|
Архитектура Аудит Военная наука Иностранные языки Медицина Металлургия Метрология Образование Политология Производство Психология Стандартизация Технологии |
|
|
Архитектура Аудит Военная наука Иностранные языки Медицина Металлургия Метрология Образование Политология Производство Психология Стандартизация Технологии |
Аустенитная высокомарганцевая сталь
Наиболее распространённой износостойкой высоколегированной сталью является аустенитная сталь 110Г13Л, которая широко используется для изготовления деталей, работающих в различных условиях эксплуатации, сопряжённых с ударно-абразивным изнашиванием (зубья ковшей экскаваторов и драг, траки тяжёлых гусеничных машин, бронефутеровочные плиты дробилок и мельниц, молотки мельниц, крестовины железнодорожных и трамвайных путей). Сталь 110Г13Л содержит 0,9–1,3 % С и 11,5–14,5 % Мn (ГОСТ 2176–77). Сталь подвергают закалке в воде при температуре нагрева 1050–1100 °С на аустенитную структуру. Механические свойства стали: σв = 800–900 МПа и В Российской Федерации химический состав стали 110Г13Л (ГОСТ 977-88 «Отливки стальные») предусматривает 6 разновидностей высокомарганцевой стали, химический состав которых и области применения приведены в табл. 4.4.
Таблица 4.4 Химический состав высокомарганцевых аустенитных сталей
Как правило, отношение Мn : С должно быть не менее 10 (за исключением стали 120Г10ФЛ). Благодаря высокому содержанию углерода и марганца сталь 110Г13Л обладает относительно стабильной при охлаждении и деформации аустенитной структурой. Мартенситные фазы в этой стали обнаружены только в результате больших степеней холодной деформации в количестве около 1 %. Несмотря на низкую исходную твёрдость аустенита после закалки (180…220 НВ), сталь 110Г13Л обладает высокой способностью к деформационному упрочнению вследствие низкой энергии дефектов упаковки (ЭДУ) аустенита, образования в процессе деформации повышенной плотности деформационных двойников и плоских дефектов упаковки, закреплённых атомами углерода, и в процессе эксплуатации приобретает твёрдость до 52¸55 HRC Это определяет хорошую износостойкость стали в условиях абразивного и особенно ударно-абразивного изнашивания. Сталь 110Г13Л – один из немногих машиностроительных материалов, в которых допускается колебание содержания основных компонентов в достаточно широких пределах, что обусловливает технологичность её с точки зрения получения при выплавке регламентированного химического состава. Жидкотекучесть стали 110Г13Л относительно высока. Она составляет не менее 500 мм при 1450 0С и определяется в основном силами поверхностного натяжения, вязкостью и прочностью оксидов на поверхности металла. Действие этих факторов, в свою очередь, зависит от концентрации в жидком металле углерода, кремния, фосфора и особенно марганца, улучшающих жидкотекучесть стали. Важную роль в реализации жидкотекучести стали 110Г13Л играет температура разливки, снижение которой приводит и к уменьшению жидкотекучести почти по прямолинейной зависимости. Температура разливки стали 110Г13Л не должна быть высокой вследствие хорошей жидкотекучести и необходимости предотвращения повышенной степени транскристаллизации в отливках. Температуру заливки стали 110Г13Л в формы можно определять по приближённой эмпирической формуле: Химический состав металла также оказывает большое влияние на технологичность стали 110Г13Л, особенно при изготовлении тонкостенных отливок. Предложена эмпирическая формула для определения коэффициента технологичности Кт, характеризующая концентрационную зависимость жидкотекучести стали 110Г13Л: Kт = % С+
