|
Архитектура Аудит Военная наука Иностранные языки Медицина Металлургия Метрология Образование Политология Производство Психология Стандартизация Технологии |
|
|
Архитектура Аудит Военная наука Иностранные языки Медицина Металлургия Метрология Образование Политология Производство Психология Стандартизация Технологии |
ТЕХНОЛОГИЧЕСКАЯ ЧАСТЬ ПРОЕКТАСтр 1 из 3Следующая ⇒
РАСЧЕТ КОЛИЧЕСТВА ОБОРУДОВАНИЯ ПЕЧНОГО ПРОЛЕТА Количество завалочных кранов печного пролета определяем по формуле:[3]
где А1,2 – число плавок в сутки для ДСП -150, b1,2 – коэффициент использования кранов, b=0,8 для ДСП -150, k1,2 – коэффициент неравномерности, (k=1.0 – 1.1) k=1 для ДСП -150, e1,2 – задолженность крана на одну плавку, мин. для ДСП -150, Задолженность крана печного пролета на плавку определяем по следующим данным табл. 3.2. Таблица 3.2 Задолженность крана печного пролета
Число плавок, выпускаемых в сутки при работе печи А1=24/1.1=22 плавок/сутки; Необходимое количество кранов печного пролета nk=(22*40*1)/1440*0.8=0.76шт; Принимаем один кранов печного пролета Расчет завалочных машин Расчет необходимого числа мульдозавалочных машин производится аналогично расчету количества завалочных кранов. Задолженность завалочной машины рассчитывается по формуле[3]: число мульд
где mM – расход материалов на одну плавку, т/пл; VM – объем мульды, VM = 0,6...0,7 м3; r – средняя плотность заваливаемых материалов, т/м ; Sti, tj – затраты времени на выполнение отдельных операций, определяемые по следующим данным: Таблица 3.3 - Затраты времени на выполнение отдельных операций.
Расход сыпучих материалов, заваливаемых в печь мульдами, принимаем 11 кг/т, или 11*150=1650 кг/плавку при насыпной плотности r=1,1 т/м3. Число мульд, заваливаемых на плавку, составит:
Задолженность завалочной машины
Необходимое число завалочных кранов
nзм=22*40*1/1440*0.8=0,76 шт Принимаем один завалочный кран. Количество весовых тележек при коэффициенте использования b=0,8 рассчитывается по формуле: где nЗ = 1 шт – количество запасных тележек. Таблица 3.5 - Задолженность весовой тележки на одну плавку
Необходимое количество весовых тележек составит nвт=22*38/1440*0.8=0,73 шт Принимаем одну весовую тележку. Число контейнеров nк, необходимое для загрузки и хранения шихты, рассчитывается по формуле: где G – вместимость печей (G=gМЗ=129,6+108=237,6 т), tк – время оборота одного контейнера, ч (2 ч.); k – коэффициент запаса контейнеров, k == 1,05...1,25; mк – вместимость контейнера, принимаем mк = 80; b – коэффициент использования контейнеров, принимаем b=0,5. Принимая время оборота одного контейнера tк = 4ч, находим величину nк: Оригинал nк=22*180*4*1.25/1440*0.5=7.8 (45 по моим подсчетам) Мои цифры nк=22*180*4*1.25/1440*0.5=27,5 Принимаем 8 контейнеров. Расчет размеров площадки для хранения контейнеров. Половина контейнеров находится в обороте, остальная часть располагается на лощадке ранения контейнеров шихтового пролета. Суммарную длину площадки для хранения контейнеров рассчитываем по формуле: где а=3 м – сторона основания контейнера с учетом места для обслуживания, осмотра контейнера, проведения грузозахватных операций; b – ширина площадки и закромов для рассыпной