|
Архитектура Аудит Военная наука Иностранные языки Медицина Металлургия Метрология Образование Политология Производство Психология Стандартизация Технологии |
|
|
Архитектура Аудит Военная наука Иностранные языки Медицина Металлургия Метрология Образование Политология Производство Психология Стандартизация Технологии |
ОПРЕДЕЛЕНИЕ МЕХАНИЧЕСКИХ СВОЙСТВСтр 1 из 12Следующая ⇒
Работа № 1 ОПРЕДЕЛЕНИЕ МЕХАНИЧЕСКИХ СВОЙСТВ МЕТАЛЛОВ И СПЛАВОВ
Цель работы - ознакомиться с методами испытаний металлов и сплавов на растяжение и ударный изгиб. Краткие теоретические сведения Детали машин и металлические конструкции работают в различных условиях нагружения: сжатия, растяжения, изгиба, кручения при статическом и динамическом приложении нагрузок, повторно-переменном нагружении и т.п. Для выбора наиболее приемлемых материалов, способных обеспечить надежную и безопасную работу в конкретных условиях, необходимо проводить лабораторные испытания на специальных образцах. Испытание на растяжение К основным механическим свойствам относят сопротивление металла (сплава) деформации (пластичность, вязкость) и сопротивление разрушению (прочность). Чаще применяют испытания на растяжение, позволяющие по результатам одного опыта установить несколько важных механических характеристик металла и сплава. Для испытания на растяжение используют стандартные круглые или плоские образцы. Машины для испытаний снабжены прибором, записывающим диаграмму растяжения в координатах Р = f (Dl) (рис.1). а) б) Рис.1. Диаграммы растяжения для пластичной (а) и хрупкой (б) стали
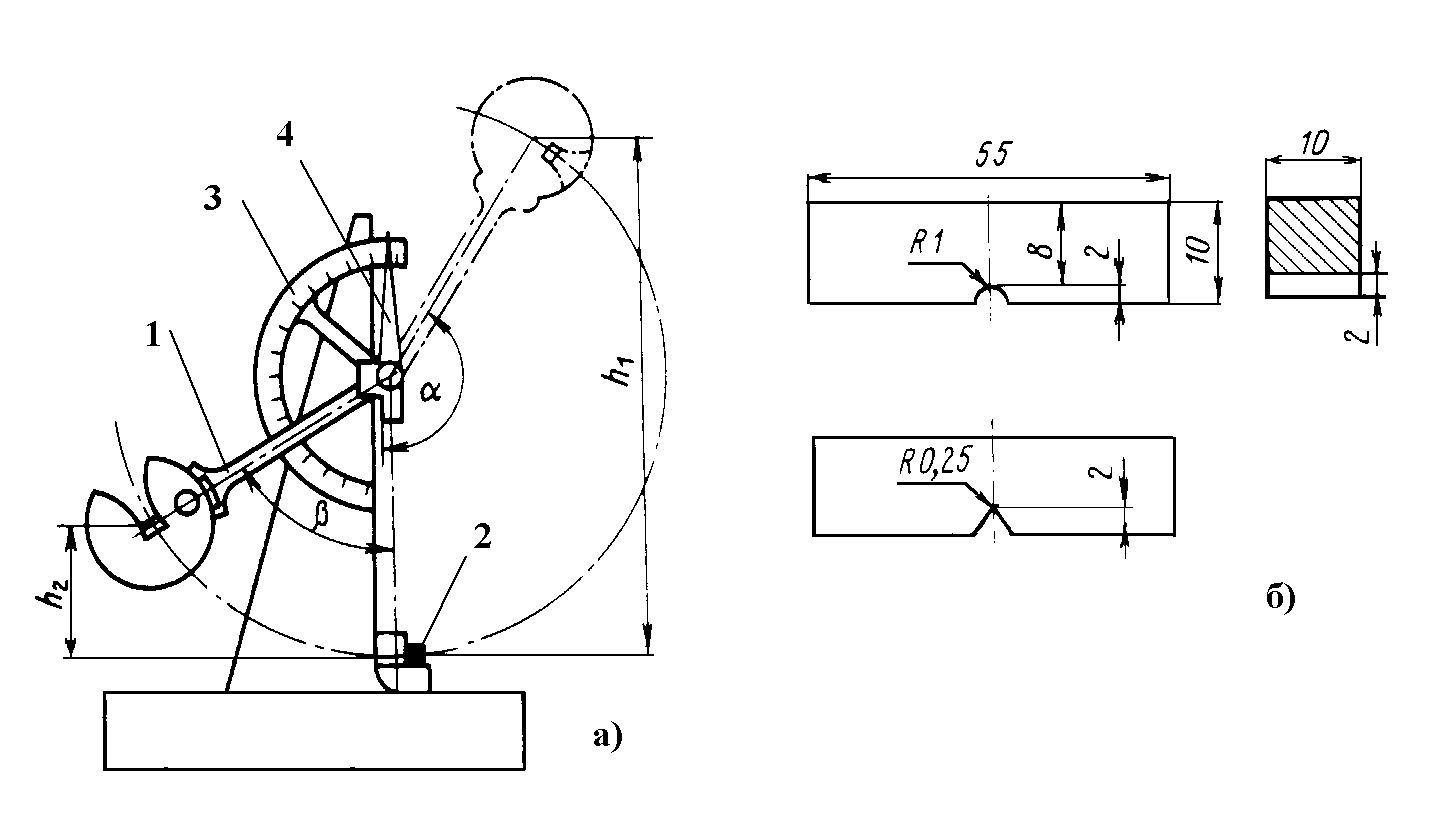
На образец с первоначальной площадью поперечного сечения Fo постепенно действует возрастающая растягивающая сила Р. С возрастанием нагрузки Р растет и напряжение s, которое характеризуется отношением величины нагрузки к площади поперечного сечения образца, выраженное в Н/м2 или MПа. Прямая линия ОА на диаграмме показывает, что до точки А удлинение образца возрастает пропорционально росту нагрузки. До точки А деформация рабочей части образца бывает упругой и после снятия нагрузки полностью исчезает. При дальнейшем возрастании усилия растяжения у пластичных металлов (рис. 1,а) на диаграмме наблюдается горизонтальный участок, где образец продолжает удлиняться без заметного возрастания нагрузки. Данный участок называется площадкой текучести. Участок АВ - равномерное пластическое деформирование. Точка В соответствует максимальной нагрузке, которую выдерживает образец при испытании на растяжение до момента разрушения. У металлов разрыв образца происходит при более низкой нагрузке (точка К), чем Рв. Это объясняется резким уменьшением сечения образца в одном месте, т.е. образованием «шейки», в котором напряжение продолжает расти до момента разрыва образца. В практике испытания материалов действительно определяемую (фиксируемую) диаграмму в координатах усилие-удлинение заменяют обычно диаграммой напряжение-деформация (σ – ε =Δl/l0). При испытании на растяжение согласно ГОСТ 1497-84 определяют прочностные и пластические характеристики. Прочностные характеристики: - предел прочности (временное сопротивление разрыву) s в = Рв / Fo , условное напряжение соответствующее максимальной нагрузке, предшествующей разрушению образца; где Рв - максимальная нагрузка, Н; Fo - первоначальная площадь поперечного сечения образца, м2. - предел текучести s т = Рт / Fo , напряжение, при котором образец продолжает деформироваться без заметного изменения нагрузки; где Рт - нагрузка, соответствующая площадке текучести, Н; Fo - первоначальная площадь поперечного сечения образца, м2. Высокоуглеродистые стали, чугуны и некоторые неметаллические материалы не имеют на диаграмме растяжения площадки текучести (рис. 1,б). Для таких металлов за условный предел текучести (s0,2) принимают напряжение, соответствующее нагрузке, после снятия которой остаточная деформация составляет 0,2%. Пластические характеристики: - относительное удлинение (d) - отношение приращения длины образца к первоначальной его длине, выраженное в процентах: d = ( l 1 - lo )/ lo × 100., % где lo - первоначальная длина образца, мм; l1 - длина образца после разрушения, мм. - относительное сужение - отношение уменьшения площади поперечного сечения образца к первоначальной площади, выраженное в процентах y = ( Fo - F 1 )/ Fo × 100, % где Fo- первоначальная площадь поперечного