С возрастанием в пределах состава стали 110Г13Л (0 ≤ Кт ≤ 1,2) жидкотекучесть увеличивается. Склонность к образованию горячих трещин. Считают, что присущий стали 110Г13Л этот недостаток связан с низкими механическими свойствами при высоких температурах, большой величиной коэффициента её линейной усадки, достигающей 2,8¸3 %, пониженной теплопроводностью, повышенной чувствительностью к перегреву при заливке и концентрацией напряжений в частях отливок, имеющих резкие переходы, большой склонность к пригару. Последнее свойство, обусловленное химической активностью жидкой стали по отношению к кислым огнеупорам и формовочным материалам приводит к изменению состава поверхностных слоёв отливок (обезуглероживание, обеднение по марганцу и обогащение кремнием). Основным видом брака высокомарганцевых отливок являются горячие и холодные трещины. Они могут иметь форму надрывов, быть сквозными и несквозными, различной глубины, формы и протяженности. На трещинообразование стали типа 110Г13Л значительное влияние оказывают разнообразные факторы: химический состав (особенно содержание фосфора, марганца, углерода и кремния), степень раскисленности, температура и скорость разливки по формам, количество, природа, форма и характер расположения неметаллических включений, условия кристаллизации, величина аустенитного зерна, температура отливок в момент их выбивки из форм, режим термической обработки и др. Часто трещины на отливках появляются при их преждевременной выбивке из форм в результате резкого перепада температур отливок и окружающей среды. В этом случае в отливках возникают большие внутренние напряжения из-за низкой теплопроводности высокомарганцевой стали и значительного линейного расширения. Р.З. Кац предложил проводить выбивку только после того, как температура наиболее нагретых сечений понизится до 400 °С, что позволило бы снизить брак по трещинам сердечников железнодорожных крестовин более, чем в три раза. В среднем время остывания высокомарганцевых отливок должно быть в 2,0¸2,5 раза больше, чем при остывании отливок из углеродистых сталей примерно равной массы, степени сложности и толщины. Удаление прибылей и питателей огневой резкой следует производить до окончательной термической обработки отливок. При толщине отливок не более 40 мм допускается отрезать прибыли и питатели после закалки. Сварку отливок из стали 110Г13Л в закалённом состоянии осуществляют электродами из стали типа 110Г13Л, но с пониженной концентрацией углерода и 3 % никеля (ЭИ63), принимая меры для уменьшения прогрева деталей. Допускается сварка электродами из стали 1Х18Н9Т, однако шов получается более хрупким. Иногда производится наплавка изношенных деталей износостойкими сплавами, однако она требует специального подбора режима наплавки, чтобы избежать образования трещин в основном металле на границе с наплавленным. Вследствие высокой склонности к наклёпу обрабатываемость стали 110Г13Л очень низка и выполняется твердосплавным инструментом. Обрабатываемость резанием заметно улучшается в результате отпуска стали 110Г13Л в интервале температур максимальной скорости превращений аустенита (500–600 оС) в тем большей степени, чем полнее произошёл распад аустенита по реакции γ → α + к. Обработка резанием в нагретом состоянии до температур 300–600 оС также позволяет существенно облегчить процесс механической обработки стали, однако даже после кратковременного нагрева, вызывающего распад аустенита, потребуется повторная закалка, что далеко не всегда возможно. Хорошие результаты даёт электроискровая, электроэрозионная и анодно-механическая обработка, которые не снижают механические свойства обрабатываемой поверхности (несколько снижается предел выносливости после электроискровой обработки). Термическая обработка отливок из стали 110Г13Л. Согласно разрезу тройной диаграммы Fe–Mn–C при 13 % Mn и 1 % С (рис. 4.3), кристаллизация стали 100Г13Л при медленном охлаждении начинается при температуре около 1400 0С с образования кристаллов аустенита с концентрацией углерода около 0,5 %, а заканчивается при температуре около 1280 0С образованием обогащённых углеродом межкристаллитных областей (светлые участки на рис. 4.4). Ниже температуры 850 0С происходит выделение карбидов (Fe, Mn)3C из аустенита, прежде всего в обогащённых углеродом областях, т.е. по границам образовавшихся зёрен, которые проходят как по межосным участкам, так и по осевым частям дендритов. Предпочтительными местами выделения карбидов служат межосные участки, независимо от того, находятся они по границам или внутри зёрен аустенита. Ниже температуры 620 0С при замедленном охлаждении может развиваться распад аустенита на ферритно-карбидную смесь с образованием трооститно-сорбитной структуры в обеднённых по марганцу областях, т.е. в участках, прилегающих к ранее выделившимся «заэвтектоидным» карбидам.
