|
Архитектура Аудит Военная наука Иностранные языки Медицина Металлургия Метрология Образование Политология Производство Психология Стандартизация Технологии |
|
|
Архитектура Аудит Военная наука Иностранные языки Медицина Металлургия Метрология Образование Политология Производство Психология Стандартизация Технологии |
ПРОПАНО-КИСЛОРОДНАЯ СВАРКА
СОЕДИНЕНИЕ ОДНОПРОВОЛОЧНЫХ ЖИЛ СУММАРНЫМ СЕЧЕНИЕМ ДО 35 мм2 В СКРУТКЕ ПРИ МОНТАЖЕ СЕТЕЙ ОСВЕЩЕНИЯ
3.1.1. Для выполнения соединений применяют набор НПГ, плоскогубцы, кисточку для нанесения флюса и стальную щетку, а также материалы: пропан (горючий газ), кислород (окислитель), флюс ВАМИ для растворения пленки окиси алюминия при сварке и обтирочную ветошь. 3.1.2. С концов свариваемых жил ножом или инструментом МБ-1 удаляют изоляцию на длине 30-40 мм, зачищают концы жил стальной щеткой и скручивают их между собой. 3.1.3. С помощью кисточки конец скрутки покрывают тонким слоем флюса ВАМИ, предварительно разведенного водой до пастообразного состояния. 3.1.4. Открывают вентили на баллонах с пропаном и кислородом и устанавливают рабочее давление кислорода 0,15 МПа. 3.1.5. Открывают на горелке вентиль пропана (на вентиле надпись "ацетилен") и зажигают горелку спичкой; открывают вентиль кислорода и регулируют пропано-кислородное пламя (рис. 3.1). 3.1.6. Ядро пламени горелки 1 подносят к концу скрутки 2 (рис. 3.2) и нагревают его до расплавления. Появление жидкой шарообразной капли металла на конце скрутки свидетельствует о том, что провода сварены. 3.1.7. По окончании сварки горелку гасят, закрывая на ее рукоятке сначала вентиль пропана, затем кислорода. 3.1.8. В конце смены или при перерывах в сварке более 2 ч следует выжечь горючий газ из шланга, для чего перекрыть вентиль на баллоне с пропаном, затем на баллоне с кислородом и освободить зажимные винты редукторов; после того как пламя горелки погаснет, перекрыть вентили на рукоятке горелки. 3.1.9. Остатки флюса удаляют стальной щеткой, соединение протирают чистой ветошью и изолируют колпачками К1-К3 или изоляционной лентой.
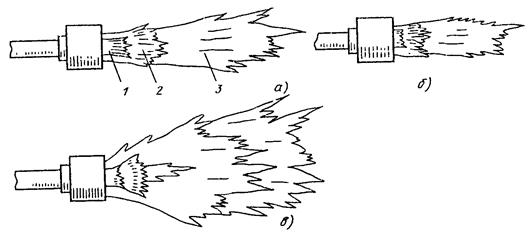
Рис. 3.1. Пропано-кислородное пламя газовой горелки: а - правильно отрегулированное; б - с избытком кислорода; в - с избытком пропана 1 - ядро пламени; 2 - средняя зона; 3 - факел
Рис. 3.2. Пропано-кислородная сварка скрутки проводов в ответвительной коробке
СОЕДИНЕНИЕ ЖИЛ СЕЧЕНИЕМ 16-240 мм2
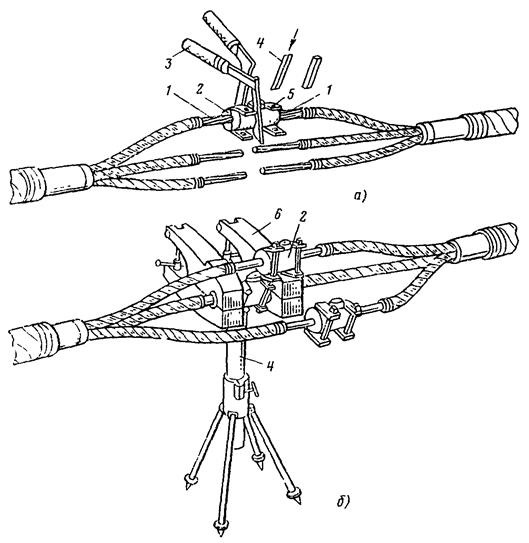
3.1.10. Для выполнения соединений применяют набор НСПУ; сварочные формы (ТУ 36-1699-77); механизмы и инструмент для округления секторных комбинированных и однопроволочных жил, указанных в разд. 2 настоящей инструкции; пресс-клещи ПК-1М со специальными губками для откусывания литниковой прибыли или ручную ножовочную рамку с ножовочным полотном для металла; плоский напильник длиной 200 мм с насечкой № 2; молоток массой 0,4-0,5 кг; плоскогубцы; стальную щетку; кисточку для нанесения флюса. Перечень необходимых материалов приведен в табл. 3.1. 3.1.11. С концов жил удаляют изоляцию: Сечение жилы, мм ............................................. 16-50 70; 95 120; 150 185; 240 Длина удаляемой изоляции, мм .................... 45 50 55 60 3.1.12. С оголенных жил с бумажной изоляцией удаляют маслоканифольный состав ветошью, смоченной бензином или ацетоном. 3.1.13. На расстоянии 2-3 мм от конца многопроволочной жилы накладывают бандаж из одного-двух витков алюминиевой проволоки диаметром 1-1,5 мм. Секторные однопроволочные и комбинированные жилы необходимо скруглить по длине снятой изоляции с помощью механизмов и инструмента, указанных в разд. 2. Не следует добиваться точной цилиндрической формы жилы, необходимо только, чтобы сварочная форма охватывала жилу без зазора в местах разъема. 3.1.14. Сварочную форму выбирают по сечению соединяемых жил. Внутренние поверхности формы покрывают мелом, разведенным водой до состояния густой пасты. 3.1.15. На концы свариваемых жил 1 (рис. 3.3, а) устанавливают полуформы 2 таким образом, чтобы стык жил находился в середине литникового отверстия. Полуформы струбциной 3 прижимают одну к другой и вставляют в направляющие 5 клинья 4. Легким постукиванием молотка по клиньям плотно (без зазоров) прижимают поверхности полуформ одну к другой. На секторные однопроволочные жилы вплотную к торцам формы накладывают уплотнение - 2-3 слоя асбестового шнура на длине 6-7 мм.