сечения образца, мм2; F1 -наименьшая площадь поперечного сечения образца после разрушения, мм2. Динамические испытания Наиболее широко распространено динамическое нагружение ударом, осуществляемое на маятниковых копрах (рис. 2,а). При этом определяют работу, затраченную на деформацию и разрушение образца. Ударную вязкость определяют по формуле КС=А/ F о, где А - полная работа деформации и разрушения образца, Дж; Fо - поперечное сечение образца в месте надреза, м2 или см2. Согласно ГОСТ 9454-78, ударным испытаниям подвергают образцы сечение 10Х10 мм с концентраторами напряжений следующих видов U-образный (КСU), V- образный (KCV) (рис. 2б) и в виде трещины, обозначается Т-образный (KCT).
Рис. 2. Схема маятникова копра (а) и образцы для испытаний (б): 1- маятник, 2- образец, 3 - шкала, 4 - стрелка шкалы.
Порядок проведения работы и содержание отчета 1. Вычертить диаграмму растяжения низкоуглеродистой стали при статическом нагружении. 2. Вычертить эскизы образцов для испытаний с указанием размеров и схемы испытательных установок. 3. Рассчитать характеристики, полученные при испытаниях на растяжение и на удар. 4. Сделать выводы по работе с указанием практического значения проведенных испытаний и по полученным данным установить по ГОСТ марку стали испытанного образца. Работа № 2 Работа № 3 Твердые фазы системы. Феррит (Ф) - твердый раствор внедрения углерода в a-железо. При температуре 727 °С a-железо растворяет до 0,025% С, а при 20 °С - до 0,006 % С. Сталь с ферритной структурой имеет свойства, близкие к свойствам железа (80 НВ). Аустенит (А) - твердый раствор внедрения углерода в g-железо. При температуре 1147°С g-железо растворяет до 2,14% С, а при 727 °С - 0,8% С. Аустенит устойчив при высоких температурах. Аустенит обладает высокой вязкостью, имеет низкий предел текучести при сравнительно высоком значении временного сопротивления, парамагнитен. Имеет твердость 230 НВ. Цементит (Ц) - химическое соединение железа с углеродом, карбид железа Fe3C, содержит 6,67% С, имеет сложную кристаллическую решетку. Цементит - самая твердая и хрупкая структурная составляющая железоуглеродистых сплавов. Твердость в переводе на единицы Бринелля 800 НВ. Двухфазные структуры. Перлит (П) - эвтектоидная смесь, которая образуется при распаде медленно охлаждающегося аустенита. Состоит из пластинок или зерен цементита и феррита. Перлитная структура стали получается при 0,8%С. Механические свойства перлита определяются формой и дисперсностью частиц цементитной фазы: чем мельче смесь, тем выше механические свойства. Пластинчатый перлит имеет твердость 180-220 НВ, зернистый перлит — 160-200 НВ. Ледебурит (Л) - эвтектическая смесь, состоящая из однородной смеси аустенита и цементита, образуется при температуре 1147оС из жидкого раствора, содержащего 4,3 %С. Ниже температуры 727ºС аустенит превращается в перлит, при этом ледебурит состоит из смеси перлита и цементита. В данном случае ледебурит обозначается Л´. Линии диаграммы делят ее на области, характеризующиеся определенным фазовым или структурным состоянием. На рис. 1 указан фазовый и структурный состав по областям диаграммы. Железоуглеродистые сплавы, содержащие до 2,14% углерода, называются сталями; сплавы, содержащие более 2,14% углерода, называются чугунами. Рис. 1. Диаграмма состояния железоуглеродистых сплавов. Порядок выполнения работы 1. Вычертить диаграмму состояния железо - цементит. 2. Описать линии диаграммы и фазовый состав во всех областях диаграммы. 3. Дать определение всем структурным составляющим сталей и чугунов. 4. Изучить микроструктуру семи образцов стали на шлифах № 1, 2, 3, 4, 7 при увеличении в 150 раз и № 5, 6 при увеличении в 500 раз и определить марку стали, ее механические свойства и назначение Примечание. Пункты 1 -3 выполняются студентами в порядке подготовки к лабораторной работе. Отчет по работе По каждому микрошлифу отчет о выполненной работе должен содержать: 1. Наименование структурных составляющих, 2. Схематично зарисованную структуру, 3. Содержание структурных составляющих в процентах. 4. Содержание углерода в стали. Для подсчета содержания углерода в доэвтектоидной стали пользуются формулой: а для заэвтектоидной стали формулой где П - -площадь, занимаемая на микрошлифе перлитом в %; (100 - П) - площадь занимаемая цементитом; 0,8 - содержание углерода в перлите; 6,67 - содержание углерода в цементите.
