют изоляцию: Сечение жилы, мм2 .............................. 25 35-95 120-240 Длина удаляемой изоляции, мм.......... 45 50 55 Матрицу и пуансон выбирают в зависимости от сечения жилы по табл. 2.4. Матрицу устанавливают так, как показано на рис. 2.3, а.
Рис. 2.3. Выштамповка наконечника из жилы пороховым прессом
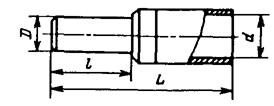
2.2.19. При использовании механизмов ППО-95, ППО-95М и ППО-240 конец жилы со снятой изоляцией размещают в гнезде матрицы так, чтобы торец жилы упирался в кромку гнезда (рис. 2.3, б); зажимают жилу кожухом, вставляют патрон и навертывают затвор (рис. 2.3, в); пуговку затвора оттягивают и производят выстрел. При этом пуансон под действием пороховых газов выштамповывает наконечник из жилы. При неполном оформлении наконечника допускается повторная штамповка выстрелом сниженной мощности, для чего пуансон не доводят до верхнего крайнего положения на 5-7 мм. Размеры оконцевания должны соответствовать указанным в табл. 2.4. Облой в месте отверстия под болт и по периметру зажимной плоской части оконцевания удаляют. 2.2.20. Через пять выстрелов формующую часть пуансона смазывают тонким слоем машинного масла. 2.2.21. Размеры наконечника после удаления облоя и зачистки кромок должны соответствовать указанным в табл. 2.4. Не допускаются видимые трещины, раковины, наплывы и вмятины. Должна быть обеспечена соосность жилы и диаметров D и d (рис. 2.3, г) в пределах свободных допусков.
Таблица 2.4
Примечание. Маркировка матриц и пуансонов соответствует сечению жилы (например, маркировка "25" соответствует жиле сечением 25 мм2); при опрессовке прессом ППО-240 жил сечением 240 мм2 используют матрицы и пуансоны с маркировкой "185".
ОПРЕССОВКА МЕДНЫХ ЖИЛ
СОЕДИНЕНИЕ ЖИЛ СЕЧЕНИЕМ 16-240 мм2 С ПРИМЕНЕНИЕМ КАБЕЛЬНЫХ ГИЛЬЗ
2.3.1. Для выполнения соединения применяют механизмы и инструмент (табл. 2.5), стальную щетку и щетку-ежик, плоскогубцы и гильзы (приложение 7). 2.3.2. Гильзы, матрицы и пуансоны выбирают по табл. 2.5 в зависимости от сечения соединяемых жил и устанавливают в соответствующий механизм.
Таблица 2.5
* В числителе указана длина удаляемой изоляции при использовании наконечников, в знаменателе - гильз ** Применяются пуансоны с маркировкой М3 и М. *** Размер h = 4,3 мм и далее - при применении инструмента НИОМ. **** Допускается применять.
2.3.3. С концов жил удаляют изоляцию на длине, указанной в табл. 2.5. 2.3.4. Внутреннюю поверхность гильзы и жилы зачищают до металлического блеска. 2.3.5. Соединяемые жилы размещают в гильзе таким образом, чтобы торцы жил упирались друг в друга в середине гильзы, 2.3.6. Гильзу устанавливают в матрицу и производят опрессовку (рис. 2.2, е) до упора пуансона в торец матрицы. Остаточная толщина h материала в месте опрессовки должна соответствовать указанной в табл. 2.5.
ОКОНЦЕВАНИЕ ЖИЛ СЕЧЕНИЕМ 4-240 мм2 НАКОНЕЧНИКАМИ (ГОСТ 7386-80)
2.3.7. Для выполнения оконцеваний применяют механизмы и инструмент (табл. 2.5), наконечники (ГОСТ 7386-80, приложение 8), стальную щетку и щетку-ежик. 2.3.8. Подготовку к оконцеванию и опрессовку выполняют согласно требованиям пп. 2.3.1-2.3.6. Необходимо следить за тем, чтобы жила входила в наконечник до упора.
ОКОНЦЕВАНИЕ МНОГОПРОВОЛОЧНЫХ ЖИЛ СЕЧЕНИЕМ 1,0-2,5 мм2 КОЛЬЦЕВЫМИ НАКОНЕЧНИКАМИ (ГОСТ 9688-82)
2.3.9. Для оконцевания жил сечением 1,0-1,5 мм2 применяют наконечники П1 и пресс-клещи ПК-2М и ГКМ с инструментом 1,5/3; для жил сечением 2,5 мм - наконечники П2 и те же пресс-клещи с инструментом 2,5/3; плоскогубцы; кольцевые наконечники (приложение 9); стальную щетку. Примечание. Допускается применять механизмы ГКМ, ПК-1М, ПК-2М. 2.3.10. С конца жилы удаляют изоляцию на длине 25-30 мм, зачищают жилу до металлического блеска и скручивают плоскогубцами в тугой повив. 2.3.11. Наконечники, матрицу и пуансон выбирают в соответствии с п. 2.3.9 и устанавливают в механизм. 2.3.12. Жилу укладывают в желобок по всей длине окружности наконечника и надевают наконечник с жилой на стержень пуансона так, чтобы участок жилы между наконечником и изоляцией попал в желобок пуансона. 2.3.13. Наконечники спрессовывают до соприкосновения торцов пуансона и матрицы.
ПРОПАНО-КИСЛОРОДНАЯ СВАРКА
СОЕДИНЕНИЕ ОДНОПРОВОЛОЧНЫХ ЖИЛ СУММАРНЫМ СЕЧЕНИЕМ ДО 35 мм2 В СКРУТКЕ ПРИ МОНТАЖЕ СЕТЕЙ ОСВЕЩЕНИЯ
3.1.1. Для выполнения соединений применяют набор НПГ, плоскогубцы, кисточку для нанесения флюса и стальную щетку, а также материалы: пропан (горючий газ), кислород (окислитель), флюс ВАМИ для растворения пленки окиси алюминия при сварке и обтирочную ветошь. 3.1.2. С концов свариваемых жил ножом или инструментом МБ-1 удаляют изоляцию на длине 30-40 мм, зачищают концы жил стальной щеткой и скручивают их между собой. 3.1.3. С помощью кисточки конец скрутки покрывают тонким слоем флюса ВАМИ, предварительно разведенного водой до пастообразного состояния. 3.1.4. Открывают вентили на баллонах с пропаном и кислородом и устанавливают рабочее давление кислорода 0,15 МПа. 3.1.5. Открывают на горелке вентиль пропана (на вентиле надпись "ацетилен") и зажигают горелку спичкой; открывают вентиль кислорода и регулируют пропано-кислородное пламя (рис. 3.1). 3.1.6. Ядро пламени горелки 1 подносят к концу скрутки 2 (рис. 3.2) и нагревают его до расплавления. Появление жидкой шарообразной капли металла на конце скрутки свидетельствует о том, что провода сварены. 3.1.7. По окончании сварки горелку гасят, закрывая на ее рукоятке сначала вентиль пропана, затем кислорода. 3.1.8. В конце смены или при перерывах в сварке более 2 ч следует выжечь горючий газ из шланга, для чего перекрыть вентиль на баллоне с пропаном, затем на баллоне с кислородом и освободить зажимные винты редукторов; после того как пламя горелки погаснет, перекрыть вентили на рукоятке горелки. 3.1.9. Остатки флюса удаляют стальной щеткой, соединение протирают чистой ветошью и изолируют колпачками К1-К3 или изоляционной лентой.
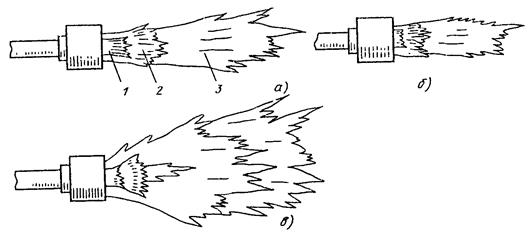
Рис. 3.1. Пропано-кислородное пламя газовой горелки: а - правильно отрегулированное; б - с избытком кислорода; в - с избытком пропана 1 - ядро пламени; 2 - средняя зона; 3 - факел
Рис. 3.2. Пропано-кислородная сварка скрутки проводов в ответвительной коробке
СОЕДИНЕНИЕ ЖИЛ СЕЧЕНИЕМ 16-240 мм2
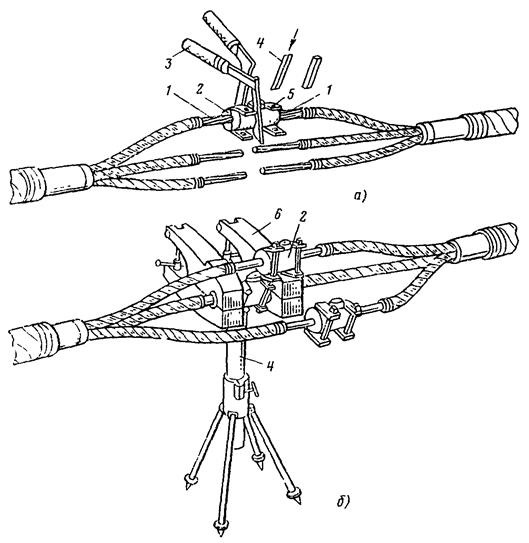
3.1.10. Для выполнения соединений применяют набор НСПУ; сварочные формы (ТУ 36-1699-77); механизмы и инструмент для округления секторных комбинированных и однопроволочных жил, указанных в разд. 2 настоящей инструкции; пресс-клещи ПК-1М со специальными губками для откусывания литниковой прибыли или ручную ножовочную рамку с ножовочным полотном для металла; плоский напильник длиной 200 мм с насечкой № 2; молоток массой 0,4-0,5 кг; плоскогубцы; стальную щетку; кисточку для нанесения флюса. Перечень необходимых материалов приведен в табл. 3.1. 3.1.11. С концов жил удаляют изоляцию: Сечение жилы, мм ............................................. 16-50 70; 95 120; 150 185; 240 Длина удаляемой изоляции, мм .................... 45 50 55 60 3.1.12. С оголенных жил с бумажной изоляцией удаляют маслоканифольный состав ветошью, смоченной бензином или ацетоном. 3.1.13. На расстоянии 2-3 мм от конца многопроволочной жилы накладывают бандаж из одного-двух витков алюминиевой проволоки диаметром 1-1,5 мм. Секторные однопроволочные и комбинированные жилы необходимо скруглить по длине снятой изоляции с помощью механизмов и инструмента, указанных в разд. 2. Не следует добиваться точной цилиндрической формы жилы, необходимо только, чтобы сварочная форма охватывала жилу без зазора в местах разъема. 3.1.14. Сварочную форму выбирают по сечению соединяемых жил. Внутренние поверхности формы покрывают мелом, разведенным водой до состояния густой пасты. 3.1.15. На концы свариваемых жил 1 (рис. 3.3, а) устанавливают полуформы 2 таким образом, чтобы стык жил находился в середине литникового отверстия. Полуформы струбциной 3 прижимают одну к другой и вставляют в направляющие 5 клинья 4. Легким постукиванием молотка по клиньям плотно (без зазоров) прижимают поверхности полуформ одну к другой. На секторные однопроволочные жилы вплотную к торцам формы накладывают уплотнение - 2-3 слоя асбестового шнура на длине 6-7 мм.