Таблица 3.1
* При отсутствии сварочной проволоки допускается использовать проволоку из повивов жил.
3.1.16. На оголенные участки жил устанавливают охладители 6 (рис. 3.3, б), закрепленные на соединительной планке, подводят под охладители опорную стойку* 7 и закрепляют ее. ________________ * При соединении проводов допускается охладители, закрепленные на соединительной планке, не крепить на стойке. В этом случае охладители кладут на огнестойкую подкладку (кирпичи, асбоцемент, асбест и т.п.)
3.1.17. Между охладителем и формой (вплотную к охладителю) устанавливают тепловой экран из асбестового картона, выступающий за края охладителя не менее чем на 10 мм. 3.1.18 Бумажную изоляцию жил за охладителем защищают сухим асбестовым картоном или подмоткой асбестовым шнуром по жилам; при сварке жил с пластмассовой и резиновой изоляцией на участок изоляции длиной около 80 мм за охладителями накладывают слой увлажненного асбеста толщиной не менее 10 мм. Жилы кабеля, не подвергаемые сварке, защищают от нагрева и искр асбестовым картоном. 3.1.19. Сварочную проволоку для присадки нарезают на отрезки длиной около 1 м, протирают их чистой ветошью, смоченной в бензине или ацетоне, зачищают шлифовальной шкуркой, вновь протирают сухой ветошью и покрывают тонким слоем флюса, разведенного водой до пастообразного состояния. Вместо присадочных прутков из проволоки диаметром 4 мм и более могут быть использованы пучки скрученных проволок меньшего диаметра. 3.1.20. Перед началом сварки выполняют операции согласно указаниям пп. 3.1.4 и 3.1.5. 3.1.21. Рекомендуется вначале сваривать жилы, расположенные внизу, а затем расположенные вверху. 3.1.22. Пламя горелки должно равномерно разогревать стенки формы в зоне стыка жил, не задерживаясь на одном месте. После нагрева формы до красного цвета покрытую флюсом присадку вводят в литниковое отверстие и расплавляют до заполнения литника. 3.1.23. Расплав алюминия перемешивают мешалкой, не прекращая нагрева сварочной формы до полного расплавления проволок жилы в объеме сварочной ванны; перемешивание чередуют с добавлением присадки, всплывшие шлаки удаляют мешалкой. 3.1.24. При полном расплавлении проволок жилы в объеме сварочной ванны прекращают подогрев формы. Во время остывания расплава алюминия при необходимости добавляют присадку. Аналогично соединяют все жилы кабеля. 3.1.25. При соединении четырехжильных кабелей с нулевой жилой сечением 10 мм2 последнюю соединяют пайкой согласно указаниям разд. 4. 3.1.26. Сварку заканчивают согласно требованиям пп. 3.1.7 и 3.1.8. 3.1.27. После остывания формы и затвердения сварочной ванны клинья выбивают молотком и отделяют полуформы одну от другой. 3.1.28. Осматривают соединения; при наличии не более 1-2 неприваренных проволок их припаивают к монолиту припоем А, при большем количестве неприваренных проволок повторяют сварку. 3.1.29. Снимают защитный экран и охладители с жил кабеля и асбест с изоляции. 3.1.30. Литниковую прибыль удаляют клещами ПК-1М со специальными губками или спиливают ножовкой. При использовании клещей для жил сечением до 70 мм2 включительно литниковую прибыль целиком захватывают режущими губками и откусывают за один прием, для жил сечением 95 мм2 и более - за два приема (половина сечения прибыли за каждый прием); при выполнении второго надкуса после полного сведения рукояток клещей поворачивают их, что облегчает удаление прибыли. 3.1.31. Напильником запиливают острые края и неровности в месте основания литниковой прибыли закругляют кромки монолитной цилиндрической части сварного соединения. 3.1.32. Место соединения зачищают стальной щеткой, протирают тканью, смоченной в бензине или ацетоне, до полного удаления шлаков и опилок. При сварке проводов место соединения покрывают асфальтовым или другим влагостойким лаком и изолируют обычным способом.
Рис. 3.3. Установка сварочных форм и охладителей на жилах кабеля сечением 16-240 мм
СОЕДИНЕНИЕ И ОКОНЦЕВАНИЕ НАКОНЕЧНИКАМИ ЛС ЖИЛ СЕЧЕНИЕМ 300-1500 мм2
3.1.33. Для выполнения соединений применяют набор НСПУ, сварочные формы (ТУ 36-1699-77) ручную ножовочную рамку с ножовочным полотном для металла, плоский напильник длиной 200 мм с насечкой № 2, молоток массой 0,4-0,5 кг, плоскогубцы, стальную щетку, кисточку для нанесения флюса. 3.1.34. Кроме материалов, указанных в табл. 3.1, требуется сварочная проволока СвА5С или СвАК5 диаметром 8 мм (при ее отсутствии допускается использовать проволоку из повивов жил). 3.1.35. С концов жил удаляют изоляцию на длине: Сечение жилы, мм2 .................................. 300 400 500 625 800 1000 и 1500 Длина удаляемой изоляции, мм .......... 80 85 100 110 120 175 3.1.36. У оголенных жил с бумажной изоляцией удаляют маслоканифольный состав тканью, смоченной бензином или ацетоном. 3.1.37. Между прядями жилы кабелей АсВВ вплотную к срезу изоляции пропускают асбестовый шнур 1 диаметром 4 мм (рис. 3.4, а). У кабелей АСБ-1к и АСБ-2к отгибают контрольные жилы 9 (рис. 3.4, в). Радиус изгиба контрольной жилы должен быть не менее ее десятикратного диаметра, измеренного по изоляции. Зазоры между проволоками наружного повива жилы 5 кабеля, оставшиеся после отгибания контрольных жил, заполняют асбестовым шнуром или отрезками алюминиевой проволоки 10. Концы отрезков, обращенные к отогнутым контрольным жилам, спиливают напильником под углом 60°.