РАБОТА № 4 Краткие сведения из теории Закалка сталей производится с целью повышения её твёрдости и прочности. Для этого необходимо сталь нагреть до температуры, обеспечивающей образование аустенита, выдержать при этой температуре и затем охладить с определённой скоростью. При нагреве сталей до температуры нижете Ас1 практически никаких процессов не происходит, и структура не меняется. При температуре Ас1 (несколько выше 727 °С) происходит превращение перлита в аустенит, сопровождающееся резким измельчением зерна. При дальнейшем нагреве в интервале температур Ас1-Асз или Ас1-Асm происходит превращение феррита в аустенит или распад цементита и насыщение аустенита углеродом. При температурах выше Асз-Асm сталь имеет структуру аустенита и дальнейший нагрев стали вызывает только рост зерен аустенита.
Рис 1. Стальной участок диаграммы состояния железо-цементит
При медленном охлаждении аустенита превращения происходят в обратном порядке. Если скорость охлаждения увеличить и переохладить аустенит до такой температуры, при которой диффузионная подвижность атомов углерода отсутствует, то образуется новая структура, называемая мартенситом. Мартенсит представляет собой пересыщенный твердый раствор углерода в a -железе. Мартенсит имеет тетрагональную (искаженную кубическую) кристаллическую решётку (рис. 2) с отношением с/а >1 (1,01-1,08). По сравнению с другими структурными составляющими стали, и особенно с аустенитом, мартенсит имеет наибольший удельный объем. Максимальная твёрдость мартенсита НВ = 600-650 кгс/мм2, а ударная вязкость KCU = 1 кгсм/см2. Высокая твёрдость мартенсита объясняется фазовым наклепом a-железа, искажением его кристаллической решётки вследствие пересыщения атомами углерода. Мартенсит имеет игольчатое строение. Максимальный размер игл мартенсита определяется размером зерна аустенита. Мартенсит образуется из аустенита только при его охлаждении со скоростью, большей критической, при которой диффузия углерода очень мала и образования цементита не происходит. Рис. 2. Тетрагональная решётка мартенсита.
Закалкой стали называется нагрев стали до температур выше Ас 1 , Асз, Ас m , выдержка при этих температурах и последующее охлаждение со скоростью равной или выше критической. Критической скоростью охлаждения называется минимальная скорость охлаждения, при которой аустенит переохлаждается до температуры мартенситного превращения и превращается в мартенсит. Если сталь нагреть до температуры, лежащей ниже точки Ас1, (727 °С), и затем быстро охладить, то образования мартенсита не произойдет, т.е. не произойдет закалки стали, так как при нагреве не произошло образование аустенита. В закалённом состоянии повышение содержания углерода до 0,70 % приводит к увеличению твёрдости мартенсита вследствие большого пересыщения a-железа атомами углерода. Однако дальнейшее увеличение содержания углерода не приводит к еще большему повышению твёрдости закалённой стали, так как не весь аустенит в этом случае превращается в мартенсит. Часть аустенита остается в закалённой стали. Аустенитно-мартенситное превращение происходит при непрерывном охлаждении в определенном для каждой марки стали интервале температур. Температура начала мартенситного превращения обозначается Мн, а конца - Мк. Положение этих температур мартенситного превращения - мартенситных точек - зависит от содержания углерода в стали (рис. 3). Чем больше содержание углерода, тем ниже точка Мн и особенно Мк, и тем больше остаточного аустенита остается в закалённой стали (рис. 3).
Рис. 3. Влияние содержания углерода на количество остаточного аустенита в закаленной стали.
Если температура нагрева превышает первую критическую температуру Ас1, но лежит ниже Ас3, или Асm, то такая закалка называется неполной. Если же температура нагрева на 30-50°С превышает критические, соответствующие температурам Ас3 или Асm, то такая закалка называется полной. Оценка оптимальности закалки стали производится по критерию получения максимальной твёрдости. Для доэвтектоидных сталей рекомендуется полная закалка, которая обеспечивает получение мартенситной структуры (рис. 4). При неполной закалке доэвтектоидных сталей в структуре наряду с мартенситом остается часть нерастворившегося при нагреве феррита, который снижает твердость (рис. 5). Эвтектоидная сталь, содержащая 0,8% углерода, всегда закаливается с температуры Ас1 + (30—50°С). После закалки она имеет мартенситную структуру с незначительным количеством остаточного аустенита. Перегрев стали приводит к росту зерна аустенита и получению крупноигольчатого мартенсита, обладающего повышенной хрупкостью.