Таблица 3.1
* При отсутствии сварочной проволоки допускается использовать проволоку из повивов жил.
3.1.16. На оголенные участки жил устанавливают охладители 6 (рис. 3.3, б), закрепленные на соединительной планке, подводят под охладители опорную стойку* 7 и закрепляют ее. ________________ * При соединении проводов допускается охладители, закрепленные на соединительной планке, не крепить на стойке. В этом случае охладители кладут на огнестойкую подкладку (кирпичи, асбоцемент, асбест и т.п.)
3.1.17. Между охладителем и формой (вплотную к охладителю) устанавливают тепловой экран из асбестового картона, выступающий за края охладителя не менее чем на 10 мм. 3.1.18 Бумажную изоляцию жил за охладителем защищают сухим асбестовым картоном или подмоткой асбестовым шнуром по жилам; при сварке жил с пластмассовой и резиновой изоляцией на участок изоляции длиной около 80 мм за охладителями накладывают слой увлажненного асбеста толщиной не менее 10 мм. Жилы кабеля, не подвергаемые сварке, защищают от нагрева и искр асбестовым картоном. 3.1.19. Сварочную проволоку для присадки нарезают на отрезки длиной около 1 м, протирают их чистой ветошью, смоченной в бензине или ацетоне, зачищают шлифовальной шкуркой, вновь протирают сухой ветошью и покрывают тонким слоем флюса, разведенного водой до пастообразного состояния. Вместо присадочных прутков из проволоки диаметром 4 мм и более могут быть использованы пучки скрученных проволок меньшего диаметра. 3.1.20. Перед началом сварки выполняют операции согласно указаниям пп. 3.1.4 и 3.1.5. 3.1.21. Рекомендуется вначале сваривать жилы, расположенные внизу, а затем расположенные вверху. 3.1.22. Пламя горелки должно равномерно разогревать стенки формы в зоне стыка жил, не задерживаясь на одном месте. После нагрева формы до красного цвета покрытую флюсом присадку вводят в литниковое отверстие и расплавляют до заполнения литника. 3.1.23. Расплав алюминия перемешивают мешалкой, не прекращая нагрева сварочной формы до полного расплавления проволок жилы в объеме сварочной ванны; перемешивание чередуют с добавлением присадки, всплывшие шлаки удаляют мешалкой. 3.1.24. При полном расплавлении проволок жилы в объеме сварочной ванны прекращают подогрев формы. Во время остывания расплава алюминия при необходимости добавляют присадку. Аналогично соединяют все жилы кабеля. 3.1.25. При соединении четырехжильных кабелей с нулевой жилой сечением 10 мм2 последнюю соединяют пайкой согласно указаниям разд. 4. 3.1.26. Сварку заканчивают согласно требованиям пп. 3.1.7 и 3.1.8. 3.1.27. После остывания формы и затвердения сварочной ванны клинья выбивают молотком и отделяют полуформы одну от другой. 3.1.28. Осматривают соединения; при наличии не более 1-2 неприваренных проволок их припаивают к монолиту припоем А, при большем количестве неприваренных проволок повторяют сварку. 3.1.29. Снимают защитный экран и охладители с жил кабеля и асбест с изоляции. 3.1.30. Литниковую прибыль удаляют клещами ПК-1М со специальными губками или спиливают ножовкой. При использовании клещей для жил сечением до 70 мм2 включительно литниковую прибыль целиком захватывают режущими губками и откусывают за один прием, для жил сечением 95 мм2 и более - за два приема (половина сечения прибыли за каждый прием); при выполнении второго надкуса после полного сведения рукояток клещей поворачивают их, что облегчает удаление прибыли. 3.1.31. Напильником запиливают острые края и неровности в месте основания литниковой прибыли закругляют кромки монолитной цилиндрической части сварного соединения. 3.1.32. Место соединения зачищают стальной щеткой, протирают тканью, смоченной в бензине или ацетоне, до полного удаления шлаков и опилок. При сварке проводов место соединения покрывают асфальтовым или другим влагостойким лаком и изолируют обычным способом.
Рис. 3.3. Установка сварочных форм и охладителей на жилах кабеля сечением 16-240 мм
СОЕДИНЕНИЕ И ОКОНЦЕВАНИЕ НАКОНЕЧНИКАМИ ЛС ЖИЛ СЕЧЕНИЕМ 300-1500 мм2
3.1.33. Для выполнения соединений применяют набор НСПУ, сварочные формы (ТУ 36-1699-77) ручную ножовочную рамку с ножовочным полотном для металла, плоский напильник длиной 200 мм с насечкой № 2, молоток массой 0,4-0,5 кг, плоскогубцы, стальную щетку, кисточку для нанесения флюса. 3.1.34. Кроме материалов, указанных в табл. 3.1, требуется сварочная проволока СвА5С или СвАК5 диаметром 8 мм (при ее отсутствии допускается использовать проволоку из повивов жил). 3.1.35. С концов жил удаляют изоляцию на длине: Сечение жилы, мм2 .................................. 300 400 500 625 800 1000 и 1500 Длина удаляемой изоляции, мм .......... 80 85 100 110 120 175 3.1.36. У оголенных жил с бумажной изоляцией удаляют маслоканифольный состав тканью, смоченной бензином или ацетоном. 3.1.37. Между прядями жилы кабелей АсВВ вплотную к срезу изоляции пропускают асбестовый шнур 1 диаметром 4 мм (рис. 3.4, а). У кабелей АСБ-1к и АСБ-2к отгибают контрольные жилы 9 (рис. 3.4, в). Радиус изгиба контрольной жилы должен быть не менее ее десятикратного диаметра, измеренного по изоляции. Зазоры между проволоками наружного повива жилы 5 кабеля, оставшиеся после отгибания контрольных жил, заполняют асбестовым шнуром или отрезками алюминиевой проволоки 10. Концы отрезков, обращенные к отогнутым контрольным жилам, спиливают напильником под углом 60°.
Рис. 3.4. Подготовка к пропано-кислородной сварке кабелей АсВВ (а, б) и АСБ-2к (в)
3.1.38. Сварочную форму выбирают по сечению соединяемых жил. В формы ФС 300...500 и ФС 625...800 при необходимости устанавливают разъемные стальные вкладыши, соответствующие сечению соединяемых жил. 3.1.39. С помощью кисточки внутренние поверхности формы покрывают мелом, разведенным водой до пастообразного состояния. 3.1.40. На концы соединяемых жил устанавливают сварочные полуформы 5 (рис. 3.4, б) так, чтобы стык жил находился в середине литникового отверстия, прижимают полуформы одну к другой и в направляющие 7 вставляют клинья 6. Легким постукиванием по клиньям молотком плотно прижимают поверхности полуформ одну к другой. Линию разъема в нижней части формы уплотняют асбестовым шнуром. 3.1.41. На оголенные участки жил на расстоянии 20-30 мм от среза изоляции устанавливают охладители 3 и плотно стягивают их на жиле болтами. 3.1.42. Бумажную изоляцию жил за охладителем обертывают сухой стеклолентой или асбестовым шнуром для защиты контрольных жил и изоляции от пламени горелки. На пластмассовую и резиновую изоляцию жил за охладителями накладывают слой размоченного в воде асбеста 2 толщиной не менее 10 мм на длине 100-120 мм. 3.1.43. Между охладителями и формой (вплотную к охладителям) устанавливают экраны 4 из асбестового картона. Жилы кабеля, не подвергаемые сварке, защищают от нагрева и искр асбестовым картоном. 3.1.44. Сварочную проволоку для присадки готовят в соответствии с указаниями п. 3.1.19. 3.1.45. Перед сваркой выполняют операции согласно пп. 3.1.4, 3.1.5; устанавливают рабочее давление пропана 0,15, кислорода 0,5 МПа. 3.1.46. При сварке пламя мундштуков должно быть направлено на стенки сварочной формы. Пламя горелки должно равномерно разогревать стенки формы в зоне сварочной ванны, не задерживаясь на одном месте. После нагрева формы до красного цвета присадку вводят в литниковое отверстие до заполнения литника расплавом алюминия, который перемешивают мешалкой, не прекращая нагрева. Убедившись в полном расплавлении проволок жил в объеме сварочной ванны, уменьшают пламя горелки и продолжают подогрев верхней части формы, одновременно вводя присадку для заполнения усадочной раковины. 3.1.47. По окончании сварки, в конце смены и при перерывах более 2 ч выполняют требования пп. 3.1.1 и 3.1.8. 3.1.48. Разборку и очистку соединений выполняют согласно требованиям пп. 3.1.27-3.1.32. 3.1.49. Контрольные жилы кабеля АСБ-800-2к соединяют пайкой (раздел 4).