шихты, целесообразно принять b=1,5 м. l=9*8/1/5=48 м Объем бункеров Для ДСП - в печном пролете предусмотрено сооружение из 15 бункеров[3]: 5 бункеров объемом по 80 м3; 4 бункера объемом по 40 м3; 6 бункеров объемом по 20 м3; В печном пролете, вдоль колон предусмотрено сооружение из 14 бункеров для шлакообразующих, заправочных материалов и ферросплавов, работающих с ДСП-150т. Бункеры имеют объем по 20 м3 каждый. Материалы подаются в бункера из отделения подготовки сыпучих и ферросплавов по системе конвейеров. Подача материалов в печь производится при помощи бросковой машины. Также предусмотрено 6 бункеров возле ДСП-150т: 2бункера в печном пролете объемом по 6 м3 каждый (для отдачи материалов в печь через свод) и 4 бункера в разливочном пролете объемом по 6 м3 каждый (для отдачи материалов в ковш при выпуске металла из печи[3]. Загрузка бункеров производится при помощи самораскантовывающегося контейнера подвешенного на мостовом кране. Общий объем бункеров составляет 14*20+6*6=316 м3. Расчет необходимого объема бункеров для хранения шихтовых материалов (V) определяют по формуле, м3[3]: V = ( Q с K 3 ) / gh , где Qc - суточный расход материала, т/сут; g- величина насыпной массы материала в бункере, t/m3; k 3 - норма запаса материала в бункере, число суток; h - коэффициент заполнения бункера, равный 1,2 для металлической шихты и 0,8 для сыпучих материалов. Таблица3.6 –Запас материалов на 2-е суток
Расчет количества МНЛЗ Требуемое число МНЛЗ[3], NМНЛЗ =Пц/ Пм: где Пц – производительность цеха, т/год; Пм – производительность одной МНЛЗ, т/год; Производительность одной МНЛЗ: Пм=mпл*nпл*N, где mпл – масса металла одной плавки в ковше, т; nпл – число разливаемых плавок на одной МНЛЗ в сутки, плавок/сут; N – число рабочих суток в году; обычно N:= 320...345 сут/год. Число плавок, разливаемых на одной МНЛЗ nпл =1440/tц =1440/iпл *tр+tn. где iпл – число плавок, разливаемых за период одного цикла разливки, в ЭСПЦ, iпл 50-70;≈60 tц – продолжительность одного цикла разливки, мин; tц = iпл *tр+tn. где tр – длительность разливки стали на МНЛЗ, мин; tn – продолжительность подготовки МНЛЗ к плавке, мин. где kЗД – коэффициент задержки хода разливки; обычно kЗД = 0,9; nРЧ – число ручьев МНЛЗ (криволинейные и радиальные слябовые 2-ручьевые, радиальные для сортовых заготовок имеют от 4 до 6-8 ручьев), шт.; F – площадь поперечного сечения слитка, м2 ; V – линейная скорость разливки, м/мин; r – плотность литой стали, т/м3. Используем для разливки в сортовые заготовки и шести ручьевую, радиальную МНЛЗ. Сечение заготовки Р = 150x150 = 0,150x0,150 = 0,0225 м2. Продолжительность разливки составит:
Величина tр лимитируется временем охлаждения металла в ковше и стойкостью ковшевых огнеупоров. где А, В и С – эмпирические коэффициенты, для ковшей емкостью 10-400 т соответственно составляют 12; -0,3 и -12. Находим tр':
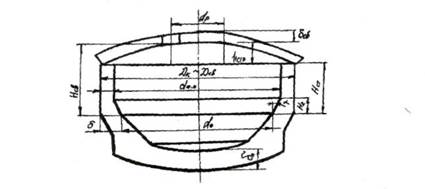