Рис. 4. Микроструктура доэв- Рис.5. Микроструктура доэвтектоидной тектоидной стали после пол- стали после неполной закалки: мартенсит ной закалки: мартенсит и феррит (схема) (схема)
Для заэвтектоидных сталей, содержащих углерода более 0,8 %, рекомендуется неполная закалка с температуры Ас1 + (30—50°С). Получаемая при этом структура состоит из мартенсита, вторичного цементита и незначительного количества (не показанного на рисунке) остаточного аустенита (рис. 6). При полной закалке заэвтектоидных сталей с температуры Асm +(30—50°) структура закаленной стали состоит из мартенсита и достаточно большого количества остаточного аустенита (рис. 7) , что приводит к снижению твердости закаленной заэвтектоидной стали стали.
Рис. 6. Микроструктура заэвтек- Рис.7. Микроструктура заэвтектоидной тоидной стали после неполной стали после полной закалки: мартенсит закалки: цементит и мартенсит и аустенит остаточный (схема) (схема)
Уменьшить количество остаточного аустенита в закаленной стали можно обработкой холодом. Для обработки холодом, изделие после закалки помещают в холодную среду с температурой ниже Мк на время, необходимое для охлаждения по всему поперечному сечению. Практически для этой цели удобно использовать смесь твердой углекислоты и спирта, температура которой равно минус 78°С. В некоторых случаях применяют жидкий воздух (минус 183°С) или жидкий азот (минус 196°С). Переохлаждение в область отрицательных температур (рис. 3) вызывает превращение остаточного аустенита в мартенсит и приводит к изменению свойств закаленной стали: повышается твердость, возрастают магнитные свойства, увеличивается объем, стабилизируются размеры изделия. Обработка холодом применяется для режущего и мерительного инструмента, цементуемых деталей, шарикоподшипников, калибров, деталей, работающих при низких температурах и т. п. Таким образом, максимальную твердость доэвтектоидные и эвтектоидные стали будут иметь после полной закалки, а заэвтектоидные после неполной. Оптимальные температуры нагрева доэвтектоидных и эвтектоидных сталей при закалке лежат на 30—50° выше линии GS, а заэвтектоидные на 30—50° выше линии SE. Порядок выполнения работы 1. .Вычертить по памяти стальной участок диаграммы железоуглеродистых сплавов. 2. Установить по диаграмме температуры полной и неполной закалок сталей, содержащих 0,20; 0,40; 0,80 и 1,0% углерода. Результаты занести в таблицу. 3. Определить твердость указанных образцов стали в отожженном состоянии. Результаты занести в таблицу. 4. Закалить в воде образцы стали с установленных температур и определить их твердость. Результаты занести в таблицу. 5. Построить кривые зависимости твердости от содержания углерода в отожженном и закаленном состояниях после полной и неполной закалок. 6. Изучить под микроскопом и схематично зарисовать микроструктуру исследуемых образцов стали в отожженном состоянии и после полной и неполной закалок. 8. Сделать выводы по работе. Отчет по работе Отчет по выполненной работе должен содержать: 1. Краткие сведения из теории закалки углеродистой стали. 2. Стальной участок диаграммы железо—углерод, вычерченный в масштабе. 3. Температуры полной и неполной закалок углеродистых сталей, содержащих 0,20; 0,40; 0,80 и 1,0 % углерода. 4. Результаты определения твердости образцов указанных сталей в отожженном состоянии и после полной и неполной закалок- 5. Графики зависимости твердости сталей от содержания углерода в отожженном состоянии и после полной и неполной закалок. 6. Схематические зарисованные микроструктуры сталей, содержащих 0,20; 0,40; 0,80 и 1,0 % углерода, в отожженном состоянии и после полной и неполной закалок.
РАБОТА № 5 Краткие сведения из теории Закаленная на мартенсит сталь находится в неравновесном, сильно напряженном состоянии. Она обладает высокой твердостью и хрупкостью. Для снижения внутренних напряжений и повышения пластичности и вязкости закаленная сталь подвергается отпуску. Отпуск — это нагрев закалённой стали до температур, лежащих ниже точки Ас1, выдержка при этих температурах и последующее охлаждение на воздухе. При отпуске происходят диффузионные процессы, связанные с распадом мартенсита и остаточного аустенита. В результате этих превращений образуется зернистая структура, состоящая из ферритно-цементитной смеси различной степени дисперсности. Степень распада мартенсита зависит от температуры отпуска. Чем выше температура отпуска, тем больше скорость диффузии и тем больше степень распада мартенсита. Первое превращение при температурах 80—200°С состоит в уменьшении степени тетрагональности мартенсита, что связано с образованием карбида железа, когерентно связанного с кристаллической решеткой мартенсита. Мартенсит закалки (Мз) превращается в мартенсит отпуска. Мартенсит отпуска (Мо) обладает большей травимостью, чем мартенсит закалки, поэтому иглы мартенсита отпуска имеют более темную окраску, чем иглы мартенсита закалки. Второе превращение при температурах 200—300°С состоит в превращении остаточного аустенита в мартенсит отпуска. Для низко- и среднеуглеродистых сталей, имеющих после закалки небольшое количество остаточного аустенита (менее 3%), влияние этого превращения незначительно. Третье превращение, происходящее при температурах 300 - 400°С, состоит в распаде мартенсита на феррито-цементитную смесь высокой степени дисперсности. Такая смесь феррита и цементита называется трооститом отпуска ( То). Строение троостита выявляется только при больших увеличениях на электронном микроскопе. На микрошлифах, исследуемых под оптическим микроскопом, троостит имеет темную окраску. На рис. 2 приведена микроструктура стали 40, а на рис. 3 — стали У10 после отпуска.