СОЕДИНЕНИЕ И ОТВЕТВЛЕНИЕ ЖИЛ ПРОВОДОВ СУММАРНЫМ СЕЧЕНИЕМ 32-240 мм2 СПЛАВЛЕНИЕМ ПО ТОРЦАМ В ОБЩИЙ МОНОЛИТНЫЙ СТЕРЖЕНЬ
3.1.50. Для выполнения соединений применяют набор НСПУ, формы (приложение 10), плоский напильник длиной 200 мм с насечкой № 2, молоток массой 0,4-0,5 кг, плоскогубцы, стальную щетку, кисточку для нанесения флюса. Перечень необходимых материалов приведен в табл. 3.1. 3.1.51. С концов жил удаляют изоляцию: Сечение жилы, мм2 ............................................ До 32 Свыше 32 до 95 Свыше 95 до 240 Длина удаляемой изоляции, мм .................... 80 85 90 3.1.52. Форму подбирают по суммарному сечению соединяемых жил (применяют формы для ближайшего большего сечения). Внутренние поверхности формы покрывают мелом, разведенным водой до состояния густой пасты. 3.1.53. Концы жил 1 (рис. 3.5, а) вводят в форму 2 и уплотняют ее нижнюю часть асбестовым шнуром. Устанавливают охладитель 4, кладут его на опорную стойку и защищают асбестовым картоном 3. При необходимости в месте установки охладителя жилу уплотняют подмоткой из медной фольги. Присадку 5 (рис. 3.5, б) готовят согласно требованиям п. 3.1.19. 3.1.54. Горелку 6 зажигают согласно требованиям пп. 3.1.4, 3.1.5 и приступают к сварке.
Рис. 3.5. Пропано-кислородная сварка жил сплавлением по торцам
3.1.55. Сварку выполняют согласно требованиям пп. 3.1.22-3.1.24. Операция перемешивания сварочной ванны мешалкой показана на рис. 3.5, в; готовое соединение - на рис. 3.5, г. 3.1.56. Горелку гасят согласно требованиям пп. 3.1.7, 3.1.8. 3.1.57. По окончании сварки охладитель и форму снимают и зачищают поверхность соединения.
СТЕРЖНЕВОЕ ОКОНЦЕВАНИЕ ЖИЛ ПРОВОДОВ СЕЧЕНИЕМ 16-240 мм2 СПЛАВЛЕНИЕМ В МОНОЛИТ С ДОБАВКОЙ ЛЕГИРУЮЩИХ ПРИСАДОК
3.1.58. Для оконцевания применяют оборудование и инструмент, указанные в п. 3.1.50, материалы согласно табл. 3.1, а также проволоку диаметром 2-4 мм из алюминиевых сплавов СвАМг5, СвАК5 или АД35, используемую в качестве легирующей присадки для повышения твердости стержня при оконцевании. 3.1.59. С концов жил удаляют изоляцию: Сечение жилы, мм2 ........................................................ 16-35 50-95 120-140 Длина удаляемой изоляции ........................................ 70 75 80 3.1.60. Форму (приложение 10) подбирают по сечению оконцовываемой в монолит жилы. Внутреннюю поверхность формы покрывают мелом, разведенным водой до состояния густой пасты. 3.1.61. Конец жилы 2 (рис. 3.6) вводят в форму 1 на длину H: Сечение жилы, мм2 ........................................................ 16-35 50-95 120-140 H, мм .................................................................................. 20 25 30 Нижнюю часть формы уплотняют асбестовым шнуром 6. 3.1.62. Устанавливают охладитель 4, кладущего па опорную стойку и защищают асбестовым картоном 3. При необходимости в охладитель вставляют втулку 5, соответствующую сечению жилы. 3.1.63. Присадку готовят согласно требованиям п. 3.1.19. 3.1.64. Горелку зажигают согласно требованиям пп. 3.1.4, 3.1.5 и приступают к сварке.
Рис. 3.6. Закрепление жилы в охладителе при стержневом оконцевании
3.1.65. Сварку выполняют согласно требованиям пп. 3.1.22-3.1.24, обращая особое внимание на разогрев нижней части формы, где находится жила. 3.1.66. Горелку гасят согласно требованиям пп. 3.1.7, 3.1.8. 3.1.67. По окончании сварки охладитель и форму снимают и зачищают поверхность монолита.
ОКОНЦЕВАНИЕ ЖИЛ СЕЧЕНИЕМ 50-240 мм2 ПЛАСТИНАМИ ИЗ АЛЮМИНИЕВОГО СПЛАВА АД31Т1
3.1.68. Для оконцевания применяют набор НСПУ*, механизмы и инструмент для скругления секторных комбинированных и однопроволочных жил, указанные в разд. 2; пресс-клещи ПК-1М со специальными губками для откусывания литниковой прибыли или ручную ножовочную раму с ножовочным полотном для металла; плоский напильник длиной 200 мм с насечкой № 2; молоток массой 0,4-0,5 кг; плоскогубцы; стальную щетку; кисточку для нанесения флюса; формы ФО (ТУ 36-1699-77) и пластины из алюминиевого сплава АД31Т1; материалы согласно табл. 3.1. _____________________ * При большом объеме работ рекомендуется использовать большие баллоны: 40-150 (ГОСТ 949-73) для сжатого кислорода и 3-50 (ГОСТ 15860-70) для пропана.
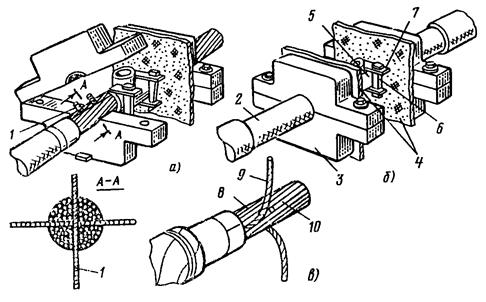
3.1.69. С концов жил сечением 50-95 мм удаляют изоляцию на длине 65 мм; 120-240 мм2 - на длине 70 мм. 3.1.70. Подготовку к сварке выполняют согласно требованиям пп. 3.1.12-3.1.15. Для оконцевания жил сечением 50 и 70 мм2 применяют форму ФО 50...70; жил сечением 95 и 120 мм2 - ФО 95...120; жил сечением 150, 185 и 240 мм2 - ФО 150...240 с использованием при необходимости стальных разъемных вкладышей, соответствующих сечению жил. 3.1.71. В пластине просверливают отверстия в соответствии с отверстиями на выводах подключаемого электрооборудования и зачищают пластину стальной щеткой. 3.1.72. Конец жилы 1 (рис. 3.7, а) и пластину 3 вводят в сварочную форму 2 таким образом, чтобы стык между ними находился в середине литникового отверстия. Полуформы струбциной прижимают одну к другой и в направляющие 5 вставляют клинья 4 (рис. 3.7, б). Легким постукиванием молотка по клиньям плотно (без зазоров) прижимают поверхности полуформ одну к другой. На секторные однопроволочные жилы вплотную к торцу формы накладывают уплотнение - 2-3 слоя асбестового шнура на длине 6-7 мм.
Рис. 3.7. Оконцевание жил сечением 50-240 мм2 пластиной из сплава АД31Т1: а, б - подготовка к сварке; в - нагрев формы, введение присадочного металла и перемешивание сварочной ванны; г - готовое соединение 1 - жила, 2 - сварочная форма; 3 - пластина из алюминиевого сплава; 4 - клин; 5 - направляющие; 6 - охладитель; 7 - тепловой экран; 8 - мешалка; 9 - присадочный пруток
3.1.73. Жилу располагают горизонтально и устанавливают на ней охладитель 6 (рис. 3.7, в). Между охладителем и формой вплотную к охладителю помещают тепловой экран 7 из асбестового картона. 3.1.74. Операции по подготовке к оконцеванию, сварке и разборке соединения выполняют согласно требованиям пп. 3.1.18-3.1.32. Готовое оконцевание показано на рис. 3.7, г.
ОКОНЦЕВАНИЕ ЖИЛ СЕЧЕНИЕМ 300-1500 мм2 ПЛАСТИНАМИ ИЗ АЛЮМИНИЕВОГО СПЛАВА АД31Т1
3.1.75. Для оконцевания применяют набор НСПУ; плоский напильник длиной 200 мм с насечкой № 2; молоток массой 0,4-0,5 кг; стальную щетку; кисточку для нанесения флюса; сварочные формы по ТУ 36-1699-77; сварочную проволоку СвА5С или СвАК5 диаметром 8 мм (при ее отсутствии допускается использовать проволоку из повивов жил); материалы согласно табл. 3.1 и пластины из алюминиевого сплава АД31Т1: Размер пластины, мм .............................. 10´60´100 10´80´150 10´100´170 12´100´170 Сечение оконцовываемых жил, мм .... 300; 400; 500 625; 800 1000 1500 3.1.76. С концов жил сечением 300, 400 и 500 мм2 удаляют изоляцию на длине 160 мм; 625 и 800 мм - на длине 170 мм; 1000 и 1500 мм - на длине 145 мм для кабелей 10 кВ и 200 мм для кабелей до 1 кВ. 3.1.77. Подготовительные операции выполняют согласно требованиям пп. 3.1.34, 3.1.35. 3.1.78. Сварочную форму ФО выбирают по сечению оконцовываемых жил; для флажкового оконцевания жил сечением 1000 и 1500 мм2 применяют формы ФОф1000 и ФОф1500. В сварочные формы ФО 300 ... 500 и ФО 625 ... 800 при оконцевании жил сечением 300, 400 и 625 мм2 устанавливают разъемные стальные вкладыши, соответствующие сечению оконцовываемых жил. 3.1.79. Внутренние поверхности формы покрывают мелом, разведенным водой до пастообразного состояния. 3.1.80 При продольном оконцевании (рис. 3.7) конец жилы и пластину вводят в форму таким образом, чтобы стык между ними находился в середине литникового отверстия; полуформы прижимают орлу к другой и в направляющие вставляют клинья. Постукиванием по клиньям молотком полуформы плотно прижимают одну к другой и линию разъема в нижней части формы уплотняют.