Рис. 3.4. Подготовка к пропано-кислородной сварке кабелей АсВВ (а, б) и АСБ-2к (в)
3.1.38. Сварочную форму выбирают по сечению соединяемых жил. В формы ФС 300...500 и ФС 625...800 при необходимости устанавливают разъемные стальные вкладыши, соответствующие сечению соединяемых жил. 3.1.39. С помощью кисточки внутренние поверхности формы покрывают мелом, разведенным водой до пастообразного состояния. 3.1.40. На концы соединяемых жил устанавливают сварочные полуформы 5 (рис. 3.4, б) так, чтобы стык жил находился в середине литникового отверстия, прижимают полуформы одну к другой и в направляющие 7 вставляют клинья 6. Легким постукиванием по клиньям молотком плотно прижимают поверхности полуформ одну к другой. Линию разъема в нижней части формы уплотняют асбестовым шнуром. 3.1.41. На оголенные участки жил на расстоянии 20-30 мм от среза изоляции устанавливают охладители 3 и плотно стягивают их на жиле болтами. 3.1.42. Бумажную изоляцию жил за охладителем обертывают сухой стеклолентой или асбестовым шнуром для защиты контрольных жил и изоляции от пламени горелки. На пластмассовую и резиновую изоляцию жил за охладителями накладывают слой размоченного в воде асбеста 2 толщиной не менее 10 мм на длине 100-120 мм. 3.1.43. Между охладителями и формой (вплотную к охладителям) устанавливают экраны 4 из асбестового картона. Жилы кабеля, не подвергаемые сварке, защищают от нагрева и искр асбестовым картоном. 3.1.44. Сварочную проволоку для присадки готовят в соответствии с указаниями п. 3.1.19. 3.1.45. Перед сваркой выполняют операции согласно пп. 3.1.4, 3.1.5; устанавливают рабочее давление пропана 0,15, кислорода 0,5 МПа. 3.1.46. При сварке пламя мундштуков должно быть направлено на стенки сварочной формы. Пламя горелки должно равномерно разогревать стенки формы в зоне сварочной ванны, не задерживаясь на одном месте. После нагрева формы до красного цвета присадку вводят в литниковое отверстие до заполнения литника расплавом алюминия, который перемешивают мешалкой, не прекращая нагрева. Убедившись в полном расплавлении проволок жил в объеме сварочной ванны, уменьшают пламя горелки и продолжают подогрев верхней части формы, одновременно вводя присадку для заполнения усадочной раковины. 3.1.47. По окончании сварки, в конце смены и при перерывах более 2 ч выполняют требования пп. 3.1.1 и 3.1.8. 3.1.48. Разборку и очистку соединений выполняют согласно требованиям пп. 3.1.27-3.1.32. 3.1.49. Контрольные жилы кабеля АСБ-800-2к соединяют пайкой (раздел 4).
СОЕДИНЕНИЕ И ОТВЕТВЛЕНИЕ ЖИЛ ПРОВОДОВ СУММАРНЫМ СЕЧЕНИЕМ 32-240 мм2 СПЛАВЛЕНИЕМ ПО ТОРЦАМ В ОБЩИЙ МОНОЛИТНЫЙ СТЕРЖЕНЬ
3.1.50. Для выполнения соединений применяют набор НСПУ, формы (приложение 10), плоский напильник длиной 200 мм с насечкой № 2, молоток массой 0,4-0,5 кг, плоскогубцы, стальную щетку, кисточку для нанесения флюса. Перечень необходимых материалов приведен в табл. 3.1. 3.1.51. С концов жил удаляют изоляцию: Сечение жилы, мм2 ............................................ До 32 Свыше 32 до 95 Свыше 95 до 240 Длина удаляемой изоляции, мм .................... 80 85 90 3.1.52. Форму подбирают по суммарному сечению соединяемых жил (применяют формы для ближайшего большего сечения). Внутренние поверхности формы покрывают мелом, разведенным водой до состояния густой пасты. 3.1.53. Концы жил 1 (рис. 3.5, а) вводят в форму 2 и уплотняют ее нижнюю часть асбестовым шнуром. Устанавливают охладитель 4, кладут его на опорную стойку и защищают асбестовым картоном 3. При необходимости в месте установки охладителя жилу уплотняют подмоткой из медной фольги. Присадку 5 (рис. 3.5, б) готовят согласно требованиям п. 3.1.19. 3.1.54. Горелку 6 зажигают согласно требованиям пп. 3.1.4, 3.1.5 и приступают к сварке.
Рис. 3.5. Пропано-кислородная сварка жил сплавлением по торцам
3.1.55. Сварку выполняют согласно требованиям пп. 3.1.22-3.1.24. Операция перемешивания сварочной ванны мешалкой показана на рис. 3.5, в; готовое соединение - на рис. 3.5, г. 3.1.56. Горелку гасят согласно требованиям пп. 3.1.7, 3.1.8. 3.1.57. По окончании сварки охладитель и форму снимают и зачищают поверхность соединения.
СТЕРЖНЕВОЕ ОКОНЦЕВАНИЕ ЖИЛ ПРОВОДОВ СЕЧЕНИЕМ 16-240 мм2 СПЛАВЛЕНИЕМ В МОНОЛИТ С ДОБАВКОЙ ЛЕГИРУЮЩИХ ПРИСАДОК
3.1.58. Для оконцевания применяют оборудование и инструмент, указанные в п. 3.1.50, материалы согласно табл. 3.1, а также проволоку диаметром 2-4 мм из алюминиевых сплавов СвАМг5, СвАК5 или АД35, используемую в качестве легирующей присадки для повышения твердости стержня при оконцевании. 3.1.59. С концов жил удаляют изоляцию: Сечение жилы, мм2 ........................................................ 16-35 50-95 120-140 Длина удаляемой изоляции ........................................ 70 75 80 3.1.60. Форму (приложение 10) подбирают по сечению оконцовываемой в монолит жилы. Внутреннюю поверхность формы покрывают мелом, разведенным водой до состояния густой пасты. 3.1.61. Конец жилы 2 (рис. 3.6) вводят в форму 1 на длину H: Сечение жилы, мм2 ........................................................ 16-35 50-95 120-140 H, мм .................................................................................. 20 25 30 Нижнюю часть формы уплотняют асбестовым шнуром 6. 3.1.62. Устанавливают охладитель 4, кладущего па опорную стойку и защищают асбестовым картоном 3. При необходимости в охладитель вставляют втулку 5, соответствующую сечению жилы. 3.1.63. Присадку готовят согласно требованиям п. 3.1.19. 3.1.64. Горелку зажигают согласно требованиям пп. 3.1.4, 3.1.5 и приступают к сварке.