Рис. 2. Микроструктура закаленной Рис. 3. Микроструктура закаленной стали стали 40 после отпуска при тем- У10 после отпуска при температуре пературе 300°С: троосто-мартенснт 300°С: троосто-мартенснт + цементит
Четвертое превращение при температурах 400—600°С состоит в коагуляции (укрупнении) цементита и феррита. После отпуска при температурах 500—600°С структура ферритно-цементитной смеси имеет зернистое строение средней степени дисперсности. Такая структура называется сорбитом отпуска ( Со). На рис. 4 приведена микроструктура стали 40, а на рис. 5 — стали У10 после отпуска.
Рис. 4. Микроструктура закаленной Рис. 5. Микроструктура закаленной стали 40 после отпуска при тем- стали У10 после отпуска при темпе- пературе 600°С - сорбит отпуска ратуре 600°С: сорбит отпуска и це- ментит
В процессе отпуска уменьшаются внутренние напряжения, изменяются структура и механические свойства закаленной стали - повышаются вязкость и пластичность металла. Практически различают три вида отпуска: низкий, средний и высокий. Низкий отпуск производится при температурах 150 - 200°С, с выдержкой от двух -трех часов до нескольких десятков часов. После низкого отпуска получается структура мартенсита отпуска. Этот вид отпуска назначается для снятия внутренних напряжений без заметного снижения твердости и прочности. Низкий отпуск применяется для режущего и мерительного инструмента, цементованных и других деталей, которые должны обладать высокой твердостью и износостойкостью. Средний отпуск производится при температурах 350— 450°С, с выдержкой в течение одного—двух часов. После среднего отпуска доэвтектоидной стали, предварительно подвергнутой полной закалке образуется троостит отпуска. Изменяются механические свойства, особенно повышаются упругие свойства стали. Средний отпуск применяется для рессор, пружин и других деталей, которые должны обладать высокой упругостью. Высокий отпуск производится при температуре 500—600°С с выдержкой от 0,5—до 1 часа. После высокого отпуска доэвтектоидной стали, предварительно подвергнтой полной закалке, получается структура сорбита отпуска. Такая сталь обладает наилучшим сочетанием прочности и твердости с пластичностью и вязкостью. Сочетание закалки с высоким отпуском называется улучшением стали или обработкой на сорбит. Механические свойства улучшенной стали выше, чем у отожженной, что объясняется различием в строении троостита и сорбита отпуска от троостита и сорбита, образующихся при распаде аустенита. Троостит и сорбит отпуска имеют зернистую форму выделений цементита, а при распаде аустенита цементит имеет пластинчатую форму. Зернистая или глобулярная форма выделений создаёт меньшую концентрацию напряжений при приложении нагрузок. Улучшению подвергаются ответственные детали машин, которые испытывают в эксплуатации ударные или повторнопеременные нагрузки (коленчатые валы, оси, шестерни и др.). Порядок выполнения работы 1. Вычертить стальной участок диаграммы Fe—Fe3C и по ней определить температуру закалки сталей, содержащих 0,4 и 1,0% углерода. 2. Нагреть и закалить в воде образцы из этих сталей. 3. Зачистить образцы на наждачном круге и определить их твердость на приборе Роквелла. 4. Произвести отпуск закаленных образцов при температурах 200, 300, 400, 500 и 600°С. 5. Определить твердость и ударную вязкость образцов после отпуска. 6. Построить графики зависимости твердости и ударной вязкости от температуры отпуска для стали 40 и стали У10. 7. Изучить под микроскопом, зарисовать и описать структуру закаленных и отпущенных образцов этих сталей. 8. Сделать выводы по работе. Отчет по работе Отчет по работе должен содержать следующее: 1. Краткие сведения из теории отпуска. 2. Стальной участок диаграммы Fe—Fe3C с указанием температур закалки и отпуска стали 40 и стали У10. 3. Данные определения твердости и ударной вязкости закаленных и отпущенных образцов, занесённые в таблицу. 4. Графики зависимости твердости и ударной вязкости от температуры отпуска этих сталей. 5. Микроструктуру (схемы) образцов стали 40 и стали У10 после закалки и отпуска при температурах 200, 300, 600°С. 6. Выводы по работе, где описать процессы, происходящие при отпуске закаленной стали, и объяснить причины изменения структуры, твердости и ударной вязкости при повышении температуры отпуска.
РАБОТА № 6 Оборудование и материалы 1. Предварительно отлитые пробы: ступенчатого клина; набор скошенных клиньев от трех плавок чугуна ориентировочно следующего состава (табл. 2):
Таблица 1.
3. Микрошлифы серого чугуна, вырезанные из ступенчатого клина, а также белого, ковкого и высокопрочного чугунов. 4. Металлографический микроскоп. Порядок выполнения работы 1. По изломам скошенных клиньев определить величину отбеленной зоны для отдельных плавок чугуна. 2. Определить твердость на приборе Бринелля отдельных частей ступенчатого клина. 3. Изучить структуры серого чугуна в отдельных частях ступенчатого клина, а также структуры белого, ковкого и высокопрочного чугунов. Отчет по работе 1. Результаты измерения твердости, зарисовки и описание микроструктур отдельных частей ступенчатого клина. 2. Зарисовать изломы скошенных клиньев с указанием величины отбеленной зоны для отдельных плавок чугуна. 4. Зарисовать и описать микроструктуру ковкого, высокопрочного чугунов. 5. Выводы, характеризующие влияние отдельных факторов на структуру и свойства чугуна.
