
|
Архитектура Аудит Военная наука Иностранные языки Медицина Металлургия Метрология Образование Политология Производство Психология Стандартизация Технологии |
|
|
Архитектура Аудит Военная наука Иностранные языки Медицина Металлургия Метрология Образование Политология Производство Психология Стандартизация Технологии |
А.Г Навроцкий, М.В. БелоглазоваСтр 1 из 7Следующая ⇒
А.Г Навроцкий, М.В. Белоглазова НАСЛЕДНИКИ ГЕФЕСТА (о кузнечном деле) ВВЕДЕНИЕ
Кузнечное дело — самое древнее ремесло, связанное с. обработкой металла. Многие музеи имеют в своих фондах каменные кузнечные инструменты тех далеких времен: небольшие камни-молоты и массивные плиты-наковальни. На территории нашей страны ковка применялась уже в VII в. до н. э. в районах Причерноморья, Северного Кавказа, Южного Урала. Кузнецы Скифии уже владели секретами кузнечной сварки. В IX — XII вв. на Руси при строительстве монастырей, церквей и соборов в Киеве, Новгороде, Пскове широко используется труд кузнецов, которые куют мощные связи — тяжи и пояса для скрепления стен, сводов, арок, а также оконные решетки, парадные двери и ворота с накладными цветками, гравированными жиковинами и витыми ручками-стукалами, собирают и устанавливают на навершиях куполов большие и малые кресты. Начиная с XVII в. в крупных городах разворачивается строительство дворцово-парковых ансамблей, и многие кузнецы начинают специализироваться на изготовлении разнообразных оград. Старые русские мастера не только отлично знали технологию ковки, но и обладали большим художественным вкусом. Созданные ими ограды и решетки не терялись и сохраняли выразительность в любом архитектурном окружении. Наиболее оригинальны по рисунку ограды, выполненные в стиле русского барокко, который господствовал в архитектуре во второй половине XVII в. Мощные каменные столбы эффектно контрастируют с легким и игривым кованым узором, в котором широко использовались растительные мотивы. Любили мастера создавать ограды, у которых рисунок симметричен и составлен из сердцевидных изгибов стеблей — черво-нок. Решетка Летнего сада со стороны Невы считалась и считается лучшей среди декоративных оград мира. А выкована она была тульскими кузнецами по эскизам русских архитекторов Фельтена и Егорова. С XIX в. художники и архитекторы при создании оград начинают применять прокат, в результате чего общий рисунок оград становится более строгим, с преобладанием прямых линий, навершия оформляются в виде шаров или пик. К этому периоду относят ограды, выполненные в стиле классицизма. Говоря о применении кованого металла в архитектуре, нельзя не вспомнить о таких деталях, как подвесные замки, которые, исполняя свое прямое и функциональное назначение, являлись также украшением дверей и ворот. Большое искусство проявляли кузнецы и при изготовлении ключей. Язычок ключа прорезался хитроумными пазами и отверстиями, а стержень имел различные утолщения и гравировку. Богаче всего украшалась головка ключа, в рисунок которой вплетались растительные и животные мотивы, фантастические образы, геометрические фигуры, а также звезды, короны и другие атрибуты. Создавая предметы быта, кузнецы придавали им изящную форму, радующую глаз, украшали эти предметы орнаментом. Так, основа сечки делалась круглой или эллипсо-образной, а ее верхняя часть оформлялась завитками или какими-нибудь фантастическими зверюшками. Наибольшую выдумку и творческую изобретательность проявляли мастера при ковке светцов — первых осветительных приборов. Если вначале их делали упрощенными, в виде небольших веточек с завитками, то с конца XVIII в. появляются цельнокованые светцы, которые выглядели уже значительно изящнее своих предшественников. Основное внимание уделяли кузнецы навершию светца, то есть верхней его части, куда вставлялись лучины. Навершие состояло из причудливых завитков, расщепов, шишечек и других украшающих элементов. В полумраке крестьянской избы светец с горящими лучинами походил на заморский цветок из волшебной сказки. В конце XIX в. на Всероссийской промышленной выставке в Нижнем Новгороде был показан уникальный экспонат кузнецов Юзовского завода — стальная пальма. Она была выкована кузнецом А. Мерцаловым и молотобойцем Ф. Шкариным всего за две недели. Журнал «Горнозаводской листок» писал: «Пальма сделана из одного рельса. Ее ствол несет на себе десять листков и вверху заканчивается венчиком. Высота подлинно художественного изделия 3 м 530 мм. Молот и зубило — вот единственные инструменты, которыми пользовались кузнецы». Газеты того времени писали: «Пальма поражает зрителей высотой, стройностью, удивительным изяществом, ее темные, рассеченные листья, веером расходящиеся от ствола, были так легки, а тонкий шершавый ствол так гибок, что вначале было трудно поверить, что это не живое растение, вывезенное с Кавказского побережья, а тончайшее произведение искусства. Всем хотелось потрогать ее руками». В 1900 г. кованая пальма была выставлена на Международной промышленной выставке в Париже и получила Гран-при. Сейчас эта пальма — экспонат музея Горного института в Ленинграде. С развитием прокатного и кузнечно-штамповочного производства в архитектуре все реже стал применяться декоративный кованый металл, активно вытесняемый конструкциями из проката. Техника художественной ковки постепенно упрощается, все меньше остается мастеров, которые сумели бы отковать ограду, отреставрировать или просто починить старинные решетки, козырьки подъездов. И все же огонь Гефеста не погас! Его отдельные искорки, чуть тлеющие по отдельным кузницам, начинают разгораться все ярче. И уже многое сделано для возрождения прекрасного ремесла. С 70-х гг. под Москвой, в Абрамцеве, при школе народных ремесел стали готовить кузнецов-художников, а в Суздале в этот же период создано художественное училище с отделением кузнецов — реставраторов художественного металла. Всеми кузнечными работами в училище бессменно руководит знаменитый кузнец булатных и дамасских сталей В. Басов. В 1975 г. в поселке Салтыковка под Москвой был основан первый в стране Музей кузнечной науки и техники, который вскоре стал специализированным научно-исследовательским и культурно-просветительным центром в области истории кузнечного дела и художественной ковки, кузнечно-прессового машиностроения и теории обработки металлов давлением. При музее действует единственная в своем роде, специализированная библиотека по кузнечному делу, проходят выставки художественных кузнечных изделий. Ежегодно на территории музея проводятся Всесоюзные фестивали мастеров художественной ковки. Популярность этих праздников возрастает год от года. Так, если в первом празднике принимали участие всего 20 кузнецов, то на четвертый фестиваль в 1989 г. съехались более 100 мастеров художественной ковки с Урала и Чукотки, из Прибалтики и Армении, из Средней России и Украины. Что же привлекает людей в Салтыковку? Прежде всего это желание и на других посмотреть, и себя показать. Кузнецы собираются, чтобы обменяться опытом, познакомиться друг с другом и, наконец, просто ощутить себя частью единой семьи кузнечных дел мастеров.
Словом, интерес к кузнечному делу постоянно возрастает, а вот учебной литературы, в которой бы описывались технологические основы ковки, явно недостаточно. Надеемся, что этот материал в какой-то мере заполнит образовавшийся пробел и поможет начинающим кузнецам изучить основы ковки, а также приобщит их к беспокойному и творческому братству кузнецов-художников.
ОСНОВНЫЕ СВЕДЕНИЯ О МЕТАЛЛЕ
При ковке изделий мастерам приходится иметь дело с материалами (сталями различных марок, цветными металлами, сплавами), которые имеют самые разнообразные физические, механические и технологические свойства. Наиболее широко в кузнечных работах используется сталь — сплав железа с углеродом. В зависимости от количества углерода стали подразделяются на низко-углеродистые (до 0, 25% С), средне-углеродистые (0, 25 — 0, 6 % С) и в ы-сокоуглеродистые (0, 6 — 2% С). Повышение содержания углерода увеличивает твердость и закаливаемость стали, но снижает теплопроводность и ковкость. Из цветных металлов в кузнечном деле используют в основном медь и алюминий, а также их сплавы, например латуни (Л90, Л80, Л68, Л62 и др.), бронзы (БрОЦ4-3 и др.). Все металлы и сплавы имеют поликристаллическое строение, то есть состоят из отдельных прочно сросшихся друг с другом зерен металла, между которыми располагаются в виде тонких прослоек неметаллические включения оксидов, карбидов и других соединений. Зерна, в свою очередь, также имеют кристаллическое строение, их размеры составляют 0, 01 — 0, 1 мм. При ковке деформация протекает главным образом вследствие скольжения зерен относительно друг друга, так как связь между ними слабее, чем прочность самих зерен. В результате ковки зерна металла вытягиваются в направлении течения металла, что ведет к образованию мелкозернистой строчечной структуры (чем мельче зерна металла, тем он прочнее). Одновременно вытягиваются неметаллические включения, что можно наблюдать даже невооруженным глазом. Размеры зерна, а следовательно, и прочностные свойства металла в значительной степени определяются температурным режимом ковки. Поэтому ковать металл следует в определенном интервале температур, чтобы измельченные в процессе деформирования зерна затем снова не выросли под действием высокой остаточной температуры. Каждый кузнец, чтобы получить из стали качественное изделие и придать ему соответствующие свойства с помощью термообработки, должен разобраться в диаграмме состояния железо — углерод. Рассмотрим фрагменты диаграммы, на которой по оси ординат отложена температура сплава, по оси абсцисс — содержание углерода в процентах (рис. 1). Выше линии GS все стали имеют структуру аустенита — однородного твердого металла, состоящего из одинаковых по составу и строению зерен. При нагревании углеродистых сталей до температуры ниже критической линии PS=723° С в них не происходит изменений структуры. Нагрев заготовок. Это важная и ответственная операция, от которой зависят качество изделия и стойкость инструмента. Ковку, как правило, проводят, нагрев металл до так называемой ковочной температуры с целью повышения его пластичности и снижения сопротивления деформированию. Температурный интервал ковки зависит от химического состава и структуры обрабатываемого металла. Следует также учитывать, что при нагреве углеродистых сталей происходит выгорание углерода с поверхностного слоя изделия на глубину до 2 — 4 мм, ведущее к снижению прочности и твердости стали, к ухудшению ее закаливаемости. Ковать заготовку следует только тогда, когда она равномерно прогреется. Для каждой марки стали имеется свой температурный интервал ковки, то есть определены температуры начала ковки Т4 и ее конца 7" к. В результате нагрева металла несколько выше температуры Ти металл приобретает крупнозернистую структуру, его пластичность снижается. Нагрев металла до ещё более высокой температуры приводит к неисправимому браку — пережогу, в результате чего металл при ковке разрушается. При ковке заготовок, нагретых ниже температуры Т , возможно образование трещин. Поэтому при ковке следует помнить пословицу: «Куй железо, пока горячо». То есть ковать металл необходимо в температурном режиме Т — Т (заштрихованная зона на диаграмме состояния железо — углерод). Температуру нагретого металла можно определить по цветам каления и побежалости, а марки стали — по искре (табл. 1 — 3). Топливо. Для нагрева заготовок кузнецы применяют различные виды топлива: твердое, жидкое и газообразное.
Рис. 1. Диаграмме состояния железо — углерод
Чаще всего для нагрева заготовок в кузницах используется каменный уголь. Причем желательно, чтобы уголь был черного цвета, блестящий, размеры его кусков приблизительно должны соответствовать размерам грецкого ореха. Кузнецы так и называют такой уголь — орешек. Часто применяется и кокс, который имеет высокую температуру сгорания. Можно использовать и дрова лиственных пород деревьев (дуб, ясень, береза и др.). Однако самым хорошим топливом является древесный уголь, бывший основным кузнечным топливом вплоть до середины XVIII в. В настоящее время в кузнечных цехах широко применяются электропечи и печи, работающие на жидком или газообразном топливе. Горны и печи. Основа стационарного горна — стол, где устраивается очаг для нагрева заготовок. В кузнице горн обычно устанавливают по центру стены, противоположной входу (основной стены). Высота стола горна определяется ростом кузнеца, удобством переноса заготовки из горна на наковальню и принимается равной 700 — 800 мм; обычные размеры поверхности стола IX 1, 5 или 1, 5X2 м. Если предполагается изготавливать крупные предметы, такие, как ворота, решетки, то горн устанавливают на некотором расстоянии от стены и стол делают увеличенных размеров. Поверхность стола горна выкладывается из кирпича, пиленого камня, железобетона. Постамент делается в виде ящика, стенки которого сложены из бревен, досок, кирпича или камня, а внутренность заполнена битым мелким камнем, песком, глиной, горелой землей.
Таблица 1 Таблица 2 Таблица 3 Светло-желтый | Разветвлений искр мало, нити тонкие | ||
| Ст. 4 | Разветвлений мало, нити гуще, чем у Стали 2 | ||
| Ст. 10 | Разветвлений мало, нити острые, немного звездочек | ||
| Ст. 15 и 20 | Разветвлений и звездочек больше, чем у Стали 10 | ||
| Ст. 20 и 30 | Разветвлений и звездочек много, концы нитей тонкие | ||
| У12 | Звездочки мелкие, густые | ||
| Ст. 40 и 45 | Сильное разветвление, густые звездочки круглые, концы нитей острые |
В некоторых случаях зонты оснащаются опускающимися крыльями. Недостаток металлических зонтов — быстрое их прогорание.
Более надежны и долговечны зонты, сложенные из огнеупорного кирпича (рис, 4). Однако такие зонты значительно тяжелее металлических, и для их устройства необходима металлическая рама из уголков или швеллеров, а иногда и дополнительные подпорки по углам.
 Рис. 2. Устройство фурмы
Рис. 2. Устройство фурмы
Переносные горны применяются для нагрева заготовок небольшого размера. Переносной горн состоит из металлической рамы, на которой сверху крепится стол с очагом и вентилятором для подачи воздуха. Вентилятор приводится во вращение от ножной педали. Можно для нагрева заготовок использовать паяльную лампу, которую ставят в небольшую ямку, а рядом складывают печурку из огнеупорного кирпича (рис. 5). Заготовки закладывают в щель между кирпичами. Или же кирпичи ставят на торец, на них кладут колосниковую решетку, а на нее устанавливают печурку из четырех кирпичей, в которую засыпают уголь. Снизу размещается паяльная лампа с патрубком.
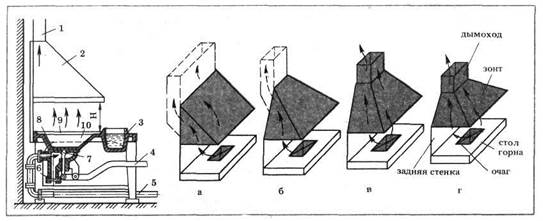
Рис. 3. Оборудование для нагрева заготовок: стационарный металлический горн (слева): 1 — вытяжная труба; 2 — зонт; 3 — бачок с водой для охлаждения инструмента; 4 — рычаг для регулирования подачи воздуха; 5 — воздухопровод; 6 — заслонка; 7 — конический наконечник; 8 — фурма; 9 — литой стол; 10 — очаг; типы зонтов (справа): а, б — дымоход в стене; в — наружный боковой дымоход; г — наружный центральный дымоход