Рис. 3.6. Закрепление жилы в охладителе при стержневом оконцевании
3.1.65. Сварку выполняют согласно требованиям пп. 3.1.22-3.1.24, обращая особое внимание на разогрев нижней части формы, где находится жила. 3.1.66. Горелку гасят согласно требованиям пп. 3.1.7, 3.1.8. 3.1.67. По окончании сварки охладитель и форму снимают и зачищают поверхность монолита.
ОКОНЦЕВАНИЕ ЖИЛ СЕЧЕНИЕМ 50-240 мм2 ПЛАСТИНАМИ ИЗ АЛЮМИНИЕВОГО СПЛАВА АД31Т1
3.1.68. Для оконцевания применяют набор НСПУ*, механизмы и инструмент для скругления секторных комбинированных и однопроволочных жил, указанные в разд. 2; пресс-клещи ПК-1М со специальными губками для откусывания литниковой прибыли или ручную ножовочную раму с ножовочным полотном для металла; плоский напильник длиной 200 мм с насечкой № 2; молоток массой 0,4-0,5 кг; плоскогубцы; стальную щетку; кисточку для нанесения флюса; формы ФО (ТУ 36-1699-77) и пластины из алюминиевого сплава АД31Т1; материалы согласно табл. 3.1. _____________________ * При большом объеме работ рекомендуется использовать большие баллоны: 40-150 (ГОСТ 949-73) для сжатого кислорода и 3-50 (ГОСТ 15860-70) для пропана.
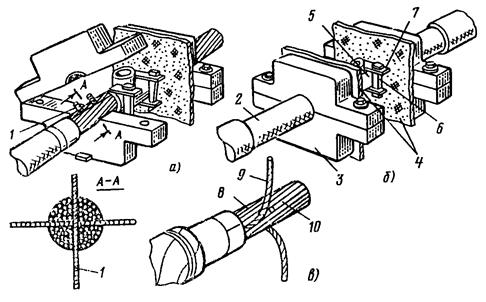
3.1.69. С концов жил сечением 50-95 мм удаляют изоляцию на длине 65 мм; 120-240 мм2 - на длине 70 мм. 3.1.70. Подготовку к сварке выполняют согласно требованиям пп. 3.1.12-3.1.15. Для оконцевания жил сечением 50 и 70 мм2 применяют форму ФО 50...70; жил сечением 95 и 120 мм2 - ФО 95...120; жил сечением 150, 185 и 240 мм2 - ФО 150...240 с использованием при необходимости стальных разъемных вкладышей, соответствующих сечению жил. 3.1.71. В пластине просверливают отверстия в соответствии с отверстиями на выводах подключаемого электрооборудования и зачищают пластину стальной щеткой. 3.1.72. Конец жилы 1 (рис. 3.7, а) и пластину 3 вводят в сварочную форму 2 таким образом, чтобы стык между ними находился в середине литникового отверстия. Полуформы струбциной прижимают одну к другой и в направляющие 5 вставляют клинья 4 (рис. 3.7, б). Легким постукиванием молотка по клиньям плотно (без зазоров) прижимают поверхности полуформ одну к другой. На секторные однопроволочные жилы вплотную к торцу формы накладывают уплотнение - 2-3 слоя асбестового шнура на длине 6-7 мм.
Рис. 3.7. Оконцевание жил сечением 50-240 мм2 пластиной из сплава АД31Т1: а, б - подготовка к сварке; в - нагрев формы, введение присадочного металла и перемешивание сварочной ванны; г - готовое соединение 1 - жила, 2 - сварочная форма; 3 - пластина из алюминиевого сплава; 4 - клин; 5 - направляющие; 6 - охладитель; 7 - тепловой экран; 8 - мешалка; 9 - присадочный пруток
3.1.73. Жилу располагают горизонтально и устанавливают на ней охладитель 6 (рис. 3.7, в). Между охладителем и формой вплотную к охладителю помещают тепловой экран 7 из асбестового картона. 3.1.74. Операции по подготовке к оконцеванию, сварке и разборке соединения выполняют согласно требованиям пп. 3.1.18-3.1.32. Готовое оконцевание показано на рис. 3.7, г.
ОКОНЦЕВАНИЕ ЖИЛ СЕЧЕНИЕМ 300-1500 мм2 ПЛАСТИНАМИ ИЗ АЛЮМИНИЕВОГО СПЛАВА АД31Т1
3.1.75. Для оконцевания применяют набор НСПУ; плоский напильник длиной 200 мм с насечкой № 2; молоток массой 0,4-0,5 кг; стальную щетку; кисточку для нанесения флюса; сварочные формы по ТУ 36-1699-77; сварочную проволоку СвА5С или СвАК5 диаметром 8 мм (при ее отсутствии допускается использовать проволоку из повивов жил); материалы согласно табл. 3.1 и пластины из алюминиевого сплава АД31Т1: Размер пластины, мм .............................. 10´60´100 10´80´150 10´100´170 12´100´170 Сечение оконцовываемых жил, мм .... 300; 400; 500 625; 800 1000 1500 3.1.76. С концов жил сечением 300, 400 и 500 мм2 удаляют изоляцию на длине 160 мм; 625 и 800 мм - на длине 170 мм; 1000 и 1500 мм - на длине 145 мм для кабелей 10 кВ и 200 мм для кабелей до 1 кВ. 3.1.77. Подготовительные операции выполняют согласно требованиям пп. 3.1.34, 3.1.35. 3.1.78. Сварочную форму ФО выбирают по сечению оконцовываемых жил; для флажкового оконцевания жил сечением 1000 и 1500 мм2 применяют формы ФОф1000 и ФОф1500. В сварочные формы ФО 300 ... 500 и ФО 625 ... 800 при оконцевании жил сечением 300, 400 и 625 мм2 устанавливают разъемные стальные вкладыши, соответствующие сечению оконцовываемых жил. 3.1.79. Внутренние поверхности формы покрывают мелом, разведенным водой до пастообразного состояния. 3.1.80 При продольном оконцевании (рис. 3.7) конец жилы и пластину вводят в форму таким образом, чтобы стык между ними находился в середине литникового отверстия; полуформы прижимают орлу к другой и в направляющие вставляют клинья. Постукиванием по клиньям молотком полуформы плотно прижимают одну к другой и линию разъема в нижней части формы уплотняют.