Рис. 3.8. Оконцевание жил сечением 300- 1500 мм2 пластиной из сплава АД31Т1: 1 - присадочный металл; 2 - пропано-кислородная горелка; 3 - сварочная форма; 4 - пластина; 5 - защитный экран; 6 - охладитель; 7 - жила, защищенная асбестом
3.1.81. При флажковом оконцевании конец жилы вводят в цилиндрическую часть формы так, чтобы торец жилы совпадал с верхней плоскостью формы, а в плоскую часть формы вводят пластину вплотную к поверхности жилы. Полуформы прижимают одну к другой и в направляющие вставляют клинья. Постукиванием по клиньям молотком плотно прижимают полуформы одну к другой. 3.1.82. Дальнейшие операции выполняют согласно требованиям пп. 3.1.7, 3.1.1; 3.1.27-3.1.32; 3.1.41-3.1.46. Рабочий момент сварки покачан на рис. 3.8.
ОТВЕТВЛЕНИЕ ОТ ЖИЛ СЕЧЕНИЕМ 800-1500 мм2
3.1.83. Для ответвления применяют набор НСПУ; плоский напильник длиной 200 мм с насечкой № 2; молоток массой 0,4-0,5 кг; стальную щетку; кисточку для нанесения флюса; ручную ножовочную рамку с ножовочным полотном для металла; сварочные формы ФАк 800 ... 1000, ФАк 1000 ... 1500, ФАп 1000 и ФАп 1500; материалы согласно табл. 3.1 и п. 3.1.34; при выполнении ответвления пластиной - пластины из алюминиевого сплава размерами 10´80´150 и 10´100´170 мм. 3.1.84. С жил удаляют изоляцию на длине по 120 мм от середины ответвления для жил сечением 800 и 1000 мм2 и по 160 мм для жил сечением 1500 мм2. С оголенных участков жил с бумажной изоляцией удаляют маслоканифольный состав ветошью, смоченной бензином или ацетоном. 3.1.85. При ответвлении от жил кабеля АсВВ между прядями жилы пропускают асбестовый шнур диаметром 4 мм (рис. 3.4, а, разрез А-А) и плотно прижимают его к срезу изоляции по обе стороны от места ответвления. 3.1.86. Сварочные формы выбирают согласно табл. 3.2. При ответвлении от кабеля сечением 1000 мм2 кабелем сечением 800 мм2 и от кабеля сечением 1500 мм2 кабелем сечением 1000 мм2 в сварочные формы ФАк 800 ... 1000 и ФАк 1000 ... 1500 устанавливают разъемные стальные вкладыши. 3.1.87. Внутренние поверхности форм покрывают мелом, разведенным водой до пастообразного состояния. 3.1.88. Форму устанавливают на жилу так, чтобы середина литникового отверстия формы совпадала с серединой ответвления. Ответвляемый кабель или пластину вводят в форму вплотную к повивам жилы кабеля, от которого выполняют ответвление. Полуформы прижимают одну к другой и в направляющие вставляют клинья. Легким постукиванием по клиньям молотком плотно прижимают поверхности полуформ одну к другой.
Таблица 3.2
3.1.89. Охладители устанавливают на оголенный участок жилы на расстоянии 5-7 мм от конца формы и плотно сжимают их на жиле болтами. 3.1.90. Изоляцию кабеля защищают от нагрева и готовят присадку согласно требованиям пп. 3.1.19 и 3.1.42. 3.1.91. Горелку зажигают и регулируют ее пламя согласно требованиям п. 3.1.45. 3.1.92. Сварку выполняют и прекращают, а также разбирают соединения согласно требованиям пп. 3.1.7, 3.1.8; 3.1.27-3.1.32; 3.1.46.
ТЕРМИТНАЯ СВАРКА
СОЕДИНЕНИЕ ЖИЛ КАБЕЛЕЙ ДО 10 кВ, СЕЧЕНИЕМ 16-240 мм2
3.2.1. Для выполнения соединений применяют: а) набор НСПУ; б) пресс-клещи ПК-1М или ручную ножовочную рамку с ножовочным полотном для металла; в) слесарное зубило длиной 125 мм с лезвием шириной 10 мм; г) отвертку длиной 200 мм с лезвием шириной 9 мм; д) конопатку с полукруглым лезвием шириной 8 мм; е) плоский напильник длиной 200 мм с насечкой № 2; ж) молоток массой 0,4-0,5 кг; з) плоскогубцы; и) кисточку для нанесения флюса. Перечень необходимых материалов приведен в табл. 3.3.
Таблица 3.3
3.2.2. Перед сваркой выполняют следующие подготовительные операции*: подбирают термитные патроны по сечению свариваемых жил; покрывают внутреннюю поверхность кокиля термитного патрона слоем мела, разведенного водой до пастообразного состояния; слой мела следует высушить до начала сварки; собирают термитные патроны, для чего вводят кокиль с двумя алюминиевыми колпачками (в термитных патронах ПА-300-ПА-800 вместо колпачков применяют втулки) в муфель таким образом, чтобы литниковые отверстия кокиля и муфеля были расположены соосно. __________________ * Указанные операции рекомендуется выполнять заблаговременно в мастерской.
3.2.3. С концов жил удаляют изоляцию на длине: Сечение жилы, мм ....................................... 16-50 70; 95 120; 150 185; 240 Длина удаляемой изоляции, мм .............. 45 50 55 60 3.2.4. У жил с бумажной изоляцией маслоканифольный состав удаляют ветошью, смоченной бензином или ацетоном. 3.2.5. Жилы зачищают до блеска щеткой из кардоленты и протирают тканью, смоченной бензином или ацетоном. 3.2.6. Покрывают жилы тонким слоем флюса, разведенного водой до пастообразного состояния. 3.2.7. Внутренние поверхности алюминиевых колпачков, входящих в комплект термитных патронов, зачищают до блеска и насаживают колпачки на концы соединяемых жил. При жировых загрязнениях колпачки протирают тканью, смоченной бензином или ацетоном. 3.2.8. Комбинированные и многопроволочные секторные жилы предварительно скругляют плоскогубцами. При соединении секторных однопроволочных жил вместо алюминиевых колпачков применяют секторные втулки А. При отсутствии секторных втулок допускается использовать колпачки; секторные жилы на участке насадки колпачка следует запилить напильником так, чтобы они свободно входили в колпачок. 3.2.9. Свободное пространство между стенками колпачка и жилой заполняют отрезками присадки. 3.2.10. Сварочную проволоку для присадки нарезают на отрезки длиной 0,5-1 м, протирают их чистой ветошью, смоченной бензином или ацетоном, зачищают щеткой из кардоленты или шлифовальной шкуркой и протирают чистой сухой ветошью. При сварке жил сечением до 50 мм2 включительно применяют присадочный пруток из одной проволоки диаметром 2 мм, при сварке жил больших сечений предварительно свивают две-четыре проволоки. Присадку покрывают тонким слоем флюса, разведенного водой до пастообразного состояния. 3.2.11. Термитный патрон напевают на слегка отогнутую в сторону жилу и сдвигают на расстояние, равное длине патрона; соединяют торцы жил и сдвигают патрон обратно таким образом, чтобы стык жил находился в центре литникового отверстия. Жилы, как правило, устанавливают в патроне без зазора, однако допускается зазор 2-3 мм. Патроны устанавливают на всех соединяемых жилах. 3.2.12. Зазор между жилой 1 (рис. 3.9, а) и кокилем 3 термитного патрона уплотняют асбестовым шнуром 4. 3.2.13. Дальнейшие подготовительные операции проводят согласно пп. 3.1.16-3.1.18. 3.2.14. В литниковое отверстие термитного патрона вводят присадочный пруток 5, конец прутка складывают несколько раз для увеличения массы присадки, вводимой в начале сварки. 3.2.15. Муфель 6 термитного патрона поджигают термитной спичкой 9, плотно прижав ее к торцу муфеля. Сварку рекомендуется начинать с жилы, расположенной вверху разделки. 3.2.16. После окончания горения муфеля в литниковое отверстие вводят мешалку 10 и перемешивают расплавленный металл сварочной ванны для удаления газов и шлака (рис. 3.9, б). При необходимости в литниковое отверстие добавляют присадку. Расплавление жил контролируют мешалкой (рис. 3.9, в), которая должна свободно доходить до дна кокиля. 3.2.17. После застывания металла в литниковом отверстии муфель скалывают зубилом 12 с помощью молотка 11 (рис. 3.9, г) и удаляют кокиль, отогнув его края отверткой 13, конец которой вставляют в зазор между кромками кокиля (рис. 3.9, д). 3.2.18. Остальные операции производят согласно требованиям пп. 3.1.29-3.1.32; удаление литниковой прибыли клещами ПК-1М показано на рис. 3.9, е.
Рис. 3.9. Термитная сварка алюминиевых жил кабелей до 10 кВ сечением 16-240 мм2: 1 - жила; 2 - защитный экран; 3 - кокиль; 4 - асбестовый шнур; 5 - присадочный пруток; 6 - муфель; 7 - колпачок; 8 - охладитель; 9 - термитная спичка; 10 - мешалка; 11 - молоток; 12 - зубило; 13 - отвертка
СОЕДИНЕНИЕ ЖИЛ КАБЕЛЕЙ 20 И 35 кВ, СЕЧЕНИЕМ 25-185 мм2
3.2.19. Для выполнения соединений применяют принадлежности и инструмент, перечисленный в п. 3.2.1; соединительные гильзы (приложение 11), используемые вместо алюминиевых колпачков, входящих в комплект термитных патронов. Перечень материалов приведен в табл. 3.3.
