|
Архитектура Аудит Военная наука Иностранные языки Медицина Металлургия Метрология Образование Политология Производство Психология Стандартизация Технологии |
|
|
Архитектура Аудит Военная наука Иностранные языки Медицина Металлургия Метрология Образование Политология Производство Психология Стандартизация Технологии |
Переработка использованных металлических
изделий (металлолома) Рециклинг металлов проводят достаточно давно в связи с их особой ценностью и объективными свойствами, облегчающими их выделение из промышленных и бытовых отходов. Металлолом может быть промышленным, военным, судовым, бытовым и бесхозным. Основное количество вторичных металлов образуется при их производстве, а также при амортизации оборудования.
Рис. 2.8. Схема кристаллизаторов: а – с мешалкой и змеевиком для охлаждения раствора (1 – корпус, 2 – крышка, 3 – привод мешалки, 4 – змеевик, 5 – циркуляционная труба 6 - мешалка); б – с естественной циркуляцией раствора (1 – сепаратор, 2 - корпус, 3 – центральная труба, 4 – мешалка, 5 - гидрозатвор).
Амортизационный лом образуется при ликвидации основных средств, капитальном и текущем ремонте оборудования, ремонте и замене технологи- ческой оснастки и инструмента, а также при ремонте и замене малоценного инвентаря. Наибольший объем отходов металлов в транспортном машиностроении, судостроении, станкостроении, приборостроении и других отраслях экономики приходится на изделия из черных металлов (железо и его сплавы). Особую ценность представляют отходы и лом цветных металлов, к которым относятся все металлы и их сплавы за исключением железа и его сплавов. Цветные металлы подразделяют на легкие, тяжелые, благородные, тугоплавкие, рассеянные, редкоземельные, радиоактивные. Значительны объемы образования лома и отходов следующих цветных металлов и сплавов на их основе: алюминия, меди, свинца, цинка, никеля, титана, олова, вольфрама, молибдена, кадмия, кобальта, магния, ртути. Наибольшее количество лома и отходов цветных металлов образуется на предприятиях электротехнической, металлургической, автомобильной и судостроительной отраслей промышленности. Переработка отходов металлических изделий включает пиротехнический контроль; сортировку; пакетирование; механическую резку; дробление стружки; переплав; копровое и взрывное дробление; термическое измельчение и др. Пиротехнический контроль (контроль взрыво-и пожароопасности) осуществляют при переработке лома цветных металлов, широко используемых для производства боеприпасов, авиационной и ракетной техники,которые представляют потенциальную взрывоопасность. Проверку производят трижды: предприятием-сдатчиком при сдаче металлолома; предприятием-заготовителем при его приемке и непосредственно в цехе перед загрузкой в плавильные агрегаты. При сортировке отходов цветных металлов оценивают внешние признаки (цвет, характер излома и др.); предметные признаки (наименование деталей); клеймы маркировки деталей и изделий по ГОСТ, ТУ или заводской марке; результаты химического, спектрального, рентгеновского, радиационного анализа. Отходы цветных металлов разделяют на сортировочных столах, конвейерах или конвейерных линиях предприятий (рис.2.9). При ручной сортировке механизируют вспомогательные операции: транспортирование, классификацию для выделения примесей и др. Пакетирование применяют для переработки листовой обрези, выштамповки, проволоки, бытового лома, металлоконструкций и т.п. Пакетировочные прессы работают одновременно в трех плоскостях с получением прочных компактных пакетов. Крупногабаритный металлолом уплотняют гидравлическими пресс-ножницами, работающие как в режиме прессования, так и в режиме резания. Резка металлолома условно включает три стадии: 1) упругая, а затем
Рис. 2.9. Стол сортировочный пневматический типа KPS 2300
пластическая деформации; 2) надрез (сдвиг и образование трещины); 3 полное разрушение материала. Схема работы аллигаторных ножниц приведена на рис.2.10. Термические методы измельчения делят на: газовую, плазменную, кислородно-дуговую резку, шпурение с помощью кислородного копья.
