|
Архитектура Аудит Военная наука Иностранные языки Медицина Металлургия Метрология Образование Политология Производство Психология Стандартизация Технологии |
|
|
Архитектура Аудит Военная наука Иностранные языки Медицина Металлургия Метрология Образование Политология Производство Психология Стандартизация Технологии |
Температура отпуска и твёрдость молотовых штампов из стали 5ХНМ
Продолжительность выдержки при отпуске тем выше, чем больше размер штампа (для сквозного прогрева). Для небольших штампов рекомендуют твёрдость 40–44 НRС (так как при большей твёрдости увеличивается разгар), для штампов средних размеров – 36–41 НRС, а крупных – 35–38 НRС. Кроме общего отпуска, хвостовик штампа дополнительно отпускают при более высокой (примерно на 100 °С) температуре, чтобы его твёрдость была ниже, чем твёрдость рабочей части (33–37 НRС у мелких и 25–30 НRС у крупных), и тем самым обеспечить необходимую вязкость. Структура готовых штампов после отпуска – трооститно-сорбитная. Прессовый инструмент, а также штампы для горизонтально-ковочных машин изготавливают из более легированных сталей, так как ввиду более спокойной работы здесь можно несколько поступиться вязкостью за счёт более высокой жаропрочности. Составы сталей для штампов горизонтально-ковочных машин указаны в табл. 3.10. Приведённые в табл. 3.10 стали по составу похожи на быстрорежущие (например, наиболее распространённая сталь 3Х2В8 похожа на Р9), но имеют пониженное содержание углерода, что делает их более вязкими. Сталь 4Х3ВФ2М2 показала в испытаниях повышенную стойкость в работе, а 4Х5В2ФС – равную стали 3Х2В8. Таблица 3.10 Состав стали для штампов горизонтально-ковочных машин и прессов, % (ГОСТ 5950 –73)
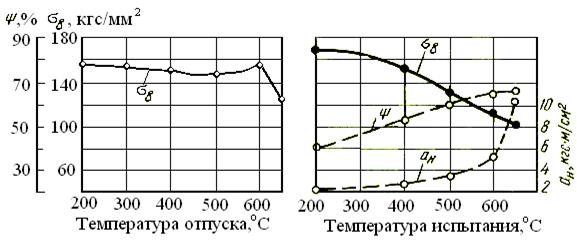
В отожжённой стали 3Х2В8 имеется около 12 % карбида М6С. Полное растворение этого карбида происходит при 1200 °С. Закалку проводят от 1100 °С; при этом около 7 % карбидов переходит в раствор, а 5 % остаётся в избытке. Тогда в твёрдом растворе будет около 6 % W, 2 % Сг, 0,2 %V, 0,15 % С. После закалки от 1100 °С сталь приобретает структуру мартенсита с небольшим количеством аустенита и избыточных карбидов при твёрдости HRС 49…51 и прочности σВ – 1600 МПа. Прочность и твёрдость стали 3Х2В8, как и у быстрорежущих сталей и других сталей этого типа, мало изменяется до температуры отпуска 600–650 °С. Это указывает на высокую красностойкость сталей (рис. 3.9, а), обусловленную легированием вольфрамом и молибденом, образующими карбиды М6С, которые коагулируют лишь при температурах выше 600 °С. Поэтому сталь обладает высокой прочностью и твёрдостью при повышенных (до 600–650 °С) температурах (рис. 3.9, б).
Рис. 3.9. Влияние отпуска (а) и температуры испытания (б) Механические свойства некоторых сталей для прессового инструмента при повышенных температурах характеризуются данными, приведенными Некоторые детали прессового инструмента, например матрицы, прошивные и формующие пуансоны небольшой длины и большого диаметра, меньше нагревающиеся в работе и воспринимающие меньшие давления, чем другие части прессового инструмента, могут изготавливаться из уже знакомой стали 5ХНМ или из конструкционной стали 30ХГС. Для пуансонов и матриц, работающих при больших удельных давлениях и высоких температурах, следует применять сталь 3Х2В8 и ей подобные. Когда по условиям работы возникают удары, то вместо стали 3Х2В8 следует применять сталь типа 5ХНМ или 4Х5В2ФС, обладающие большей вязкостью, чем 3Х2В8, и большей красностойкостью, чем 5ХНМ. Следовательно, для прессового инструмента следует применять: 1) сталь 3Х2В8 (табл. 3.9) для частей, наиболее нагруженных в тепловом отношении; 2) стали типа 5ХНМ (табл. 3.7) для деталей, подвергающихся ударным воздействиям при относительно умеренной тепловой нагрузке; для изготовления небольших штампов (до 300 мм) применяют стали 5ХНВ; при средних размерах (300–400 мм) – 5ХНСВ, 5ХГМ; для более крупных штампов – 5ХНМ, 27Х2НМФ и 30Х2НМФ; 3) стали 4Х5В2ФС, 4ХСМФ для деталей, подвергающихся сравнительно высоким рабочим температурам и динамической нагрузке; 4) конструкционные стали типа 30ХГС, 40ХН – для частей штампов, испытывающих только значительные механические нагрузки при слабом нагреве Таблица 3.10 Механические свойства сталей для прессового инструмента при 600 0С
Примечание. Более высокая прочность стали 4Х5В2ФС и 4Х2В5ФМ обусловлена низкой температурой отпуска. Термическая обработка деталей горизонтально-ковочных штампов и прессов (матрицы, пуансоны и т. д.), изготовленных из сталей типа 3Х2В8, состоит в закалке (в масле) и отпуске. Основные параметры режима термической обработки этих сталей приведены в табл. 3.11. Кроме перечисленных, применяют сталь 7X3 (0,6–0,75 % С, 3,8 % Сг, остальные элементы в обычных пределах), обладающую более высокой износостойкостью благодаря более высокому содержанию углерода, чем в остальных сталях, но значительно уступающую сталям типа 3Х2В8 и 5ХНМ по вязкости и красностойкости. Применяется сталь 7X3 для штампов, работающих в условиях невысокого нагрева (400–500 °С). |
|||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
Последнее изменение этой страницы: 2019-04-10; Просмотров: 1258; Нарушение авторского права страницы