РАБОТА № 7 Цель работы. 1. Изучить влияние наклепа на структуру и механические свойства стали. 2. Изучить влияние рекристаллизации на структуру низкоуглеродистой стали и ее механические свойства. Оборудование и материалы 1. Цилиндрические образцы низкоуглеродистой стали 10, ø = 10 мм и h= 15 мм. 2. Универсальная испытательная машина ИМЧ - 30. 3. Нагревательная печь. 4. Прибор для определения твердости - Роквелл. 5. Микрошлифы стали 10. Прошедшие рекристаллизационный отжиг на различные температуры. 6. Металлографические микроскопы. Порядок выполнения работы 1. Произвести осадку цилиндрических образцов до заданной степени деформации (10 % и 50 %). Степень холодной пластической деформации при осадке определяется по формуле D = ho -h1/ ho × 100%, где ho - высота образца в исходном состоянии: h1 - высота образца после деформации. 2. Замерить твердость образцов до и после деформации на приборе Роквелла. 3. Произвести отжиг деформированных образцов при температуре 300, 400. 500, 600 и 800°C в течение 30 мин. 4. Замерить твердость образцов после отжига на приборе Роквелла. 5. Изучить под микроскопом с увеличением в 100 раз структуру шлифов после деформации и последующего отжига при температурах 400, 500, 600 и 800oC. Отчет по работе 1. Результаты замера твердости образцов после деформации и рекристаллизационного отжига. 2. Графические зависимости между твердостью и степенью деформации, а также твердостью и температурой отжига. 3. Схематически зарисованные и описанные микроструктуры металла после деформации и последующего отжига. 4. Температуры рекристаллизации образцов установленные: расчетным путем по формуле А. А. Бочвара; по результатам эксперимента. 5. Выводы по результатам проделанной работы.
РАБОТА № 8 Краткие сведения из теории Процесс расплавления электрода при электродуговой сварке непосредственно связан с обеспечением как эксплуатационных, так и технологических характеристик сварных соединений. Важной технологической характеристикой процесса расплавления электрода является его производительность. Производительность процесса расплавления определяется количеством расплавленного электродного металла в единицу времени и зависит от следующих факторов: 1. Мощность дуги и ее распределение между анодом, катодом и столбом дуги. 2. Теплофизические свойства металла электродного стержня. 3. Термический эффект процессов, протекающих при плавлении электрода. 4. Количество тепла, выделяющееся в электродном стержне при прохождении сварочного тока, и условия охлаждения электродов. 5. Наличие химических реакций и, в частности, процесса восстановления железа из окислов, содержащихся в покрытии. Как было установлено опытным путем, плавление электрода под действием дуги происходит равномерно по следующей приближенной зависимости:
где: Наличие этой зависимости показывает, что расплавление электрода происходит преимущественно за счет энергии, освобождаемой в дуге, и пропорционально току. Вследствие этого главным из вышеперечисленных факторов является мощность дуги или, в первом приближении, величина сварочного тока. Коэффициент пропорциональности
где I - сварочный ток, А; t - время горения дуги, с. Коэффициент расплавления зависит от рода и полярности сварочного тока, состава электродного стержня (или электродной проволоки), состава покрытия электрода (при других способах сварки - от состава флюса или защитного газа). Коэффициент расплавления при ручной электродуговой сварке равен В процессе расплавления при переносе электродного металла в сварочную ванну часть расплавленного электродного металла теряется на угар и разбрызгивание. Вследствие этого количества наплавленного металла Количество наплавленного металла, идущего на формирование сварного шва, определяет производительность процесса наплавки
где t — время наплавки, с. Коэффициент наплавки характеризует удельную, отнесенную к единице тока, производительность процесса наплавки:
где t — время наплавки, с. Значение коэффициента наплавки Потери на угар и разбрызгивание оценивают коэффициентом потерь
где
Коэффициент потерь Зная коэффициент наплавки можно подсчитать производительность процесса сварки при данной величине сварочного тока;
Зависимость коэффициентов Производительность процесса сварки открытой дугой ограничена из-за роста коэффициента потерь на угар и разбрызгивание с увеличением сварочного тока. Применение автоматической сварки под флюсом обеспечивает повышение производительности процесса, в частности, за счет значительного уменьшения потерь на угар и разбрызгивание электродного металла (до 1 —3%), так как в этом случае дуга закрыта плотным слоем флюса. Кроме того, при автоматической сварке под слоем флюса увеличивается скорость расплавления электродной проволоки вследствие повышения абсолютной величины тока и плотности тока в электроде.