Рис. 4. Стационарный горн с кирпичным зонтом (слева): 1 — бачок с водой; 2 — водоохлаждаемая фурма; шахтный газовый горн (справа)
Конструкция легкого переносного горна с бытовым пылесосом показана на рис. 6. Постамент горна сварен из уголков, а верхняя часть стола выложена из огнеупорного кирпича. На верхние горизонтальные уголки кладется фурма с зольником. На расстоянии 150 мм от фурмы к зольнику приваривают патрубок внутренним диаметром 30 мм, который соединяют с шлангом пылесоса. При этом необходимо иметь в виду, что шланг вставляется в этом случае не в нижнее, а в верхнее (нагнетающее) гнездо пылесоса. Нижнюю чашку пылесоса с фильтром снимают, а пылесос устанавливают на подставку. В тех случаях когда отсутствует электричество для привода вентилятора, можно использовать мехи.


Рис. 5. Переносные горны с паяльной лампой Рис. 6. Переносной горн с пылесосом
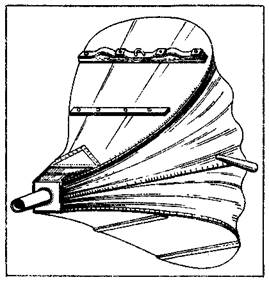
Рис. 7. Клинчатые мехи
Клинчатые мехи двойного действия дают спокойное дутье, в результате чего создается ровное пламя и заготовки нагреваются равномерно (рис. 7).
В современных кузницах для дутья применяют различные вентиляторы с электроприводом.

ИНСТРУМЕНТ И ПРИСПОСОБЛЕНИЯ
Для кузнечных работ необходимо большое число разнообразных инструментов и приспособлений. Основной опорный кузнечный инструмент — наковальня (рис. 8).
Современные наковальни изготовляют из стали 45Л методом литья массой от 10 до 270 кг. Наковальни бывают разных типов: безрогие, однорогие, двурогие. Наиболее удобна и универсальна в работе так называемая двурогая наковальня, приведенная на рис. 8, а (справа). Верхняя горизонтальная шлифованная плоскость у наковальни называется лицом, или наличником, на ней выполняются все основные кузнечные работы. Боковые грани наковальни образуют с лицевой поверхностью угол 90°, ребра наковальни должны быть довольно острыми, без сколов и заминов. На ребрах проводят гибку и раздачу материала, а также некоторые вспомогательные операции.
Конический рог наковальни предназначен для радиусной гибки полос и прутков, а также для раскатки и сварки кольцевых заготовок.
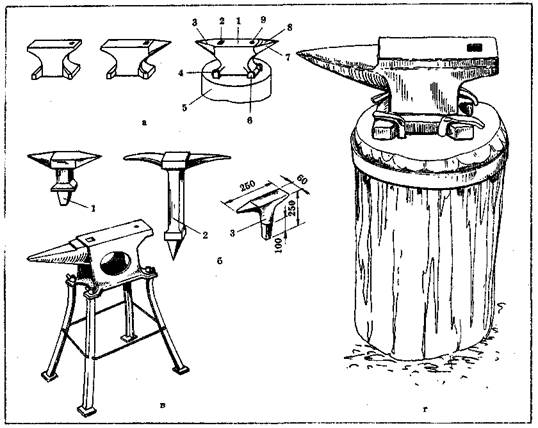
Рис. 8. Наковальни и шпераки: а — безрогая, однорогая и двурогая наковальни (1 — лицо; 2 — квадратное отверстие; 3 — хвост; 4 — скобы; 5 — стул; 6 — лапы; 7 — конический рог; 8 — незакаленная площадка; 9 — круглое отверстие); 6 — шпераки (1 — вставляемый в наковальню; 2 — вбиваемый в землю; 3 — для мелких работ); в — переносная няковальня; г — наковальня, укрепленная на стуле
С противоположной стороны от рога расположен хвост, используемый для гибки и правки замкнутых прямоугольных изделий. В районе хвоста квадратное отверстие размером 35Х35 мм, которое применяется для установки подкладного инструмента — нижняков. Около рога расположено круглое отверстие диаметром 15 — 25 мм для пробивки отверстий в заготовках.
Снизу у наковальни лапы, необходимые для крепления наковальни (с помощью скоб) к деревянному стулу или металлической подставке. В качестве стула обычно используют массивный чурбан или пень (дубовый, кленовый, березовый) диаметром 500 — 600 мм. Когда нет возможности подобрать необходимый чурбан, то берут металлическую или деревянную бочку, набивают песком, глиной, землей, хорошо утрамбовывают, сверху кладут толстую деревянную прокладку, на которую и крепят наковальню.
Легкие переносные (походные) наковальни имеют специальные ножки.
Наковальни продаются в хозяйственных магазинах. Если наковальню купить не удалось, то на первое время ее можно заменить куском рельс или массивным прямоугольным металлическим бруском.
Большое внимание следует уделить установке стула, который должен стоять вертикально и не вибрировать. Для этого стул закапывают на глубину не менее 0, 5 м, а землю вокруг него хорошо утрамбовывают. Высота стула зависит от роста кузнеца и обычно составляет 600 — 700 мм. Самая удобная для работы высота, когда кузнец, стоящий рядом с наковальней, не наклоняясь, достает до наличника слегка согнутыми пальцами.
Качественная наковальня издает высокий и чистый звук при легком ударе молотком, а молоток при этом отскакивает со звоном.
Для мелких работ кузнецы применяют наковальни небольших размеров или специальные наковальни — шпераки (рис. 8, б). Одни шпераки устанавливаются своими четырехгранными хвостовиками в квадратное отверстие наковальни, другие, имеющие удлиненную вертикальную стойку, вбиваются заостренным концом в деревянный чурбан или в землю.
К ударному инструменту относят молотки-ручники, боевые молоты и кувалды (рис. 9). Ручник — основной инструмент кузнеца, с помощью которого он кует небольшие изделия или управляет процессом ковки с молотобойцами.
Обычно ручники имеют массу 0, 5 — 2 кг, но часто кузнецы применяют и более тяжелые молотки массой до 4 — 5 кг. Рукоятки ручников делают из древесины лиственных пород деревьев (граба, клена, кизила, березы, рябины, ясеня). Рукоятки должны быть гладкими, без трещин, удобно лежать в руке, длина их 350 — 600 мм.
Боевые молоты — это тяжелые молотки массой 10 — 12 кг, которыми молотобойцы работают двумя руками. Головки боевых молотов бывают с односторонним клиновидным задком, а также с двусторонним задком (продольным или поперечным). Нижняя рабочая поверхность головки (бой) предназначена для основной ковки, а верхний клиновидный задок — для разгона металла вдоль или поперек оси заготовки. Рукоятка молота изготовляется из тех же пород деревьев, что и у ручника; длина рукоятки подбирается в зависимости от массы головки молота, роста молотобойца и достигает 70 — 95 см.
Кувалда — тяжелый (до 16 кг) молот с плоскими бойками применяется при тяжелых кузнечных работах, где требуется большая ударная сила.

Рис. 9. Ударный инструмент: 1 — с шаровым задком; 2, 4 — с клиновидным односторонним задком; 3, 6 — с двусторонним продольным задком; 5 — с двусторонним поперечным задком
Все ударные инструменты должны быть максимально надежны, при этом особое внимание уделяется креплению рукоятки с головкой. Форма отверстия в головке молота — всада, куда вставляется рукоятка, — делается эллипсообразной и имеет двусторонний уклон 1: 10 от середины к боковым граням. Это облегчает всаживание рукоятки в головку молота и обеспечивает надежное ее закрепление после забивки клина. Практикой установлено, что самыми надежными являются металлические заершенные клинья, которые входят на глубину, равную 2/3 ширины головки молота, и забиты под углом к продольной оси кувалды (молота).
При работе боевыми молотами используют три вида ударов: легкие (локтевые), средние, или плечевые (удар с плеча), сильные (навесные), когда молот описывает в воздухе полный круг. Навесными ударами работают молотобойцы при проковке заготовок большой массы и при кузнечной сварке массивных деталей (рис. 10).
Для улучшения качества изготовляемых изделий и повышения производительности кузнецы часто применяют различный подкладной инструмент, устанавливаемый под молот или на наковальню. Для работы под молот используются простые и фасонные кузнечные зубила, пробойники, гладилки и раскатки (рис. 11). На наковальню устанавливаются подсечки, конусные оправки, вилки для гибки, гвоздильни, различные скобы и приспособления для специальных видов ковки.
Применяется и парный подкладной инструмент, к которому относятся обжимки, подбойники, гвоздильни с шляпочными молотками, специальные штампы для фигурных изделий.
Рукоятки подкладного инструмента делают из дерева, толстой проволоки или упругого троса. Длина рукояток 500 — 600 мм. Деревянные рукоятки забивают во всад головки не расклинивая. Это делают для того, чтобы вибрация и удары не передавались через рукоятку. Проволочную рукоятку закручивают вокруг головки в горячем состоянии, а рукоятку из троса заклинивают и запаивают во всаде.