Рис. 3.10. Подготовка алюминиевых жил кабелей 20 и 35 кВ сечением 25-185 мм2 к термитной сварке
3.2.20. С концов жил, соединяемых в муфтах СЛО и СЭО, удаляют изоляцию на длине 70 мм. 3.2.21. Остальные операции по подготовке, сварке и разборке соединения выполняют согласно требованиям пп. 3.2.2-3.2.18. Кокиль 3 (рис. 3.10) уплотняют асбестовым шнуром 4, наматываемым на выступающие концы кокиля и гильзы 2, а также на жилу 1.
СОЕДИНЕНИЕ ЖИЛ СЕЧЕНИЕМ 300-800 мм2
3.2.22. Для выполнения соединения применяют набор НСПУ, ручную ножовочную рамку с ножовочным полотном для металла; щетку из кардоленты или стальную; банку с крышкой и кисточку для нанесения флюса; мешалку из стальной проволоки; инструмент, перечисленный в п. 3.2.1, в-з. Перечень материалов приведен в табл. 3.3 (пп. 1, 3-11). 3.2.23. Подготовительные операции выполняют согласно требованиям п. 3.2.2. С концов жил удаляют изоляцию на длине: Сечение жилы, мм ....................................... 300 400 500 625 800 Длина удаляемой изоляции, мм .............. 80 85 100 110 120 3.2.24. Дальнейшие подготовительные операции выполняют согласно требованиям пп. 3.2.4-3.2.7; 3.2.10-3.2.12; устанавливают и закрепляют нижние половинки охладителя на соединительной планке, скрепленной со стойкой. Охладители закрепляют на жилах, следя за тем, чтобы жилы были плотно зажаты. 3.2.25. Перед сваркой жил сечением 625 и 800 мм2 на боковую поверхность патронов по обе стороны от литникового отверстия накладывают тепловую изоляцию - ленты из асбестового картона шириной 25-30 мм, стянутые бандажами из стали толщиной 1-1,5 мм. 3.2.26. При наличии контрольных жил их отгибают, как показано на рис. 3.4, в, и соединяют пайкой после сварки основной жилы (разд. 4). 3.2.27. Сварку и разборку соединения выполняют согласно требованиям пп. 3.2.14-3.2.18.
СОЕДИНЕНИЕ И ОТВЕТВЛЕНИЕ ЖИЛ ПРОВОДОВ СУММАРНЫМ СЕЧЕНИЕМ 70-240 мм2 СПЛАВЛЕНИЕМ ПО ТОРЦАМ
3.2.28. Для выполнения соединений и ответвлений применяют принадлежности и инструмент, перечисленные в пп. 3.2.1 а, в-з, материалы - согласно табл. 3.3 (пп. 3-9, 11) и термитные патроны ПАТ. Маркировка патронов соответствует максимальному суммарному сечению свариваемых проводов. 3.2.29. С концов жил удаляют изоляцию на длине: Сечение жилы, мм ................................................... 70 95; 120 150; 185 240 Длина удаляемой изоляции, мм .......................... 80 90 95 100 3.2.30. Жилы зачищают до блеска щеткой из кардоленты и протирают тканью, смоченной бензином или ацетоном. 3.2.31. Концы жил соединяют в общий пучок и плотно связывают у обреза изоляции временным бандажом из двух-трех витков стальной проволоки; плоскогубцами придают пучку круглую форму. 3.2.32. Жилы покрывают флюсом, подготавливают и насаживают на жилы втулки согласно требованиям пп. 3.2.6, 3.2.7 и 3.2.9. 3.2.33. Присадку готовят согласно требованиям п. 3.2.10. 3.2.34. Термитный патрон 1 (рис. 3.11) надевают на жилы, оконцованные алюминиевой втулкой 2 так, чтобы нижняя часть кокиля 5 выступала за край втулки не менее чем на 7 мм. Кокиль уплотняют подмоткой жил асбестовым шнуром 8, которую сдвигают в зазор между жилами и кокилем. 3.2.35. Временный бандаж удаляют и устанавливают охладитель 7 на сложенные вместе жилы. 3.2.36. Муфель поджигают термитной спичкой; одновременно с началом горения муфеля в кокиль патрона вводят присадочный пруток 4. После расплавления концов жил плавно перемешивают сварочную ванну мешалкой и добавляют присадку до заполнения кокиля. 3.2.37. После застывания металла муфель скалывают, снимают кокиль и зачищают соединение.
Рис. 3.11. Термитная сварка алюминиевых проводов сплавлением по торцам: 1 - термитный патрон; 2 - алюминиевая втулка; 3 - жилы; 4 - присадочный пруток; 5 - кокиль; 6 - асбестовая подкладка; 7 - охладитель; 8 - асбестовый шнур
ОКОНЦЕВАНИЕ ЖИЛ СЕЧЕНИЕМ 300-800 мм2 НАКОНЕЧНИКАМИ ЛС
3.2.38. Для оконцевания применяют набор НСПУ; принадлежности и инструмент, перечисленные в пп. 3.2.1, в-з; ручную ножовочную рамку с ножовочным полотном для металла; щетку из кардоленты или стальную; банку с крышкой и кисточку для нанесения флюса; наконечники ЛС; материалы согласно табл. 3.3 (пп. 1, 3-11). 3.2.39. Подготовительные операции выполняют согласно требованиям пп. 3.1.37; 3.2.2; 3.2.4-3.2.7; 3.2.10. Стержневую часть наконечника зачищают до блеска, покрывают тонким слоем флюса, предварительно разведенного водой до пастообразного состояния, и насаживают на нее алюминиевую втулку термитного патрона. Стержневую часть наконечника зачищают до блеска, покрывают тонким слоем флюса, предварительно разведенного водой до пастообразного состояния, и насаживают на нее алюминиевую втулку термитного патрона.
Рис. 3.12. Приварка стержневых наконечников ЛС к жилам кабелей сечением 300-800 мм2
3.2.40. Термитный патрон 2 (рис. 3.12, в) устанавливают на жилу 3 и стержневую часть наконечника 4 таким образом, чтобы их стык находился в центре литникового отверстия. 3.2.41. Кокиль термитного патрона уплотняют асбестовым шнуром 1 согласно требованиям п. 3.2.12. 3.2.42. Нижние половины охладителей 5 (рис. 3.12, б) закрепляют на соединительной планке 7. Под охладитель, установленный на жиле кабеля (провода), подкладывают прямоугольную прокладку 6, толщина которой равна половине толщины контактной пластины наконечника, для выравнивания осей кабеля и наконечника. 3.2.43. Жилу и наконечник закрепляют в охладителях. 3.2.44. Выполняют операции, указанные в пп. 3.1.17 и 3.2.25. 3.2.45. Сварку и разборку соединений выполняют согласно требованиям пп. 3.2.14-3.2.18.
ДУГОВАЯ СВАРКА
ОКОНЦЕВАНИЕ ЖИЛ СЕЧЕНИЕМ 16-240 мм2 НАКОНЕЧНИКАМИ А
3.3.1. Наконечники А предназначены для оконцевания жил проводов и кабелей с пластмассовой или резиновой изоляцией аргонодуговой сваркой полуавтоматом или неплавящимся вольфрамовым электродом. 3.3.2. Для оконцевания полуавтоматической аргонодуговой сваркой применяют: а) полуавтомат ПРМ с источником питания ПСГ-500, ВДГ-301 и др. постоянного тока с жесткой внешней характеристикой; б) оснастку (сопла с ловителем и охладители); в) приставку к полуавтомату ПРМ для регулирования цикла сварки; г) плоский напильник длиной 200 мм с насечкой № 2; д) плоскогубцы; е) стальную щетку; ж) баллон 40-150 для сжатого аргона. 3.3.3. Для оконцевания применяют материалы: а) сварочную проволоку СвАК5 диаметром 2 мм; б) газообразный аргон; в) бензин Б-70 или ацетон; г) обтирочную ветошь; д) наконечники А (приложение 12). 3.3.4. С концов жил удаляют изоляцию на длине: Сечение жилы, мм2 ...................................... 16-25 35-50 70-95 120-150 185-240 Длина удаляемой изоляции, мм .............. 25 30 35 40 45 3.3.5. Жилы зачищают, сварочную проволоку подвергают химической обработке согласно указаниям приложения 13. 3.3.6. Полуавтомат ПРМ и приставку включают в электрическую сеть и приводят в рабочее состояние.
Рис. 3.13. Приварка наконечников А к жилам кабелей полуавтоматом ПРМ (а) и ручной аргонодуговой сваркой (б)
3.3.7. Обратный сварочный провод 3 (рис. 3.13, а) от вывода "минус" источника питания присоединяют к контактной лапке охладителя 4. 3.3.8. Режим сварки устанавливают по табл. 3.4 в соответствии с сечением оконцовываемой жилы. Правильность режима проверяют на отдельных образцах. 3.3.9. На оконцовываемую жилу 1 надевают наконечник 2 и закрепляют их в охладителе вертикально. 3.3.10. Горелку 5 полуавтомата устанавливают в охладитель с помощью скобы 7, имеющейся на сопле 6, таким образом, чтобы сопло находилось над закрепленной жилой кабеля. 3.3.11. Нажимают пусковую кнопку на рукоятке сварочной горелки. После окончания цикла кнопку отпускают, снимают горелку, раскрывают охладитель и освобождают жилу с приваренным наконечником. При правильно выбранном режиме сварки зачистка оконцевания после сварки не требуется.
Таблица 3.4
3.3.12. Оконцовывать жилы наконечниками А можно полуавтоматической сваркой без регулятора цикла сварки, а также ручной аргонодуговой сваркой вольфрамовым электродом (рис. 3.13, б). В этом случае используют пониженный режим сварки, который подбирают на пробных образцах; сварочный ток к наконечнику подводят электрододержателем 8.