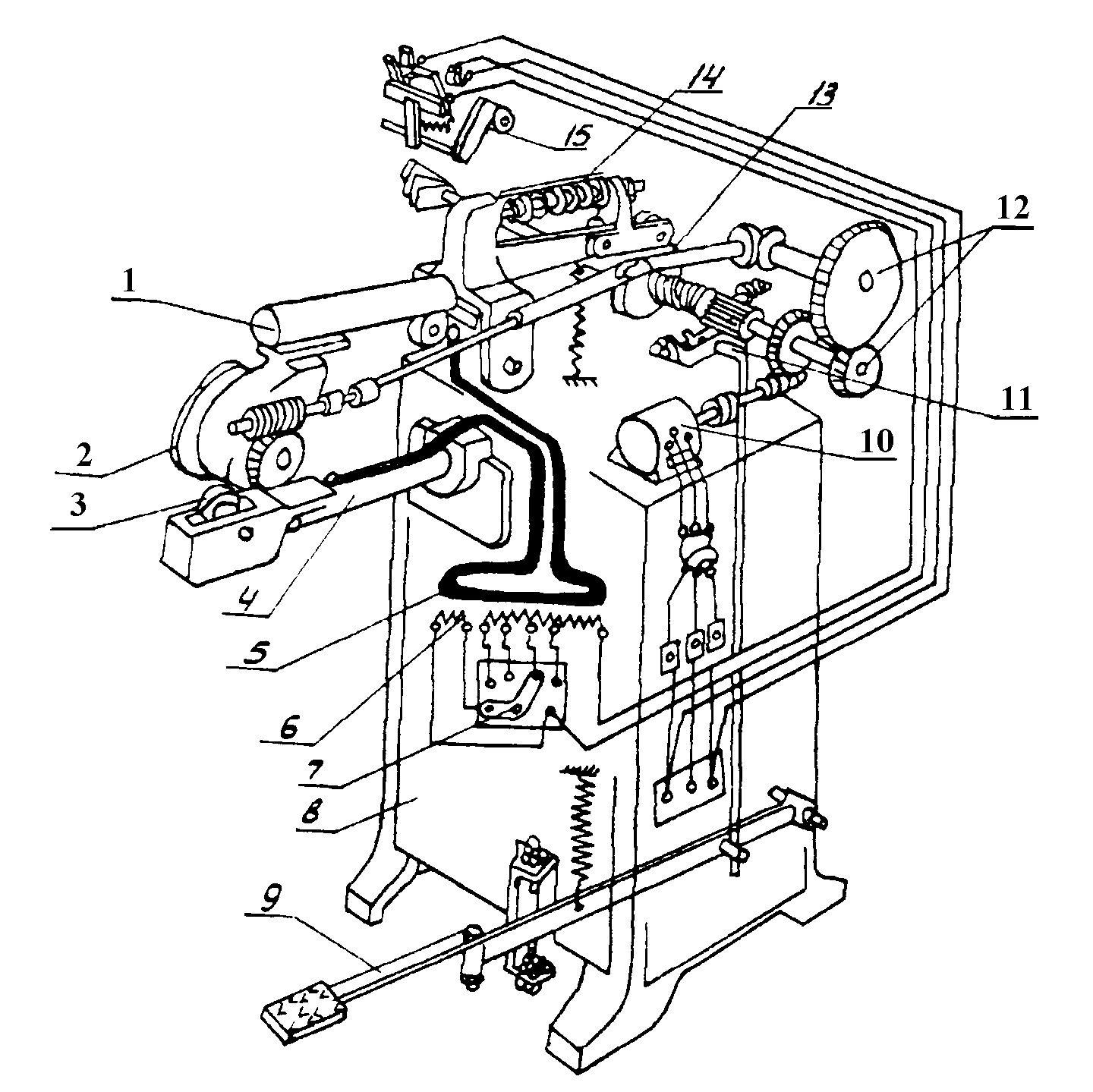
Рис. 1. Зависимость коэффициентов Порядок выполнения работы 1 Пользуясь описанием и плакатом, ознакомиться с работой сварочного трактора АДС-1000-2. 2. Зачистить опытную пластину металлической щеткой. 3. Взвесить пластину с точностью до 1 г. 4. Измерить масштабной линейкой длину электрода с точностью до 1 мм. 5. Взвесить электродную проволоку до сварки с точностью до 1 г. 6. Измерить штангенциркулем диаметр стержня электрода с точностью до 0,1 мм. 7. Произвести наплавку валика на опытную пластину. 8. Замерить среднее значение сварочного тока. 9. Замерить время горения дуги. 10. Удалить с поверхности наплавленного металла и пластины брызги и шлак. 11. Взвесить пластину после наплавки. 12. Измерить длину огарка электрода. 13. Взвесить электродную проволоку после сварки с точностью до 1 г. 14. Определить массу расплавленного металла электрода. где d — диаметр стержня электрода, см: g — удельный вес стержня электрода g = 7,8 г/см3;
При d = 5 мм 15. Определить массу наплавленного металла
где 16. Вычислить коэффициент расплавления по (2). 17. Вычислить коэффициент наплавки по (5). 18. Вычислить коэффициент потерь на угар и разбрызгивание по (3). 19. Определить производительность при сварке по (6). 20. Составить таблицу и записать результаты наблюдений и расчетов. Содержание отчета по работе 1. Пояснения к схеме установки автомата АДС-1000-2. 2. Пояснения к устройству шлангового полуавтомата (пп. 1—2 выполняются студентами дома в порядке подговки к лабораторной работе). 3. Расчетные формулы (выполняется студентами дома в порядке подготовки к лабораторной работе). 4. Определить коэффициенты расплавления (aр), наплавки (aн), потерь на угар и разбрызгивание (y) и количество наплавленного металла для ручной и автоматической сварки (Qн).. Условия проведения эксперимента и результаты опытов занести в таблицу 1 (см. тетрадь лаб. работ). 5. Графики зависимости коэффициентов от силы сварочного тока. 6. Выводы по полученным результатам. РАБОТА № 9 Оборудование и материалы 1. Машины для стыковой, точечной и шовной сварки. 2. Измерительная аппаратура. 3 Образцы для сварки. 4. Машина для испытания сварных соединений на растяжение. 5. Плакаты: а) схемы машин типа МСР-100; б) схема машины типа МТ-601; в) схема машины типа МШП-50; г) зависимость усилия сжатия и сварочного тока от времени для стыковой сварки сопротивлением и оплавленном; д) зависимость усилия сжатия и сварочного тока от времени для шовной и точечной сварки.