Рис. 10. Виды удара молотобойца: 1 — локтевые; 2 — плечевые; 3 навесные
Рассмотрим некоторые особенности подкладного инструмента.
Начнем с подкладного инструмента под молот. Зубила кузнечные подразделяются на зубила для рубки нагретых и холодных заготовок. Зубила для холодной рубки делают более массивными, с углом заточки ножа 60°, ножи у зубил для горячей рубки делаются более тонкими, с углом заточки 30° (рис. 11, а).
Форма ножа у зубил для художественной ковки делается либо прямолинейной, либо с кривизной в одной плоскости (или даже в двух плоскостях).
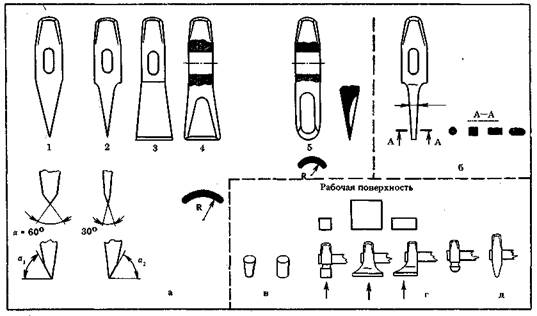
Рис. 11. Подкладной инструмент: а — зубила (1 — для поперечной рубки холодного металла; 2 — для поперечной рубки горячего металла; 3 — для продольной рубки; 4 — для рубки по радиусу; 5 — для фасонной рубки); б — пробойник (изготовляют с круглым, квадратным и другими сечениями бородки); в — прошивни (1 — конический; 2 — цилиндрические); г — гладилки; д — раскатка
Зубила с прямым ножом изготовляют как для поперечной рубки, так и для продольной, с односторонней заточкой или двухсторонней. Нож зубила для поперечной рубки расположен параллельно оси рукоятки, а нож зубила для продольной рубки — перпендикулярно ручке. Односторонняя заточка зубила применяется в том случае, когда требуется получить рез с перпендикулярным торцом, а если у изделия допускается наклонный торец или нужна фаска, то необходимы зубила с двухсторонней заточкой. Зубила с притуплённым но--ж о м используют для нанесения различных орнаментов на изделия.
Зубила с кривизной ножа в горизонтальной плоскости служат для вырубки из листового материала различных криволинейных элементов, например цветов, акантовых листьев.
Фасонные зубила с двойной кривизной ножа применяются для вырубки каких-либо элементов из объемных заготовок.
Кузнецы при работе зубилом обязаны иметь в виду следующее: чтобы нож не тупился, под заготовку необходимо подложить прокладку (железный или медный лист). Кстати, прокладка предохранит лицо наковальни от повреждения.
При отрубке от заготовки части следует соблюдать некоторые правила. Так, начальные и завершающие удары по зубилу нужно наносить весьма осторожно: вначале — чтобы зубило правильно врезалось в заготовку, в конце — чтобы отрубаемая часть не улетела и не поранила кого-либо. Место, где производится отрубка, необходимо огородить сеткой.
Пробойники предназначены для пробивки отверстий, различных углублений в сравнительно тонких заготовках и для орнаментации изделий. В зависимости от формы пробиваемых отверстий сечение бородки (рабочей части пробойника) может быть круглым, овальным, квадратным, прямоугольным или фасонным (рис. 11, б).
Для пробивки отверстий в толстых заготовках применяют прошивни и специальные пуансоны, которые отличаются от пробойников тем, что не имеют рукояток и удерживаются клещами (рис. 11, в).
Из кузнечной практики известно, что для облегчения извлекания прошивня из пробиваемого отверстия в предварительно намеченное углубление подсыпают немного мелкого угля (в процессе прошивки газы, образующиеся из угля, способствуют выталкиванию инструмента).
Гладилки служат для выравнивания неровностей на поверхности поковки после обработки ее молотом. Гладилки бывают с плоскими и цилиндрическими рабочими поверхностями различных размеров и формы. Для выравнивания больших плоскостей обычно применяют гладилки с рабочей поверхностью размером 100X100 мм, для выравнивания небольших поверхностей — гладилки размером 50X50 мм. Гладилки с цилиндрической поверхностью необходимы для выравнивания галтелей и радиусных поверхностей (рис. 11, г.).
Раскатки предназначаются для ускорения раздачи (удлинения) металла вдоль и поперек оси заготовок, а также для выбивания цилиндрических пазов на заготовках и для орнаментации изделий (рис. 11, а).
Познакомимся с подкладным инструментом, установленным на наковальню. Такой инструмент снабжается хвостовиком квадратного сечения, который вставляется в соответствующее гнездо в наковальне (рис. 12).
Подсечки применяют для рубки заготовок при помощи ручника. Заготовку накладывают на лезвие подсечки и, ударяя по ней ручником, отрубают необходимую часть. Угол заточки лезвия подсечки 60°. Следует помнить, что рубку заготовки нельзя доводить до конца, чтобы не испортить лезвие подсечки. Вначале проводят глубокую подрубку заготовки, а окончательное отделение части заготовки производят на краю наковальни легким ударом ручника.
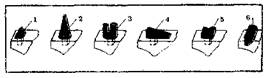
Рис. 12. Подкладной инструмент, устанавливаемый на наковальне: 1 — просечки; 2 — конусные оправки; 3 — вилка; 4 — 6 — оправки
Конусные оправки служат для расширения отверстий в поковке, раздачи колец и выполнения гибочных операций.
Вилки используют для гибки и завивки заготовок. Кроме того, к подкладным инструментам относятся различные оправки для ковки уклонов, гибки и кузнечной сварки звеньев цепи.
Парный подкладной инструмент включает в себя нижний инструмент (иижняк), который хвостовиком квадратного сечения вставляется в отверстие наковальни, и верхний инструмент (верхняк), имеющий рукоятку для держания (рис. 13, а).
К этой группе относят обжимки (для придания предварительно откованной заготовке правильной цилиндрической, прямоугольной или многогранной формы) и подбойки (для продольной или поперечной раздачи металла). Для специальных художественных работ применяются особые штампы с рельефами типа листьев, пик, розеток и т. п.
К подкладному инструменту можно отнести и гвоздильную плиту со специальными сквозными отверстиями разных размеров для высадки головок гвоздей, болтов и закрепок (рис. 13, б).
Для придания головке гвоздя, болта или заклепки необходимой формы (сферы, призмы, квадрата, шестигранника) применяют специальные шляпочные молотки.
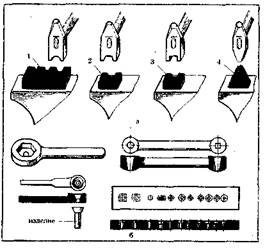
Рис. 13. Парный подкладной инструмент: а — обжимки (1 — 3) и подбойка (4); б — приспособления для высадки гвоздей, болтов, заклепок
Большую помощь при ковке художественных изделий окажет и массивная стальная плита — форма размером в плане примерно 300X400 мм и толщиной 150 — 200 мм, по четырем боковым граням которой имеются углубления различной конфигурации и размеров: полукруглые, треугольные, прямоугольные и т. д. Плита необходима при ковке различных фасонных элементов и применяется вместо подкладных штампов. На торцовых поверхностях формы имеются сквозные круглые, квадратные, треугольные и фасонные отверстия для пробивки отверстий при помощи специальных пробойников или пуансонов (рис. 14).
Для изготовления крупных художественных изделий типа оград, балконных решеток, козырьков, подъездов понадобится большая и толстая плита, на которой производятся сборка и правка изделий. В плите предусматриваются сквозные отверстия для установки штырей, болтов, упорных угольников и различных приспособлений для фасонной гибки профилей, сборки конструкций и других технологических операций.
Сборку художественных изделий сложной формы (с выпуклой поверхностью) удобно производить на плитах с соответствующей формой поверхности. Для сварки крупных изделий необходимо иметь специальные стеллажи.
Для работы с раскаленным металлом, конечно же, необходимы клеши. По форме губок клещи делятся на продольные, поперечные, продольно-поперечные и специальные. Кузнечные клещи должны быть легкими, с пружинящими рукоятками, для надежного удержания поковок во время работы рукоятки клещей могут стягиваться специальным кольцом — шпандырем (рис. 15, а).
Если клеши плотно не захватывают заготовку, то губки клещей нагревают в горне и, захватив ими заготовку, обжимают ручником.
Для зажима раскаленных заготовок служат стуловые тиски (рис. 15, 6) и различные струбцины. Крепятся такие тиски мощными шурупами, болтами или заклепками на основной опоре слесарного верстака или на отдельном стуле — массивном бревне, хорошо закрепленном в полу кузницы. Верхний уровень губок обычно располагают на высоте 900 — 1000 мм от уровня пола.
Для измерения заготовок и изделий в кузнице применяют стальные линейки длиной 250, 500 и 1000 мм, металлические метры, штангенциркули, угольники и др. Кроме того, кузнецы-художники при выполнении массовой продукции широко используют различные шаблоны и калибры, изготовленные из проволоки и листовых материалов (рис. 16).
 Рис. 14. Кузнечная форма
Рис. 14. Кузнечная форма
Для ухода за горном кузницы понадобятся угольная лопата, кочерга, пика или ломик для пробивки спекшегося угля, метелка для очистки горна от мелкой угольной и шлаковой пыли, брызгало для смачивания угля при спекании купола (шапки) над очагом, щипцы для угля.
Необходимо отметить, что весь необходимый для ковки инструмент должен располагаться на специальном столике в непосредственной близости от рабочего места кузнеца. Высота стола 600 — 800 мм.
Кроме основного и вспомогательного инструмента, в кузнице всегда размещается ящик для сухого песка, стойка для хранения инструмента, емкости для воды, ящик для угля, стеллажи для хранения инструмента и металла, верстак для слесарной обработки изделий и т. д.
Хорошо, когда мастерская кузнеца-художника просторная, светлая, включает в себя несколько комнат для отдельных видов работ: эскизно-графических, слесарно-сборочных и кузнечно-сварочных. Кроме этого, желательно помещение для складирования материала, различных полуфабрикатов и др.

Рис. 15. Кузнечные клещи (а) и стуловые тиски (б): 1 — рукоятка; 2 — зажимное кольцо; 3 — заклепки; 4 — губки; 5 — заготовка; 6 — петля
Для эскизно-графических работ понадобятся большие столы, так как некоторые элементы приходится прорисовывать в натуральную величину, кульман для вычерчивания отдельных узлов и деталей, а также различные подставки для планшетов, шкафы для хранения эскизов и рисунков.
Помещение для слесарно-сборочных работ снабжается слесарным верстаком с тисками, сверлильным станком, точилом и другим оборудованием, необходимым для сборки и отделки кованых изделий.
Кузница на одну наковальню показана на рис. 17, а. У стены напротив входа устраивается горн с вентилятором. На расстоянии 1, 5 — 2 м от горна устанавливается наковальня, которую следует располагать так, чтобы ее рог находился слева от кузнеца, когда он стоит спиной к горну. Вокруг наковальни предусматривается достаточно свободного места для работы молотобойца. Рядом с наковальней расположен бачок с водой для охлаждения кузнечного инструмента и закалки изделий. Кузнечный инструмент размещается на металлическом столике с двумя полками. Верхняя полка предназначена для часто используемого инструмента (молотков, зубил, клещей, и т. д.), нижняя — для инструмента, применяемого реже. Для удобства работы кузнец кладет инструмент на столик так, чтобы рукоятки его выступали за край столика.
Запасной и редко используемый инструмент хранят в шкафу. В углу около горна устанавливают ящик для хранения угля. У стенки размещают стуловые кузнечные тиски, на которых производят высадку, гибку, закручивание. Рядом устанавливают слесарный верстак. В удобном месте хранят сухой песок для засыпки мокрых мест на полу участка и тряпичные концы для обтирки инструмента и других целей.