ОКОНЦЕВАНИЕ ЖИЛ СЕЧЕНИЕМ 300-1500 мм2 НАКОНЕЧНИКАМИ Л
3.3.13. Оконцевание жил наконечниками Л осуществляется полуавтоматической аргонодуговой сваркой; допускается дуговая сварка угольным электродом. 3.3.14. Для оконцевания дуговой сваркой неплавящимся угольным электродом применяют: а) однопостовой источник питания постоянного сварочного тока с падающей внешней характеристикой: сварочные преобразователи ПСО-300, ПСО-500 или сварочные выпрямители ВД-301, ВД-302; б) электрододержатель (приложение 14); в) формующее приспособление (приложение 15); г) напильник, плоскогубцы, стальную щетку; д) охладители из набора НСПУ. 3.3.15. Для оконцевания применяют материалы: а) сварочную проволоку СвАК5 диаметром 4 мм для оконцевания жил сечением 300-500 мм2 и диаметром 8 мм - для жил сечением 625-1500 мм2; б) сварочные угли или электроды из отходов графитированных анодов (приложение 17); в) флюс ВАМИ; г) асбестовый картон толщиной 2-4 мм; д) асбестовый шнур диаметром 2 и 4 мм; е) наконечники Л; ж) бензин Б-70 или ацетон; з) обтирочную ветошь. 3.3.16. С концов жил удаляют изоляцию на длине: Сечение жилы, мм2 ......................................... 300-400 500-800 1000-1500 Длина удаляемой изоляции, мм ................. 125 135 155 3.3.17. У жил с бумажной изоляцией удаляют маслоканифольный состав ветошью, смоченной бензином или ацетоном. 3.3.18. Выполняют операции, указанные в пп. 3.1.19, 3.1.41-3.1.43. 3.3.19. Жилу 1 (рис. 3.14, а) закрепляют вертикально, надевают на ее конец наконечник 3, устанавливают на него формующее приспособление 7 и защищают контактную часть наконечника асбестовым картоном 4. 3.3.20. При сварке угольным электродом 5 к охладителю 2 присоединяют сварочный провод от вывода "плюс" источника питания. 3.3.21. Сварку выполняют при токе 150-200 А. Дугу возбуждают на торце жилы и медленно перемещают по спирали к центру жилы, расплавляя проволочки жилы и гильзу наконечника до образования монолита. Сварочную ванну перемешивают и очищают от шлака присадочным прутком 6. Дугу следует направлять на расплавленный металл, не поджигая проволочек жилы. 3.3.22. После остывания металла формующее приспособление и охладитель удаляют, зачищают сварное соединение стальной, щеткой, протирают ветошью, смоченной бензином или ацетоном, и запиливают неровности шва напильником. 3.3.23. При аргонодуговой сварке полуавтоматом ПРМ 8 (рис. 3.14, б) необходимы оборудование, инструмент и материалы, перечисленные в пп. 3.3.2 а, г-ж; 3.3.3 а-г; 3.3.14 в, д и 3.3.15 г, д, ж. 3.3.24. Подготовительные операции выполняют согласно требованиям пп. 3.1.41-3.1.43, 3.3.5, 3.3.16, 3.3.17 и 3.3.19. 3.3.25. К охладителю присоединяют сварочный провод от вывода "минус" источника питания. 3.3.26. Сварку выполняют при токе 150-180 А (скорость подачи электродной проволоки 0,05-0,07 м/с, напряжение на дуге 17-19 В, расход аргона 12-15 л/мин). Сварочную дугу возбуждают на торце жилы и медленно перемещают по спирали к центру жилы, контролируя правильность формирования сварного шва и плавление проволочек жилы. Сварку заканчивают в центре сварного соединения.
Рис. 3.14. Приварка наконечников Л к жилам кабелей сваркой угольным электродом (а) и полуавтоматом ПРМ (б)
3.3.27. После остывания металла формующее приспособление удаляют, соединение при необходимости зачищают стальной щеткой и запиливают неровности шва напильником. Сведения о расходе материалов при сварке приведены в приложении 16.
ИНСТРУМЕНТ И МАТЕРИАЛЫ
5.2.1. Для выполнения соединений применяют ключи (гаечные, торцевые, разводные), напильники, слесарные молотки, малярные кисти, стальные щетки. Для растворителей, грунтовок и красок используют металлическую посуду. При выполнении сварных соединений пользуются инструментом, приспособлениями и материалами, указанными в "Инструкции по сварке цветных металлов в электромонтажном производстве" ВСП 369-76/ММСС СССР (М.: Энергия, 1978). 5.2.2. Для болтовых соединений применяют крепежные детали, перечисленные в табл. 5.1.
Таблица 5.1
ТЕХНИКА БЕЗОПАСНОСТИ
6.1. При выполнении соединений, оконцеваний и ответвлений жил изолированных проводов и кабелей способами, рассмотренными в настоящей Инструкции, следует соблюдать требования "Правил техники безопасности при электромонтажных и наладочных работах" (М.: Энергия, 1973) и СНиП III-4-80. 6.2. При работах с пропаном (сварке, пайке) необходимо руководствоваться следующими положениями: к работам по пропано-кислородной сварке и пайке допускаются электромонтажники, имеющие квалификацию не ниже 3-го разряда, достигшие 18 лет, прошедшие специальное обучение, овладевшие технологией сварки и пайки и выполнившие технологическую пробу; при работе баллоны с пропаном должны находиться в вертикальном положении; газопламенные процессы с применением пропана, а также с применением открытого огня от других источников допускаются на расстоянии (по горизонтали) не менее 5 м от отдельных баллонов с кислородом и пропаном; газопламенные процессы с применением сжиженных газов следует выполнять с соблюдением требований пожарной безопасности. При работе пламя горелки должно быть направлено в сторону, противоположную от установленных баллонов. При невозможности выполнения этого требования баллоны следует защитить ширмами (металлическими щитами); при работе с передвижных постов, питаемых от отдельных баллонов, разрешается устанавливать на одной тележке специальной конструкции баллон с пропаном и баллон с кислородом. Баллоны должны быть закреплены таким образом, чтобы исключить возможность их удара друг о друга; при дожигании пропано-кислородной горелки подачу газа следует изменять постепенно и плавно; подходы ко всем газоразборным постам должны быть свободны. 6.3. При работах с пороховыми механизмами (ППО-95М, ППО-240) необходимо руководствоваться следующими положениями: к работе с пороховыми прессами допускаются рабочие, имеющие квалификацию не ниже 3-го разряда, достигшие 18 лет, прошедшие специальное обучение и получившие удостоверения; лицам, имеющим удостоверение на право эксплуатации других пороховых инструментов (УК-2М, ОДП-4М, ИПО-2М), делается соответствующая запись в этом удостоверении; разрешается работать только исправным инструментом; разрешается заряжать пресс только после полного прижатия жилы, подлежащей опрессовке, кожухом к матрице; при "осечке" пресс следует разряжать не ранее чем через 1 мин; разрешается работать только со средствами индивидуальной защиты: очками, перчатками, противошумными наушниками и каской (при необходимости ее применения на данном объекте); в момент выстрела следует находиться вне направления движения пуансона; при работе во взрыво- и пожароопасных помещениях необходимо получить разрешение на "огневые" работы по установленной форме; перед ремонтом, осмотром, переноской и сдачей на склад (в кладовую) пороховых инструментов необходимо убедиться, что они разряжены. 6.4. При пайке способом полива расплавленным припоем запрещается передача тигля с припоем из рук в руки без установки на землю.