Рис. 4.3. Политермический разрез диаграммы состояния Fе–Мn–С
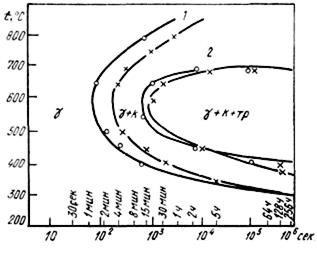
Рис. 4.4. Микроструктура литой стали 110Г13Л, х 200 Г.И. Сильман показал, что уже в процессе охлаждения отливки в структуре высокомарганцевых сталей образуется особая двухфазная составляющая, состоящая из аустенита и пластинок (или иголок) карбидов и имеющая перлитоподобное строение, т.е. при этом аустенит не претерпевает γ→α превращение. Замедление охлаждения в интервале температур 700¸400 0С приводит к распаду аустенита с образованием карбидов и возникновению повышенной хрупкости стали. Согласно диаграмме изотермического распада аустенита марганцовистых сталей (рис. 4.5), фазовые превращения начинаются с выделения заэвтектоидных карбидов по границам и внутри зёрен аустенита (при температурах 550¸600 °С после выдержки в течение нескольких минут), а затем происходит эвтектоидный распад γ-твёрдого раствора (уже в результате 15-минутной выдержки при этих температурах). В результате зарождения чередующихся пластин цементита и феррита, как правило, в окрестности заэвтектоидных карбидов начинается рост трооститных участков. Это превращение развивается по обычному для эвтектоидного распада диффузионному механизму, сопровождается увеличением количества продуктов распада – феррита и цементита и увеличением объёма. Одновременно протекает обезуглероживание γ-твёрдого раствора и диффузия марганца в карбид, что, по данным авторов, подтверждается снижением точки Кюри цементита. Превращение аустенита в стали 110Г13Л в интервале температур 700¸400 0С происходит согласно схеме γ (1,2 %С) → γ + К (Fe, Mn)3C)→ γ (0,05…0,15 % С) + [α + К (Fe,Mn)3C) ], Как следует из рис. 4.5, чтобы предотвратить выделение избыточных карбидов, необходимо их интенсивное охлаждение в интервале температур
Рис. 4.5. Диаграмма изотермического распада аустенита марганцовистых сталей: 1– 0,93 % С; 12,02 % Мn; 2 –1,25 % С; 12,44 % Мn; к – карбид; тр – троостит Микроструктура стали 110Г13Л в закалённом состоянии и после холодной пластической деформации показана на рис. 4.6, откуда видно, что в деформированном состоянии в полиэдрических зёрнах аустенита равномерно расположены линии деформации в двух или трёх взаимно пересекающихся направлениях. Пластическая деформация в марганцевой аустенитной стали осуществляется путём скольжения по плоскостям {111}, а также посредством двойникования
Рис. 4.6. Микроструктура стали 110Г13Л после закалки от 1050 0С в воду (а) Наилучшее сочетание высоких служебных свойств (способность сильно упрочняться при фрикционном воздействии и соответственно повышенная износостойкость рабочей поверхности в сочетании с высокой ударной вязкостью внутренних, несущих объёмов) сталь 110Г13Л проявляет только после нормальной закалки от 1050¸1100 оС в проточной воде, которая формирует структуру однофазного пересыщенного твёрдого раствора-аустенита, предотвращая выделение карбидов. Согласно разрезу тройной диаграммы Fe–C–13 % Mn (рис. 4.5), аустенит как равновесная структура в стали с 1,25 % С и 13 % Мn существует выше температуры 900 0С. Учитывая, что теплопроводность марганцовистой аустенитной стали, содержащей 1,2 % углерода и 12 % марганца, в 3,5 раза меньше, чем углеродистой, в целях интенсификации диффузионных процессов, ускорения полного растворения карбидов и повышения производительности при закалке в производственных условиях аустенитизацию проводят обычно при температуре 1050¸1150 °С с последующим фиксированием структуры аустенита резким охлаждением в проточной холодной воде. Учитывая пониженную теплопроводность стали 110Г13Л и значительный коэффициент её линейного расширения по сравнению с углеродистыми сталями, нагрев высокомарганцевых отливок под закалку следует вести осторожно, особенно до 700¸750 °С. При ускоренном же нагреве (особенно в области Температура рабочего пространства термических печей при загрузке в них холодных отливок из стали 110Г13Л и скорость нагрева их под закалку на разных заводах различны и определяются в основном массой садки, тепловой мощностью печи, химическим составом металла отливок, толщиной стенок этих отливок, а также их размером и сложностью конфигурации. Общая продолжительность нагрева под закалку складывается из времени нагрева до закалочной температуры и времени выдержки при этой температуре. Загрузка отливок в термическую печь производится обычно при температуре рабочей зоны печи 300¸600 °С в зависимости от толщины стенки и массы этих отливок. Выдержка составляет обычно 1,5¸2,5 ч. Скорость нагрева отливок до температуры закалки лимитируется лишь опасностью возникновения в них трещин и не оказывает существенного влияния на качество металла. Большей частью технологических инструкций по термической обработке высокомарганцевых отливок рекомендуется нагрев до 700 °С вести со скоростью не более Имеются сведения, что нагрев отливок (черпаки и козырьки драг) из стали 