Рис. 3.8. Оконцевание жил сечением 300- 1500 мм2 пластиной из сплава АД31Т1: 1 - присадочный металл; 2 - пропано-кислородная горелка; 3 - сварочная форма; 4 - пластина; 5 - защитный экран; 6 - охладитель; 7 - жила, защищенная асбестом
3.1.81. При флажковом оконцевании конец жилы вводят в цилиндрическую часть формы так, чтобы торец жилы совпадал с верхней плоскостью формы, а в плоскую часть формы вводят пластину вплотную к поверхности жилы. Полуформы прижимают одну к другой и в направляющие вставляют клинья. Постукиванием по клиньям молотком плотно прижимают полуформы одну к другой. 3.1.82. Дальнейшие операции выполняют согласно требованиям пп. 3.1.7, 3.1.1; 3.1.27-3.1.32; 3.1.41-3.1.46. Рабочий момент сварки покачан на рис. 3.8.
ОТВЕТВЛЕНИЕ ОТ ЖИЛ СЕЧЕНИЕМ 800-1500 мм2
3.1.83. Для ответвления применяют набор НСПУ; плоский напильник длиной 200 мм с насечкой № 2; молоток массой 0,4-0,5 кг; стальную щетку; кисточку для нанесения флюса; ручную ножовочную рамку с ножовочным полотном для металла; сварочные формы ФАк 800 ... 1000, ФАк 1000 ... 1500, ФАп 1000 и ФАп 1500; материалы согласно табл. 3.1 и п. 3.1.34; при выполнении ответвления пластиной - пластины из алюминиевого сплава размерами 10´80´150 и 10´100´170 мм. 3.1.84. С жил удаляют изоляцию на длине по 120 мм от середины ответвления для жил сечением 800 и 1000 мм2 и по 160 мм для жил сечением 1500 мм2. С оголенных участков жил с бумажной изоляцией удаляют маслоканифольный состав ветошью, смоченной бензином или ацетоном. 3.1.85. При ответвлении от жил кабеля АсВВ между прядями жилы пропускают асбестовый шнур диаметром 4 мм (рис. 3.4, а, разрез А-А) и плотно прижимают его к срезу изоляции по обе стороны от места ответвления. 3.1.86. Сварочные формы выбирают согласно табл. 3.2. При ответвлении от кабеля сечением 1000 мм2 кабелем сечением 800 мм2 и от кабеля сечением 1500 мм2 кабелем сечением 1000 мм2 в сварочные формы ФАк 800 ... 1000 и ФАк 1000 ... 1500 устанавливают разъемные стальные вкладыши. 3.1.87. Внутренние поверхности форм покрывают мелом, разведенным водой до пастообразного состояния. 3.1.88. Форму устанавливают на жилу так, чтобы середина литникового отверстия формы совпадала с серединой ответвления. Ответвляемый кабель или пластину вводят в форму вплотную к повивам жилы кабеля, от которого выполняют ответвление. Полуформы прижимают одну к другой и в направляющие вставляют клинья. Легким постукиванием по клиньям молотком плотно прижимают поверхности полуформ одну к другой.
Таблица 3.2
3.1.89. Охладители устанавливают на оголенный участок жилы на расстоянии 5-7 мм от конца формы и плотно сжимают их на жиле болтами. 3.1.90. Изоляцию кабеля защищают от нагрева и готовят присадку согласно требованиям пп. 3.1.19 и 3.1.42. 3.1.91. Горелку зажигают и регулируют ее пламя согласно требованиям п. 3.1.45. 3.1.92. Сварку выполняют и прекращают, а также разбирают соединения согласно требованиям пп. 3.1.7, 3.1.8; 3.1.27-3.1.32; 3.1.46.
ТЕРМИТНАЯ СВАРКА
СОЕДИНЕНИЕ ЖИЛ КАБЕЛЕЙ ДО 10 кВ, СЕЧЕНИЕМ 16-240 мм2
3.2.1. Для выполнения соединений применяют: а) набор НСПУ; б) пресс-клещи ПК-1М или ручную ножовочную рамку с ножовочным полотном для металла; в) слесарное зубило длиной 125 мм с лезвием шириной 10 мм; г) отвертку длиной 200 мм с лезвием шириной 9 мм; д) конопатку с полукруглым лезвием шириной 8 мм; е) плоский напильник длиной 200 мм с насечкой № 2; ж) молоток массой 0,4-0,5 кг; з) плоскогубцы; и) кисточку для нанесения флюса. Перечень необходимых материалов приведен в табл. 3.3.
Таблица 3.3
3.2.2. Перед сваркой выполняют следующие подготовительные операции*: подбирают термитные патроны по сечению свариваемых жил; покрывают внутреннюю поверхность кокиля термитного патрона слоем мела, разведенного водой до пастообразного состояния; слой мела следует высушить до начала сварки; собирают термитные патроны, для чего вводят кокиль с двумя алюминиевыми колпачками (в термитных патронах ПА-300-ПА-800 вместо колпачков применяют втулки) в муфель таким образом, чтобы литниковые отверстия кокиля и муфеля были расположены соосно. __________________ * Указанные операции рекомендуется выполнять заблаговременно в мастерской.