ПРИЛОЖЕНИЕ 1. ПЕРЕЧЕНЬ НОРМАТИВНЫХ ДОКУМЕНТОВ
Механизмы, оборудование | |||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| Аппарат ВКЗ-1 для сварки одножильных проводов | ТУ 36-760-74 | ||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| Выпрямители для дуговой сварки. Технические условия | ГОСТ 13821-77*Е | ||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| Клещи гидравлические монтажные ГКМ | ТУ 36-846-74 | ||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| Наборы НСП-1, НСП-1м и горелка ГПВМ-0,1 | ТУ 36-667-77 | ||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| Полуавтомат ранцевый ПРМ | ТУ МО.005.000 | ||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| Преобразователи постоянного тока для дуговой сварки. | ГОСТ 7237-77Е | ||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| Технические условия | |||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| Пресс гидравлический переносный с электроприводом ПГЭП-2М | ТУ 36-1814-74 | ||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| Пресс пороховой ППО-95м | ТУ 36-1518-75 | ||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| Пресс пороховой ППО-240 | ТУ 36-2128-78 | ||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| Пресс ручной гидравлический ПГР-20М1 | ТУ 36-1539-80 | ||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| Пресс ручной гидравлический с электроприводом ПГЭ-20 | ТУ 36-1814-74 | ||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| Пресс ручной механический РМП-7м | ТУ 36-694-76 | ||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| Пресс-клещи ПК-1М с блокирующим устройством | ТУ 36-930-74 | ||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| Пресс-клещи ПК-2м | ТУ 36-872-78 | ||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| Пресс-клещи ПК-3 | ТУ 36-872-78 | ||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| Редукторы для газопламенной обработки | ГОСТ 6268-78* | ||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| Типы и основные параметры | |||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| Трансформатор ТПС-2000 У3 | ТУ 16-517.433-70 | ||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
|
Материалы | |||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| Алюминий и сплавы алюминиевые деформируемые. Марки | ГОСТ 4784-74* | ||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| Аргон газообразный и жидкий. Технические условия | ГОСТ 10157-79 | ||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| Ацетилен растворенный и газообразный технический. Технические условия | ГОСТ 5457-75* | ||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| Ацетон. Технические условия | ГОСТ 2603-79 | ||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| Ацетон технический. Технические условия | ГОСТ 2768-79 | ||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| Бензины авиационные | ГОСТ 1012-72* | ||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| Бензины автомобильные. Технические требования | ГОСТ 2084-77* | ||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| Вазелин кремнийорганический марки КВ-3/10Э. Технические условия | ГОСТ 15975-70* | ||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| Ветошь обтирочная сортировочная. Технические условия | ГОСТ 5354-79 | ||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| Газы. Условия для определения объема | ГОСТ 2939-63 | ||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| Газы углеводородные сжиженные топливные для коммунально-бытового потребления. [Пропан]. Технические условия | ГОСТ 20448-80 | ||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| Грунтовка ФЛ-03Ж. Технические условия | ГОСТ 9109-81 | ||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| Канифоль сосновая. Технические условия | ГОСТ 19113-73 | ||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| Картон асбестовый. Технические условия | ГОСТ 2850-80 | ||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| Кислород газообразный технический и медицинский. Технические условия | ГОСТ 5583-78 | ||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| Лак асфальтовый №316 | ТУ МХП 564-41 | ||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| Лак электроизоляционный пропиточный ГФ-95. Технические условия | ГОСТ 8018-70* | ||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| Лента изоляционная прорезиненная. Технические условия | ГОСТ 2162-78 | ||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| Материалы лакокрасочные. Термины, определения и обозначения | ГОСТ 9825-73* | ||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| Мел для электродных покрытий. Технические условия | ГОСТ 4415-75* | ||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| Паста кварцево-вазелиновая | ТУ 36-513-79 | ||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| Патроны пиротехнические | ТУ 36-795-70 | ||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| Патроны термитные: | |||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| ПАН, ПАТ | ТУ 84-442-74 | ||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| ПА | ТУ 84-547-74 | ||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| Припои А; ЦО-12; ЦО-15 | ТУ 48-21-71-72 | ||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| Припои оловянно-свинцовые в чушках [ПОССу]. Технические условия | ГОСТ 21930-76 | ||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| Проволока сварочная из алюминия и алюминиевых сплавов [СвАК5, СвАМг5] | ГОСТ 7871-75 | ||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| Растворитель Р-4 | ГОСТ 7827-74* | ||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| Смазка ЦИАТИМ-221. Технические условия | ГОСТ 9433-80 | ||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| Спирт этиловый ректификованный. Технические требования | ГОСТ 5962-67 | ||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| Спички термитные МР | ТУ 84-3-68 | ||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| Угли сварочные | ТУ 11-12-4 | ||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| Флюс ВАМИ | ТУ 48-4-347-75 | ||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| Шкурка шлифовальная тканевая | ГОСТ 5009-82 | ||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| Шнуры асбестовые | ГОСТ 1779-72 | ||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| Эмали марок ГФ-92. Технические условия | ГОСТ 9151-75* | ||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| Эмали ПФ-115. Технические условия | ГОСТ 6465-76* | ||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
|
ПРИЛОЖЕНИЕ 3. РАСХОД МАТЕРИАЛОВ НА 100 ОПРЕССОВАННЫХ СОЕДИНЕНИЙ
Сечение жилы, мм.................................................... До 50 70-120 150-240 Бензин неэтилированный, л.................................. 0,6 1 1,2 Паста кварцево-вазелиновая, г............................. 360 840 1320 Ветошь, г..................................................................... 100 120 150
ПРИЛОЖЕНИЕ 4. АЛЮМИНИЕВЫЕ ГИЛЬЗЫ (ГОСТ 23469.2-79)
*Первая цифра - сечение жилы, мм; вторая - диаметр гильзы, мм.
ПРИЛОЖЕНИЕ 5. АЛЮМИНИЕВЫЕ ТА И МЕДНО-АЛЮМИНИЕВЫЕ ТАМ КАБЕЛЬНЫЕ НАКОНЕЧНИКИ (ГОСТ 9581-63), ЗАКРЕПЛЯЕМЫЕ ОПРЕССОВКОЙ
а - наконечники из трубки; б - из прутка; в - медно-алюминиевые Размеры наконечников см. в ГОСТ 9581-68. ПРИЛОЖЕНИЕ 6. ШТИФТОВЫЕ МЕДНО-АЛЮМИНИЕВЫЕ КАБЕЛЬНЫЕ НАКОНЕЧНИКИ ШП (ТУ 36-849-76)
ПРИЛОЖЕНИЕ 7. МЕДНЫЕ КАБЕЛЬНЫЕ ГИЛЬЗЫ (ГОСТ 23469.3-79)
ПРИЛОЖЕНИЕ 8. МЕДНЫЕ КАБЕЛЬНЫЕ НАКОНЕЧНИКИ Т (ГОСТ 7386-80), ЗАКРЕПЛЯЕМЫЕ ОПРЕССОВКОЙ
Примечание. В скобках указаны сечения медных жил, оконцовываемых наконечниками с применением набора инструментов НИОМ.
ПРИЛОЖЕНИЕ 9. КОЛЬЦЕВЫЕ КАБЕЛЬНЫЕ НАКОНЕЧНИКИ П (ГОСТ 9688-76)
II-1 II-2 Сечение жилы, мм2.................................................................................................. 1-1,5 2,5 Размеры, мм D................................................................................................................................... 7,2 9,5 d.................................................................................................................................... 5,3 4,8 H................................................................................................................................... 4,5 5,3 Масса 1000 шт., кг............................................................................................................... 0,2
ПРИЛОЖЕНИЕ 10. ФОРМЫ ДЛЯ ПРОПАНО-КИСЛОРОДНОЙ СВАРКИ АЛЮМИНИЕВЫХ ЖИЛ
Материал: Ст3.
ПРИЛОЖЕНИЕ 11. АЛЮМИНИЕВЫЕ ГИЛЬЗЫ К ТЕРМИТНЫМ ПАТРОНАМ ДЛЯ СВАРКИ КАБЕЛЕЙ 20 и 35 кВ
Материал: алюминий АО или А (ГОСТ 11069-64).
ПРИЛОЖЕНИЕ 12. НАКОНЕЧНИКИ А ИЗ АЛЮМИНИЕВОГО СПЛАВА
ПРИЛОЖЕНИЕ 13. ХИМИЧЕСКАЯ ОБРАБОТКА СВАРОЧНОЙ ПРОВОЛОКИ ИЗ АЛЮМИНИЯ И АЛЮМИНИЕВЫХ СПЛАВОВ
Для обезжиривания и удаления окисной пленки методом травления проволоку на 1,5-2 мин помещают в ванну с 5%-ным раствором едкого натра NаОН технического марки А (ГОСТ 2263-71). Температура раствора 60-70 °С. После травления проволоку промывают в горячей проточной воде в течение 30-40 с. Промытую проволоку осветляют погружением на 30-40 с в 15%-ный раствор азотной кислоты марки "чистая" или ЧДА (ГОСТ 701-68) при 16-25 °С. Осветленную проволоку промывают в проточной воде в течение 30-40 с и просушивают в шкафу при 100-150°С.
ПРИЛОЖЕНИЕ 14. ЭЛЕКТРОДОДЕРЖАТЕЛЬ НА ТОК ДО 800 А
ПРИЛОЖЕНИЕ 15. ФОРМУЮЩЕЕ ПРИСПОСОБЛЕНИЕ ДЛЯ ОКОНЦЕВАНИЯ
* Справочный размер (определяется по месту). Материал: уголь графитированный.
ПРИЛОЖЕНИЕ 16. РАСХОД МАТЕРИАЛОВ ПРИ СВАРКЕ
ПРИЛОЖЕНИЕ 17. ЭЛЕКТРОДЫ ИЗ ГРАФИТИРОВАННОГО УГЛЯ (ГОСТ 10720-75)
ПРИЛОЖЕНИЕ 18. ПРОДОЛЖИТЕЛЬНОСТЬ, МИН, СОЕДИНЕНИЯ, ОТВЕТВЛЕНИЯ И ОКОНЦЕВАНИЯ АЛЮМИНИЕВЫХ ЖИЛ ПРОПАНО-КИСЛОРОДНОЙ СВАРКОЙ
ПРИЛОЖЕНИЕ 19. ЦИЛИНДРИЧЕСКИЕ РАЗЪЕМНЫЕ СВАРОЧНЫЕ ФОРМЫ
ПРИЛОЖЕНИЕ 20. РАСХОД МАТЕРИАЛОВ ПРИ ПАЙКЕ (НА 100 КОНТАКТНЫХ СОЕДИНЕНИЙ)
1. Оконцевание медных жил сечением до 10 мм2
Сечение жилы, мм.................................................... До 1,5 2,5 4 6 10 Припой ПОС (для меди), кг.................................... 0,1 0,1 0,2 0,38 0,4 Бензин, л...................................................................... 0,1 0,1 0,2 0,3 0,4 Шлифовальная шкурка, м...................................... 0,02 0,02 0,07 0,02 0,5 Ветошь, кг................................................................... 0,005 0,005 0,005 0,005 0,01 Пропан, г..................................................................... 0,1 0,1 0,1 0,12 0,24 Канифоль или флюс КСп, кг.................................. 0,05 0,12 0,15 0,23 0,4 Продолжительность пайки одного оконцевания, c........................................................... 17 17 17 20 20
2. Соединение и ответвление жил сечением до 10 мм2
ПРИЛОЖЕНИЕ 21. РАЗЪЕМНЫЕ ФОРМЫ ДЛЯ СОЕДИНЕНИЯ АЛЮМИНИЕВЫХ ЖИЛ ПАЙКОЙ
Материал: Ст3.
ПРИЛОЖЕНИЕ 22. РАЗЪЕМНЫЕ ФОРМЫ ДЛЯ СОЕДИНЕНИЯ АЛЮМИНИЕВЫХ ЖИЛ ПАЙКОЙ
ПРИЛОЖЕНИЕ 23. ПЕРЕХОДНЫЕ РАЗЪЕМНЫЕ ФОРМЫ ДЛЯ СОЕДИНЕНИЯ АЛЮМИНИЕВЫХ ЖИЛ С МЕДНОЙ ПАЙКОЙ
а - верхняя часть; б - нижняя часть; в - собранная форма
ПРИЛОЖЕНИЕ 24. НЕРАЗЪЕМНЫЕ ФОРМЫ ДЛЯ ПАЙКИ АЛЮМИНИЕВЫХ ЖИЛ
ПРИЛОЖЕНИЕ 25. ФОРМЫ ДЛЯ ОТВЕТВЛЕНИЯ ЖИЛ ПАЙКОЙ
ПРИЛОЖЕНИЕ 26. ПЕРЕХОДНЫЕ ГИЛЬЗЫ ДЛЯ СОЕДИНЕНИЯ ЖИЛ РАЗНЫХ СЕЧЕНИЙ ПАЙКОЙ
Материал медь М1, М2 ПРИЛОЖЕНИЕ 27. КОМБИНИРОВАННЫЕ СОЕДИНИТЕЛЬНЫЕ ГИЛЬЗЫ ДЛЯ КАБЕЛЕЙ 35 кВ С МЕДНЫМИ ЖИЛАМИ
Материал: медь М7.