Рис. 16. Контрольно-измерительный инструмент: а — штангенциркуль; б — кронциркули; в — нутромеры; г — комбинированный мерительный инструмент

Рис. 17. Размещение оборудования и инструмента в кузнице: а — кузница на одну наковальню (1 — вентилятор; 2 — горн; 3 — стол для инструмента; 4 — бачок с водой; 5 — наковальня; 6 — шкаф для инструмента; 7 — точило; 8 — верстак; 9 — кузнечные тиски; 10 — ящик для угля); б — кузница на две наковальни (1 — наковальня; 2 — стол для инструмента; 3 — 4 — рабочие столы; 5 — шкаф; 6 — бочка с водой; 7 — горн; 8 — вешалки для клещей; 9 — точило; 10 — пневматический молот; 11 — ручные ножницы; 12 — правильная плита; 13 — стуловые тиски; 14 — стеллаж для заготовок
Расположение основного и вспомогательного оборудования, а также инструмента в более крупной кузнице показано на рис. 17, б. У дальней стенки предусмотрен горн на два огня. Для размещения клещей на горне имеются вешалки — приваренные к столу стальные скобы. Слева и справа от горна ставят бачки с водой емкостью 30 — 40 л каждый. На расстоянии 1, 5 — 2 м от горна устраивают две наковальни, а между ними — столики, на которые кладут кузнечный инструмент. Расстояние между наковальнями не менее 2, 6 — 3 м. Наждачное точило располагают у стенки на достаточно большом расстоянии от наковальни. Современные кузнечные мастерские обычно снабжаются небольшим пневматическим молотом с массой падающих частей 50, 75 или 100 кг.
Кузнечные участки часто оснащаются передвижными ручными ножницами для резки листового металла, правильной чугунной плитой размером 1500X1000 мм, стуловыми (исками, а в некоторых случаях также слесарным верстаком, настольным сверлильным станком, сборочным столом, стеллажом для заготовок, а иногда и механической ножовкой для отрезки мерных заготовок из проката. Над горном для отвода дыма и газов устанавливают вытяжной зонт. Организация таких кузниц требует довольно длительного времени и больших средств, но организовывать такие кузнечные участки можно просто под открытым небом или под небольшим навесом.
Кузнецы-любители практически всегда испытывают затруднения в приобретении молотов и прессов. В связи с этим мы хотим показать самодельные конструкции молотов. В этих конструкциях удар молота происходит в результате надавливания ногой на педаль, а подъем — при помощи пружин (рис. 18).
Необходимо отметить, что при работе в одну руку многие кузнецы чувствуют, что им не хватает третьей руки для одновременного держания ручника, заготовки и подкладного инструмента. В этом случае можно посоветовать способ, которым пользовались кузнецы-серповики при зубрении серпов. Нагретая заготовка подсовывается под кольцо из троса, которое под действием ножной педали прижимает ее к наковальне. Или заготовка прижимается цепями с грузами. В результате этого левая рука кузнеца освобождается от клещей, удерживающих заготовку, и может держать необходимый подкладной инструмент (зубила, гладилку и т. п.).
Винтовые прессы с ручным приводом применяются для чеканки, гибки, формовки, пробивки фасонных отверстий в листовых заготовках.
Для давильных работ можно использовать токарный станок (рис. 19), на шпиндель которого закрепляют деревянную (или металлическую) оправку необходимой формы и заготовку-кружок из листового материала.
Круглая металлическая заготовка из листовой меди, латуни, алюминия, низкоуглеродистых сортов стали прижимается. к оправке специальным прижимом при помощи задней бабки станка.
Для выдавливания изделия применяются давильники различной конфигурации, которые изготовляют из стали, латуни, бронзы и даже из твердых пород дерева. Длина рукоятки давильника 40 — 60 см. Рабочий конец оправки имеет шарообразную или скругленную форму.

Давильники при работе опираются на специальные штифты, которые устанавливаются на упоре. Высота упора чуть ниже оси вращения заготовки. Давильник необходимо держать так, чтобы его рукоятка была направлена к подмышке. Перед началом процесса заготовку и инструмент протирают воском или густой смазкой. Выдавливание ведут от центра к краям. Если при формировании изделия на заготовке образуются складки, то ее необходимо отжать, а затем продолжить процесс. После окончания выдавливания края заготовки подрезают резцом, поверхность обрабатывают гладильным давильником, а затем шлифуют и полируют.

Рис. 18. Самодельные молоты
Техника безопасности. Все кузнечные работы относятся к работам повышенной опасности, поэтому к одежде кузнецов, а также к инструментам и оборудованию, используемым при ковке, предъявляются особые требования.
Одежда кузнеца делается из плотной ткани, куртка должна закрывать поясную часть, брюки — верхнюю часть ботинок, фартук — грудь (длина фартука немного ниже колен). При работе обязательны рукавицы, головной убор и предохранительный щиток для глаз.
На ударных инструментах и на их рукоятках не допускается наличие трещин, сколов и заусенцев. Пол на рабочем месте обязан быть ровным и сухим, не следует загромождать его заготовками, отходами и изделиями. В бачке для охлаждения инструмента всегда должна быть чистая вода, а в ящике с песком — сухой песок.
На рабочем месте недопустимо присутствие лиц, не участвующих в работе. При выполнении работы надо быть внимательным, не отвлекаться на посторонние дела или разговоры и не отвлекать от работы других.
Инструмент, нагревшийся во время работы, охлаждают водой, а затем просушивают.
Перед ковкой удаляют окалину с заготовки металлической щеткой, скребком или легкими ударами молотка. Поковку берут клещами так, чтобы губки клещей плотно прилегали к ней. Укладывают заготовку на наковальню всей ее поверхностью.
При работе с молотобойцем следят, чтобы он стоял к кузнецу вполоборота, а не напротив него. Команды подают четко, громким голосом и показывают молотком место удара.
Запрещены удары молотом по клещам, ручкам инструмента, холостые удары кувалдой по наковальне. Окончание ковки производят по команде «стой», а не выносом поковки с наковальни. Класть какой-либо инструмент на поковку или изменять ее положение разрешается только после предупреждения молотобойца.
При рубке металла зубило устанавливают строго вертикально. Рубку производят на краю наковальни, первые и последние удары делают слабыми. Отрубаемый конец поковки следует направлять от себя.

Рис. 19. Устройство для давильных работ (а) и давильники (б): 1 — токарный станок; 2 — выдавленная заготовка на оправке; 3 — прижим; 4 — опорный штифт; 5 — упор; 6 — задняя бабка
Рис. 21. Осадка и высадка: а — осадка цилиндрической заготовки;: б, в — высадка верхней и нижней частей заготовки; г — высадка конца плоской заготовки; д — высадка средней части заготовки; е — высадка головки в гвоздильне
При необходимости закрутить заготовку в горячем состоянии с уменьшающимся шагом металл постепенно охлаждают, например мокрой тряпочкой, по мере его закручивания. К операции скручивания относится и свивание нескольких тонких, сваренных по концам прутков, и закрутка разрубленных вдоль оси заготовок. На рис. 29 приведены типы скруток.
Кузнечная сварка — соединение двух или более заготовок,, нагретых до сварочной температуры, с помощью ударов. Лучше таким образом свариваются стали, содержащие менее 0, 3 % С. При сварке высокоуглеродистых сталей необходимо добавлять к сварочному флюсу опилки малоуглеродистой стали.
Существует несколько способов кузнечной сварки: внахлест, вразруб, встык и врасщеп (рис. 30). Перед сваркой необходимо подготовить концы заготовок, то есть набрать металл путем высадки. Температура нагрева стальных заготовок примерно 1300 — 1350° С, этой температуре соответствует цвет белого каления. При таком нагреве с поверхности металла начинают разбрызгиваться блестящие звездочки, а поверхность металла как бы увлажняется — железо «потеет». Для уменьшения образования окалины, препятствущей сварке, а также для предохранения металла от пережога заготовку посыпают флюсом: кварцевым песком, бурой или поваренной солью. Для улучшения свариваемости к флюсу добавляют порошок марганца. Нагретые под сварку заготовки извлекают из горна, сбивают с них шлак, окалину и, сложив подготовленными местами, начинают наносить по этим местам легкие и частые удары от середины к краям, постепенно увеличивая силу удара.

Рис. 22. Протяжка: а — на ребре наковальни; б — при помощи задка кувалды; в — на подбойке; г — на парной подбойке; д — с верхней подбойкой; е — при помощи гладилки; ж — в оправках

Рис. 24. Прошивка отверстий: 1 — предварительная пробивка; 2 — прошивка бочкообразным прошивенем; 3 — калибровка
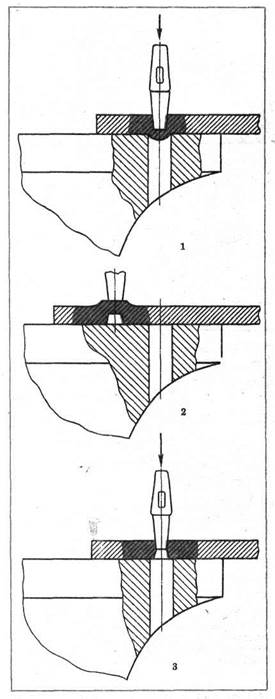
Рис. 23. Пробивка отверстий: I — предварительная пробивка; 2 — переворот заготовки; 3 — окончательная пробивка
При сварке необходимо соблюдать особую осторожность, так как горячие шлак и окалина при ударах сильно разлетаются во все стороны.
Закончив описание основных операций при кузнечных работах, упомянем о выглаживании — отделочной операции, заключающейся в окончательном выравнивании поверхности после ковки с помощью гладилок. При выглаживании гладилка перемещается постепенно по всей поверхности изделия, и по ней наносятся удары кувалдой. Кроме выглаживания, гладилки используются и для создания специальных декоративных граненых поверхностей.
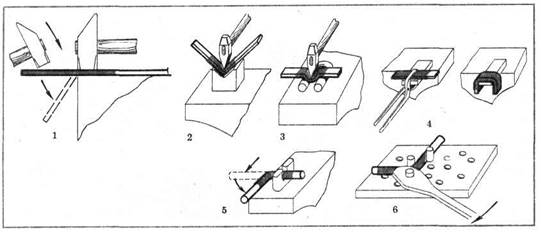
Рис. 25. Гибка под прямым углом на: 1 — наковальне; 2 — образной оправке; 3 — скобе; 4 — выступе; 5 — вилке; 6 — плите со съемными штырями
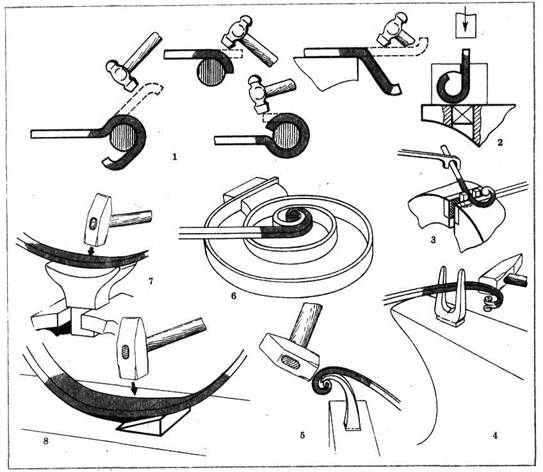
Рис. 26. Гибка по радиусу: 1 — на роге наковальни; 2 — в приспособлении; 3 — в вилке; 4 — в вилке (с молотом); 5 — на радиусной вставке; 6 — на спирали с приподнятой центральной частью; 7 — на оправке; 8 — на клине

Рис. 27. Гибка на форме: 1 — под прямым углом; 2 — на оправке


Рис. 28. Скручивание: а — одностороннее клещами; б — двустороннее с сжатыми в тисках концами; в — в тисках; г — с ограничительной трубой
Рис. 29. Типы скруток из: 1 — плоской заготовки; 2 — раскованней круглой заготовки; 3 — раскованной квадратной заготовки; 4 — плоской заготовки с «дорожкой»; 5 — квадратной заготовки с двумя «дорожками»; 6 — квадратной заготовки
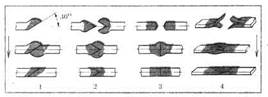
Рис. 30. Способы сварки: 1 — внахлест; 2 — в разруб; 3 — встык; 4 — вращеп
ТЕХНОЛОГИЯ ИЗГОТОВЛЕНИЯ
ХУДОЖЕСТВЕННЫХ ИЗДЕЛИЙ
ИЗ ЛИСТОВОГО МЕТАЛЛА
Изготовление ковкой различных художественных и бытовых изделий из листового материала широко применялось еще задолго до нашей эры у скифов, народностей Кавказа и Южного Урала.
Просечной металл начиная с XVI в, широко применялся для украшения бытовых предметов (шкатулок, ларцов, сундуков, подголовников, замков, осветительных приборов и т.д.), а также в сельской и городской архитектуре.
Подзоры из просечного металла украшали свесы крыш и фронтонов изб, дворцов и соборов; ажурные коньковые решетки завершали гребни крыш, дымники в виде башенок и ваз венчали дымовые трубы, а различные короны и навершия — водосточные трубы. Кроме этого, просечной металл использовался при изготовлении личинок, секирных и врезных замков, а также для декоративной отделки доспехов и холодного оружия.
Рисунок просечного металла во многом аналогичен рисунку деревянных пропильных орнаментов на наличниках и свесах и содержит в основном растительные мотивы и повторяющиеся геометрические элементы в виде кругов, треугольников, червонок и всевозможных завитков.
Технология изготовления элементов из просечного металла не очень сложная, но требует кропотливого труда и навыков работы с листовым металлом, главным образом жестью. Вначале следует подобрать или продумать рисунок и форму готового изделия. При этом очень важно учитывать фактор масштабности и удаленности. Если вы задумали украсить просечным металлом весь дом, то надо продумать рисунок как всей композиции, так и отдельных фрагментов, при этом обязательно, чтобы рисунки эти были выдержаны в одном стиле. Сделав необходимые эскизы, подготовьте по ним шаблоны из фанеры или другого листового материала.
После изготовления шаблонов ножницами для металла разрезают листы жести или другого металла на карточки соответствующих размеров, покрывают карточки тонким слоем мелового раствора или белилами, дают краске хорошо высохнуть и чертилкой наносят рисунок. Наружный контур рисунка вырезается ножницами (с прямыми или радиусными лезвиями), а внутренний просекается зубильцами с прямолинейными или криволинейными лезвиями.
Плоские изделия из просечного металла устанавливают на места на винтах или специальных гвоздиках, а объемные — дымники, навершия — предварительно собирают в единое целое, используя при работе специальные молотки, киянки (деревянные молотки), ножницы для металла, а также толстый металлический стержень квадратного (круглого) сечения, укрепленный на верстаке в горизонтальном положении.
При изготовлении объемных изделий из листа используют такие старинные технологические приемы, как дифовка, выколотка, чеканка. Этими способами изготовляли разнообразные украшения, всевозможную посуду (миски, чашки, ложки, кубики, кувшины, курганы, самовары), боевые доспехи (щиты, шлемы, брони дощатые), различные архитектурные элементы (шары, звезды).
При дифовке в результате удара молотом происходит местное сплющивание листового металла, то есть уменьшается его толщина, но увеличивается площадь. Таким образом, если взять плоскую круглую заготовку и на наковальне начать обрабатывать молотком ее центральную часть, то лист.станет изгибаться, приобретая форму сферы. Концентрируя удары в определенных местах и применяя разнообразный подкладной инструмент, получают изделия различной формы (рис. 31).
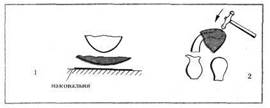