3.2.3. С концов жил удаляют изоляцию на длине: Сечение жилы, мм ....................................... 16-50 70; 95 120; 150 185; 240 Длина удаляемой изоляции, мм .............. 45 50 55 60 3.2.4. У жил с бумажной изоляцией маслоканифольный состав удаляют ветошью, смоченной бензином или ацетоном. 3.2.5. Жилы зачищают до блеска щеткой из кардоленты и протирают тканью, смоченной бензином или ацетоном. 3.2.6. Покрывают жилы тонким слоем флюса, разведенного водой до пастообразного состояния. 3.2.7. Внутренние поверхности алюминиевых колпачков, входящих в комплект термитных патронов, зачищают до блеска и насаживают колпачки на концы соединяемых жил. При жировых загрязнениях колпачки протирают тканью, смоченной бензином или ацетоном. 3.2.8. Комбинированные и многопроволочные секторные жилы предварительно скругляют плоскогубцами. При соединении секторных однопроволочных жил вместо алюминиевых колпачков применяют секторные втулки А. При отсутствии секторных втулок допускается использовать колпачки; секторные жилы на участке насадки колпачка следует запилить напильником так, чтобы они свободно входили в колпачок. 3.2.9. Свободное пространство между стенками колпачка и жилой заполняют отрезками присадки. 3.2.10. Сварочную проволоку для присадки нарезают на отрезки длиной 0,5-1 м, протирают их чистой ветошью, смоченной бензином или ацетоном, зачищают щеткой из кардоленты или шлифовальной шкуркой и протирают чистой сухой ветошью. При сварке жил сечением до 50 мм2 включительно применяют присадочный пруток из одной проволоки диаметром 2 мм, при сварке жил больших сечений предварительно свивают две-четыре проволоки. Присадку покрывают тонким слоем флюса, разведенного водой до пастообразного состояния. 3.2.11. Термитный патрон напевают на слегка отогнутую в сторону жилу и сдвигают на расстояние, равное длине патрона; соединяют торцы жил и сдвигают патрон обратно таким образом, чтобы стык жил находился в центре литникового отверстия. Жилы, как правило, устанавливают в патроне без зазора, однако допускается зазор 2-3 мм. Патроны устанавливают на всех соединяемых жилах. 3.2.12. Зазор между жилой 1 (рис. 3.9, а) и кокилем 3 термитного патрона уплотняют асбестовым шнуром 4. 3.2.13. Дальнейшие подготовительные операции проводят согласно пп. 3.1.16-3.1.18. 3.2.14. В литниковое отверстие термитного патрона вводят присадочный пруток 5, конец прутка складывают несколько раз для увеличения массы присадки, вводимой в начале сварки. 3.2.15. Муфель 6 термитного патрона поджигают термитной спичкой 9, плотно прижав ее к торцу муфеля. Сварку рекомендуется начинать с жилы, расположенной вверху разделки. 3.2.16. После окончания горения муфеля в литниковое отверстие вводят мешалку 10 и перемешивают расплавленный металл сварочной ванны для удаления газов и шлака (рис. 3.9, б). При необходимости в литниковое отверстие добавляют присадку. Расплавление жил контролируют мешалкой (рис. 3.9, в), которая должна свободно доходить до дна кокиля. 3.2.17. После застывания металла в литниковом отверстии муфель скалывают зубилом 12 с помощью молотка 11 (рис. 3.9, г) и удаляют кокиль, отогнув его края отверткой 13, конец которой вставляют в зазор между кромками кокиля (рис. 3.9, д). 3.2.18. Остальные операции производят согласно требованиям пп. 3.1.29-3.1.32; удаление литниковой прибыли клещами ПК-1М показано на рис. 3.9, е.
Рис. 3.9. Термитная сварка алюминиевых жил кабелей до 10 кВ сечением 16-240 мм2: 1 - жила; 2 - защитный экран; 3 - кокиль; 4 - асбестовый шнур; 5 - присадочный пруток; 6 - муфель; 7 - колпачок; 8 - охладитель; 9 - термитная спичка; 10 - мешалка; 11 - молоток; 12 - зубило; 13 - отвертка
СОЕДИНЕНИЕ ЖИЛ КАБЕЛЕЙ 20 И 35 кВ, СЕЧЕНИЕМ 25-185 мм2
3.2.19. Для выполнения соединений применяют принадлежности и инструмент, перечисленный в п. 3.2.1; соединительные гильзы (приложение 11), используемые вместо алюминиевых колпачков, входящих в комплект термитных патронов. Перечень материалов приведен в табл. 3.3.
Рис. 3.10. Подготовка алюминиевых жил кабелей 20 и 35 кВ сечением 25-185 мм2 к термитной сварке
3.2.20. С концов жил, соединяемых в муфтах СЛО и СЭО, удаляют изоляцию на длине 70 мм. 3.2.21. Остальные операции по подготовке, сварке и разборке соединения выполняют согласно требованиям пп. 3.2.2-3.2.18. Кокиль 3 (рис. 3.10) уплотняют асбестовым шнуром 4, наматываемым на выступающие концы кокиля и гильзы 2, а также на жилу 1.
СОЕДИНЕНИЕ ЖИЛ СЕЧЕНИЕМ 300-800 мм2
3.2.22. Для выполнения соединения применяют набор НСПУ, ручную ножовочную рамку с ножовочным полотном для металла; щетку из кардоленты или стальную; банку с крышкой и кисточку для нанесения флюса; мешалку из стальной проволоки; инструмент, перечисленный в п. 3.2.1, в-з. Перечень материалов приведен в табл. 3.3 (пп. 1, 3-11). 3.2.23. Подготовительные операции выполняют согласно требованиям п. 3.2.2. С концов жил удаляют изоляцию на длине: Сечение жилы, мм ....................................... 300 400 500 625 800 Длина удаляемой изоляции, мм .............. 80 85 100 110 120 3.2.24. Дальнейшие подготовительные операции выполняют согласно требованиям пп. 3.2.4-3.2.7; 3.2.10-3.2.12; устанавливают и закрепляют нижние половинки охладителя на соединительной планке, скрепленной со стойкой. Охладители закрепляют на жилах, следя за тем, чтобы жилы были плотно зажаты. 3.2.25. Перед сваркой жил сечением 625 и 800 мм2 на боковую поверхность патронов по обе стороны от литникового отверстия накладывают тепловую изоляцию - ленты из асбестового картона шириной 25-30 мм, стянутые бандажами из стали толщиной 1-1,5 мм. 3.2.26. При наличии контрольных жил их отгибают, как показано на рис. 3.4, в, и соединяют пайкой после сварки основной жилы (разд. 4). 3.2.27. Сварку и разборку соединения выполняют согласно требованиям пп. 3.2.14-3.2.18.