110Г13Л, легированной молибденом и хромом, от 300 до 650 °С ведут со скоростью 100¸120 °С/ч с последующей трёхчасовой выдержкой. Продолжительность выдержки отливок при температуре закалки определяется толщиной их стенок, зависит главным образом от скорости растворения карбидов в аустените и составляет от 1 до 8 ч. Различные по форме и размерам карбиды в процессе нагрева до температуры закалки и последующей выдержки при этой температуре распадаются по-разному. Например, округлые одиночные карбиды и карбиды, расположенные колониями, растворяются значительно медленнее, чем мелкие иглообразные или розеткообразные карбиды. С повышением в стали концентрации кремния и введением в нее карбидообразующих легирующих элементов растворимость карбидов в аустените существенно снижается, что требует повышения температуры нагрева под закалку. Для того чтобы ускорить процесс получения однородной аустенитной структуры, рекомендуется отливки подвергать длительной выдержке при относительно низкой температуре (1000¸1050 °С) или повышать эту температуру, уменьшая продолжительность выдержки. На практике лучшие результаты получают при повышении температуры закалки, а не при увеличении продолжительности выдержки. Наиболее высокие показатели механических характеристик стали 110Г13Л обеспечиваются при одновременном повышении температуры закалки и увеличении времени выдержки, хотя видимых изменений микроструктуры металла при этом не наблюдается. С.Е. Кондратюк и О.Г. Касаткин считают, что на каждые 25 мм сечения отливки требуется около 1 ч выдержки при температуре закалки. Недостаточная выдержка часто приводит к неполному растворению карбидов, особенно тех, которые расположены по границам зерен металла. Слишком же длительная выдержка при высокой температуре (≥1100 °С) может привести к заметному обезуглероживанию поверхностного слоя отливок и образованию окалины (рис. 4.7).
Рис. 4.7. Зависимость глубины обезуглероженного слоя (h) и толщины слоя окалины (l) от длительности выдержки τв отливок при температуре закалки
С увеличением избытка воздуха для сжигания топлива в термической печи толщина слоя окалины и глубина обезуглероженного слоя возрастают. Обезуглероженный слой отливок не только быстро изнашивается сам, но и значительно затрудняет процесс их поверхностного упрочнения при эксплуатации. Отмечают, что даже для крупных отливок выдержка при температуре закалки 1100 °С не должна превышать 1 ч вследствие склонности высокомарганцевой стали к обезуглероживанию. П.Ф. Парасюк рекомендует определять время выдержки высокомарганцевых отливок при закалочной температуре по следующей эмпирической формуле в зависимости от толщины стенок и содержания в металле углерода и кремния: В = 0,0165 δотл.. [1,27(С + Si)] , где δотл. – толщина стенок отливок, мм. Практика производства отливок из стали 110Г13Л на Уралмашзаводе показала, что для гарантированного обеспечения структуры аустенита при закалке необходимо следить за тем, чтобы температура воды в закалочном баке после погружения в него нагретых отливок не поднималась выше 60 °С, иначе при недостаточной скорости охлаждения в металле не только может произойти выпадение карбидов и образование мартенсита в обеднённых по углероду и марганцу участках, но даже получиться перлит. При охлаждении стали от 1050 °С с недостаточной скоростью в микроструктуре такой стали часто наблюдается значительное количество мелких карбидов, которые при недостаточно большом увеличении могут выглядеть как утолщённые границы зерен. Чем выше будет температура воды в закалочном баке, тем на меньшую глубину прокалятся отливки. Температура воды (5¸60 °С) при большом ее количестве не оказывает существенного влияния на структуру и ударную вязкость высокомарганцевой стали. Закаливающую способность воды предлагается определять не только по её начальной температуре и количеству, приходящемуся на единицу массы садки, но главным образом по абсолютной скорости охлаждения при закалке. Средняя скорость охлаждения отливок толщиной до 200 мм, обеспечивающая получение аустенитной структуры с тонкими границами зерен, составляла в опытах по закалке зубьев ковшей карьерных экскаваторов мод. ЭКГ-4 не менее 30 °С/мин. В результате нагрева закалённой стали до температур выше 300 оС заметное развитие получают процессы старения пересыщенного твёрдого раствора, которые завершаются выпадением избыточного углерода в виде карбидов цементитного типа (Fe, Mn)3C и эвтектоидным распадом обеднённого по углероду и марганцу аустенита. Эти процессы происходят с максимальной полнотой в интервале температур 450¸800 оС и сопровождаются изменением морфологии карбидов, возрастанием твёрдости до НВ 400¸450 (после отпуска при температуре 550 оС) и резким падением ударной вязкости |
||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
Последнее изменение этой страницы: 2019-04-10; Просмотров: 4052; Нарушение авторского права страницы

 +
+  +
+  +
+ 
 .
.