Рис. 31. Выколотка сферы: 1 — на наковальне, 2 — на «стойке»
Рис. 32. Оформление сферы: а — изготовление гофр; б — осадка гофр
При глубокой вытяжке по краям заготовки образуются гофры (складки), которые при последующей обработке необходимо «посадить», то есть распрямить. Процессом образования гофр можно управлять, если предварительно наметить их круглогубцами или при помощи специальных оправок (рис. 32). При этом надо следить, чтобы гофры были низкими и широкими не завалены в какую-либо сторону. Необходимо обращать внимание и на чистоту рабочей поверхности и инструмента. Ударная поверхность молотка и опорная поверхность наковальни и поправок должны быть хорошо закалены и отшлифованы, чтобы на поверхности металла не образовывались царапины и трещины, которые при дальнейшей обработке приводят к разрыву изделия.
Известно, Что по мере обработки металлическим молотом лист нагартовывает-ся (наклёпывается), в результате чего поверхность листа упрочняется и становится более хрупкой. Поэтому для уменьшения наклепа при работе применяют молотки с плоским или фигурным бойком из твердых пород дерева (бук, граб, клен, самшит и др.). Для продления срока службы деревянных молотков их обматывают тесьмой на клею и сверху покрывают лаком.
Не оставляют следов от удара также молотки из резины и текстолита, молотки со вставками из красной меди, алюминия или свинца.
Мастера-дифовщики используют при работе свыше 100 различных молотков, большое число опорных и подкладных инструментов для посадки гофр, правки и выравнивания металла (гладильники), для создания сферических поверхностей (шаровые), для обработки шеек ваз, кубков (шеечные), опорные и подкладные (кобылины, наковальни, шпераки, массивные загибки, подсечки и клепки швов). При работе опорный и подкладной инструменты устанавливают в гнезда основной наковальни, зажимают в стуловых тисках, иногда вбивают непосредственно в деревянный чурбан или землю (рис. 33).
Для создания монументальных скульптур, а также различных декоративных бытовых изделий применяют выколотку по моделям или шаблонам (металлическим, каменным или деревянным). Предварительно определяют, на какие элементы должна быть разбита вся форма, затем делают раскрой металла (с учетом вытяжки и посадки) и после обжига начинают по модели выколачивать форму молотками.
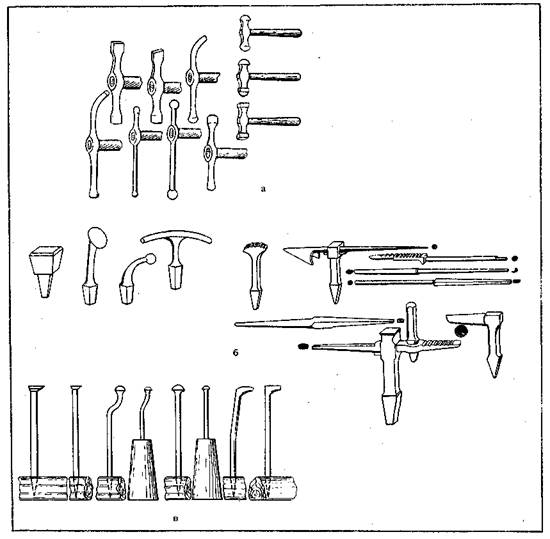
Рис. 33. Молотки для дифовки (а); подкладной инструмент (б); вертикальные «стойны» (в)
При сложных формах заготовку в процессе работы несколько раз отжигают и снова обколачивают по форме. После выколотки всех элементов формы их подгоняют друг к другу, обрезая ножницами и опиливая напильниками края, а затем сваривают элементы встык или соединяют фальцем. После окончания сборки необходимо обработать все швы и довести поверхность до нужной чистоты.
Выколоткой изготовлялись в старину корпуса самоваров, тазов, чайников, мисок, подносов, кувшинов и кумганов.
Изделия с неглубокой вытяжкой делают при помощи разнообразных молотков и оправок без применения пайки, а сложные, такие, как кувшины, кумганы, кубки, — по частям, спаивая затем их в единое целое.
Для получения изделий выколоткой применяют опорный инструмент: стой но — толстый металлический стержень, на котором загибают края изделия (стойно вбивают в деревянный чурбак или землю).желобильню — чугунную плиту с углублением для выгиба краев дна у чайников, ведер и других подобных изделий; осадку и ожимку — толстые металлические стержни длиной 200 — 250 мм с углублениями на концах для осадки и оформления головок заклепок.
Для художественной обработки изделий из листового металла применяются чеканка и басма.
Басменное тиснение, которое было известно еще в домонгольский период, широко применялось наряду с чеканкой в городах Новгороде Великом, Пскове, Полоцке. Наивысшего расцвета техника басмы достигла в конце XVI — начале XVII в.
Для басменного тиснения делают металлические, каменные или деревянные доски (матрицы) с рельефом на одной стороне (высота рельефа 2 — 5 мм). Металлические матрицы изготовляют методом литья из медных сплавов, рельеф тщательно обрабатывают различными чеканами и резцами. Толщина матричных досок обычно составляет 10 — 12 мм. На деревянных и каменных матричных досках рельеф получают, вырезая его с помощью зубильцев, штихелей, вращающихся бор, сверл и шлифовальных кругов. Подготовленный таким образом рельеф тщательно обрабатывают шлифовальной шкуркой и полируют.
Процесс тиснения басмы заключается в следующем: на матрицу накладывают листовой, хорошо отожженный материал толщиной 0, 2 — 0, 5 мм, сверху кладут лист свинца или листовую резину и наносят удары деревянным молотком (можно сжимать этот «слоеный пирог» на винтовом прессе или в мощных тисках). После тиснения заготовку снимают и тонкими чеканами дорабатывают рельеф, подправляют углы, обрабатывают и готовят к дальнейшей сборке. В древнерусском искусстве басмой украшали переплеты книг, оклады икон, отделывали сундуки и ларцы.
(Подробно о чеканке и басме было рассказано в выпуске «Сделай сам» № 5 за 1989 г.)
ТЕХНОЛОГИЯ ИЗГОТОВЛЕНИЯ
ХУДОЖЕСТВЕННЫХ ИЗДЕЛИИ
ИЗ «ОБЪЕМНОГО» МЕТАЛЛА
К «объемному» металлу условно относят листовой металл толщиной свыше 1, 5 — 2 мм, прутки круглого и квадратного сечения, а также полосы. Словом, «объемный» металл — заготовки, которые невозможно обрабатывать ковкой без нагрева.
Кованый металл требует лаконичного и законченного рисунка, поэтому, перед тем как начать ковать какое-либо изделие, необходимо тщательно отработать рисунок этого изделия или даже вылепить его из пластилина. После следует изготовить из проволоки шаблоны всех элементов и только затем ковать отдельные элементы.
Цветы. Работу над сборными цветами начинают с подготовки раскроя (рис. 34). Если рисунок симметричный, то можно наносить его на предварительно размеченную поверхность листа отдельными фрагментами. После обводки чертилкой фрагмент перемещают на определенный угол, опять обводят и так до тех пор, пока не будет нанесен весь рисунок.
Когда рисунок полностью нанесен на металлический лист, его начинают обрабатывать зубильцами или ножницами (если, конечно, позволяет толщина листа). В случае когда рисунок представляет собой сложную фигуру, то в узловых местах можно предварительно просверлить отверстия диаметром 3 — 5 мм или процесс обрезки проводить частями — от наиболее простых участков к сложным. Кромку изделия зачищают каким-либо резцом (например, шабером) либо опиливают напильниками или надфилями. Затем края лепестков несколько оттягивают (утоньшают) молотом, с помощью зубильца и оправок делают насечку, придают поверхности волнистость, пробивают центральное отверстие и собирают их на стержне. Акантовые листья и завитки изготовляют по аналогичной технологии: вычерчивается изделие, рисунок вырезается по контуру и с помощью специальных молотков и оправок заготовке придается заданная форма. Соединяют листья с основным стержнем заклепками или сваривают кузнечной сваркой.
Оформление цельнокованых цветов требует высокой кузнечной квалификации и большого опыта. Вначале от заготовки диаметром 50 — 60 мм оттягивают тонкий конец — клещевину (диаметр 12 — 14 мм) для удобного держания клещами, после чего на цилиндрической части большого диаметра делают кольцевые прорубки (рис. 35), затем последовательно на каждом ; диске (начиная с верхнего) вырубают контур цветка, проковывают лепестки и сгибают их по заданной форме. Затем приступают к проработке следующего ряда лепестков.
Светцы. Наибольшую выдумку и фантазию проявляли мастера при ковке светцов — старинных осветительных приборов. Первые светцы делались из отслуживших подков: оттягивались, то есть заострялись, концы ветвей подковы и забивались в деревянную стену, а в скобу вставлялась лучина. Более красивыми были светцы, выкованные в виде небольших веточек с завитками и закрученным вдоль оси стержнем, такие светцы укреплялись на стене или на специальной подставке. Часто подставки светцов делались за одно целое с корытцем, в которое наливалась вода для тушения угольков.

Рис. 34. Изготовление сборных однослойных и многослойных цветов: а — нарцисс (1 — стержень с утолщением на конце; 2 — розетка; 3 — цветок в сборе); б — шиповник; в — роза (из расклепанной и скрученной полосы)
Позднее деревянные стойки светцов делали резными в виде башен, в навершие которых и вбивались металлические светцы. Такие светцы назывались втычными.
Цельнокованые металлические светцы начинают широко входить в быт с конца XVIII в. Эти светцы были изящнее своих предшественников, выглядели более легкими и нарядными (рис. 36).
При ковке светцов использовались многие технологические приемы, — начиная от гибки и кончая кузнечной сваркой. Центральный, основной стержень имел обычно осевую скрутку, снизу он разрубался на три или четыре части, которые отгибались, а затем крепились заклепками к массивному кольцу — основанию. Кроме этого, стержень часто украшали различными завитками или змейками, которые приклепывались к нему. Основное внимание уделяли кузнецы навершию, или голове, светца, то есть верхней части, в которую вставлялись лучины. Сами расщепы выполнялись в виде завитков, лучей с шишечками или с сережками, которые при легком сотрясении качались звеня, поблескивая в отраженном свете пламени лучины.