ПРИЛОЖЕНИЕ 28. РАСХОД МАТЕРИАЛОВ НА СОЕДИНЕНИЕ И ОКОНЦЕВАНИЕ АЛЮМИНИЕВЫХ И МЕДНЫХ ЖИЛ СЕЧЕНИЕМ 16-240 мм2 ПАЙКОЙ (НА 100 КОНТАКТНЫХ СОЕДИНЕНИЙ)
Примечания: 1. В числителе приведены данные для соединения жил, в знаменателе - для оконцевания. 2. Расход ветоши при соединении жил 0,05 кг; при оконцевании 0,03 кг. ПРИЛОЖЕНИЕ 29. ЗАЩИТНЫЙ СТАЛЬНОЙ ЭКРАН
СОДЕРЖАНИЕ
1. Общие положения 2. Соединение, оконцевание и ответвление жил опрессовкой 2.1. Общие сведения 2.2. Опрессовка алюминиевых жил 2.3. Опрессовка медных жил 2.4. Контроль качества оконцеваний и соединений, выполненных опрессовкой 3. Соединение, оконцевание и ответвление алюминиевых жил сваркой 3.1. Пропано-кислородная сварка 3.2. Термитная сварка 3.3. Дуговая сварка 3.4. Электросварка контактным разогревом 3.5. Контроль качества сварных соединений, оконцеваний и ответвлений жил 4. Соединение, оконцевание и ответвление жил пайкой 4.1. Соединение, оконцевание и ответвление жил сечением до 10 мм2 пропаянной скруткой и оформлением в кольцо 4.2. Соединение и ответвление жил сечением 16-240 мм2 непосредственным сплавлением припоя в формах (медных гильзах) или поливом предварительно расплавленным припоем 4.3. Соединение алюминиевых жил с медными и жил разных сечений 4.4. Оконцевание алюминиевых и медных жил наконечниками п 4.5. Соединение медных жил с плоскими и штыревыми выводами 5. Соединение жил проводов и кабелей с контактными выводами электрооборудования 5.1. Конструкция контактных выводов 5.2. Инструмент и материалы 5.3. Соединение алюминиевых жил с плоскими контактными выводами 5.4. Соединение медных жил с плоскими контактными выводами 5.5. Соединение алюминиевых жил со штыревыми выводами 5.6. Соединение медных жил со штыревыми выводами 5.7. Соединение жил с гнездовыми выводами и зажимами 5.8. Соединение жил с троллеями и магистральными токопроводами 5.9. Защита соединений от коррозии и воздействия внешней среды 5.10. Контроль качества соединений 6. Техника безопасности Приложение 1. Перечень нормативных документов Приложение 2. Соединительные гильзы гао (ту 36-1441-70), закрепляемые опрессовкой на алюминиевых однопроволочных проводах сечением 2,5-10 мм2 (гост 22483-77) Приложение 3. Расход материалов на 100 опрессованных соединений Приложение 4. Алюминиевые гильзы (гост 23469.2-79) Приложение 5. Алюминиевые та и медно-алюминиевые там кабельные наконечники (гост 9581-63), закрепляемые опрессовкой Приложение 6. Штифтовые медно-алюминиевые кабельные наконечники шп (ту 36-849-76) Приложение 7. Медные кабельные гильзы (гост 23469.3-79) Приложение 8. Медные кабельные наконечники т (гост 7386-80), закрепляемые опрессовкой Приложение 9. Кольцевые кабельные наконечники п (гост 9688-76) Приложение 10. Формы для пропано-кислородной сварки алюминиевых жил Приложение 11. Алюминиевые гильзы к термитным патронам для сварки кабелей 20 и 35 кв Приложение 12. Наконечники а из алюминиевого сплава Приложение 13. Химическая обработка сварочной проволоки из алюминия и алюминиевых сплавов Приложение 14. Электрододержатель на ток до 800 а Приложение 15. Формующее приспособление для оконцевания Приложение 16. Расход материалов при сварке Приложение 17. Электроды из графитированного угля (гост 10720-75) Приложение 18. Продолжительность, мин, соединения, ответвления и оконцевания алюминиевых жил пропано-кислородной сваркой Приложение 19. Цилиндрические разъемные сварочные формы Приложение 20. Расход материалов при пайке (на 100 контактных соединений) Приложение 21. Разъемные формы для соединения алюминиевых жил пайкой Приложение 22. Разъемные формы для соединения алюминиевых жил пайкой Приложение 23. Переходные разъемные формы для соединения алюминиевых жил с медной пайкой Приложение 24. Неразъемные формы для пайки алюминиевых жил Приложение 25. Формы для ответвления жил пайкой Приложение 26. Переходные гильзы для соединения жил разных сечений пайкой Приложение 27. Комбинированные соединительные гильзы для кабелей 35 кв с медными жилами Приложение 28. Расход материалов на соединение и оконцевание алюминиевых и медных жил сечением 16-240 мм2 пайкой (на 100 контактных соединений) Приложение 29. Защитный стальной экран
Инструкция по оконцеванию, соединению и ответвлению алюминиевых и медных жил изолированных проводов и кабелей и соединению их с контактнымИ выводами электротехнических устройств ВСН 139-83 ММСС СССР
Срок введения 1 июля 1983 г.
Утверждена Минмонтажспецстроем СССР 5 марта 1983 г.
Согласована с Главным техническим управлением по эксплуатации энергосистем Минэнерго СССР 20 августа 1980 г.
Внесены ВНИИпроектэлектромонтажем
Инструкция разработана Всесоюзным государственным научно-исследовательским и проектным институтом ВНИИпроектэлектромонтаж. Распространяется на способы выполнения разборных и неразборных контактных соединений, оконцеваний и ответвлений жил изолированных проводов и кабелей, а также соединений жил с контактными выводами электротехнических устройств. С введением в действие настоящей инструкции отменяются: МСН 139-67/ММСС СССР; ВСН 300-72/ММСС СССР; "Инструктивные указания по соединению, ответвлению и оконцеванию гибкого токопровода (кабеля) сечением 1000 и 1500 мм2"; "Инструктивные указания по оконцеванию алюминиевых жил проводов и кабелей путем сплавления их в форму стержня". Инструкция предназначена для инженерно-технических работников и квалифицированных рабочих электромонтажных организации.
ОБЩИЕ ПОЛОЖЕНИЯ
Инструкция распространяется на способы соединения, оконцевания и ответвления жил изолированных проводов и кабелей, а также соединения жил с контактными выводами электротехнических устройств, установочными изделиями и шинопроводами и предусматривает выполнение неразборных (сварных, паяных и спрессованных) и разборных (винтовых, болтовых и сжимных) соединений. Смонтированные сварные, паяные и опрессованные соединения, не работающие на растяжение, а также соединения проводников с гнездовыми выводами и зажимами согласно ГОСТ 10434-82 должны выдерживать осевые статические нагрузки на растяжение, составляющие не менее 30% временного сопротивления разрыву целого проводника. В соответствии с требованиями ГОСТ 10434-82 электрическое сопротивление смонтированного соединения (кроме штыревого) должно быть не выше сопротивления целого участка соединяемого проводника такой же длины, что и контактное соединение. Предельная длительно допустимая рабочая температура жил кабелей не должна превышать значений, указанных в документации на конкретный вид кабеля или провода. В установках до 1000 В допустимые абсолютные температуры контактных соединений проводов или кабелей из меди, алюминия и его сплавов без защитных покрытий контактных поверхностей составляют 95, с защитными покрытиями неблагородными металлами 105 °С. В инструкцию не включены (или изложены сокращенно) устаревшие способы выполнения контактных соединений: бензо- и ацетилено-кислородная сварка, сварка контактным разогревом и электродуговая сварка угольным электродом. В табл. 1.1 указаны области применения способов оконцевания, соединения и ответвления. Приняты следующие термины: следует применять - способ является лучшим и должен применяться в первую очередь; рекомендуется - способ является одним из лучших, но не обязательным; допускается - способ является удовлетворительным, а в ряде случаев вынужденным. Выбор способов зависит от материала и сечения жил, напряжения, требований к надежности электроустановки.
Таблица 1.1
Примечания: 1. Оконцевание, соединение и ответвление жил кабелей, выполняемые пропано-кислородной сваркой в стальных формах, электродуговой сваркой плавящимся и неплавящимся электродами в защитном газе, выштамповкой на конце однопроволочной жилы наконечника пороховым прессом могут быть применены в организациях Минэнерго СССР по согласованию с энергосистемами для опытно-промышленной эксплуатации (1984-1988 гг.). 2. В процессе эксплуатации следует периодически контролировать нагрев контактных соединений путем измерения сопротивления жил, а также строго учитывать все повреждения с установлением причин. При этом аварийные выходы из строя арматуры из-за повреждения контактных соединений необходимо учитывать особо. 3. Все материалы по выходу из строя арматуры из-за повреждения контактных соединений (аварийные акты, акты вскрытия и разборки, фотографии и др.) следует направлять в ПО Союзтехэнерго (105023, Москва, Семеновский пер., 15). Информация о необходимых механизмах, инструментах, оборудовании и материалах для выполнения контактных соединений, изготовляемых ведомственными заводами, дана в приложении 1. Монтировать контактные соединения должны только специально обученные рабочие, квалификацию которых необходимо проверять в установленном порядке не реже 1 раза в 3 года.
|
|||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
Последнее изменение этой страницы: 2019-04-10; Просмотров: 269; Нарушение авторского права страницы