Рис. 3. Схема машины для шовной сварки МШП - 50 Порядок выполнения работы 1. Ознакомиться с устройством и работой контактных машин для стыковой, точечной и шовной сварки. 2. Произвести необходимые измерения и определить основные технологические параметры машины для точечной сварки типа МТ-601. 3. Исследовать влияние шунтирования на прочность сварного соединения для точечной сварки. Содержание отчета по работе 1. Наименование основных конструктивных элементов контактных сварочных машин (выполняется студентами в порядке подготовки к лабораторной работе). 2. Графические зависимости усилия сжатия и тока от времени для стыковой сварки сопротивлением, с оплавлением, точечной и шовной сварки. 3. Сводную таблицу результатов измерения: основных технологических параметров контактной точечной машины: основных параметров режима точечной сварки; разрушающего усилия сварных точек в зависимости от величины шага между ними. 4. Схему, поясняющую расположение, последовательность нанесения сварных точек и шунтирование тока. 5. Выводы о влиянии шунтирования на прочность сварных точек. ЛИТЕРАТУРА 1. Ю.М.Лахтин, В.П.Леонтьева. Материаловедение. М. Машиностроение, 1990г. 2. Материаловедение и технология конструкционных материалов для железнодорожной техники. Под ред. проф. Воронина Н.Н.. -М. Маршрут. 2004 г. - 455 с.
СОДЕРЖАНИЕ
Работа № 1. Определение механических свойств металлов и сплавов...........3 Работа № 2. Определение твёрдости металлов и сплавов…….......................5 Работа № 3. Изучение микроструктуры железоуглеродистых сплавов в равновесном состоянии ...................................................................8 Работа № 4. Определение оптимальной температуры нагрева при закалке до- и заэвтектоидных сталей с целью получения максимальной твердости………………………………………. …15 Работа № 5. Отпуск закаленной углеродистой стали ……………...………...19 Работа № 6. Определение влияния химического состава и скорости охлаждения на структуру и свойства чугуна………………….....22 Работа № 7. Влияние наклепа и рекристаллизации на структуру и свойства низкоуглеродистой стали при обработке давлением……………29 Работа № 8. Определение коэффициентов расплавления, наплавки и потерь на угар и разбрызгивание при ручной дуговой и автоматической сварке под флюсом ..................................32 Работа № 9. Определение технологических параметров контактных сварочных машин и влияния шунтирования тока на прочность сварной точки………………………………………………39 Литература .........................................................................................................44
Работа № 1 ОПРЕДЕЛЕНИЕ МЕХАНИЧЕСКИХ СВОЙСТВ МЕТАЛЛОВ И СПЛАВОВ
Цель работы - ознакомиться с методами испытаний металлов и сплавов на растяжение и ударный изгиб. |
||||||||||||||||||||||||||||||||||||||||
Последнее изменение этой страницы: 2019-04-21; Просмотров: 325; Нарушение авторского права страницы















 (1)
(1) - количество расплавленного металла, г;
- количество расплавленного металла, г;  - коэффициент, определяемый опытным путем; I - ток, А; t - время горения дуги, ч.
- коэффициент, определяемый опытным путем; I - ток, А; t - время горения дуги, ч. г/А× ч , (2)
г/А× ч , (2) , расходуемого на формирование сварного шва, будет меньше, чем количество расплавленного электродного металла на величину потерь на угар и разбрызгивание.
, расходуемого на формирование сварного шва, будет меньше, чем количество расплавленного электродного металла на величину потерь на угар и разбрызгивание. , (3)
, (3) - коэффициент наплавки;
- коэффициент наплавки; — ток, А;
— ток, А; г/А× ч, (4)
г/А× ч, (4) , (3)
, (3) зависит от длины дуги, состава, количества обмазки электрода и растет с увеличением тока. Для покрытых электродов коэффициент потерь находится в пределах 10—15%.
зависит от длины дуги, состава, количества обмазки электрода и растет с увеличением тока. Для покрытых электродов коэффициент потерь находится в пределах 10—15%. · I , г/ч.
· I , г/ч.  (6)
(6) от силы тока в А при ручной дуговой сварке представлена на рис. 1.
от силы тока в А при ручной дуговой сварке представлена на рис. 1.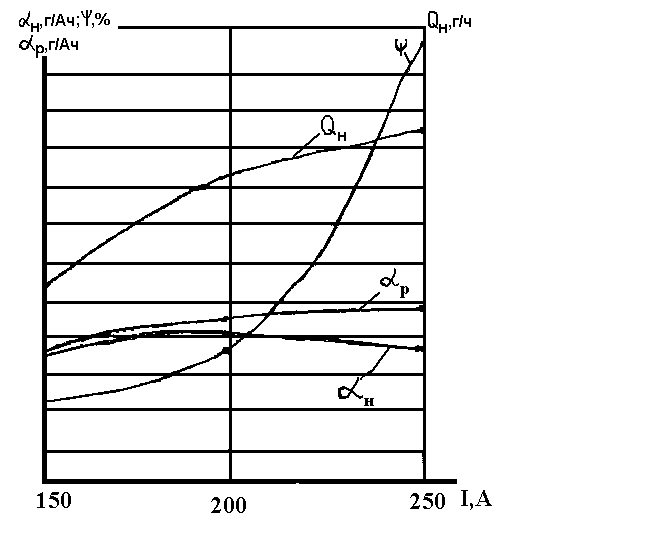
 , (7)
, (7) — длина стержня электрода до сварки, см;
— длина стержня электрода до сварки, см; — длина огарка, см.
— длина огарка, см. .
. , (8)
, (8) — масса опытной пластины до и после наплавки, г.
— масса опытной пластины до и после наплавки, г.