Рис. 35. Изготовление цельнокованной розы: 1 — заготовка; 2 — оттяжка стержня; 3 — надрубка лепестков; 4 — расковка лепестков и их формовка; 5 — сформованный цветок
Подсвечники. Постепенно восковые свечи вытесняют лучину и расщепы заменяются чашечками с блюдечками, а светцы превращаются в подсвечники, которые устанавливаются на столы или на пол, подвешиваются на стены и потолки. Основными декоративными элементами подсвечников остаются витые стержни, различные спирали, стилизованные цветы и розетки (рис. 37).Втулки для свечей изготовляли из цилиндрических заготовок путем неполной пробивки и раздачи на специальных конических оправках или на круглом роге наковальни. Более простой способ ковки втулки заключается в раздаче листового материала и сворачивании его во втулку.
 Рис. 36. Цельнокованные светцы
Рис. 36. Цельнокованные светцы

Рис. 37. Подсвечники
Например, для изготовления трехрожкового подсвечника необходимо изготовить три гнутых кронштейна для основания, два кронштейна для свечей, три тарелочки, отковать и скрутить центральный стержень. Тарелочки делают из листового материала путем вырубки и вытяжки. Детали подсвечника скрепляют заклепками или кузнечной сваркой.
Очень красиво смотрятся кованые предметы (подсвечники, вазы и др.), когда их центральный стержень имеет структуру из Двух или четырех элементов, полученных в результате разрубки стержня вдоль вертикальной оси. Элементы разрубки разжимают, проковывают, а затем скручивают на небольшой угол. Аналогичный свитой стержень можно получить и из нескольких тонких прутков, сваренных по концам.

Рис. 38. Кованые приборы дверей: а — жиковины; б — ручки, ручки-стукала, личинки
Многие кованые изделия часто декорируют стилизованным и шишками из витого металла. Завивают такую шишку следующим образом. Вытягивают пруток и сворачивают его половины в две спирали. Затем эти спирали совмещают, и мосле очередного нагрева вся шишка при помощи оправок, молотка и зубила растягивается на определенную длину.
Окончательная отделка собранного изделия проводится на большой гладкой плите. При помощи гладилок выравнивают различные шероховатости, исправляют искривления стержня, зачищают места соединений, подправляют завитки и розетки.
Кронштейны, на которых подвешивались люстры и паникадила, выполнялись в виде спиралеобразных веточек с листочками и цветами. Довольно часто в кованом рисунке встречаются фрагменты, характерные для вышивки, керамики или резьбы по дереву: различные коньки, уточки или птица, клюющая ягоду. Необходимо отметить, что даже цепи для подвески люстр несли на себе элемент декоративности.
Особое внимание наши предки уделяли воротам или наружным дверям. Их старались украсить как можно лучше, так как считалось, что ворота или дверь — «лицо» дома.
Основу кованых дверей составляли толстые кованые склепанные полосы, закрытые досками — листовым материалом. Перекрести полос для красоты закрывались стилизованными цветами или розетками. В некоторых случаях все накладные элементы на дверях гравировались или украшались орнаментом. Жиковины, ручки-стукала, замки и личинки несли на себе элементы декоративности и украшали ворота и двери и, следовательно, весь дом.


Рис. 39. Формы шляпок кованых гвоздей Рис. 40. Технология ковки декоративных гвоздей
Основу решетчатых дверей также составляла мощная рама, а центральная часть заполнялась тонкими параллельными или фигурными стержнями круглого или квадратного сечения. Детали между собой скрепляли заклепками с гранеными шляпками. Стыки и перекрестия закрывали красивыми розетками, коваными цветами и различными завитками.
Внутренние и накладные замки, кроме функционального назначения, всегда выполняли роль украшения дверей и ворот.
Накладки, в том числе и личинки, покрывались орнаментом. Большое мастерство проявляли кузнецы при изготовлении ключей. Язычок ключа прорезался наличными пазами и отверстиями, а стержень имел различные утолщения и гравировку, но наиболее декоративна была головка ключа.