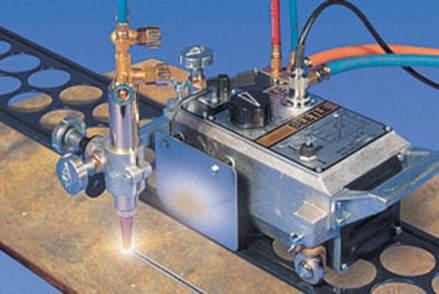
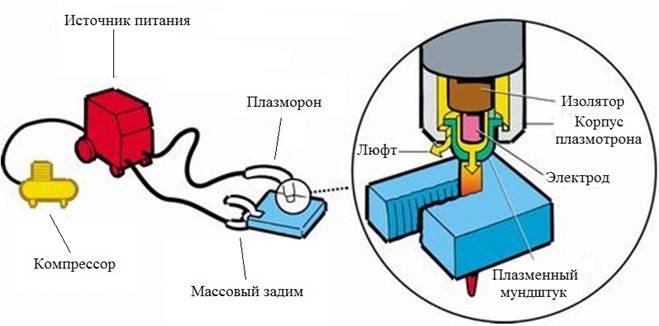
Рис. 2.10. Схема устройство аллигаторных (рычажных) ножниц модели Н2230:1 – станина; 2 – челюсть; 3 – ролик; 4 – спора; 5 – привод; 6 – предохранительное устройство Наиболее распространена газовая резка для обработки лома из нелегиро-ванных и низколегированных сталей, имеющего толщину до 500 мм:. разделка автомобилей, судов, вагонов, контейнеров, рельсов и другого крупнога-баритного лома. Процесс газовой резки включает три стадии: подогрев металла в газовом пламени до температуры воспламенения, окисление (сгорание) металла в кислородной струе и выдувание кислородной струей жидких продуктов из зоны резки. Продукты окисления расплавляются, а нижележащие слои металла нагреваются до температуры воспламенения (рис.2.11). Лом из легированных сталей измельчают плазменной резкой (лом с толщиной стенок до 150 мм) (рис.2.12).
Рис. 2.11. Переносная машина для автоматической газовой резки листа
Рис. 2.12. Схема оборудования для плазменной резки
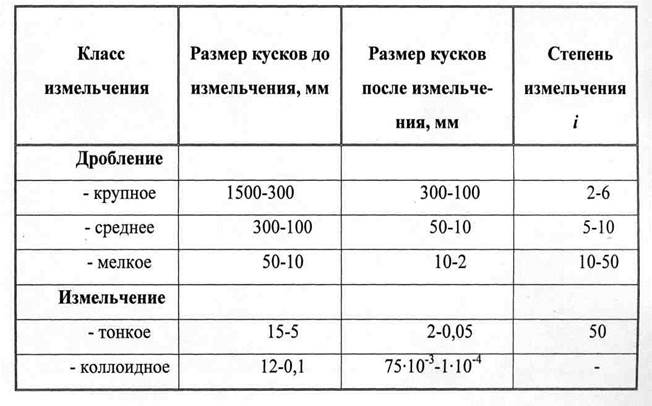
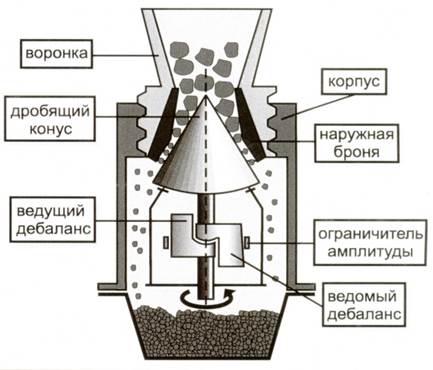
Плазменная струя образуется за счет возникновения электрической дуги в газовом потоке. Газ подогревают дугой до такого состояния, при котором его молекулы ионизируются. Энергия струи плазмы выплавляет и частично испа-ряет металл из полости реза. Температура в ядре плазмы достигает 30000°С, что приводит к мгновенному расширению газа, выходящего вследствие этого из мундштука плазменного резака с очень высокой скоростью. Кислородно-дуговая резка также позволяет измельчать лом из легированных сталей (толщина стенок такого лома не более 80 мм). Дугу создает постоянно плавящаяся проволока, служащая отрицательным электродом, а положительным электродом является металлолом. Механическое измельчение твердых отходов проводят раздавливанием, раскалыванием, разламыванием, резанием, распиливанием, истиранием и различными комбинациями этих способов. В зависимости от размера кусков исходного материала и конечного продукта измельчение условно делят на несколько классов (табл. 2.4). Под степенью дробления и измельчения понимают отношение размеров наибольших кусков исходных твердых отходов и конечных продуктов дробления, измельчения. Дробление и измельчение подразделяют на сухие и мокрые методы. Для дробления применяют щековые, конусные, валковые дробилки, работающие по принципу раздавливания, и ударные дробилки (молотковые, роторные, дезинтеграторы. Измельчение твердых отходов осуществляют в машинах, принцип работы которых основан на распиливании, резании и ударе. Классификация основного оборудования для измельчения твердых продуктов включает: · измельчители раскалывающего и разламывающего действия - щековые, конусные, зубовалковые и другие дробилки (рис.2.13); · измельчители раздавливающего действия - гладковалковые дробилки, ролико-кольцевые, вертикальные, горизонтальные и другие мельницы; измельчители истирающе-раздавливающего действия - гнерковые
Таблица 2.4. Классы измельчения твердых объектов