СОЕДИНЕНИЕ И ОТВЕТВЛЕНИЕ ЖИЛ ПРОВОДОВ СУММАРНЫМ СЕЧЕНИЕМ 70-240 мм2 СПЛАВЛЕНИЕМ ПО ТОРЦАМ
3.2.28. Для выполнения соединений и ответвлений применяют принадлежности и инструмент, перечисленные в пп. 3.2.1 а, в-з, материалы - согласно табл. 3.3 (пп. 3-9, 11) и термитные патроны ПАТ. Маркировка патронов соответствует максимальному суммарному сечению свариваемых проводов. 3.2.29. С концов жил удаляют изоляцию на длине: Сечение жилы, мм ................................................... 70 95; 120 150; 185 240 Длина удаляемой изоляции, мм .......................... 80 90 95 100 3.2.30. Жилы зачищают до блеска щеткой из кардоленты и протирают тканью, смоченной бензином или ацетоном. 3.2.31. Концы жил соединяют в общий пучок и плотно связывают у обреза изоляции временным бандажом из двух-трех витков стальной проволоки; плоскогубцами придают пучку круглую форму. 3.2.32. Жилы покрывают флюсом, подготавливают и насаживают на жилы втулки согласно требованиям пп. 3.2.6, 3.2.7 и 3.2.9. 3.2.33. Присадку готовят согласно требованиям п. 3.2.10. 3.2.34. Термитный патрон 1 (рис. 3.11) надевают на жилы, оконцованные алюминиевой втулкой 2 так, чтобы нижняя часть кокиля 5 выступала за край втулки не менее чем на 7 мм. Кокиль уплотняют подмоткой жил асбестовым шнуром 8, которую сдвигают в зазор между жилами и кокилем. 3.2.35. Временный бандаж удаляют и устанавливают охладитель 7 на сложенные вместе жилы. 3.2.36. Муфель поджигают термитной спичкой; одновременно с началом горения муфеля в кокиль патрона вводят присадочный пруток 4. После расплавления концов жил плавно перемешивают сварочную ванну мешалкой и добавляют присадку до заполнения кокиля. 3.2.37. После застывания металла муфель скалывают, снимают кокиль и зачищают соединение.
Рис. 3.11. Термитная сварка алюминиевых проводов сплавлением по торцам: 1 - термитный патрон; 2 - алюминиевая втулка; 3 - жилы; 4 - присадочный пруток; 5 - кокиль; 6 - асбестовая подкладка; 7 - охладитель; 8 - асбестовый шнур
ОКОНЦЕВАНИЕ ЖИЛ СЕЧЕНИЕМ 300-800 мм2 НАКОНЕЧНИКАМИ ЛС
3.2.38. Для оконцевания применяют набор НСПУ; принадлежности и инструмент, перечисленные в пп. 3.2.1, в-з; ручную ножовочную рамку с ножовочным полотном для металла; щетку из кардоленты или стальную; банку с крышкой и кисточку для нанесения флюса; наконечники ЛС; материалы согласно табл. 3.3 (пп. 1, 3-11). 3.2.39. Подготовительные операции выполняют согласно требованиям пп. 3.1.37; 3.2.2; 3.2.4-3.2.7; 3.2.10. Стержневую часть наконечника зачищают до блеска, покрывают тонким слоем флюса, предварительно разведенного водой до пастообразного состояния, и насаживают на нее алюминиевую втулку термитного патрона. Стержневую часть наконечника зачищают до блеска, покрывают тонким слоем флюса, предварительно разведенного водой до пастообразного состояния, и насаживают на нее алюминиевую втулку термитного патрона.
Рис. 3.12. Приварка стержневых наконечников ЛС к жилам кабелей сечением 300-800 мм2
3.2.40. Термитный патрон 2 (рис. 3.12, в) устанавливают на жилу 3 и стержневую часть наконечника 4 таким образом, чтобы их стык находился в центре литникового отверстия. 3.2.41. Кокиль термитного патрона уплотняют асбестовым шнуром 1 согласно требованиям п. 3.2.12. 3.2.42. Нижние половины охладителей 5 (рис. 3.12, б) закрепляют на соединительной планке 7. Под охладитель, установленный на жиле кабеля (провода), подкладывают прямоугольную прокладку 6, толщина которой равна половине толщины контактной пластины наконечника, для выравнивания осей кабеля и наконечника. 3.2.43. Жилу и наконечник закрепляют в охладителях. 3.2.44. Выполняют операции, указанные в пп. 3.1.17 и 3.2.25. 3.2.45. Сварку и разборку соединений выполняют согласно требованиям пп. 3.2.14-3.2.18.
ДУГОВАЯ СВАРКА
ОКОНЦЕВАНИЕ ЖИЛ СЕЧЕНИЕМ 16-240 мм2 НАКОНЕЧНИКАМИ А
3.3.1. Наконечники А предназначены для оконцевания жил проводов и кабелей с пластмассовой или резиновой изоляцией аргонодуговой сваркой полуавтоматом или неплавящимся вольфрамовым электродом. 3.3.2. Для оконцевания полуавтоматической аргонодуговой сваркой применяют: а) полуавтомат ПРМ с источником питания ПСГ-500, ВДГ-301 и др. постоянного тока с жесткой внешней характеристикой; б) оснастку (сопла с ловителем и охладители); в) приставку к полуавтомату ПРМ для регулирования цикла сварки; г) плоский напильник длиной 200 мм с насечкой № 2; д) плоскогубцы; е) стальную щетку; ж) баллон 40-150 для сжатого аргона. 3.3.3. Для оконцевания применяют материалы: а) сварочную проволоку СвАК5 диаметром 2 мм; б) газообразный аргон; в) бензин Б-70 или ацетон; г) обтирочную ветошь; д) наконечники А (приложение 12). 3.3.4. С концов жил удаляют изоляцию на длине: Сечение жилы, мм2 ...................................... 16-25 35-50 70-95 120-150 185-240 Длина удаляемой изоляции, мм .............. 25 30 35 40 45 3.3.5. Жилы зачищают, сварочную проволоку подвергают химической обработке согласно указаниям приложения 13. 3.3.6. Полуавтомат ПРМ и приставку включают в электрическую сеть и приводят в рабочее состояние.