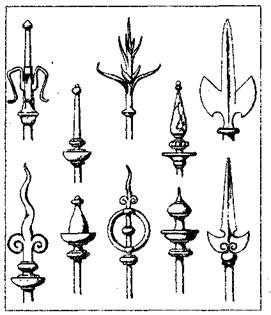
Рис. 41. Виды наверший Рис. 42. Виды наверший
Вместо обычных петель двери имели красивые жиковины разнообразной формы (рис. 38, а). В большинстве случаев жиковины украшались орнаментом, оси подставов или петель также несли декоративные элементы — навершие осей выковывалось в виде шишечки или пламени свечи, а опорный нижний конец стержня расковывался в фигурную лапку, в которой пробивалось отверстие для гвоздя.
На массивных металлических или дубовых дверях наиболее эффектно смотрелись рукоятки — стукала. Обычно рукоятки имели вид кольца из гладкого или витого металла с бусиной внизу. Под бусину ставилась круглая пластина-подстукальиик, а под верхнюю петлю часто подкладывали пластинку из просечного железа. Эти массивные красивые рукоятки использовали для стучания в дверь, и поэтому их в старину называли стукалами. Замочная скважина под рукояткой обычно закрывалась личинкой из просечного или орнаментированного листового металла (рис. 38, б).
Своеобразную красоту придавали воротам и дверям кованые гвозди, болты и заклепки: их шляпки делались сферическими, конусными или пирамидальными (рис. 39, 40).
Начиная с XVIII в. кованый металл широко применяется при изготовлении каминных приборов, различных декоративных решеток, мебели. Изделия эти украшались пышными цветами, завитками и другими элементами.
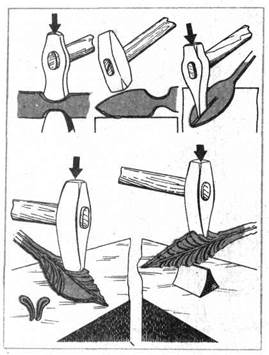
Рис. 43. Технология ковки наверший в виде «листа»
На рис. 41, 42 показаны навершия оград, а на рис. 43 — технология изготовления наиболее распространенного элемента — кованого листа.
ОРНАМЕНТАЦИЯ
ГОТОВЫХ ИЗДЕЛИЙ,
ОКОНЧАТЕЛЬНАЯ
ИХ ОБРАБОТКА И ОТДЕЛКА
Кузнечным орнаментом оформлялись орудия труда и быта, различные декоративные изделия. Кузнец в отличие от чеканщика или гравировщика располагает значительно меньшим набором инструментов для орнаментации. Для декоративной отделки кузнец использует только свои рабочие инструменты (ручники, гладилки, зубила, пробойники), а также некоторый инструмент чеканщика и слесаря. Орнамент может наноситься как на горячую заготовку, так и на холодную. В первом случае орнамент получается объемным, глубоким, во втором — плоскостным, поверхностным (рис. 44).
При помощи ручника кузнец на подготовленной поверхности наносит огранку, то есть специальные грани. Эти грани при различном освещении как бы играют и повышают общую выразительность изделия.
Штриховой орнамент наносят на изделие кузнечным зубилом, при этом для насечки прямых линий пользуются зубилом с прямолинейным лезвием. Если режущая кромка зубила несколько притуплена, то линии получатся с более мягкими очертаниями. Сочетая работу зубилами, имеющими различную кривизну лезвия, можно создавать довольно сложные и красивые орнаменты типа цветов, розеток, кружков. В ряде случаев насечку наносят на элементы изделия в процессе ковки: отковывают листочек, затем на его поверхности насекают зубилом различные прожилки и только после этого придают листу нужную изогнутую форму. Если же насечку необходимо нанести на уже готовое, объемное изделие, то следует применять специальные оправки, чтобы не изменилась форма уже готового изделия.
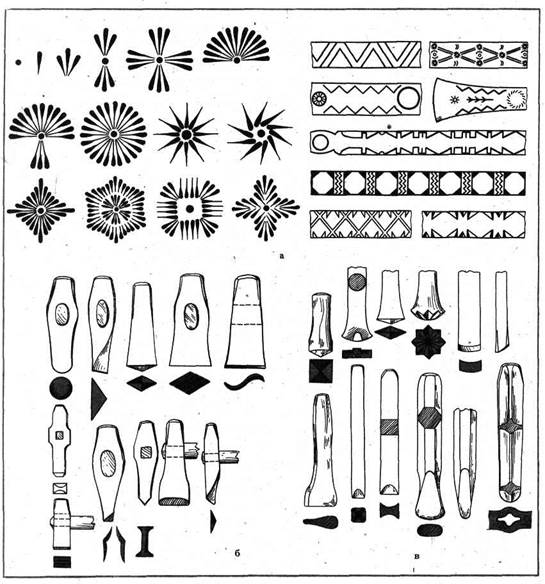
Рис. 44. Орнаментация изделий: а — насечка по холодному металлу; б — ручники; в — пуансоны
Различные точки, углубления (круглые, квадратные, пирамидальные) наносят на откованную поверхность пробойником со специально зоточенной поверхностью рабочей части. Кроме этих инструментов, кузнецы при орнаментации применяют различные чеканы, пуансоны и другие инструменты.
Набивка — нанесение на поверхность углублений, канавок различных геометрических форм. Кузнецы при набивке обычно используют подкладной инструмент: гладилки, протяжки, пробойники, притуплённые зубила. Так, гладилками (поставив их несколько под углом) получают треугольные углубления; протяжками — волнистую поверхность; пробойниками с различным сечением рабочей части — круглые, квадратные или граненые и конические прямоугольные углубления и декоративные отверстия. Притуплённые зубила дают возможность получать различные бороздки и углубления.
Кроме этого, при орнаментации изделий пользуются и специальным инструментом; пуансонами, чеканами, молотками со специальными рабочими поверхностями — бучарами.
Кроме чисто кузнечной орнаментации, применяются и другие способы художественной отделки кованых изделий.
Крацевание — обработка изделий металлической щеткой. Для изделий из твердых металлов нужны щетки со стальными проволочками диаметром 0, 15 — 0, 2 мм, а для мягких — щетки с латунной проволокой диаметром 0, 1 мм. При этом щетку следует смачивать 3 %-ным раствором поташа, пивом или квасом. Для убыстрения процесса крацевания щетки закрепляют в патроне электрической дрели.
Шлифование изделия осуществляется шлифовальными шкурками или абразивными порошками. Для повышения скорости шлифования применяют ручную дрель с приспособлением для закрепления войлочных кругов, на которые столярным клеем наклеивают абразивный материал — корунд, наждак и т. п.
Полирование небольших поверхностей производится кожей, суконными тряпочками, фетром, деревянными оправками, на которые наносят мелкий абразивный материал или полировальные пасты. Твердые абразивные материалы: корунд, наждак, карбиды кремния и бора, синтетический алмаз, полировальные пасты (пасты ГОИ и алмазные пасты личной зернистости).
Для полирования внутренних поверхностей применяются фетровые насадки в виде шариков и конусных валиков.
При химическом способе декоративной отделки поверхность изделия покрывают окрашенными пленками путем нагрева или обработки различными химическими растворами.
Данные покрытия часто выполняют не только декоративные, но антикоррозийные функции. Перед нанесением покрытий изделие тщательно очищают от окалины либо на пескоструйной установке, либо проволочной щеткой, либо молотой пемзой с водой. После просушки деталь готова к дальнейшей обработке.
Наиболее широко в кузнечном деле применяют оксидирование — покрытие изделия оксидной пленкой при нагреве. В зависимости от температуры нагрева (применяют и паяльную лампу) получают различные цвета побежалости. После того как вся поверхность приобретет одинаковый цвет, ее покрывают слоем пчелиного воска (навощивают), а затем тщательно растирают и полируют.
Воронение осуществляется путем покрытия очищенной поверхности изделия различными маслами (льняным, конопляным) или кислотами с последующим прогреванием изделия на огне.
В зависимости от сорта масла, кислоты и степени нагрева поверхность приобретает черный, темно-синий, фиолетовый и другие цвета. Если изделие будет находиться в помещении, то его целесообразно покрыть слоем воска и отполировать, а если на улице — покрыть цапонлаком или масляным лаком для наружных покрытий, в который добавляют 20% воска (по массе) для устранения блеска. Для образования черно-коричневого цвета очищенное изделие покрывают натуральной олифой (или другим растительным маслом) и нагревают до температуры 300 — 400°С. Серые тона (светлые и темные) получают, обрабатывая изделие слабым раствором кислоты (1 часть кислоты на 10 частей воды). Синий и синевато-черные тона достигаются при погружении изделия в кипящий раствор следующего состава: вода — 1 л, каустическая сода (едкий натр) — 700 г, нитрид натрия — 250 г, нитрат натрия (натриевая селитра) — 200 г. Погружение изделия на 2 — 3 мин в расплавленную натриевую селитру с температурой 310 — 350°С дает прочную пленку синеватого цвета.
Если изделия сделаны из меди или латуни, то их можно окрасить в черный цвет, опуская в раствор, составленный из 1 л воды, 12 — 15 г серной печени и 15 г аммиака. Приготовляют серную печень так: смешивают поташ и серу в отношении 2: 1 (по массе), расплавляют на сковороде (лучше на электроплитке) при постоянном помешивании в течение 20 мин, выливают на чугунную или керамическую дощечку, дают остыть и затем растирают в порошок.
Цвет медной зелени получают, обрабатывая раствором, содержащим 120 г тиосульфата натрия и 40 г уксусно-кислого свинца на 1 л воды. Раствор нагревают до 60 °С, погружают в него изделие и наблюдают за изменением его цвета. В зависимости от времени выдержки возможны оттенки от зелено-голубого до серовато-белого.
В коричневый цвет окрашивается изделие при погружении его в нагретом состоянии в раствор сернистого аммония (20 — 25 г сернистого аммония на 1 л воды). В зависимости от температуры нагрева изделия меняется и тон цвета. Чем температура выше, тем тон темнее.
Цвета от желто-оранжевого до синего получают, обработав изделия из латуни в смеси двух растворов, содержащих 130 г гипосульфата натрия на 1 л воды (первый раствор) и 35 г азотнокислого свинца на 1 л горячей воды (второй раствор). Протравленный в азотной кислоте и промытый в воде предмет погружают в нагретую до 80 °С смесь растворов. Выдержав в растворе изделие до получения желаемого цвета, его вынимают из раствора, промывают, просушивают и покрывают бесцветным лаком для закрепления полученной цветной пленки.
Серые и черные цвета придает предмету его обработка (щеткой или кистью) раствором хлористой сурьмы. В зависимости от концентрации раствора и времени обработки достигают нужных тонов черного цвета, после чего изделие промывают и просушивают.
Более простой способ обработки изделий из меди и латуни — травление поверхности крепкой азотной кислотой. При этом способе необходимо соблюдать особую осторожность и обрабатывать поверхность в хорошо проветриваемом помещении или на улице. На подготовленную поверхность наносят при помощи стержня с ватным тампоном крепкую (или разведенную водой) азотную кислоту, после чего начинается бурная реакция с выделением газов, поверхность слегка зеленеет, а потом чернеет. Для создания темных тонов изделие (после прекращения реакции) нагревают и травление повторяют. Окрашенное Изделие охлаждают, промывают в горячей проточной воде и высушивают.
Изделия из алюминия, как и из других цветных металлов, обрабатывают копотью от керосиновой горелки или от горячей бересты, а затем протирают тампоном, смоченным в керосине, те места, в которых необходима пониженная плотность потемнения, создавая тем самым необходимый колорит всего изделия.
К химическим способам можно еще отнести меднение, для чего стальные изделия опускают в раствор, состоящий из 50 г сернокислого оксида меди и 50 г концентрированной серной кислоты, растворенных в 1 л воды. После омеднения предмет споласкивают водой и сушат. К декоративной отделке изделий следует отнести гравирование и на сечку, о которых рассказано в выпуске «Сделай сам» № 5 за 1989 г..
Скань и зернь — виды декоративной отделки изделий, заключающиеся в припайке на изделие узоров из скрученных проволок или отдельных шариков.
Обычно для скани берут чистые металлы: медь, серебро, золото, так как сплавы, обладают меньшей пластичностью и вязкостью. Если нет проволоки требуемого диаметра, то ее подвергают волочению через ряд фильер. Однако надо помнить, что проволока при волочении упрочняется и ее необходимо периодически отжигать, а затем отбеливать в слабом растворе серной кислоты. Свивку скани лучше всего проводить, используя электродрель.
Свивка должна быть плотной и ровной. Обычно свивку делают из двух проволок, но готовят ее и из трех проволок, а также из уже свитых шнуров. Возможна скань из канители (толстая проволока обвивается одной или несколькими тонкими проволочками).
Зернь — мелкие шарики — изготавливают следующим образом: разрубают проволоку на одинаковые части, длина которых равна диаметру проволоки, высыпают их на твердую ровную металлическую поверхность и начинают обкатывать плитой с ровной поверхностью.
Изготовление шариков проводят и оплавлением. Тонкую проволоку навивают (виток к витку) на гладкий цилиндрический стержень небольшого диаметра, а затем рубят эту спираль на отдельные колечки. Смешав колечки с угольным порошком, их нагревают в муфельной печи до оплавления. Колечки, разделенные друг от друга углем, спекаются в правильные шарики одинакового размера. В небольшом количестве зернь можно получить, оплавляя колечки на листовом асбесте, слюде или куске угля.
Набор скани начинают с установки крупных фрагментов, выполненных из более толстой скрутки; а затем крепят мелкие фрагменты и зерна. Места под зернь обычно намечают легким ударом керна. Перед пайкой элементы скани и зерни сажают на столярный или вишневый клей, на нитролак или клей БФ. Припой для меди состоит из чистой меди и серебра 875-й пробы, взятых в соотношении 1: 2 (по массе), для серебра — также из меди и серебра, но в соотношении 1: 4. В качестве флюса при пайке применяют буру.
Прокаленную и мелко измельченную буру смешивают в отношении 1: 1 (по массе) с припоем и посыпают предварительно смоченное водой (или слабым раствором буры), подготовленное к пайке изделие. Пайку проводят в пламени бензиновой горелки или при помощи февки — стеклянной или металлической трубочки с тонким наконечником, в которую дуют над пламенем горелки, направляя острие пламени в необходимое место. При нагреве клей сгорает, а скань припаивается к изделию. Затем изделие отбеливают в горячем 5 %-ном растворе серной кислоты до полного удаления всех следов флюса (буры). В дальнейшем скань можно отшлифовать, а на крупных элементах даже сделать насечку.
Алмазная грань — ограненные стальные шарики (со сквозным отверстием) размером от десятых долей миллиметра до 5 — 8 мм прикреплены гвоздиками (заклепками) к поверхности изделия. «Алмазные» шарики собираются в гирлянды на тонких нитях, в результате чего достигался эффект сверкания драгоценных камней. Этим видом украшения — гранеными камениями — в совершенстве владели тульские мастера XVII — начала XIX в. Форма гранения была круглой, овальной, грушевидной, число граней от 16 (простая огранка) до 86 (королевская огранка). Для украшения изделия изготовлялось 30 — 40 тыс. разнообразных каменьев.
МЕТАЛЛ С ДЕРЕВОМ, СТЕКЛОМ,
КЕРАМИКОЙ, КАМНЕМ
Художественный кованый металл в изделиях всегда сочетался с другими материалами и наиболее часто — с деревом. Мощные кованые животины своей формой и рисунком перекликались с орнаментацией ворот или калитки; рукоятки, личинки, секирные замки, различные щеколды также повторяли узоры деревянных предметов и составляли единую композицию из металла и дерева. А как парадно смотрелась просечная металлическая резьба на коньке и свесах крыши, на стропилах, на наличниках окон и на навершии сливных труб. Да и в домашней утвари кованый металл довольно успешно сочетался с деревом: художественно выкованная основа сечки имела точеную рукоятку, расщепы наиболее старых светцов в виде различных завитков и елочек вбивались в разные подставы, а всевозможные шкатулки, сундучки-подголовники, ларцы художественно отделывались полосками из просечного металла.
Декоративный кованый металл в сочетании с другими материалами применялся не только в крестьянском быту, но и широко использовался в домах купечества и знати. С конца XVII в. начинает появляться кованая мебель: кресла, диваны, столики, различные подставки под стеклянные и керамические вазы, рамы для зеркал и картины. Кованый темный, полированный или золоченый кружевной металл хорошо смотрелся в сочетании с атласной драпировкой, деревянными резными или каменными мозаичными столешницами (рис. 45).