Рис. 2.13. Конусная дробилка · измельчители, бегуны, катково-тарельчатые, шаро-кольцевые, бисерные и другие мельницы; · измельчители ударного действия - молотковые измельчители, бильные, шахтные мельницы, дезинтеграторы и дисмебраторы, центробежные, барабанные, газоструйные мельницы; · ударно-истирающие и коллоидные измельчители — вибрационные, планетарные, виброкавитационные и прочие мельницы; реактроны; · прочие измельчители (пуансоны, пилы и т.д.). Методы и оборудование классификации (сортировки) твердых отходов по крупности кусков. Существует 3 вида разделения сыпучих материалов по крупности кусков или частиц: · механическое (грохочение), · пневматическое (сепарация), · гидравлическое (гидроциклонирование). Грохочение обычно применяют для разделения (классификации) материала с размерами частиц более 5-10 мм Производительность грохотов высока при относительно малых затратах энергии. При грохочении разделение происходит эффективно при перемещении и достаточном перемешивании материала по поверхности сита, при котором крупные частицы не преграждают путь мелким частицам к отверстиям сита. При движении по поверхности сита не все мелкие частицы проходят сквозь отверстия. Чем совершеннее процесс грохочения, тем меньше мелких частиц попадает в надрешетный класс. Эффективность грохочения выражают отношением массы продукта, прошедшего сквозь сито, к массе нижнего класса в исходном материале (%% или доли).. Материалы с размерами частиц, исчисляемыми в микрометрах, классифицируют только сепарацией. В ряде случаев особо тонкий помол выгоднее проводить до размеров частиц, не требующих классификации. При сепарации материал разделяются по крупности частиц в потоке газа. Применяют сепараторы двух основных типов: · воздушно-проходные, в которых вихревое движение создается воздушным потоком, · циркулярные, снабженные вращающимися лопастями. В них сепаратор работает по замкнутому циклу, что исключает проблему очистки воздуха от особо мелкой пыли. Гидроциклонирование - классификация (разделение) частиц, включая частицы до 5 мкм, в потоке воды, когда вместе с разделением необходимо произвести промывку. Методы укрупнения мелкодисперсных частиц вторичных материальных ресурсов (ВМР) имеют как самостоятельное, так и вспомогательное значение и объединяют различные приемы гранулирования, таблетирования, брикетирования. Гранулирование – это совокупнoсть физических и физикохимических процессов, обеспечивающих формирование частиц определенного спектра размеров, формы, необходимой структуры и физических свойств. Таблетирование ─ процесс получения методом прессования компактных изделий или полуфабрикатов в виде таблеток (пеллет) или брикетов из сыпучих или волокнистых материалов. Применение таблеток позволяет снизить себестоимость изделий благодаря сокращению трудоемкой операции весового дозирования порошков, повысить производительность прессового оборудо-вания, улучшить качество изделий и условий труда, поскольку при таблетировании значительно уменьшается объем пресс-материала (для пресс-порошка примерно в два раза, для волокнистых пресс-материалов – в 10 и более раз) и соответственно уменьшается объем загрузочных камер пресс-форм и ход рабочих органов прессов, что сокращает продолжительность технологического цикла прессования. В таблетированных пресс-материалах снижается содержание воздуха и увеличивается теплопроводность по сравнению с порошковыми, что позволяет сократить продолжительность подогрева и прессования таблеток при изготовлении изделий. Брикетирование – окускование при давлениях прессования от 15,0 до 150,0 МПа – менее чувствительно к свойствам исходного материала, и поэтому его применяют для переработки разнообразных зернистых материалов дисперсностью до 10 мм (для грануляции требуются куски крупностью менее 74 мкм). |
Последнее изменение этой страницы: 2019-04-10; Просмотров: 435; Нарушение авторского права страницы