Рис. 3.13. Приварка наконечников А к жилам кабелей полуавтоматом ПРМ (а) и ручной аргонодуговой сваркой (б)
3.3.7. Обратный сварочный провод 3 (рис. 3.13, а) от вывода "минус" источника питания присоединяют к контактной лапке охладителя 4. 3.3.8. Режим сварки устанавливают по табл. 3.4 в соответствии с сечением оконцовываемой жилы. Правильность режима проверяют на отдельных образцах. 3.3.9. На оконцовываемую жилу 1 надевают наконечник 2 и закрепляют их в охладителе вертикально. 3.3.10. Горелку 5 полуавтомата устанавливают в охладитель с помощью скобы 7, имеющейся на сопле 6, таким образом, чтобы сопло находилось над закрепленной жилой кабеля. 3.3.11. Нажимают пусковую кнопку на рукоятке сварочной горелки. После окончания цикла кнопку отпускают, снимают горелку, раскрывают охладитель и освобождают жилу с приваренным наконечником. При правильно выбранном режиме сварки зачистка оконцевания после сварки не требуется.
Таблица 3.4
3.3.12. Оконцовывать жилы наконечниками А можно полуавтоматической сваркой без регулятора цикла сварки, а также ручной аргонодуговой сваркой вольфрамовым электродом (рис. 3.13, б). В этом случае используют пониженный режим сварки, который подбирают на пробных образцах; сварочный ток к наконечнику подводят электрододержателем 8.
ОКОНЦЕВАНИЕ ЖИЛ СЕЧЕНИЕМ 300-1500 мм2 НАКОНЕЧНИКАМИ Л
3.3.13. Оконцевание жил наконечниками Л осуществляется полуавтоматической аргонодуговой сваркой; допускается дуговая сварка угольным электродом. 3.3.14. Для оконцевания дуговой сваркой неплавящимся угольным электродом применяют: а) однопостовой источник питания постоянного сварочного тока с падающей внешней характеристикой: сварочные преобразователи ПСО-300, ПСО-500 или сварочные выпрямители ВД-301, ВД-302; б) электрододержатель (приложение 14); в) формующее приспособление (приложение 15); г) напильник, плоскогубцы, стальную щетку; д) охладители из набора НСПУ. 3.3.15. Для оконцевания применяют материалы: а) сварочную проволоку СвАК5 диаметром 4 мм для оконцевания жил сечением 300-500 мм2 и диаметром 8 мм - для жил сечением 625-1500 мм2; б) сварочные угли или электроды из отходов графитированных анодов (приложение 17); в) флюс ВАМИ; г) асбестовый картон толщиной 2-4 мм; д) асбестовый шнур диаметром 2 и 4 мм; е) наконечники Л; ж) бензин Б-70 или ацетон; з) обтирочную ветошь. 3.3.16. С концов жил удаляют изоляцию на длине: Сечение жилы, мм2 ......................................... 300-400 500-800 1000-1500 Длина удаляемой изоляции, мм ................. 125 135 155 3.3.17. У жил с бумажной изоляцией удаляют маслоканифольный состав ветошью, смоченной бензином или ацетоном. 3.3.18. Выполняют операции, указанные в пп. 3.1.19, 3.1.41-3.1.43. 3.3.19. Жилу 1 (рис. 3.14, а) закрепляют вертикально, надевают на ее конец наконечник 3, устанавливают на него формующее приспособление 7 и защищают контактную часть наконечника асбестовым картоном 4. 3.3.20. При сварке угольным электродом 5 к охладителю 2 присоединяют сварочный провод от вывода "плюс" источника питания. 3.3.21. Сварку выполняют при токе 150-200 А. Дугу возбуждают на торце жилы и медленно перемещают по спирали к центру жилы, расплавляя проволочки жилы и гильзу наконечника до образования монолита. Сварочную ванну перемешивают и очищают от шлака присадочным прутком 6. Дугу следует направлять на расплавленный металл, не поджигая проволочек жилы. 3.3.22. После остывания металла формующее приспособление и охладитель удаляют, зачищают сварное соединение стальной, щеткой, протирают ветошью, смоченной бензином или ацетоном, и запиливают неровности шва напильником. 3.3.23. При аргонодуговой сварке полуавтоматом ПРМ 8 (рис. 3.14, б) необходимы оборудование, инструмент и материалы, перечисленные в пп. 3.3.2 а, г-ж; 3.3.3 а-г; 3.3.14 в, д и 3.3.15 г, д, ж. 3.3.24. Подготовительные операции выполняют согласно требованиям пп. 3.1.41-3.1.43, 3.3.5, 3.3.16, 3.3.17 и 3.3.19. 3.3.25. К охладителю присоединяют сварочный провод от вывода "минус" источника питания. 3.3.26. Сварку выполняют при токе 150-180 А (скорость подачи электродной проволоки 0,05-0,07 м/с, напряжение на дуге 17-19 В, расход аргона 12-15 л/мин). Сварочную дугу возбуждают на торце жилы и медленно перемещают по спирали к центру жилы, контролируя правильность формирования сварного шва и плавление проволочек жилы. Сварку заканчивают в центре сварного соединения.
Рис. 3.14. Приварка наконечников Л к жилам кабелей сваркой угольным электродом (а) и полуавтоматом ПРМ (б)
3.3.27. После остывания металла формующее приспособление удаляют, соединение при необходимости зачищают стальной щеткой и запиливают неровности шва напильником. Сведения о расходе материалов при сварке приведены в приложении 16.
|
Последнее изменение этой страницы: 2019-04-10; Просмотров: 404; Нарушение авторского права страницы