Большими профессиональными навыками и художественным вкусом владели кузнецы-каретники XVII — XVIII вв. В этот период царские экипажи представляли собой произведения искусства, в которых сочеталась деревянная позолоченная резьба с золотой или серебряной чеканкой, а художественный кованый металл — с вышитыми занавесками и живописно расписанными дверцами. Однако кованый металл имеет такую сложную декоративность, что многие искусствоведы, описывающие экипажи, относят ее к деревянной резьбе. На самом же деле несущая силовая рама, а также различные кронштейны, тяги, оси, рессоры и другие детали крепления выковывались кузнецами-каретниками. При этом форма и орнаментация кованых деталей делалась в том же стиле, что и общая композиция всего экипажа.
Довольно часто сочетался металл с камнем в дворцовой посуде, предназначенной для праздничных приемов. Чаши, кубки, братины, различные чарки выковывались из серебра или золота и декорировались цветными эмалями, драгоценными камнями, различными сканными и чернеными накладками.
Большой выразительности и декоративности добивались кузнецы-оружейники при украшении парадного и боевого оружия и доспехов в XVII — XIX вв. Деревянные части оружия инкрустировались металлом, перламутром, драгоценными камнями, а доспехи и металлические части оружия декорировались драгоценными камнями, накладками из чеканного золота или серебра, эмалями и просечным металлом.
Рассмотрим некоторые способы украшения кованых изделий эмалью, цветными стеклами и камнями.
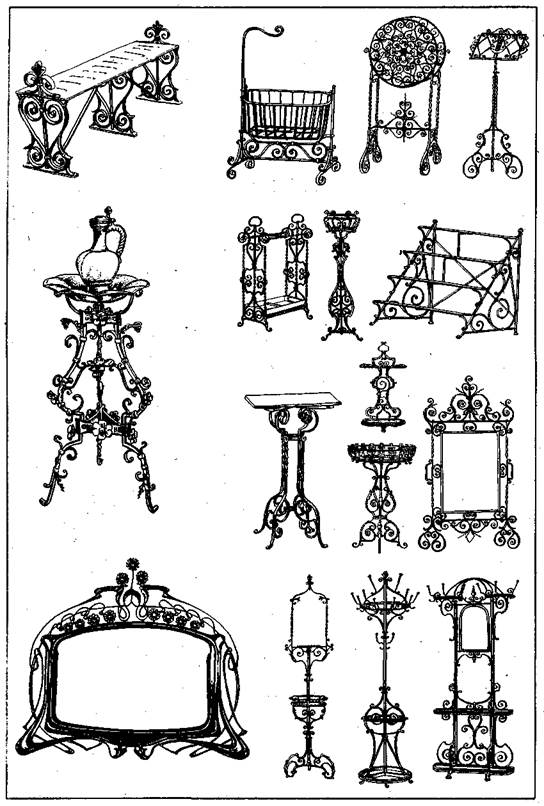
Рис. 45. Кованая Мебель
Выемчатая эмаль — заполненные цветной эмалью специальные углубления или выемки, сделанные в металлическом изделии. Этот вид украшения был широко распространен на территории Руси еще в домонгольский период.
Углубления на изделии делают следующим образом: режут штихелем или вырубают зубильцем, высверливают или выфрезеровывают, вычеканивают или вытравливают кислотой. Для непрозрачных эмалей дно может оставаться шероховатым, а для прозрачных должно быть гладко зачищенным и отшлифованным, чтобы лучше отражать проходящие лучи света.
Для перегородчатой эмали необходимо изготовить перегородки из узких металлических ленточек, плющеной проволочки или скани, которые затем припаивают к основе, образуя задуманный рисунок.
Эмали представляют собой стекловидный твердый раствор кремнезема, глинозема и некоторых других оксидов, называемых плавнями. Эмаль в виде плиток перед эмалированием дробят в порошок в стеклянных или каменных ступках. Очень важно, чтобы размер зерен в порошке был одинаковым. Для устранения пыли размолотую эмаль промывают водой. Затем ее смешивают с водой и в виде кашицы накладывают узким шпателем на подготовленное место. Желательно обжиг эмали проводить сразу же после ее наложения. Сначала удаляют лишнюю воду, затем изделие просушивают до тех пор, пока порошок не станет сухим, после этого переносят изделие в электропечь для окончательного обжига. Температура печи 600 — 800 °С. Можно использовать и открытое пламя, но греть изделие надо с обратной стороны, чтобы копоть не попала в эмаль и не испортила цвет. Время обжига зависит от типа эмали и температуры. После того как поверхность эмали сделается гладкой и красной, изделие вынимают из печи, осматривают и дают остыть, шлифуют и тщательно промывают. На следующий день эмаль еще раз моют и нагревают в печи для устранения шероховатостей от шлифовки. При необходимости изделие отбеливают в слабом растворе серной кислоты, в квасе или соке клюквы.
Вместо эмалей кованые изделия декорируют и цветными стеклами, используя например, стекла от битой посуды. В зависимости от общего рисунка изделия изготавливают стекла необходимого размера и формы, а затем вставляют в изделие и крепят специальными прижимами.
Изготовить декоративные цветные вставки можно даже из бутылочного стекла. Цветные осколки накладывают на подготовленное по форме стекло и вносят в печь, нагретую до температуры 900 °С. Стекла оплавляются и соединяются с основой. Затем фрагмент вставляют в кованое изделие. При необходимости вставки красят клеями или лаками.
В декоративно-прикладном искусстве России очень широко применялось сочетание металла с драгоценными и поделочными камнями. Украшались доспехи (шлемы и брани дощатые), рукоятки и ножны кинжалов, мечей и сабель, оклады, различные сундучки и шкатулки.
Полудрагоценными каменьями издавна украшали различные декоративные кованые изделия. На темном металлическом фоне блестящие, играющие светом камни подчеркивают красоту всего изделия. Граненые или частично обработанные камни могут вставляться в гнезда или подвешиваться в виде гирлянд или отдельных камней на самом изделии.
Для соединения камня с изделием обычно делают оправу, которая прочно удерживает камень. В качестве оправы для заделки камней используют пластичные металлы, которые оформляют в глухой каст, то есть камень по периметру охватывают полоской металла толщиной 0, 2 — 0, 4 мм. Кроме того, для крепления камня в гнезде применяются сканные и ажурные касты, а также сканные завитки и просто лапки. Опустив камень в гнездо, начинают постепенно прижимать металл к камню сначала во взаимно противоположных местах, а затем и но всему периметру. В процессе закрепления на касте могут появиться острые кромки, которые при дальнейшей обработке устраняются.
КУЗНЕЧНЫЕ ИСТОРИИ
(в отличие от охотничьих и рыбацких рассказов
Как гвоздем горн разжечь
Спички еще в недалеком прошлом были довольно дороги и, как сейчас говорят, дефицитны. Приходит кузнец как-то поутру в кузницу и хочет первым делом горн разжечь. Да не тут-то было. Спички дома оставил. Что делать? Идти назад — далеко, а попросить — не у кого, рано ведь еще. Тут вспомнил мастер, как в старину горн разжигали. Взял он клещами гвоздь и стал по нему ударять. Чем больше стучит, тем сильнее гвоздь нагревается. Наконец раскалился так, что слюна на нем шипеть начала. А кузнец все стучит и стучит. И вот когда гвоздь уже краснеть стал, поднес его кузнец к пакле, что лежала в основании стружек и мелких цепочек, и... задымился костерок. Слабенький огонек скользнул по стружкам, перешел на лучинки и заискрился, заиграл разноцветными язычками пламени. Так человеческий труд перешел в тепло, которое породило огонь.
Молоток расцвел
Прочитав этот заголовок, каждый скажет — вранье, не могут молотки цвести. А вот и могут. В кузнечном деле и не такое случается. Впрочем, лучше послушайте рассказ.
Если одним молотком долго работать, то от постоянного соприкосновения с раскаленным металлом его рабочая поверхность, или «бой», как говорят кузнецы, отпускается — пропадает закалка и металл, деформируясь, начинает расползаться в разные стороны. Так образуется утолщение в районе боя, а потом появляются и заусенцы. Они растут и закручиваются вверх — молоток «цветет». Для наблюдателя кажется даже красивым такой расцветший инструмент, а для кузнеца — это просто неприятное зрелище. Отскочет один такой лепесток и может кого-нибудь поранить. Кузнецы обычно, как только начнет молоток «расцветать», снимают его с ручки, нагревают, выравнивают под молотом разбухшие края и закаляют. После этого молоток опять может хорошо служить кузнецу.
Зачем кузнецу борода
Сварить металл по кузнечной терминологии — значит соединить его воедино при помощи ударов молота. Для этого свариваемые поверхности нагревают до высокой температуры (примерно до 1500 — 1600 °С), или, как говорят кузнецы, «до белого каления», то есть когда металл светится ярко-желтым цветом. После этого, освободив поверхности от окалины, соединяют их и, нанося удары молотом, сваривают. Ну а при чем здесь борода? Оказывается, она нужна, чтобы определить необходимую температуру металла для сварки. Кузнец подносил заготовку к бороде, и если волоски начинали потрескивать и закручиваться, то температура подходящая, можно металл сваривать.
Почему в кузнице темно
Каждый из вас, встречая сельскую кузницу, нередко удивлялся: почему она такая маленькая, а окон в ней вообще не видно. Оказывается, и здесь все продумано. Когда кузнецы отковывали инструмент — топоры, долота, стамески и т. п., необходимо было закаливать его, а для этого надо точно выдерживать температуру нагрева. А как ее определить — ведь пирометров в то время не было. Вот и узнавали кузнецы температуру по цветам каления, а чтобы не ошибиться и точнее ее определить, и должен был стоять в кузнице полумрак, в котором металл светился желто-красными переливами.
ББК 37.279 Е 70
Еременко Т. И.
Е 70 Вязание крючком
3404000000
ISBN 5-07-001244-4
ББК 37.279
РЕДКОЛЛЕГИЯ (работает на общественных началах):
С. Н. Грачев (председатель)
В. А. Горский (зам. председателя)
OCR Pirat
А.Г Навроцкий, М.В. Белоглазова
НАСЛЕДНИКИ ГЕФЕСТА
(о кузнечном деле)
ВВЕДЕНИЕ
Кузнечное дело — самое древнее ремесло, связанное с. обработкой металла. Многие музеи имеют в своих фондах каменные кузнечные инструменты тех далеких времен: небольшие камни-молоты и массивные плиты-наковальни.
На территории нашей страны ковка применялась уже в VII в. до н. э. в районах Причерноморья, Северного Кавказа, Южного Урала.
Кузнецы Скифии уже владели секретами кузнечной сварки.
В IX — XII вв. на Руси при строительстве монастырей, церквей и соборов в Киеве, Новгороде, Пскове широко используется труд кузнецов, которые куют мощные связи — тяжи и пояса для скрепления стен, сводов, арок, а также оконные решетки, парадные двери и ворота с накладными цветками, гравированными жиковинами и витыми ручками-стукалами, собирают и устанавливают на навершиях куполов большие и малые кресты.
Начиная с XVII в. в крупных городах разворачивается строительство дворцово-парковых ансамблей, и многие кузнецы начинают специализироваться на изготовлении разнообразных оград. Старые русские мастера не только отлично знали технологию ковки, но и обладали большим художественным вкусом. Созданные ими ограды и решетки не терялись и сохраняли выразительность в любом архитектурном окружении.
Наиболее оригинальны по рисунку ограды, выполненные в стиле русского барокко, который господствовал в архитектуре во второй половине XVII в. Мощные каменные столбы эффектно контрастируют с легким и игривым кованым узором, в котором широко использовались растительные мотивы. Любили мастера создавать ограды, у которых рисунок симметричен и составлен из сердцевидных изгибов стеблей — черво-нок.
Решетка Летнего сада со стороны Невы считалась и считается лучшей среди декоративных оград мира. А выкована она была тульскими кузнецами по эскизам русских архитекторов Фельтена и Егорова.
С XIX в. художники и архитекторы при создании оград начинают применять прокат, в результате чего общий рисунок оград становится более строгим, с преобладанием прямых линий, навершия оформляются в виде шаров или пик. К этому периоду относят ограды, выполненные в стиле классицизма.
Говоря о применении кованого металла в архитектуре, нельзя не вспомнить о таких деталях, как подвесные замки, которые, исполняя свое прямое и функциональное назначение, являлись также украшением дверей и ворот. Большое искусство проявляли кузнецы и при изготовлении ключей. Язычок ключа прорезался хитроумными пазами и отверстиями, а стержень имел различные утолщения и гравировку. Богаче всего украшалась головка ключа, в рисунок которой вплетались растительные и животные мотивы, фантастические образы, геометрические фигуры, а также звезды, короны и другие атрибуты.
Создавая предметы быта, кузнецы придавали им изящную форму, радующую глаз, украшали эти предметы орнаментом. Так, основа сечки делалась круглой или эллипсо-образной, а ее верхняя часть оформлялась завитками или какими-нибудь фантастическими зверюшками.
Наибольшую выдумку и творческую изобретательность проявляли мастера при ковке светцов — первых осветительных приборов. Если вначале их делали упрощенными, в виде небольших веточек с завитками, то с конца XVIII в. появляются цельнокованые светцы, которые выглядели уже значительно изящнее своих предшественников. Основное внимание уделяли кузнецы навершию светца, то есть верхней его части, куда вставлялись лучины. Навершие состояло из причудливых завитков, расщепов, шишечек и других украшающих элементов. В полумраке крестьянской избы светец с горящими лучинами походил на заморский цветок из волшебной сказки.
В конце XIX в. на Всероссийской промышленной выставке в Нижнем Новгороде был показан уникальный экспонат кузнецов Юзовского завода — стальная пальма. Она была выкована кузнецом А. Мерцаловым и молотобойцем Ф. Шкариным всего за две недели. Журнал «Горнозаводской листок» писал: «Пальма сделана из одного рельса. Ее ствол несет на себе десять листков и вверху заканчивается венчиком. Высота подлинно художественного изделия 3 м 530 мм. Молот и зубило — вот единственные инструменты, которыми пользовались кузнецы». Газеты того времени писали: «Пальма поражает зрителей высотой, стройностью, удивительным изяществом, ее темные, рассеченные листья, веером расходящиеся от ствола, были так легки, а тонкий шершавый ствол так гибок, что вначале было трудно поверить, что это не живое растение, вывезенное с Кавказского побережья, а тончайшее произведение искусства. Всем хотелось потрогать ее руками». В 1900 г. кованая пальма была выставлена на Международной промышленной выставке в Париже и получила Гран-при. Сейчас эта пальма — экспонат музея Горного института в Ленинграде.
С развитием прокатного и кузнечно-штамповочного производства в архитектуре все реже стал применяться декоративный кованый металл, активно вытесняемый конструкциями из проката.
Техника художественной ковки постепенно упрощается, все меньше остается мастеров, которые сумели бы отковать ограду, отреставрировать или просто починить старинные решетки, козырьки подъездов.
И все же огонь Гефеста не погас! Его отдельные искорки, чуть тлеющие по отдельным кузницам, начинают разгораться все ярче. И уже многое сделано для возрождения прекрасного ремесла.
С 70-х гг. под Москвой, в Абрамцеве, при школе народных ремесел стали готовить кузнецов-художников, а в Суздале в этот же период создано художественное училище с отделением кузнецов — реставраторов художественного металла. Всеми кузнечными работами в училище бессменно руководит знаменитый кузнец булатных и дамасских сталей В. Басов.
В 1975 г. в поселке Салтыковка под Москвой был основан первый в стране Музей кузнечной науки и техники, который вскоре стал специализированным научно-исследовательским и культурно-просветительным центром в области истории кузнечного дела и художественной ковки, кузнечно-прессового машиностроения и теории обработки металлов давлением.
При музее действует единственная в своем роде, специализированная библиотека по кузнечному делу, проходят выставки художественных кузнечных изделий.
Ежегодно на территории музея проводятся Всесоюзные фестивали мастеров художественной ковки. Популярность этих праздников возрастает год от года. Так, если в первом празднике принимали участие всего 20 кузнецов, то на четвертый фестиваль в 1989 г. съехались более 100 мастеров художественной ковки с Урала и Чукотки, из Прибалтики и Армении, из Средней России и Украины.
Что же привлекает людей в Салтыковку? Прежде всего это желание и на других посмотреть, и себя показать. Кузнецы собираются, чтобы обменяться опытом, познакомиться друг с другом и, наконец, просто ощутить себя частью единой семьи кузнечных дел мастеров.

Словом, интерес к кузнечному делу постоянно возрастает, а вот учебной литературы, в которой бы описывались технологические основы ковки, явно недостаточно. Надеемся, что этот материал в какой-то мере заполнит образовавшийся пробел и поможет начинающим кузнецам изучить основы ковки, а также приобщит их к беспокойному и творческому братству кузнецов-художников.
Последнее изменение этой страницы: 2019-05-06; Просмотров: 263; Нарушение авторского права страницы