что превышает расчетную продолжительность. Линейную скорость разливки металла для сортовых заготовок по литературным данным принимаем равной 2,6 м/мин (разливка низколегированных сталей). Время подготовки сортовых МНЛЗ к приему плавки tп=30 + 3nрч+7iпл, слябовых: tп=50 + 3nрч+7iпл. Время подготовки МНЛЗ к приему плавки составит ti =30 + 3 . 6 + 7 . 1 = 55 мин. Продолжительность цикла разливки тц =60 . 52 + 55 = 3175 мин. (2 дня 4 часа 55 мин.) Число плавок, разливаемых в сутки на одной МНЛЗ, составит. ti=1440/40=36шт Производительность одной МНЛЗ ПМ = 150 . 36. 320= 1728000т/год. ≈1,72 млн. т/год. Требуемое число МНЛЗ Nмнлз=1710526/1728000=0.98,принимаем 1 МНЛЗ ТЕХНОЛОГИЧЕСКАЯ ЧАСТЬ ПРОЕКТА 3.1.Определение размеров 150 т печи Расчет ведем для дуговой электросталеплавильной печи номинальной емкостью 150 т. Объем ванны. Одна тонна жидкой стали занимает объем 0,14 м3, одна тонна жидкого шлака -0,333 м3 . Кратность шлака Ршлака/Рстали=0,07 Следовательно, ванна после капитального ремонта должна иметь объем: (150х0,14)+(150х0,07х0,333)=24.5 м3. Глубина и диаметр ванны. Примем следующие условия: - форма ванны – сфероконическая (рис.3.1)[2]; -уровень шлака в окислительный период плавки совпадает с уровнем порога загрузочного окна и с уровнем нижней кромки выпускного отверстия; - отношение диаметра зеркала ванны к глубине ванны D/H =5 - высота сферической части ванны h1=0,2К[ 2].
Рисунок.-3.1. Расчет ванны ДСП с обозначениями принятыми в тексте
Рисунок.3.2. Профиль рабочего пространства и футеровки ДСП с обозначениями, принятых по тексту. Объем ванны равен сумме объемов усеченного конуса и шарового сегмента: Vв =πh2 /3(R2+rR+r2)+ π h1(r2/2+h12/6), м3 (3.1) где: R –радиус зеркала ванны на уровне порога; r - радиус шарового сегмента; h2 – высота усеченного конуса. Так как по условию D=5H; R=2,5H; h1=0,2H; h2=0,8H; d=D-2h2=3,4H; r=1,7H; то Vв=12,1H3, или 0,0968D3 (3.2) Для объема 24.5 м3 - глубина ванны H=1238 мм ≈1240 мм; - диаметр зеркала D=1240x5=6200 мм; - диаметр сферической части ванны d=1240x3,4=4216 мм; - высота сферической части h1=0,2x1240=248 мм; - высота конической части h2=0,8x1240=992мм. 3.1.1.Размеры плавильного пространства Поскольку уровень откосов на 100 мм выше уровня зеркала металла ванны, то диаметр плавильного пространства на уровне откосов составит[2]: Dп.п=5300+200=5500 мм. Высоту Н1 от порога до пят свода принимаем равной 0,42D, т.е. Н1=5300х0,42=2226 мм. Уклон стен принимаем равным 10% от высоты пят свода над уровнем откосов т.е 2226-100/10 ≈212.6 мм. Диаметр плавильного пространства на уровне пят свода D1=Dп.п+2х212.6=5924 мм. Высота подъема для свода равна 1/8Dп.п т.е. h3=5500/8=687.5≈690 мм. Толщина свода 300 мм. Расстояние от зеркала ванны до центральной части свода равно 2230+690=2920 мм. Толщина футеровки На уровне верхнего края откосов толщина стен равна 565 мм. Она формируется из 45 мм асбеста, 60 мм пеношамота и 460 мм магнезито-хромитового кирпича[2]. Толщина подины равна 545 мм. Футеровку подины образуют: порошок шамотный, асбест и кирпич шамотный, общая толщина перечисленных материалов составляет 85 мм; слой магнезитового кирпича -460мм[2]. Диаметр кожуха Внутренний диаметр кожуха равен[2] Dk=Dп.п+2δ; (3.3) где δ – толщина футеровки, мм. Dk=5500+2х1100=7700мм. Поскольку кожух выполнен из стального листа толщиной 25 мм, то наружный диаметр кожуха Dк.н.=7700+2х25=7750 мм. Выбор мощности трансформатора Кажущаяся мощность трансформатора определяется из выражения:
где τ – продолжительность плавления номинальной садки (для печи ДСП-150 составляет не более 0ч 45 мин. Рк =110*7.753,32/0.45=133785 , кВА. По практическим данным для периода плавления Рср.=0,8Рк=0,8х133785=107028 кВА (3.5) Полезная мощность за период плавления Pпол=Pср*cosφ*ηэл КВТ (3.6) где cosφ и ηэл. – среднее значение для периода плавления Рпол. =107028х0,85х0,90=81876 квт Выбираем трансформатор ЭТЦНК-20000 имеющий мощность 120 МВА; вторичное напряжение 800 - 1225; число ступеней напряжения 26; напряжение питания 35кВ; сила тока при максимальной ступени напряжения 70 кА[4]. Согласно расчета теплового баланса плавки расход электроэнергии составляет 285кВт/ч, то выбранный трансформатор обеспечит расплавление 150 т завалки за 285*210=59850квт-ч. В первом случае выбранный трансформатор обеспечит плавление; (42750/81876)=0.52 часа или 52 минуты: во втором случае (59850/81876)=0.73 часа или 1час 13 минут. Расчет диаметра электродов Для трансформатора мощностью 120МВА вторичное напряжение 800В и сила тока 70 кА[2]. Диаметр электрода определяется по формуле dэ.= где I– сила тока, А; К – коэффициент, для графитизированных электродов при постоянном токе К=2,1 Вт/см2 Принимаем dэ.=610 мм. Сечение такого электрода равно 1912см2. Плотность тока составит 86986/1912=45,49 А/см2. Допустимая плотность тока для электрода диаметром 610 мм равная 45.5 А/см2. Принимаем электроды высокого качества. 3.1.2.Расчет количества технологического оборудования печного пролета[3] Расчет количества кранов в печном пролете Для печей емкостью 150 т грузоподъемность завалочного крана (главный крюк) должна составлять 180т. Таблица 3.1 – Расчет продолжительности плавки в ДСП.
В целях достижения высоких технико-экономических показателей режим работы ДСП круглосуточный, без выходных дней, с остановками для ремонтов. Поэтому годовой фонд рабочего времени ДСП определяется суммарной длительностью остановок для проведения ремонтов: N = 365 – ПКР – ПГР – ПХР, где ПКР, ПГР, ПХР – годовая длительность капитальных, горячих и холодных ремонтов. По данным принимаем ПКР = 16сут/год, ПГР = 12сут/год, ПХР = 12сут/год. Годовой фонд рабочего времени ДСП составит N = 365 - 16 - 12-12 = 325 сут/год. Годовую производительность печи определяем по формуле:
где gЖ – емкость печи по массе жидкой стали, т; а – выход годных слитков по отношению к массе жидкой стали, %; N – годовой фонд рабочего времени, сут/год; 24 – число часов в сутках, ч/сут; t – продолжительность плавки, ч. Выход годных слитков, а при разливке на МНЛЗ принимаем равным 95 %. При рассчитанных выше параметрах плавки производительность одной 150-т ДСП составит: 24*150*95*325/100*1,1= 1010454 млн.т
|
|||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
Последнее изменение этой страницы: 2019-04-10; Просмотров: 515; Нарушение авторского права страницы



 , т. е. достаточно двух мульд на печь.
, т. е. достаточно двух мульд на печь. мин.
мин.



 =120/0,9*6*0,0225*2,6*8=52мин
=120/0,9*6*0,0225*2,6*8=52мин

 кВА, (3.4)
кВА, (3.4) , (3.7)
, (3.7) - удельное сопротивление электрода при 500 0С, для графитизированных электродов
- удельное сопротивление электрода при 500 0С, для графитизированных электродов  см
см